
Localized Defects in Cold Die-Compacted Metal Powders


Abstract
:1. Introduction
2. Materials and Methods
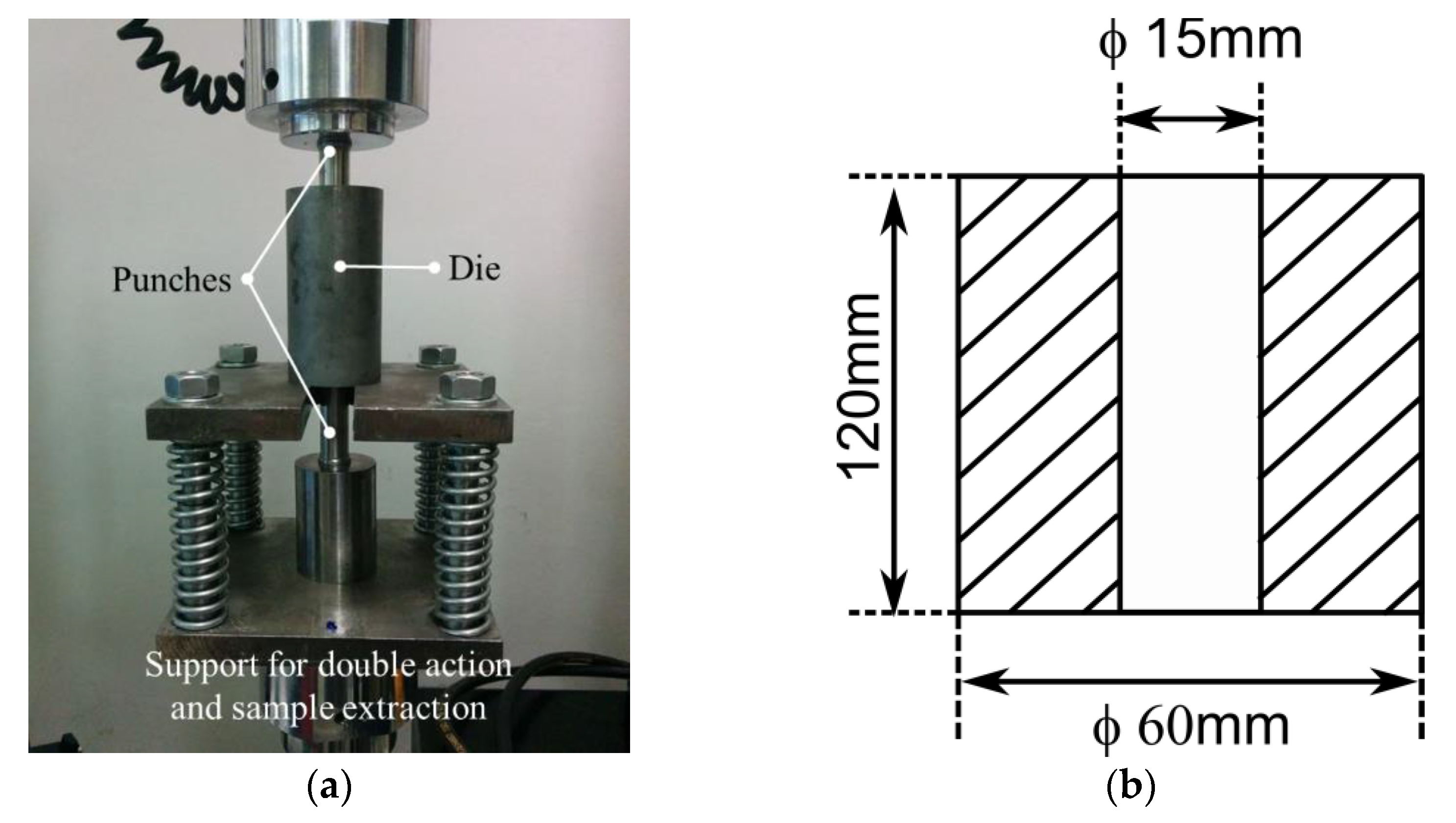
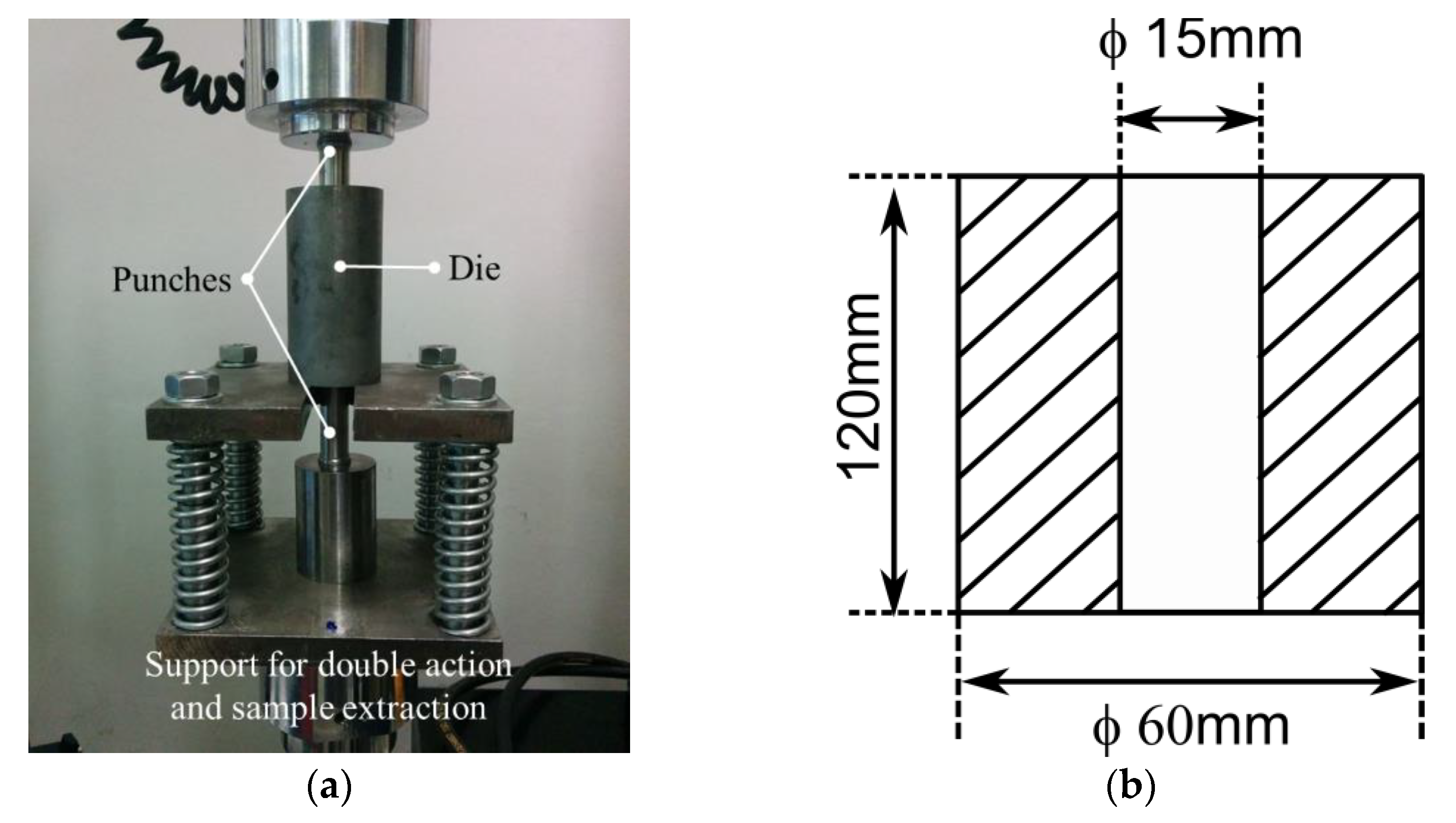
2.1. Experimental Set-Up
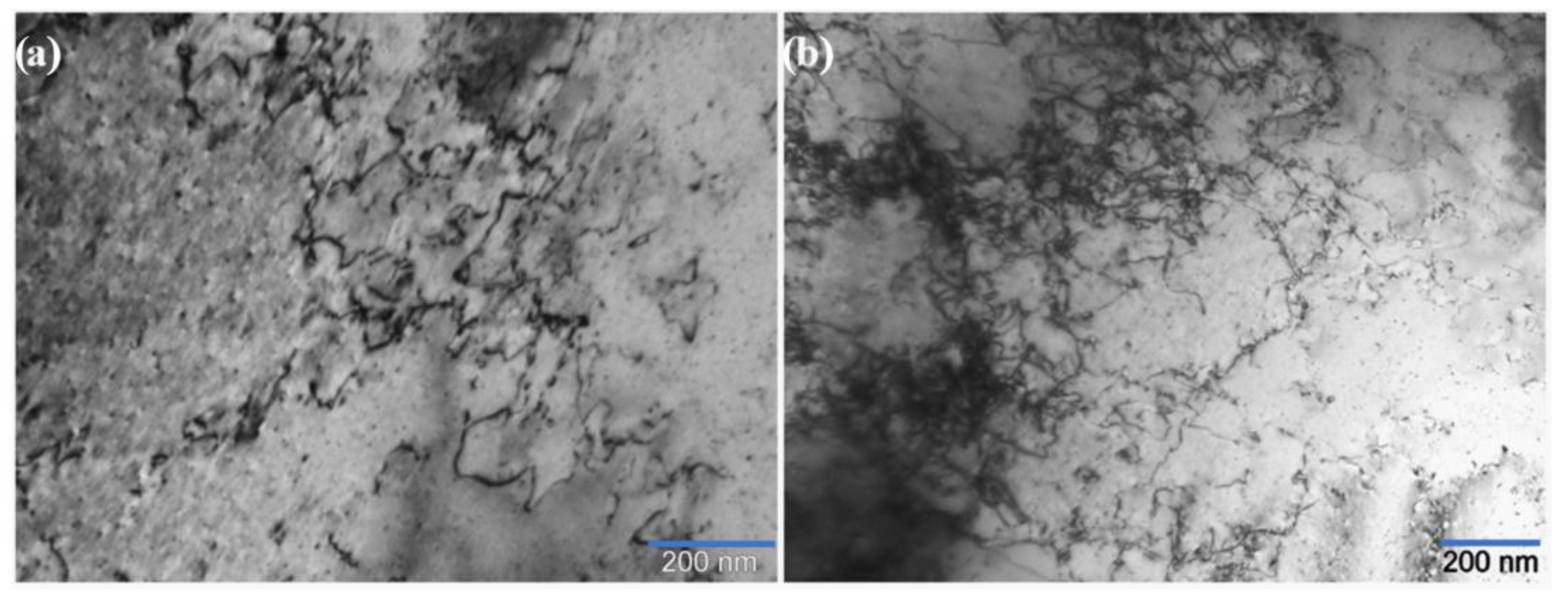
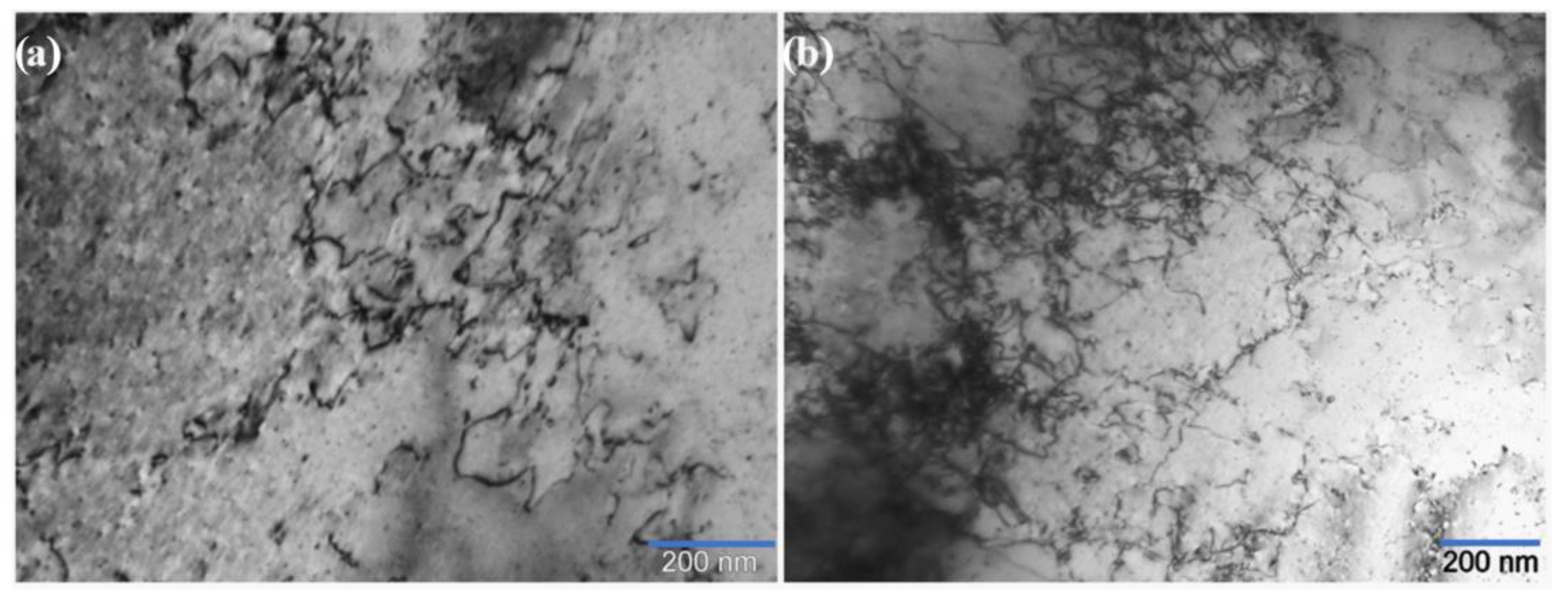
2.2. Samples Preparation for Observation of the Dislocation
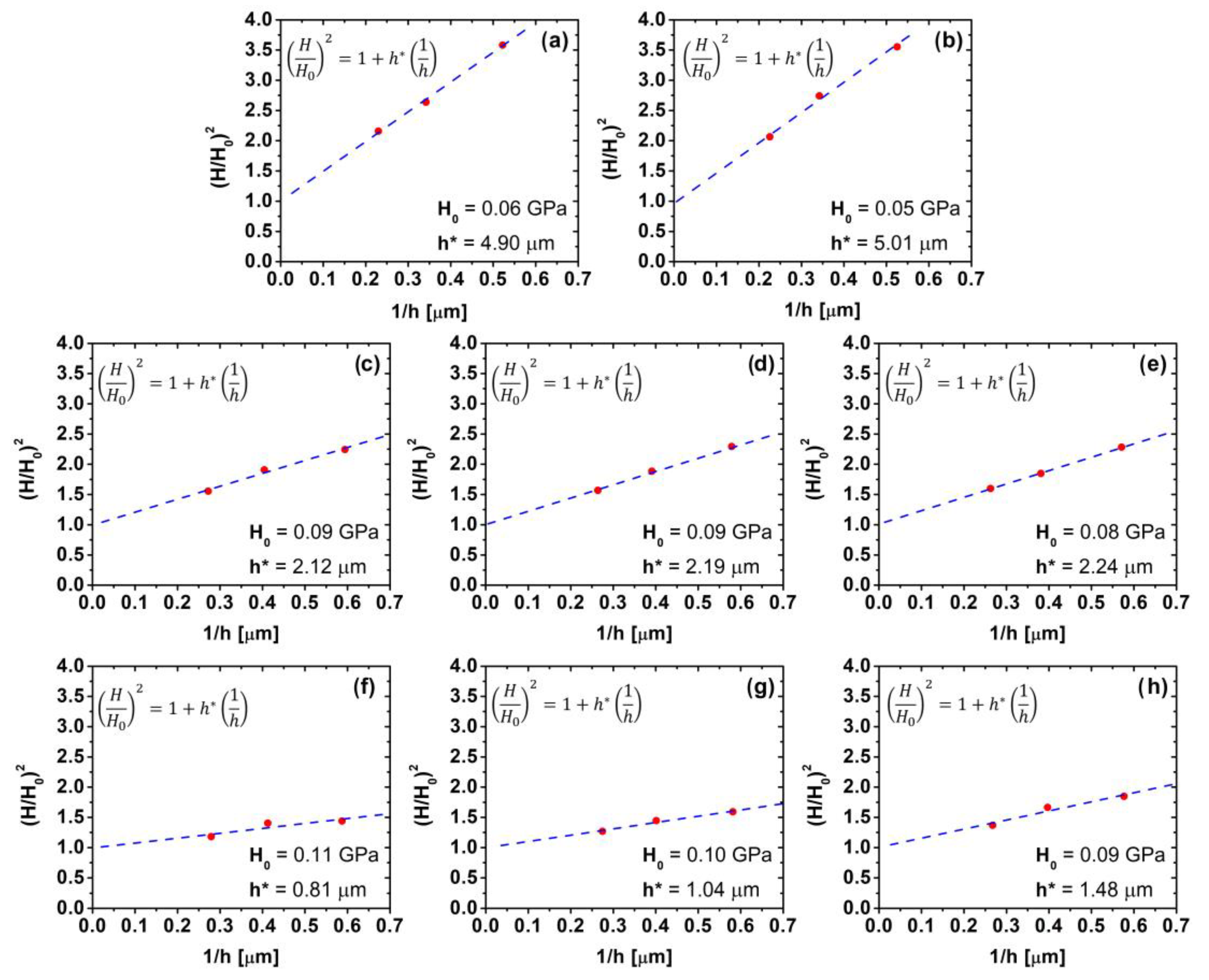
2.3. Indentation Size Effect (ISE)
3. Results
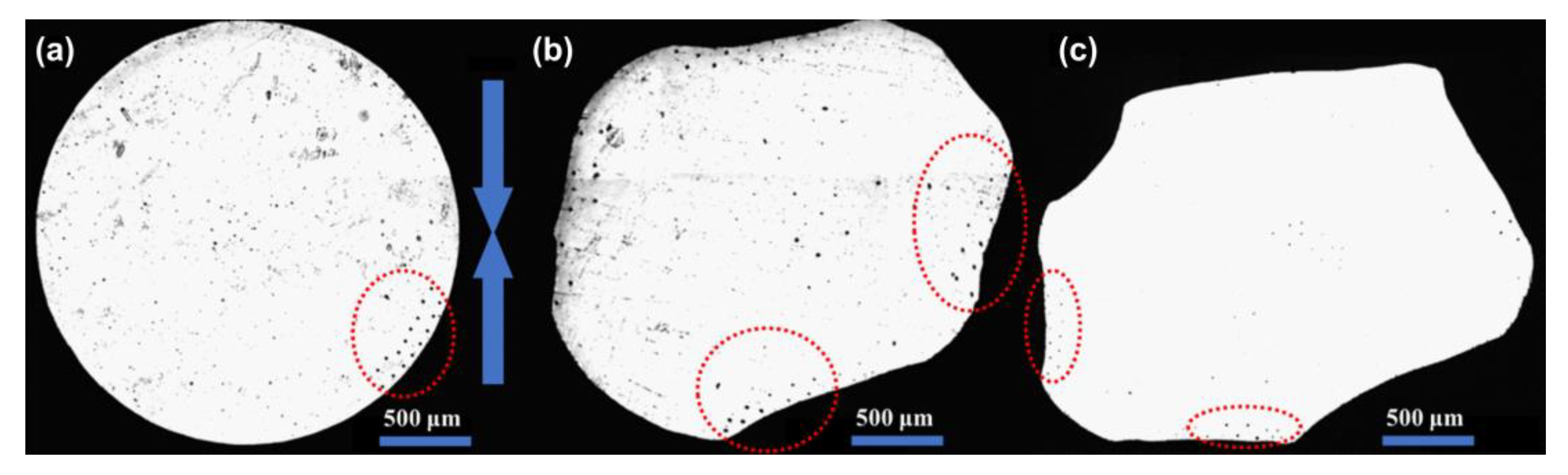
3.1. Die Cold-Compaction
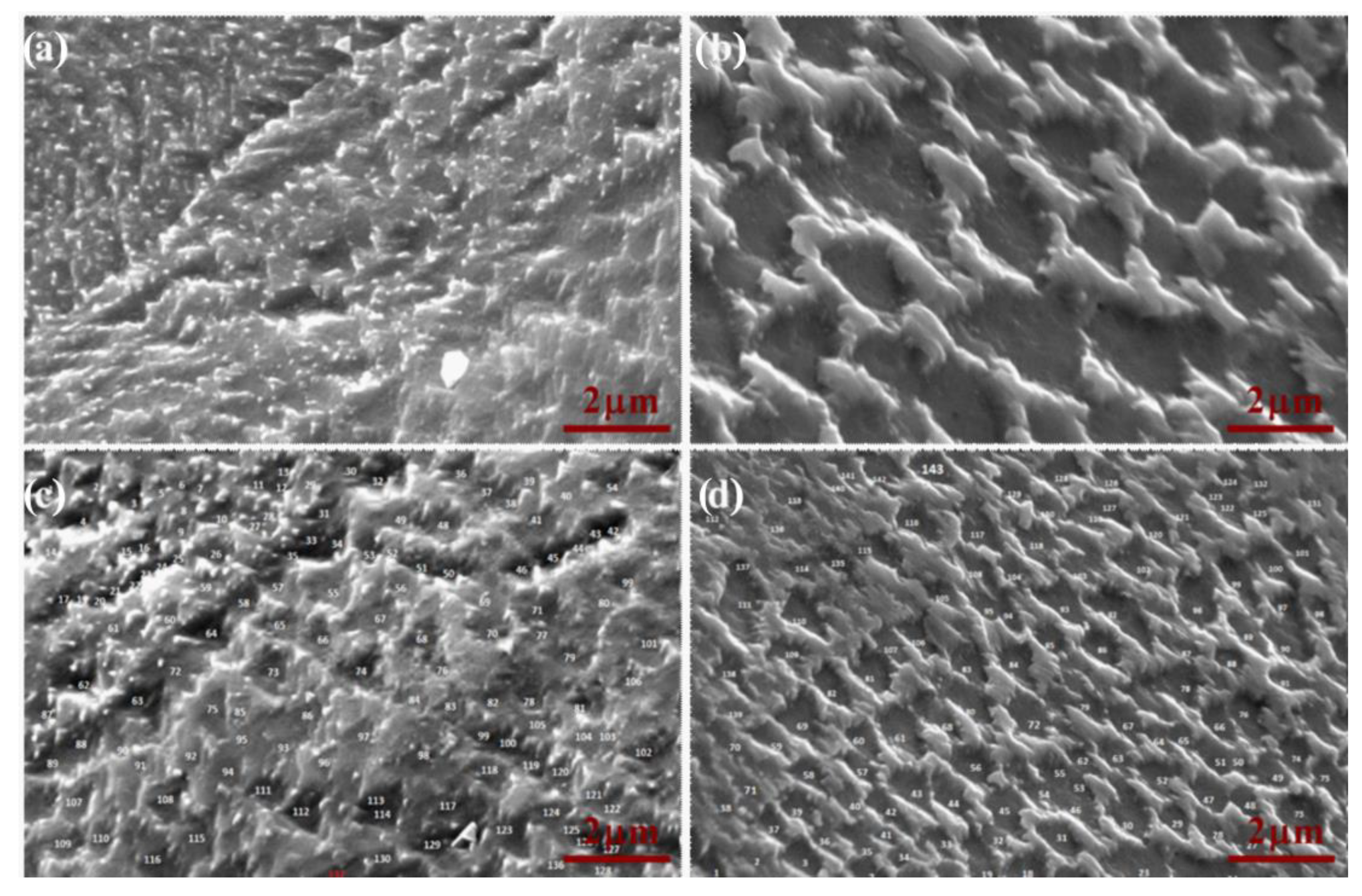
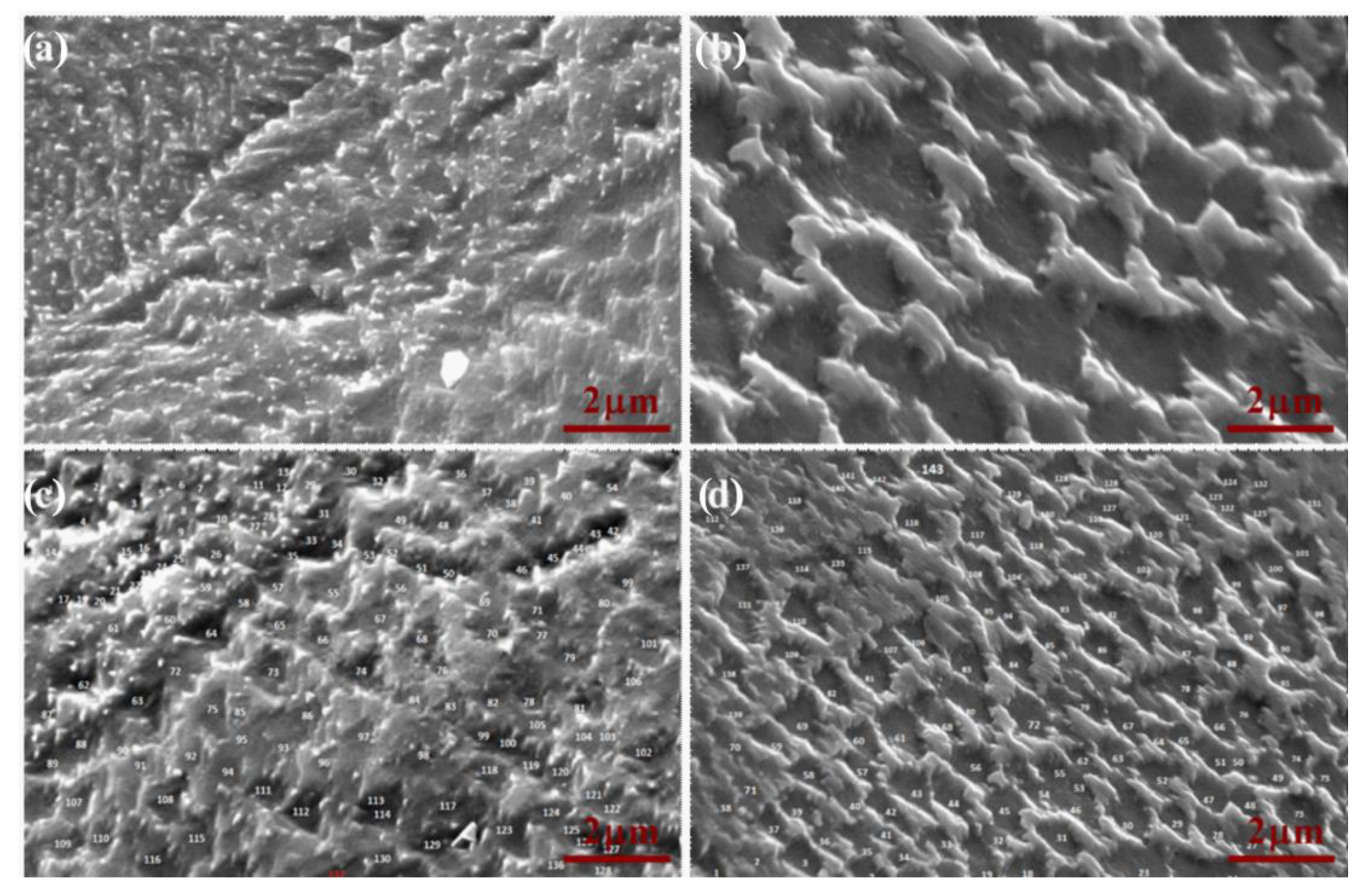
3.2. SEM Images
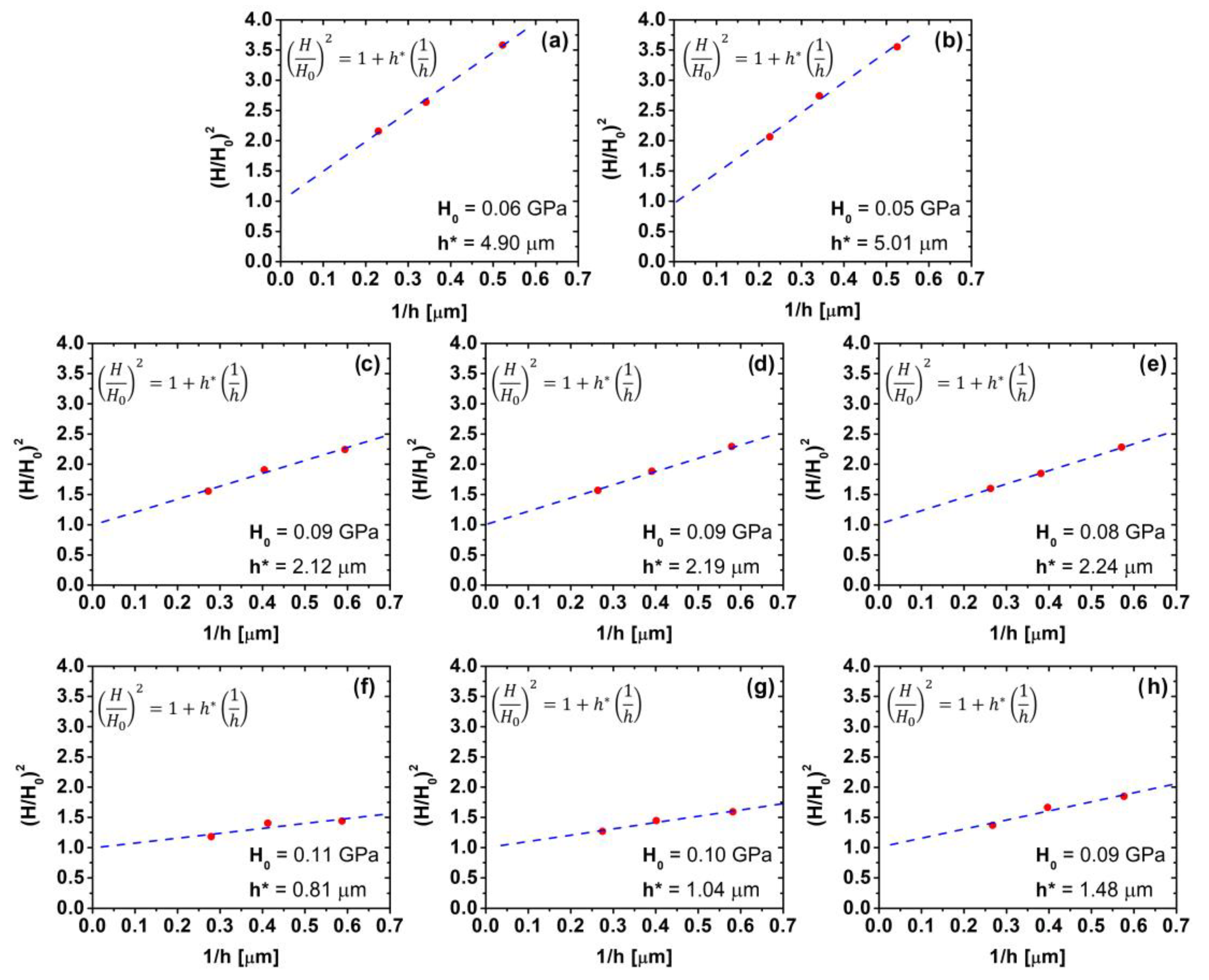
3.3. Indentation Size Effect
4. Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Kruzhanov, V.S. Modern Manufacturing of Powder-Metallurgical Products with High Density and Performance by Press–Sinter Technology. Powder Metall. Met. Ceram. 2018, 57, 431–446. [Google Scholar] [CrossRef]
- Gurson, A.L. Continuum theory of ductile rupture by void nucleation and growth—Part 1: Yield criteria and flow rules for porous ductile media. J. Eng. Mater. Technol. 1977, 99, 2–15. [Google Scholar] [CrossRef]
- Arzt, E. The influence of an increasing particle coordination on the densification of spherical powders. Acta Metall. 1982, 30, 1883–1890. [Google Scholar] [CrossRef] [Green Version]
- Fleck, N.A.; Kuhn, L.T.; McMeeking, R.M. Yielding of metal powder bonded by isolated contacts. J. Mech. Phys. Solids 1992, 40, 1139. [Google Scholar] [CrossRef]
- Govindarajan, R.M.; Aravas, N. Deformation processing of metal powders: Part I—Cold isostatic pressing. Int. J. Mech. Sci. 1994, 36, 343–357. [Google Scholar] [CrossRef]
- Lange, F.F.; Atteraas, L.; Zok, F.; Porter, J.R. Deformation consolidation of metal powders containing steel inclusions. Acta Metall. Mater. 1991, 39, 209–219. [Google Scholar] [CrossRef]
