Many previous researchers have changed the tool materials and studied the machining performances with variation of the tool. Bhaumik and Maity investigated the effect of the EDM process parameter as well as the different types of electrode on the surface integrity and dimensional accuracy of Ti-5Al-2.5Sn titanium alloy after machining in EDM. They had used copper, brass and zinc electrodes. According to them, the copper electrode offered a good surface finish and less radial overcut than brass and zinc electrodes. Moreover, they also found that a very thin and uniform recast layer with higher surface-crack density had been observed in the case of copper electrode [
2]. Bhaumik and Maityalso studied the effect of different tool materials such as copper, brass and zinc on the machining performance of Ti-5Al-2.5Sn. In that paper, MRR and TWR had been considered under machining performances. They came to know that higher MRR was obtained by brass and zinc compared to the Cu electrode. However, the Cu electrode was showing a lesser tool-wear rate, followed by brass and zinc [
3]. Rahul et al. investigated the effect of different tool electrodes such as tungsten, Cu and cryogenically treated Cu on the machinability of Ti-6Al-4V material in EDM. They came to know that cryogenically treated Cu was showing better machinability [
4]. Ahmed et al. studied the machinability of titanium alloy using Cu, Al, brass and graphite electrodes. They came to know that the graphite electrode had high MRR with low surface roughness by initially employing negative tool polarity for rough machining and then positive tool polarity for fine machining [
5]. Sen and Mondal investigated the effect of different tool electrodes such as copper, graphite and brass on the performance of EDM while machining mild steel with an IS2062 grade. They had studied MRR, TWR and SR by varying the peak current. They claimed that graphite was showing the highest MRR, whereas brass was showing good surface finish [
6]. Kishawy et al. performed a sustainability assessment while machining Ti-6Al-4V with nano-additive-based minimum-quantity lubrications. The sustainability aspect included the environmental impact, management of waste, and safety and health issues of the operator, in order to validate the effectiveness of sustainability results, and a comparison between optimal and predicted responses was conducted and had good agreement [
7]. Chaudhari et al. performed multi-response optimization of process parameters in the wear EDM process while machining a super-elastic Nitinol shaped-memory alloy (Ni55.8Ti). A multi-objective heat-transfer search algorithm was executed for generating 2D and 3D Pareto optimal points indicating the non-dominant feasible solution. The optimized parameters were found to machine the alloy appropriately, keeping intact the shape memory effect [
8]. Walia et al. had studied the distortion in a tool set during the machining of EL31 tool steel. The change in out-of-roundness of the tool tip had been found to vary from 5.65 to 37.8 micrometers. They claimed that the input current, the pulse-off time and pulse-on time were most significant in changing the out-of-roundness value during machining [
9]. Philip et al. had compared the EDM performances such as MRR, TWR, SR, microstructure and surface integrity while machining Ti-6Al-4V and other work pieces in simple EDM and powder-mixed EDM [
10]. Doreswamy et al. had investigated the machinability of silicon particle-reinforced Al6061 composite by a wire-EDM process. They investigated the effect of current, wire speed, pulse-on time, pulse-off time and voltage on MRR [
11]. Roy and Dutta had optimized the MRR, TWR, and tool overcut and reported the optimum levels of input parameters. They claimed that the discharge current was showing the highest contribution among pulse-on time, duty cycle, gap voltage and discharge current [
12]. Kumar et al. studied the machinability aspect, such as the surface quality of titanium-based human implant material, using wire-EDM process. They had varied pulse-on time, pulse-off time and voltage during the experimentation [
