

Modeling of Surface Roughness in Honing Processes by Using Fuzzy Artificial Neural Networks




Abstract
1. Introduction
2. Materials and Methods
2.1. Research Methodology
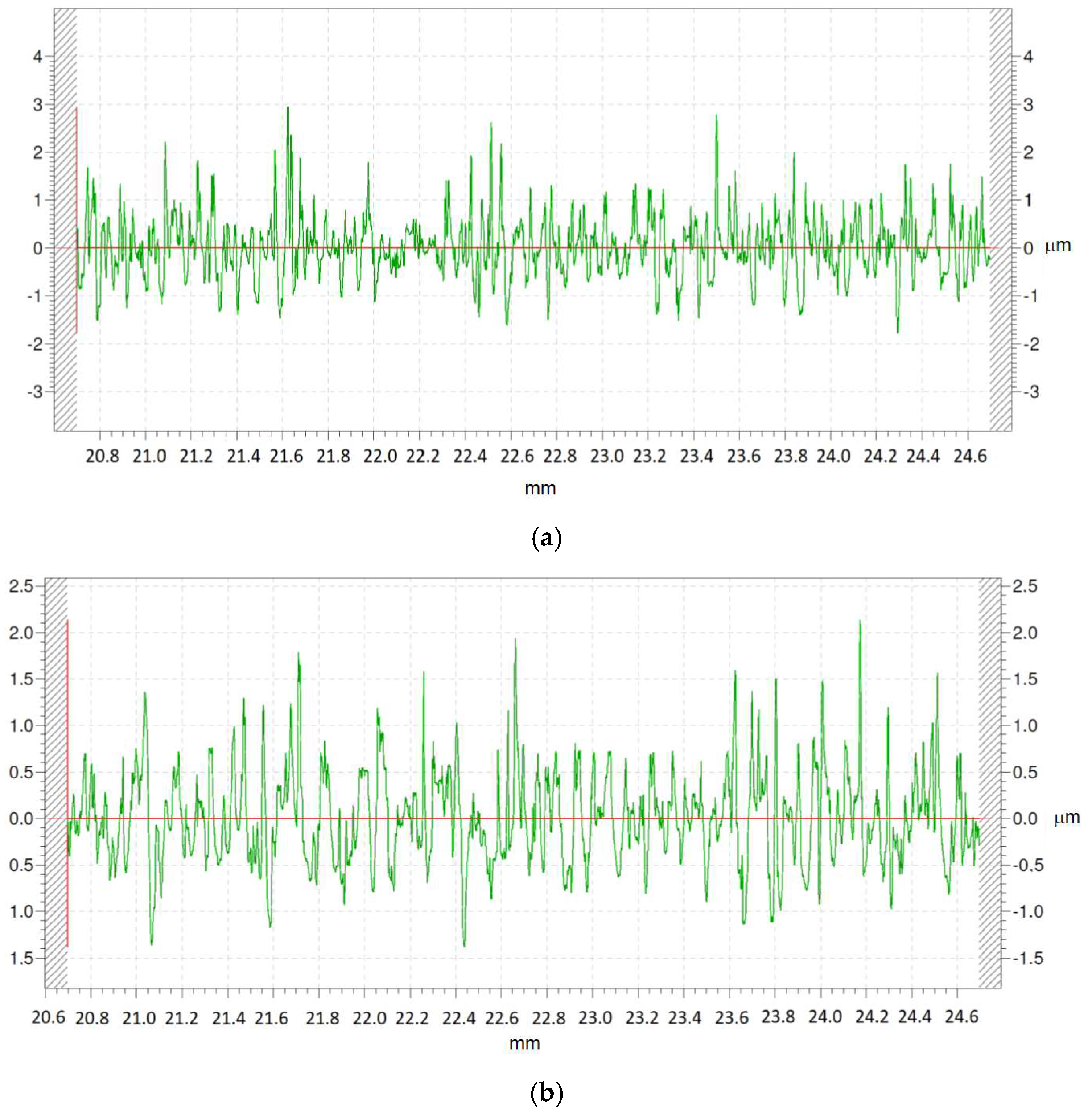
2.2. Surface Roughness Measurements
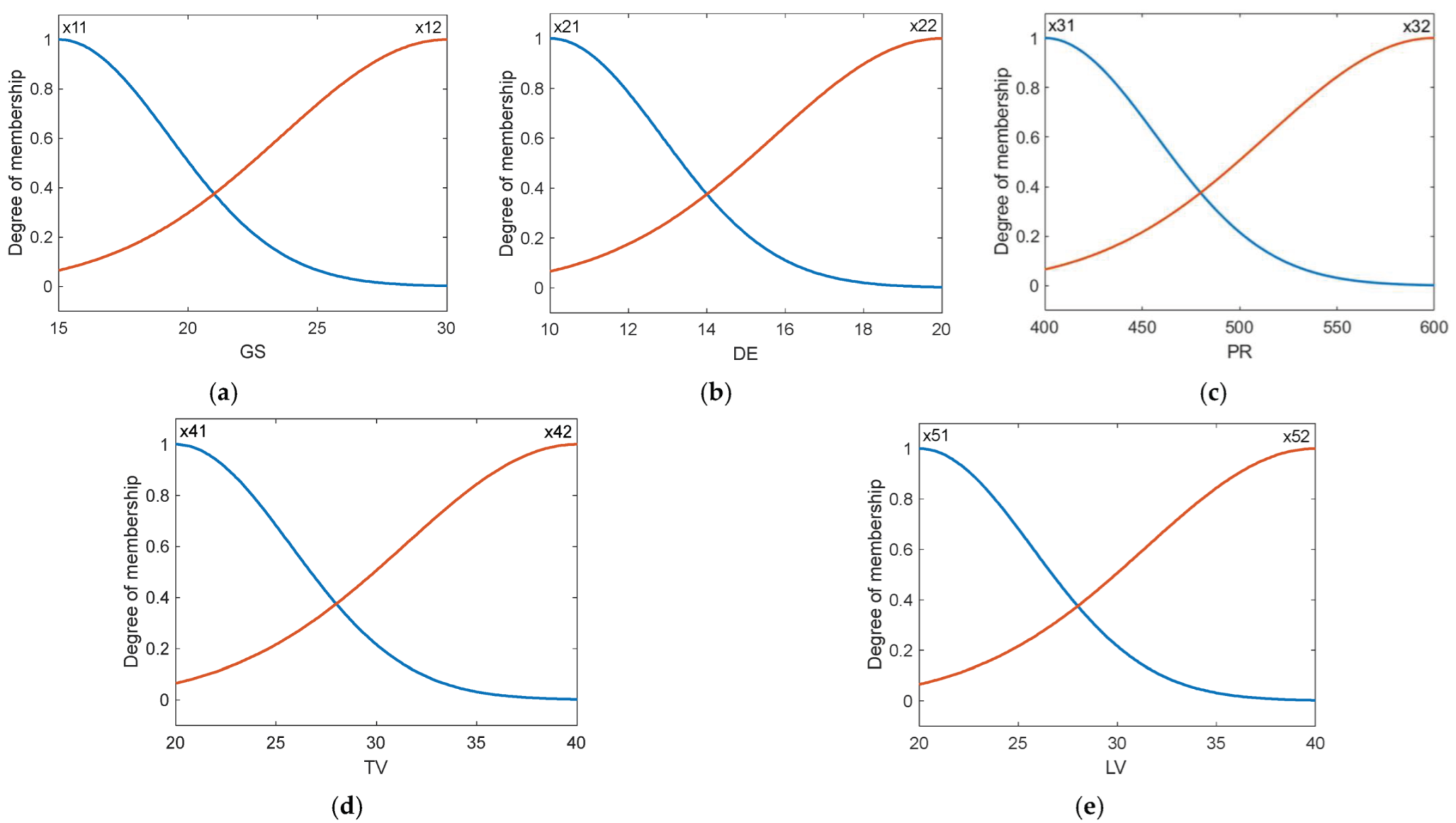
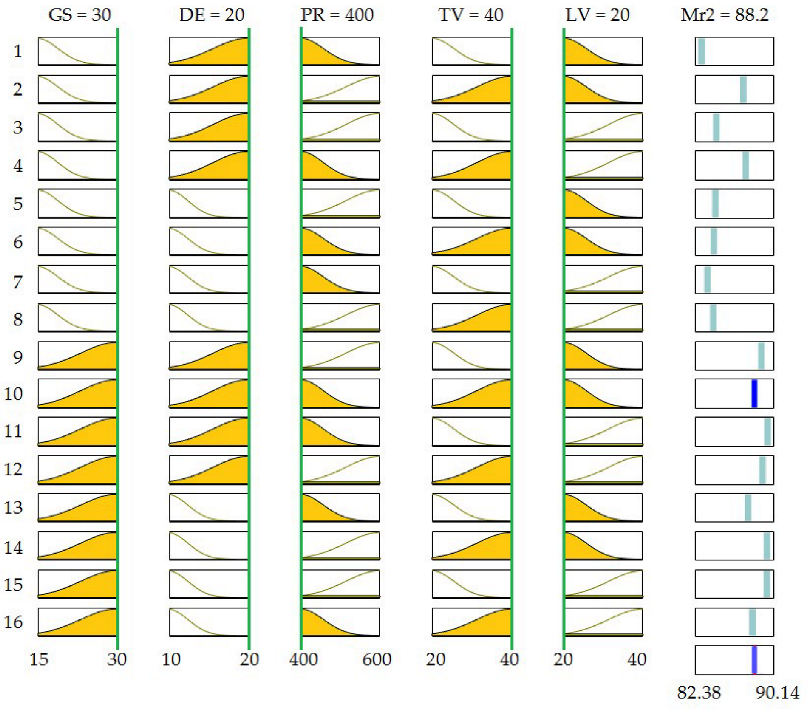
2.3. FIS Modeling
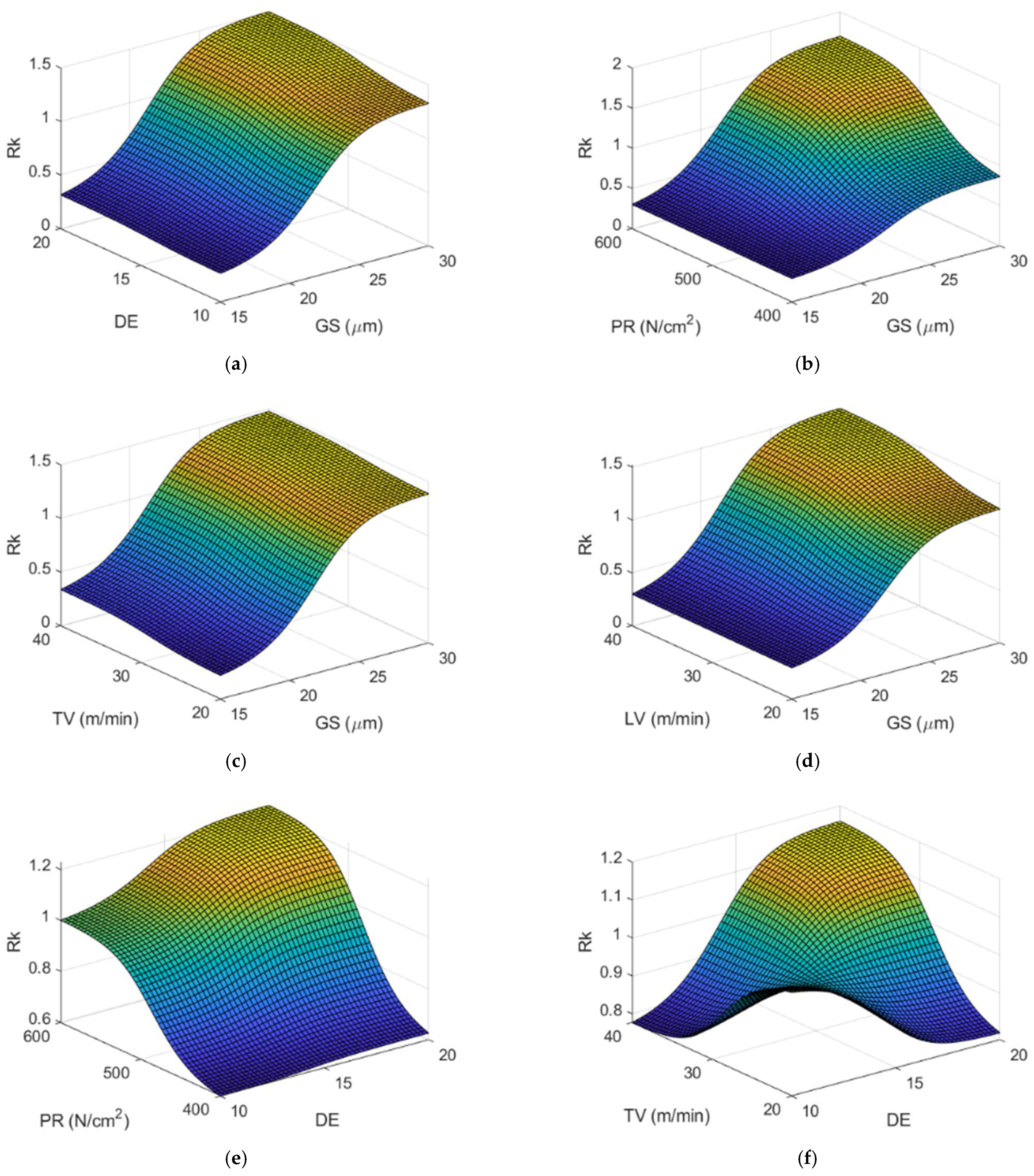
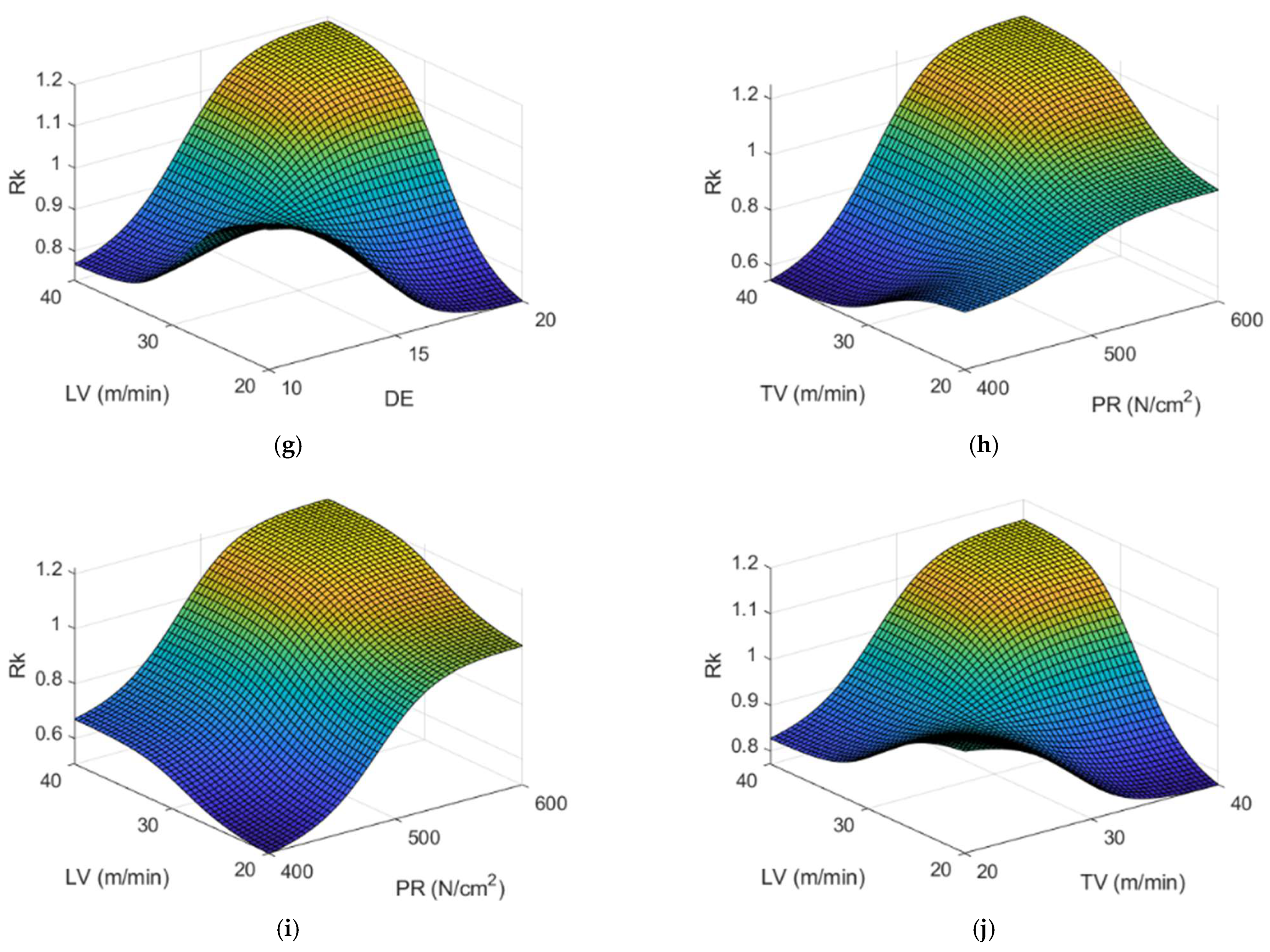
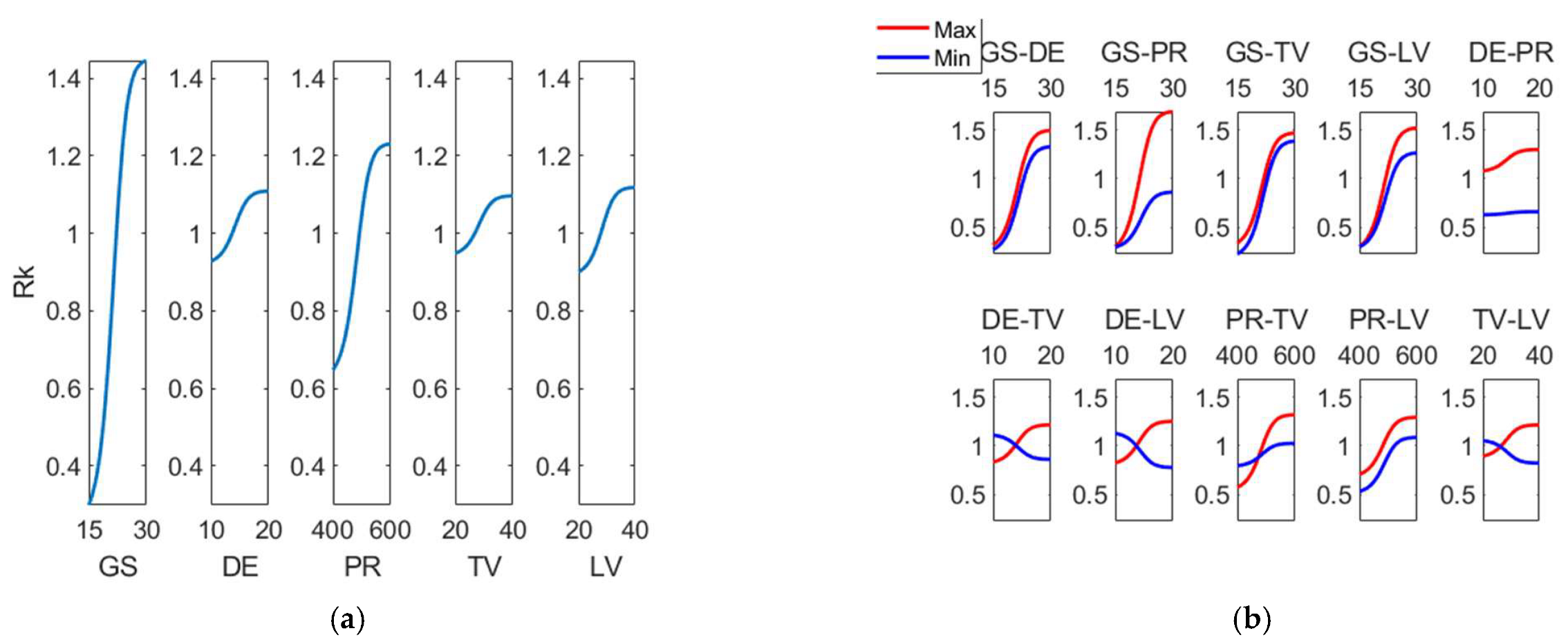
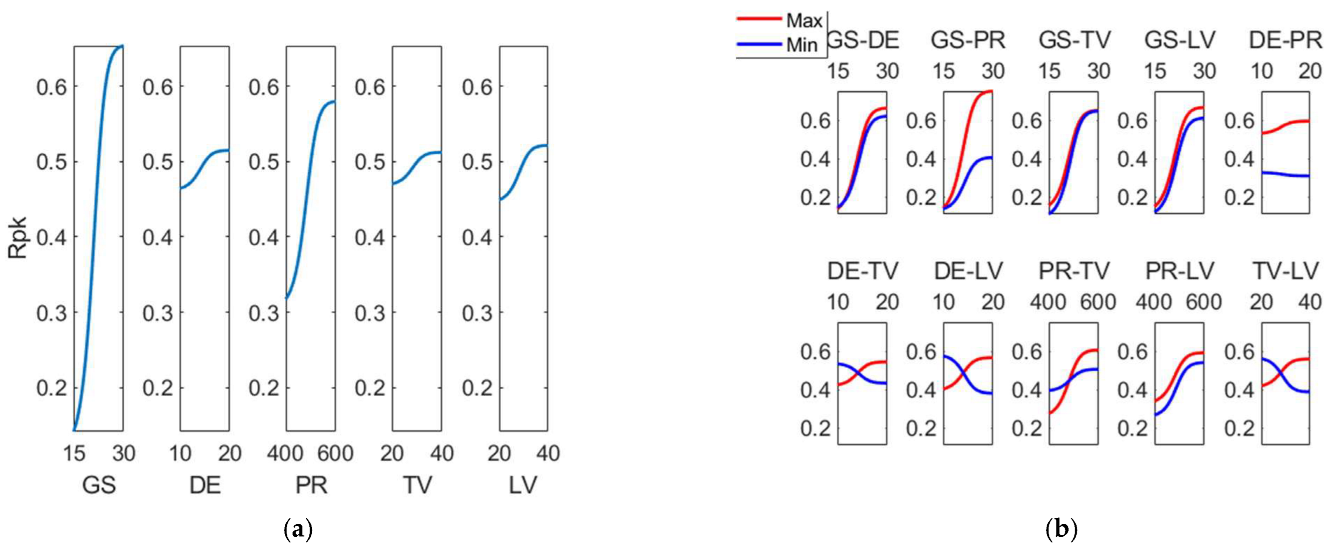
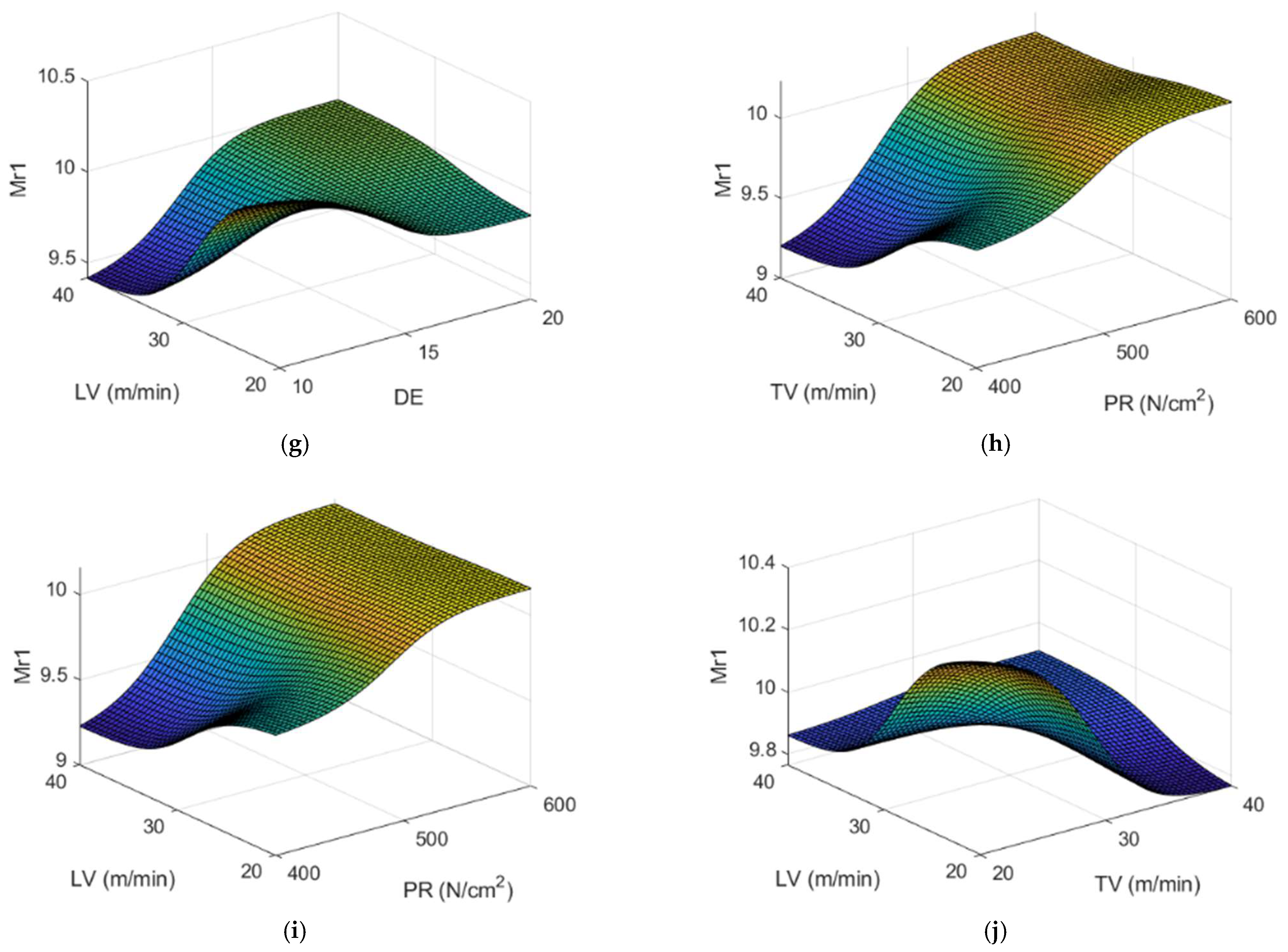
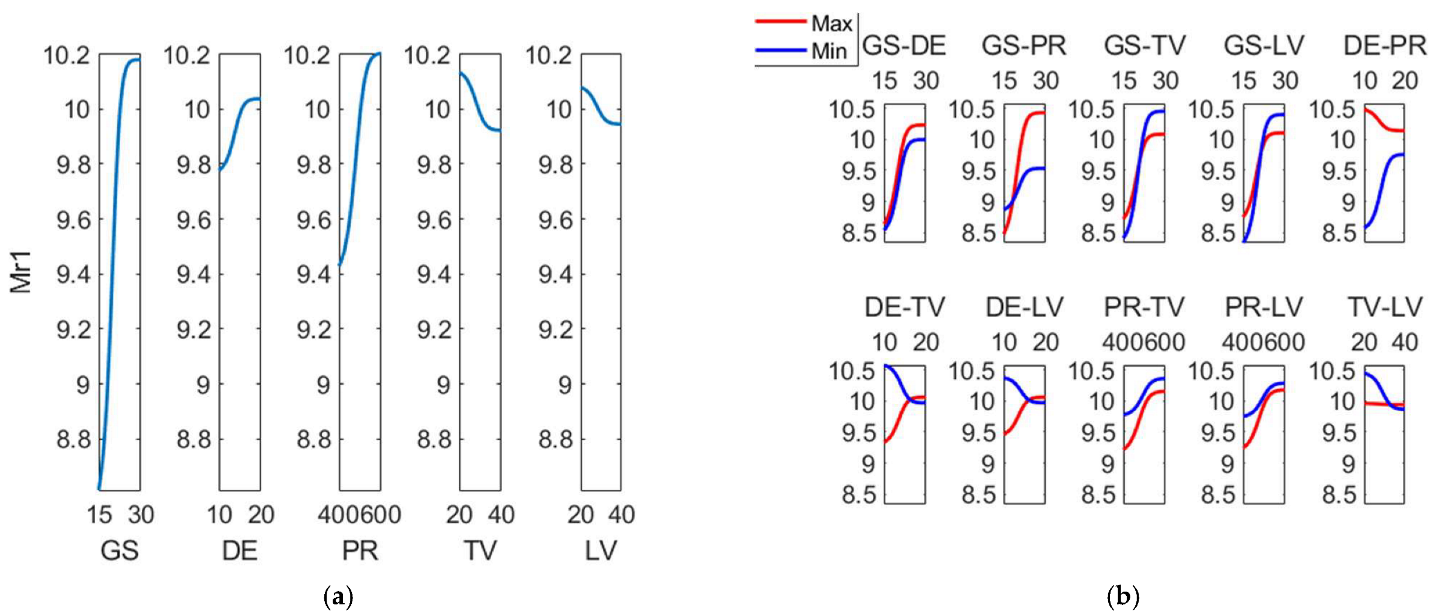
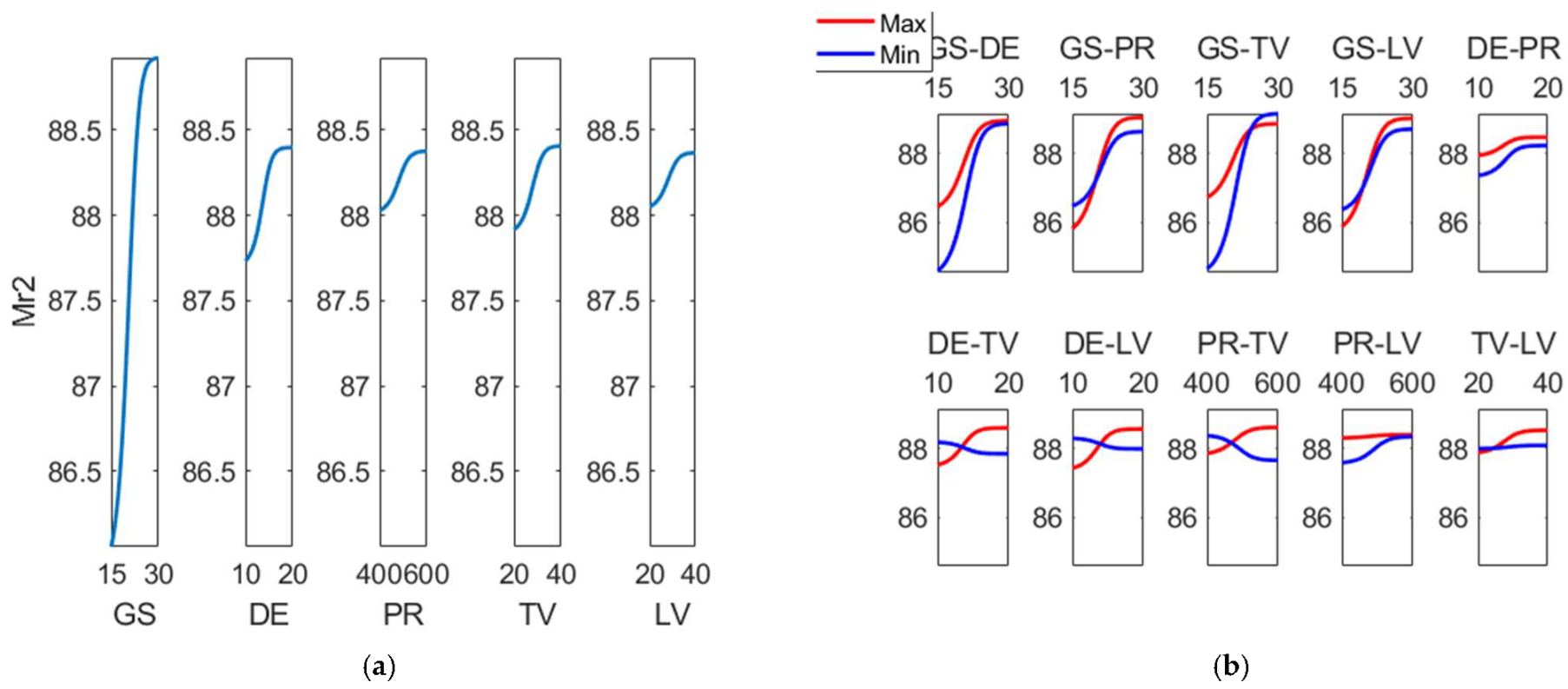
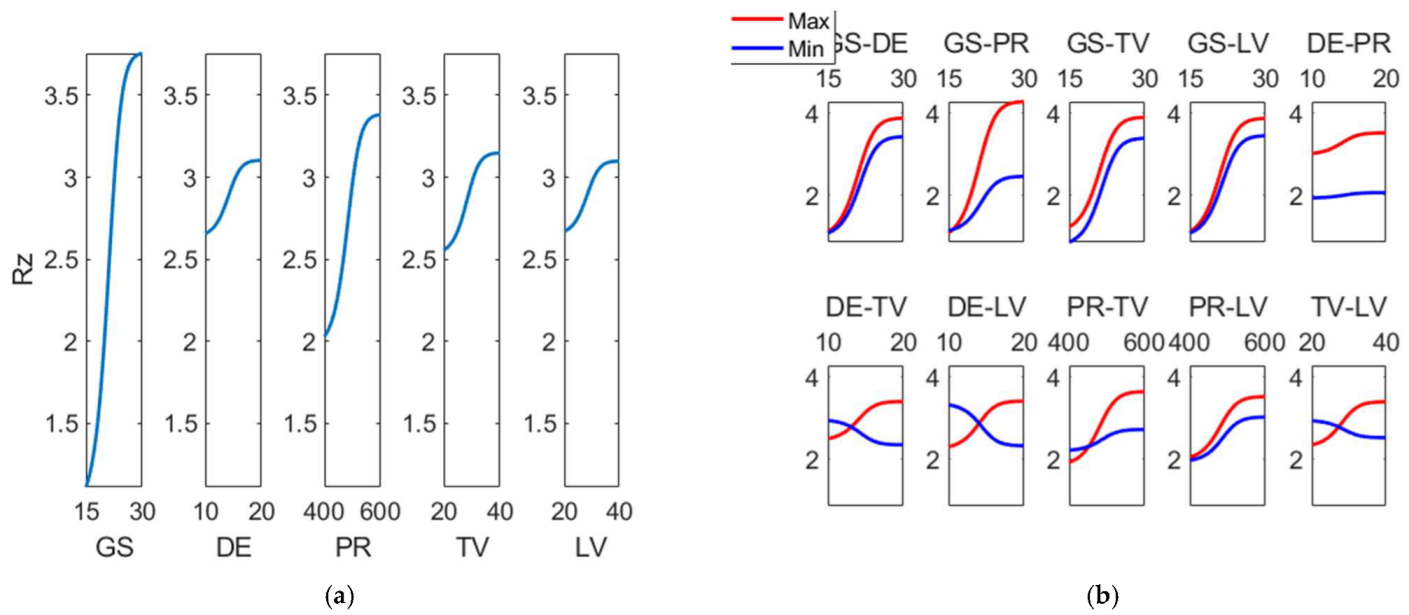
3. Discussion and Results
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mezghani, S.; Demirci, I.; Yousfi, M.; El Mansori, M. Mutual influence of crosshatch angle and superficial roughness of honed surfaces on friction in ring-pack tribo-system. Tribol. Int. 2013, 66, 54–59. [Google Scholar] [CrossRef]