- Besson, J.; Evans, A.G. The effect of reinforcements on the densification of a metal powder. Acta Metall. Mater. 1992, 40, 2247–2255. [Google Scholar] [CrossRef]
- Gurson, A.; McCabe, T. Experimental determination of yield functions for compaction of blended metal powders. In Proceedings of the MPIF/APMI World Congress on Powder Metallurgy and Particular Materials, San Francisco, CA, USA, 21–26 June 1992. [Google Scholar]
- Turner, C.D.; Ashby, M.F. The cold isostatic pressing of composite powders—I: Experimental investigations using model powders. Acta Mater. 1996, 44, 4521–4530. [Google Scholar] [CrossRef]
- Bouvard, D. Modelling the densification of powder composites by power law creep. Acta Metall. Mater. 1993, 41, 1413–1420. [Google Scholar] [CrossRef]
- Zavaliangos, A.; Wen, J. The effects of mixing quality on the densification of heterogeneous powder mixtures by pressure. In Proceedings of the International Workshop on Modelling of Metal Powder Forming Process, Grenoble, France, 21–23 July 1997. [Google Scholar]
- Kim, K.T.; Cho, J.H. A densification model for mixed metal powder under cold compaction. Int. J. Mech. Sci. 2001, 43, 2929–2946. [Google Scholar] [CrossRef]
- StorNakers, B.; Fleck, N.A.; McMeeking, R.M. The visco-plastic compaction of composite powders. J. Mech. Phys. Solids 1999, 47, 785–788. [Google Scholar] [CrossRef]
- Zago, M.; Molinari, A.; Rambelli, A.; Pederzini, G.; Cristofolini, I. Study of the influence of geometry and particle size on the densification and compaction mechanics of uniaxially cold compacted rings. Int. J. Powder Metall. 2019, 55, 29–38. [Google Scholar]
- Cristofolini, I.; Molinari, A.; Zago, M.; Pederzini, G.; Rambelli, A.; Crosa, R.; Della Ricca, F. The influence of lubricant on the constitutive model of low alloy steel powder mix. Advances in Powder Metallurgy and Particulate Materials 2018. In Proceedings of the 2018 International Conference on Powder Metallurgy and Particulate Material, Sant Antonio, TX, USA, 17–20 June 2018. [Google Scholar]