13]. Swiercz et al. optimized surface roughness, MRR and white layer thickness while machining tool steel in EDM using the desirability function. They had also evaluated the surface and sub-surface integrity using an optical microscope and scanning profilometer [
14]. Tiwary et al. mixed different conducting powders such as cobalt, nickel and copper in deionized water with changing concentration and optimized surface roughness, tool-wear rate, MRR, taper and overcut using the principal component analysis method [
15]. Qudeiri et al. improved the machining performance such as MRR, surface quality and TWR of different grades of stainless steel in EDM by suitably selecting the input parameters and work piece materials [
16]. Nair et al. carried out a machinability study on Ti-6Al-4V material in EDM. They studied the effect of discharge voltage, current and discharge time on SR, micro-cracks, white layer thickness and blowholes on the machined specimen. They claimed that with increasing current and discharge time, white layer thickness and MRR were improved [
17]. Ahmed et al. carried out EDM of Ti-6Al-4V with two alternate polarities and selected appropriate tool materials among Al, Cu and brass on the basis of minimum TWR and overcut [
18]. Sharma et al. conducted process optimization while machining WC. They optimized SR and micro-hardness using grey relational analysis [
19]. Jadam and Datta had investigated the machinability of Ti-5Al-2.5Sn in EDM. They claimed that the EDM improved the SH by about three times due to formation of titanium carbide [
20]. Illani and Khoshnevisan found that there is an improvement for MRR, TWR and SR by 33%, 31% and 77%, respectively [
21]. Naik et al. optimized the surface quality and hole quality while machining Al-22%SiC MMC in EDM. They claimed that discharge current was significant in affecting the above performance characteristics [
22]. Bui et al. performed anti-bacterial coating on the surface of Ti-6Al-4V. They used silver nano-powder in the dielectric medium. They claimed that due to the suspension of silver particles in the dielectric, the machining performance was improved [
23]. Singh et al. used the EPSDE technique to optimize the TWR and MRR while machining Ti-6Al-4V material in EDM [
24]. Devarasiddappa et al. investigated experimentally the machining performance of Ti-6Al-4V alloy using the wire-cut EDM process. They used the TLBO algorithm for the optimization of SR and MRR [
25]. Abdudeen et al. reported the recent advances in the powder-mixed dielectric of the EDM process. They claimed that due to the mixing of powder in the dielectric, the SR and MRR were improved with the reduction of TWR [
26]. Kumar et al. had modified the surface of the work piece during the EDM process. They had produced an electrode through the powder metallurgy process and tested the EDM performance during machining. They came to know that this new technique enhanced the micro-hardness, surface finish, wear-resistance and corrosion behavior of the material by surface modification [
27]. Chandrashekarappa et al. had carried out a comparative study on EDM taking HcHcrD2 steel by considering different electrode materials such as copper, graphite and brass. They claimed that the graphite electrode was showing the best performance with respect to MRR, TWR and SR [
28]. Sahu and Mahapatra had studied the performance of electrodes prepared through the laser sintering process in EDM while machining titanium. The performance of the newly prepared electrode through the laser sintering process using a metal matrix composite of AlSiMg with copper and graphite electrodes was observed and they claimed that the micro-hardness of the machined surface was increased due to formation of titanium carbide on the machined surface, and the surface produced when machined with the RP tool electrode exhibited superior surface characteristics compared to copper and graphite [
29].