- Jocsak, J.; Li, Y.; Tian, T.; Wong, V.W. Modeling and optimizing honing texture for reduced friction in internal combustion engines. SAE Tech. Pap. 2006, 115, 335–347. [Google Scholar]
- Baby, A.K.; Rajendrakumar, P.K.; Lawrence, K.D. Influence of honing angle on tribological behaviour of cylinder liner–piston ring pair: Experimental investigation. Tribol. Int. 2021, 167, 107355. [Google Scholar] [CrossRef]
- Buj-Corral, I.; Rodero-de-Lamo, L.; Marco-Almagro, L. Optimization and Sensitivity Analysis of the Cutting Conditions in Rough, Semi-Finish and Finish Honing. Materials 2021, 15, 75. [Google Scholar] [CrossRef] [PubMed]
- Kanthababu, M.; Shunmugam, M.S.; Singaperumal, M. Identification of significant parameters and appropriate levels in honing of cylinder liners. Int. J. Mach. Mach. Mater. 2009, 5, 80. [Google Scholar] [CrossRef]
- Barros, G.H.C.; Schramm, C.R.; Franco, S.D.; Arantes, L.J.; Arencibia, R.V. Effect of grain size and number of strokes on Rk parameters and emptiness coefficient in honing process. Int. J. Adv. Manuf. Technol. 2019, 103, 3717–3734. [Google Scholar] [CrossRef]