- Heckel, R.W. Density-pressure relationship in powder compaction. Trans. Met. Soc. AIME 1961, 221, 671–675. [Google Scholar]
- Heckel, R.W. An analysis of powder compaction phenomena. Trans. Metall. Soc. AIME 1961, 221, 1001–1008. [Google Scholar]
- Donachie, M.J.; Burr, M.F. Effects of pressing on metal powders. JOM 1963, 15, 849–854. [Google Scholar] [CrossRef]
- German, R.M. Powder Metallurgy Science; Metal Powder Industries Federation: Princeton, NJ, USA, 1984. [Google Scholar]
- Maximenko, A.L.; Olevsky, E.A. Effective diffusion coefficients in solid-state sintering. Acta Mater. 2004, 52, 2953–2963. [Google Scholar] [CrossRef]
- Bordia, R.K.; Kang, S.J.; Olevsky, E.A. Current understanding and future research directions at the onset of the next century of sintering science and technology. J. Am. Ceram. Soc. 2017, 100, 2314–2352. [Google Scholar] [CrossRef] [Green Version]
- Swinkels, F.B.; Ashby, M.F. A second report on sintering diagrams. Acta Metall. 1981, 29, 259–281. [Google Scholar] [CrossRef]
- Exner, H.E.; Arzt, E.; Sōmiya, S.; Moriyoshi, Y. Sintering Key Papers; Springer: Dordrecht, The Netherlands, 1990; pp. 157–184. [Google Scholar]
- Frenkel, J.J. Viscous flow of crystalline bodies under the action of surface tension. J. Phys. 1945, 9, 385. [Google Scholar]
- Pines, B.Y. Mechanism of sintering. J. Tech. Phys. 1946, 16, 737. [Google Scholar]
- Herring, C. Effect of change of scale on sintering phenomena. J. Appl. Phys. 1950, 21, 301–303. [Google Scholar] [CrossRef]
- Kingery, W.D.; Berg, M. Study of the initial stages of sintering by viscous flow, evaporation—Condensation, and self-diffusion. In Sintering Key Papers; Springer: Dordrecht, The Netherlands, 1990; pp. 367–382. [Google Scholar]