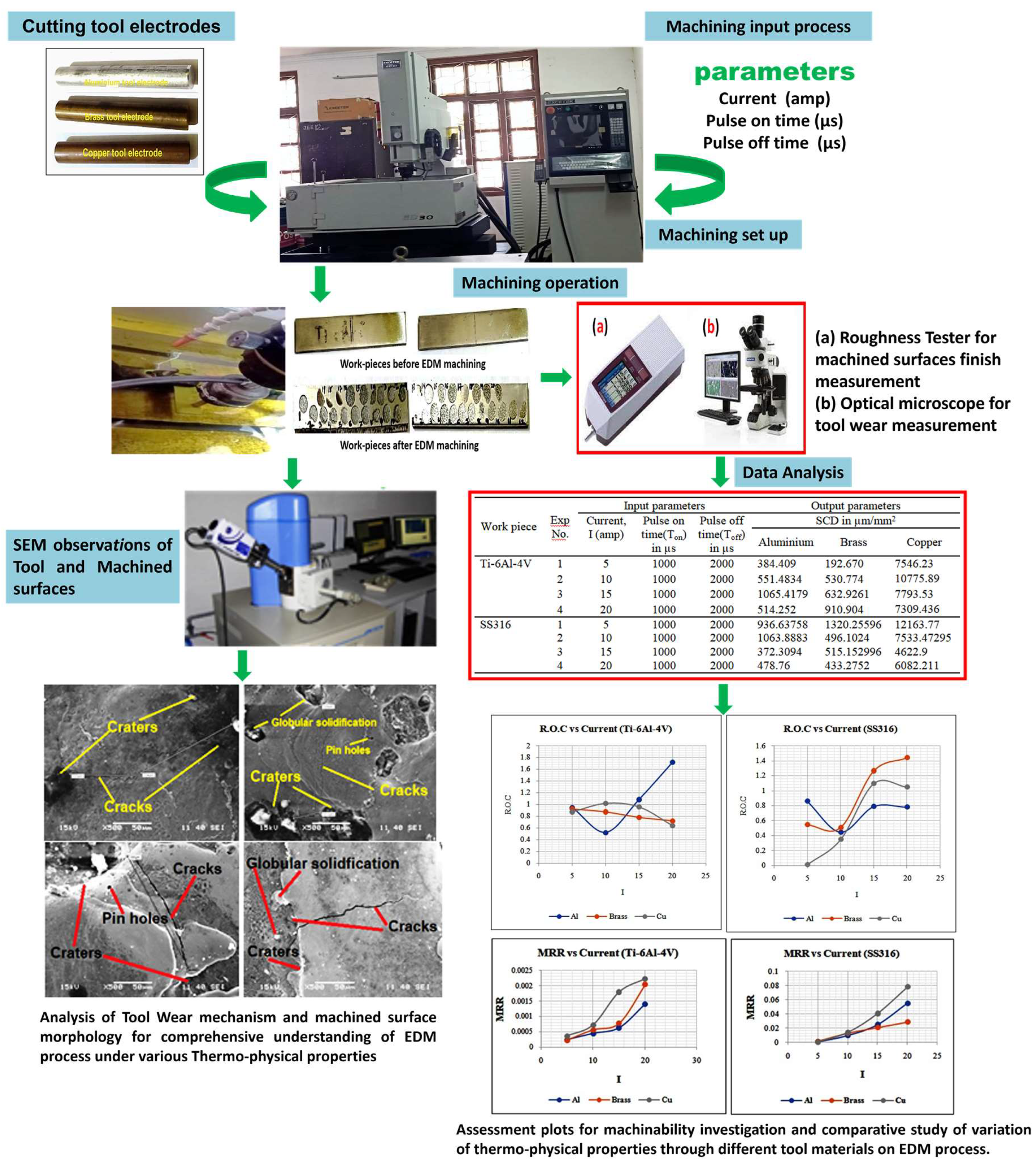
It is observed from the previous literature that the previous researchers had tried to study the performance of different tools and work piece combinations. They had reported the performance in a different way but the basis of the difference in performance was not reported. In this present research work, three different tool electrodes, such as Al, brass and copper, have been chosen, with a variation of thermo-physical properties (TPP) such as melting point, thermal conductivity and thermal diffusivity. On the basis of these properties, the performance variations of two commonly used high-strength work piece materials such as Ti-6Al-4V and SS316 have been carried out. A titanium alloy such as Ti-6Al-4V is widely used in aerospace, automobile industries and medical applications because of its high strength-to-weight ratio, excellent corrosion- and wear-resistance, high fatigue strength and very good bio-compatibility properties. Stainless steel 316 (i.e., SS316) is mostly used in aerospace structures. Due to the above versatile usefulness of these two materials, it has been decided to perform experiments on these two work piece materials with a variation of tool electrodes. These combinations of tools and work pieces have not been tested by previous researchers. In order to simplify the experimental work, the current study is varied at four different steps, keeping the other input parameters as constant because current is the most vital input parameter affecting the EDM performance. In the present research work, six output parameters such as MRR, SR, TWR, ROC, SCD, SH have been studied with variations in different tool electrodes. These many parameters have not been studied earlier with variations in tool electrodes.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}