- Sadizade, B.; Araee, A.; Bavil Oliaei, S.N.; Farshi, V.R. Plateau honing of a diesel engine cylinder with special topography and reasonable machining time. Tribol. Int. 2020, 146, 106204. [Google Scholar] [CrossRef]
- Ma, S.; Liu, Y.; Wang, Z.; Wang, Z.; Huang, R.; Xu, J. The Effect of Honing Angle and Roughness Height on the Tribological Performance of CuNiCr Iron Liner. Metals 2019, 9, 487. [Google Scholar] [CrossRef]
- Deepak Lawrence, K.; Shanmugamani, R.; Ramamoorthy, B. Evaluation of image based Abbott–Firestone curve parameters using machine vision for the characterization of cylinder liner surface topography. Measurement 2014, 55, 318–334. [Google Scholar] [CrossRef]
- Pawlus, P.; Cieslak, T.; Mathia, T. The study of cylinder liner plateau honing process. Spec. Issue 1st Int. Conf. Abras. Process. 2009, 209, 6078–6086. [Google Scholar] [CrossRef]
- Stout, K.J.; Davis, E.J.; Sullivan, P.J. Honed Surfaces. In Atlas of Machined Surfaces; Springer: Dordrecht, The Netherlands, 1990; pp. 195–210. [Google Scholar]