- Coble, R.L. Sintering crystalline solids. I. Intermediate and final state diffusion models. J. Appl. Phys. 1961, 32, 787–792. [Google Scholar] [CrossRef]
- Mackenzie, J.K.; Shuttleworth, R. A phenomenological theory of sintering. Proc. Phys. Soc. B 1949, 62, 833. [Google Scholar] [CrossRef]
- Thümmler, F.; Thomma, W. The sintering process. Metall. Rev. 1967, 12, 69–108. [Google Scholar] [CrossRef]
- Johnson, D.L. New method of obtaining volume, grain-boundary, and surface diffusion coefficients from sintering data. J. Appl. Phys. 1969, 40, 192–200. [Google Scholar] [CrossRef]
- Exner, H.E. Principles of single-phase sintering. Rev. Powder Metall. Phys. Ceram. 1979, 1. [Google Scholar]
- Kang, S.J. Sintering: Densification, Grain Growth and Microstructure; Elsevier: Amsterdam, The Netherlands, 2004. [Google Scholar]
- Kaysser, W.A.; Hofmann-Amtenbrink, M.; Petzow, G. Activated Sintering. In Sintering’85; Springer: Boston, MA, USA, 1987; pp. 121–132. [Google Scholar]
- Ruoff, A.L.; Balluffi, R.W. Strain-enhanced diffusion in metals. II. Dislocation and grain-boundary short-circuiting models. J. Appl. Phys. 1963, 34, 1848–1853. [Google Scholar] [CrossRef]
- Huang, J.; Meyer, M.; Pontikis, V. Is pipe diffusion in metals vacancy controlled? a molecular dynamics study of an edge dislocation in copper. Phys. Rev. Lett. 1986, 63, 628–631. [Google Scholar] [CrossRef]
- Rabier, J.; Puls, M.P. Atomistic calculations of point-defect interaction and migration energies in the core of an edge dislocation in NaCl. Philos. Mag. A 1989, 59, 533–546. [Google Scholar] [CrossRef]
- Cohen, M. Self-diffusion during plastic deformation. Trans. Jpn. Inst. Met. 1970, 11, 145–151. [Google Scholar]
- Hart, E.W. On the role of dislocations in bulk diffusion. Acta Metall. 1957, 5, 597. [Google Scholar] [CrossRef]