- Kang, J.; Lu, Y.; Yang, X.; Zhao, X.; Zhang, Y.; Xing, Z. Modeling and experimental investigation of wear and roughness for honed cylinder liner during running-in process. Tribol. Int. 2022, 171, 107531. [Google Scholar] [CrossRef]
- Pawlus, P.; Reizer, R.; Wieczorowski, M. Characterization of the shape of height distribution of two-process profile. Meas. J. Int. Meas. Confed. 2019, 153, 107387. [Google Scholar] [CrossRef]
- Buj-Corral, I.; Álvarez-Flórez, J.; Domínguez-Fernández, A. Acoustic emission analysis for the detection of appropriate cutting operations in honing processes. Mech. Syst. Signal Process. 2018, 99, 873–885. [Google Scholar] [CrossRef]
- Grzesik, W.; Rech, J.; Wanat, T. Surface finish on hardened bearing steel parts produced by superhard and abrasive tools. Int. J. Mach. Tools Manuf. 2007, 47, 255–262. [Google Scholar] [CrossRef]
- Cherguy, O.; Elicegui, U.; Cabanettes, F.; Han, S.; Cici, M.; Pascal, H.; Rech, J. Effect of abrasive grains size on surface integrity during belt finishing of a 27MnCr5 carburized steel. Procedia CIRP 2022, 108, 305–310. [Google Scholar] [CrossRef]
- Pawlus, P.; Reizer, R.; Żelasko, W. Two-Process Random Textures: Measurement, Characterization, Modeling and Tribological Impact: A Review. Materials 2021, 15, 268. [Google Scholar] [CrossRef]
- Lalwani, V.; Sharma, P.; Pruncu, C.I.; Unune, D.R. Response surface methodology and artificial neural network-based models for predicting performance of wire electrical discharge machining of inconel 718 alloy. J. Manuf. Mater. Process. 2020, 4, 44. [Google Scholar] [CrossRef]
- Mirifar, S.; Kadivar, M.; Azarhoushang, B. First steps through intelligent grinding using machine learning via integrated acoustic emission sensors. J. Manuf. Mater. Process. 2020, 4, 35. [Google Scholar] [CrossRef]
- Buj-Corral, I.; Sivatte-Adroer, M.; Llanas-Parra, X. Adaptive indirect neural network model for roughness in honing processes. Tribol. Int. 2019, 141, 105891. [Google Scholar] [CrossRef]
- Aamir, M.; Tu, S.; Tolouei-Rad, M.; Giasin, K.; Vafadar, A. Optimization and modeling of process parameters in multi-hole simultaneous drilling using taguchi method and fuzzy logic approach. Materials 2020, 13, 680. [Google Scholar] [CrossRef]
- Alajmi, M.S.; Almeshal, A.M. Prediction and Optimization of Surface Roughness in a Turning Process Using the ANFIS-QPSO Method. Materials 2020, 13, 2986. [Google Scholar] [CrossRef] [PubMed]
- Shivakoti, I.; Rodrigues, L.L.R.; Cep, R.; Pradhan, P.M.; Sharma, A.; Kumar Bhoi, A. Experimental Investigation and ANFIS-Based Modelling During Machining of EN31 Alloy Steel. Materials 2020, 13, 3137. [Google Scholar] [CrossRef] [PubMed]
- Nguyen, D.T.; Yin, S.; Tang, Q.; Son, P.X.; Duc, L.A. Online monitoring of surface roughness and grinding wheel wear when grinding Ti-6Al-4V titanium alloy using ANFIS-GPR hybrid algorithm and Taguchi analysis. Precis. Eng. 2019, 55, 275–292. [Google Scholar] [CrossRef]
- ISO ISO 6106.2013; Abrasive Products—Checking the Grain Size of Superabrasives. International Organization for Standardization: Geneva, Switzerland, 2013.