- Torresani, E.; Giuntini, D.; Zhu, C.; Harrington, T.; Vecchio, K.S.; Molinari, A.; Bordia, R.K.; Olevsky, E.A. Anisotropy of mass transfer during sintering of powder materials with pore–particle structure orientation. Metall. Mater. Trans. A 2019, 50, 1033–1049. [Google Scholar] [CrossRef] [Green Version]
- Baselli, S.; Torresani, E.; Zago, M.; Amirabdollahian, S.; Cristofolini, I.; Molinari, A. Sintering shrinkage of uniaxial cold compacted iron: Influence of the microstructure on the anisothermal and isothermal shrinkage of uniaxial cold-compacted iron. Powder Metall. 2018, 61, 276–284. [Google Scholar] [CrossRef]
- Zago, M.; Cristofolini, I.; Molinari, A. New interpretation for the origin of the anisotropic sintering shrinkage of AISI 316L rings based on the anisotropic stress field occurred on uniaxial cold compaction. Powder Metall. 2019, 62, 115–123. [Google Scholar] [CrossRef]
- Hewitt, R.L.; Wallace, W.; de Malherbe, M.C. Plastic deformation in metal powder compaction. Powder Metall. 1974, 17, 1–2. [Google Scholar] [CrossRef]
- Cristofolini, I.; Pederzini, G.; Rambelli, A.; Molinari, A. Densification and deformation during uniaxial cold compaction of stainless steel powder with different particle size. Powder Metall. 2016, 59, 73–84. [Google Scholar] [CrossRef]
- Nix, W.D.; Gao, H. Indentation size effects in crystalline materials: A law for strain gradient plasticity. J. Mech. Phys. Solids 1998, 46, 411–425. [Google Scholar] [CrossRef]
- Swadener, J.G.; George, E.P.; Pharr, G.M. The correlation of the indentation size effect measured with indenters of various shapes. J. Mech. Phys. Solids 2002, 50, 681–694. [Google Scholar] [CrossRef]
- Zong, Z.; Lou, J.; Adewoye, O.O.; Elmustafa, A.A.; Hammad, F.; Soboyejo, W.O. Indentation size effects in the nano-and micro-hardness of fcc single crystal metals. Mater. Sci. Eng. A 2006, 434, 178–187. [Google Scholar] [CrossRef]