- ISO ISO 6104:2005; Superabrasive products—Rotating Grinding Tools with Diamond or Cubic Boron Nitride—General Survey, Designation and Multilingual Nomenclature. International Organization for Standardization: Geneva, Switzerland, 2005.
- Luis Pérez, C.J. A proposal of an adaptive neuro-fuzzy inference system for modeling experimental data in manufacturing engineering. Mathematics 2020, 8, 1390. [Google Scholar] [CrossRef]
- The MathWorks Inc. Fuzzy Logic ToolboxTMUser’s Guide© Copyright 1995–2020; The MathWorks, Inc.: Natick, MA, USA, 2020. [Google Scholar]
- Versaci, M.; Calcagno, S.; Cacciola, M.; Morabito, F.C.; Palamara, I.; Pellicanò, D. Chapter 6: Standard Soft Computing Techniques for Characterization of Defects in Nondestructive Evaluation. In Ultrasonic Nondestructive Evaluation Systems. Industrial Application Issues; Burrascano, P., Callegari, S., Montisci, A., Ricci, M., Versaci, M., Eds.; Springer International Publishing: Cham, Switzerland, 2015; pp. 175–199. [Google Scholar]
- Jang, J.-S.R. ANFIS: Adaptive-network-based fuzzy inference system. IEEE Trans. Syst. Man. Cybern. 1993, 23, 665–685. [Google Scholar] [CrossRef]
- Bhushan, B. Modern Tribology Handbook: Volume One: Principles of Tribology; CRC Press: Boca Raton, FL, USA, 2000; ISBN 9780849377877. [Google Scholar]
- Pawlus, P.; Reizer, R.; Wieczorowski, M. Analysis of surface texture of plateau-honed cylinder liner—A review. Precis. Eng. 2021, 72, 807–822. [Google Scholar] [CrossRef]
- Klocke, F.; Brinksmeier, E.; Weinert, K. Capability profile of hard cutting and grinding processes. CIRP Ann.-Manuf. Technol. 2005, 54, 22–45. [Google Scholar] [CrossRef]
- Grzesik, W.; Wanat, T. Comparative assessment of surface roughness produced by hard machining with mixed ceramic tools including 2D and 3D analysis. J. Mater. 2005, 169, 364–371. [Google Scholar] [CrossRef]
- Wang, W.; Li, J.; Fan, W.; Zhao, C. Belt grinding mechanism-based method for roughness profile prediction of the rail surface. J. Braz. Soc. Mech. Sci. Eng. 2022, 44, 84. [Google Scholar] [CrossRef]
- Buj-Corral, I.; Rodero-De-Lamo, L.; Marco-Almagro, L. Use of results from honing test machines to determine roughness in industrial honing machines. J. Manuf. Process. 2017, 28, 60–69. [Google Scholar] [CrossRef]
- Lu, Y.; Li, J.; Liang, R.; Zhang, Y.; Luo, M.; Guo, C. Investigation on the effect of honing parameters on cylindricity of engine cylinder liner. Int. J. Adv. Manuf. Technol. 2020, 111, 3111–3122. [Google Scholar] [CrossRef]
- Anderberg, C.; Pawlus, P.; Rosén, B.-G.; Thomas, T.R. Alternative descriptions of roughness for cylinder liner production. J. Mater. Process. Technol. 2009, 209, 1936–1942. [Google Scholar] [CrossRef]
- Ruzzi, R.d.S.; de Paiva, R.L.; da Silva, L.R.R.; Abrão, A.M.; Brandão, L.C.; da Silva, R.B. Comprehensive study on Inconel 718 surface topography after grinding. Tribol. Int. 2021, 158, 106919. [Google Scholar] [CrossRef]
- Carneiro, K.; Jensen, C.P.; Jørgensen, J.F.; Garnœs, J.; McKeown, P.A. Roughness Parameters of Surfaces by Atomic Force Microscopy. CIRP Ann. 1995, 44, 517–522. [Google Scholar] [CrossRef]
- Ruzzi, R.d.S.; da Silva, L.R.R.; da Silva, R.B.; da Silva Junior, W.M.; Bianchi, E.C. Topographical analysis of machined surfaces after grinding with different cooling-lubrication techniques. Tribol. Int. 2019, 141, 105962. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Input Variables | Low | Center | High | ||
|---|---|---|---|---|---|
| GS: | Grain Size | (ISO 6106 [25]) | 15 | 20 | 30 |
| DE: | Density | (ISO 6104 [26]) | 10 | 15 | 20 |
| PR: | Pressure | (N/cm2) | 400 | 500 | 600 |
| TV: | Tangential Speed | (m/min) | 20 | 30 | 40 |
| LV: | Linear Speed | (m/min) | 20 | 30 | 40 |
| # | GS | DE | PR | TV | LV | Rk | Rpk | Rvk | Mr1 | Mr2 | Rz | Rsk | Rku | RSm |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 15 | 20 | 400 | 20 | 20 | 0.175 | 0.077 | 0.175 | 8.380 | 83.168 | 0.768 | −1.280 | 7.417 | 35.558 |
| 2 | 15 | 20 | 600 | 40 | 20 | 0.294 | 0.100 | 0.191 | 8.120 | 87.120 | 0.976 | −0.817 | 6.688 | 31.468 |
| 3 | 15 | 20 | 600 | 20 | 40 | 0.141 | 0.065 | 0.142 | 8.168 | 84.508 | 0.584 | −2.061 | 18.145 | 59.563 |
| 4 | 15 | 20 | 400 | 40 | 40 | 0.323 | 0.143 | 0.219 | 9.050 | 87.355 | 1.234 | −0.634 | 8.479 | 39.895 |
| 5 | 15 | 10 | 600 | 20 | 20 | 0.231 | 0.112 | 0.322 | 8.193 | 84.485 | 1.222 | −2.217 | 14.766 | 52.478 |