- Olsson, E.; Larsson, P.L. On the effect of particle size distribution in cold powder compaction. J. Appl. Mech. 2012, 79, 051017. [Google Scholar] [CrossRef]
- Livingston, J.D. The density and distribution of dislocations in deformed copper crystals. Acta Metall. 1962, 10, 229–239. [Google Scholar] [CrossRef]
- Watanabé, J.; Sugawara, S. Some Observations of Dislocation Etch Pits on {111} Surfaces of Cu and Cu–Al Dilute Alloy Crystals. Trans. Jpn. Inst. Met. 1978, 19, 511–518. [Google Scholar] [CrossRef] [Green Version]
- Marukawa, K. Dark and Light Pits on (111) Surface of Copper. Jpn. J. Appl. Phys. 1967, 6, 944. [Google Scholar] [CrossRef]
- Liu, Y.; Ngan, A.H. Depth dependence of hardness in copper single crystals measured by nanoindentation. Scr. Mater. 2001, 44, 237–241. [Google Scholar] [CrossRef]
- Wei, Y.; Wang, X.; Zhao, M. Size effect measurement and characterization in nanoindentation test. J. Mater. Res. 2004, 19, 208–217. [Google Scholar] [CrossRef]
- Pathak, S.; Stojakovic, D.; Doherty, R.; Kalidindi, S.R. Importance of surface preparation on the nano-indentation stress-strain curves measured in metals. J. Mater. Res. 2009, 24, 1142–1155. [Google Scholar] [CrossRef]
- Bullen, F.P.; Hutchison, M.M. Dynamic recovery from strain-hardening in polycrystalline copper and aluminum. Philos. Mag. 1962, 7, 557–572. [Google Scholar] [CrossRef]
- Gao, H.; Huang, Y. Taylor-based nonlocal theory of plasticity. Int. J. Solids Struct. 2001, 38, 2615–2637. [Google Scholar] [CrossRef]
- Voyiadjis, G.Z.; Almasri, A.H. Variable material length scale associated with nanoindentation experiments. J. Eng. Mech. 2009, 135, 139–148. [Google Scholar] [CrossRef]
- Faghihi, D.; Voyiadjis, G.Z. Determination of nanoindentation size effects and variable material intrinsic length scale for body-centered cubic metals. Mech. Mater. 2012, 44, 189–211. [Google Scholar] [CrossRef]
- Schatt, W.; Friedrich, E. Dislocation-activated sintering processes. In Sintering’85; Springer: Boston, MA, USA, 1987; pp. 133–141. [Google Scholar]
- Lee, D.J.; Yoon, E.Y.; Ahn, D.H.; Park, B.H.; Park, H.W.; Park, L.J.; Estrin, Y.; Kim, H.S. Dislocation density-based finite element analysis of large strain deformation behavior of copper under high-pressure torsion. Acta Mater. 2014, 76, 281–293. [Google Scholar] [CrossRef]
- Hommel, M.; Kraft, O. Deformation behavior of thin copper films on deformable substrates. Acta Mater. 2001, 49, 3935–3947. [Google Scholar] [CrossRef]
- Wendel, G.; Manchili, S.K.; Hryha, E.; Nyborg, L.; Wendel, J.; Manchili, S.K.; Hryha, E.; Nyborg, L. Sintering behaviour of compacted water-atomised iron powder: Effect of initial state and processing conditions. Powder Metall. 2020, 63, 338–348. [Google Scholar] [CrossRef]
- Rafiee, E.; Farzam, M.; Golozar, M.A.; Ashrafi, A. An investigation on dislocation density in cold-rolled copper using electrochemical impedance spectroscopy. ISRN Corros. 2013, 2013, 921825. [Google Scholar] [CrossRef] [Green Version]
- Schafler, E.; Zehetbauer, M.; Ungar, T. Measurement of screw and edge dislocation density by means of X-ray Bragg profile analysis. Mater. Sci. Eng. A 2001, 319, 220–223. [Google Scholar] [CrossRef]
- Miyajima, Y.; Okubo, S.; Abe, H.; Okumura, H.; Fujii, T.; Onaka, S.; Kato, M. Dislocation density of pure copper processed by accumulative roll bonding and equal-channel angular pressing. Mater. Charact. 2015, 104, 101–106. [Google Scholar] [CrossRef]
- De Sousa, T.G.; Sordi, V.L.; Brandao, P. Dislocation Density and Texture in Copper Deformed by Cold Rolling and Ecap. Mater. Res. 2018, 21, e20170515. [Google Scholar] [CrossRef]