| 6 | 15 | 10 | 400 | 40 | 20 | 0.191 | 0.080 | 0.183 | 8.025 | 84.343 | 0.876 | −1.333 | 9.008 | 36.233 |
| 7 | 15 | 10 | 400 | 20 | 40 | 0.232 | 0.142 | 0.264 | 8.613 | 83.725 | 0.923 | −1.140 | 9.526 | 56.975 |
| 8 | 15 | 10 | 600 | 40 | 40 | 0.225 | 0.131 | 0.223 | 8.490 | 84.218 | 0.954 | −0.752 | 8.253 | 40.108 |
| 9 | 30 | 20 | 600 | 20 | 20 | 1.552 | 0.781 | 0.674 | 10.778 | 88.875 | 3.803 | 0.237 | 3.599 | 47.790 |
| 10 | 30 | 20 | 400 | 40 | 20 | 0.588 | 0.275 | 0.400 | 9.880 | 88.205 | 2.211 | −0.525 | 6.241 | 44.748 |
| 11 | 30 | 20 | 400 | 20 | 40 | 1.090 | 0.493 | 0.488 | 9.885 | 89.493 | 2.660 | 0.023 | 4.216 | 69.445 |
| 12 | 30 | 20 | 600 | 40 | 40 | 1.741 | 0.750 | 0.884 | 10.260 | 88.998 | 4.439 | −0.025 | 3.837 | 48.318 |
| 13 | 30 | 10 | 400 | 20 | 20 | 0.737 | 0.460 | 0.466 | 9.948 | 87.605 | 2.504 | −0.085 | 6.157 | 55.480 |
| 14 | 30 | 10 | 600 | 40 | 20 | 1.682 | 0.807 | 0.752 | 10.808 | 89.420 | 4.470 | 0.129 | 3.651 | 39.013 |
| 15 | 30 | 10 | 600 | 20 | 40 | 1.629 | 0.719 | 0.756 | 11.060 | 89.405 | 3.794 | −0.079 | 4.018 | 75.640 |
| 16 | 30 | 10 | 400 | 40 | 40 | 0.757 | 0.370 | 0.385 | 8.188 | 88.000 | 2.127 | −0.136 | 4.546 | 47.088 |
| 17 | 20 | 15 | 500 | 30 | 30 | 0.518 | 0.280 | 0.306 | 9.150 | 87.493 | 1.639 | −0.193 | 4.794 | 37.233 |
| 18 | 20 | 15 | 500 | 30 | 30 | 0.715 | 0.323 | 0.411 | 9.925 | 86.613 | 2.104 | −0.170 | 4.282 | 50.043 |
| 19 | 20 | 15 | 500 | 30 | 30 | 0.729 | 0.353 | 0.425 | 9.233 | 87.635 | 2.355 | −0.147 | 4.780 | 51.618 |
| [Input1] | [Input2] | [Input3] | |
|---|---|---|---|
| Name = ‘GS’ Range = [15 30] MF1 = ‘x1’:‘gaussmf’, [4.2857 15] MF2 = ‘x12’:‘gaussmf’, [6.4286 30] | Name = ‘DE’ Range = [10 20] MF1 = ‘x21’:‘gaussmf’, [2.8571 10] MF2 = ‘x22’:‘gaussmf’, [4.2857 20] | Name = ‘PR’ Range = [400 600] MF1 = ‘x31’:‘gaussmf’, [57.1429 400] MF2 = ‘x32’:‘gaussmf’, [85.7143 600] | |
| [Input4] | [Input5] | ||
| Name = ‘TV’ Range = [20 40] MF1 = ‘x41’:‘gaussmf’, [5.7143 20] MF2 = ‘x42’:‘gaussmf’, [8.5714 40] | Name = ‘LV’ Range = [20 40] MF1 = ‘x51’:‘gaussmf’, [5.7143 20] MF2 = ‘x52’:‘gaussmf’, [8.5714 40] | ||
| # Rule |
|---|
| 1 (x1 = x11) & (x2 = x22) & (x3 = x31) & (x4 = x41) & (x5 = x51) => z1 2 (x1 = x11) & (x2 = x22) & (x3 = x32) & (x4 = x42) & (x5 = x51) => z2 3 (x1 = x11) & (x2 = x22) & (x3 = x32) & (x4 = x41) & (x5 = x52) => z3 4 (x1 = x11) & (x2 = x22) & (x3 = x31) & (x4 = x42) & (x5 = x52) => z4 5 (x1 = x11) & (x2 = x21) & (x3 = x32) & (x4 = x41) & (x5 = x51) => z5 6 (x1 = x11) & (x2 = x21) & (x3 = x31) & (x4 = x42) & (x5 = x51) => z6 7 (x1 = x11) & (x2 = x21) & (x3 = x31) & (x4 = x41) & (x5 = x52) => z7 8 (x1 = x11) & (x2 = x21) & (x3 = x32) & (x4 = x42) & (x5 = x52) => z8 9 (x1 = x12) & (x2 = x22) & (x3 = x32) & (x4 = x41) & (x5 = x51) => z9 10 (x1 = x12) & (x2 = x22) & (x3 = x31) & (x4 = x42) & (x5 = x51) => z10 11 (x1 = x12) & (x2 = x22) & (x3 = x31) & (x4 = x41) & (x5 = x52) => z11 12 (x1 = x12) & (x2 = x22) & (x3 = x32) & (x4 = x42) & (x5 = x52) => z12 13 (x1 = x12) & (x2 = x21) & (x3 = x31) & (x4 = x41) & (x5 = x51) => z13 14 (x1 = x12) & (x2 = x21) & (x3 = x32) & (x4 = x42) & (x5 = x51) => z14 15 (x1 = x12) & (x2 = x21) & (x3 = x32) & (x4 = x41) & (x5 = x52) => z15 16 (x1 = x12) & (x2 = x21) & (x3 = x31) & (x4 = x42) & (x5 = x52) => z16 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Buj-Corral, I.; Sender, P.; Luis-Pérez, C.J. Modeling of Surface Roughness in Honing Processes by Using Fuzzy Artificial Neural Networks. J. Manuf. Mater. Process. 2023, 7, 23. https://doi.org/10.3390/jmmp7010023
Buj-Corral I, Sender P, Luis-Pérez CJ. Modeling of Surface Roughness in Honing Processes by Using Fuzzy Artificial Neural Networks. Journal of Manufacturing and Materials Processing. 2023; 7(1):23. https://doi.org/10.3390/jmmp7010023
Chicago/Turabian StyleBuj-Corral, Irene, Piotr Sender, and Carmelo J. Luis-Pérez. 2023. "Modeling of Surface Roughness in Honing Processes by Using Fuzzy Artificial Neural Networks" Journal of Manufacturing and Materials Processing 7, no. 1: 23. https://doi.org/10.3390/jmmp7010023
APA StyleBuj-Corral, I., Sender, P., & Luis-Pérez, C. J. (2023). Modeling of Surface Roughness in Honing Processes by Using Fuzzy Artificial Neural Networks. Journal of Manufacturing and Materials Processing, 7(1), 23. https://doi.org/10.3390/jmmp7010023