- Berecz, T. Dislocation densities in cold worked copper by electron and X-ray diffraction methods. Mater. Sci. Technol. 2019, 35, 513–519. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Undeformed | 196 MPa2 | 500 MPa | ||||||
|---|---|---|---|---|---|---|---|---|
| Surface | Core | Perpend. | Parallel | Core | Perpend. | Parallel | Core | |
| h* [μm] | 4.90 | 5.01 | 2.12 | 2.19 | 2.24 | 0.81 | 1.04 | 1.48 |
| ρs [1013∙1/m2] | 2.84 | 2.78 | 6.58 | 6.37 | 6.23 | 17.2 | 13.4 | 9.4 |
| C | 132% | 124% | 124% | 506% | 372% | 238% | ||
| First Author | Condition | Dislocation Density [m−2] |
|---|---|---|
| Refiee [63] | Annealed | 5.3 × 1014 |
| Cold rolled, 10 to 50 reduction in area | 9.9 × 1014 to 1.72 × 1015 | |
| Schafler [64] | Cold worked, 0.064 to 0.33 T | 0.96 to 1.86 × 1015 |
| Miyajima [65] | Accumulative cold rolled | 7 × 1015 |
| De Souza [66] | Annealed | 1 × 1012 |
| Cold worked, 10 to 85% reduction in area | 1 × 1014 to 1 × 1016 | |
| ECAP 1 to 4 passes, 0.7 to 2.7 equivalent strain | 5 × 1016 to 1 × 1017 | |
| Berecz [67] | Cold drawn | 4.9 × 1014 |
| ECAP | 9 × 1014 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Torresani, E.; Ischia, G.; Molinari, A. Localized Defects in Cold Die-Compacted Metal Powders. J. Manuf. Mater. Process. 2022, 6, 155. https://doi.org/10.3390/jmmp6060155
Torresani E, Ischia G, Molinari A. Localized Defects in Cold Die-Compacted Metal Powders. Journal of Manufacturing and Materials Processing. 2022; 6(6):155. https://doi.org/10.3390/jmmp6060155
Chicago/Turabian StyleTorresani, Elisa, Gloria Ischia, and Alberto Molinari. 2022. "Localized Defects in Cold Die-Compacted Metal Powders" Journal of Manufacturing and Materials Processing 6, no. 6: 155. https://doi.org/10.3390/jmmp6060155
APA StyleTorresani, E., Ischia, G., & Molinari, A. (2022). Localized Defects in Cold Die-Compacted Metal Powders. Journal of Manufacturing and Materials Processing, 6(6), 155. https://doi.org/10.3390/jmmp6060155