
The Effect of Cutting Parameters on Surface Roughness and Morphology of Ti-6Al-4V ELI Titanium Alloy during Turning with Actively Driven Rotary Tools


Abstract
:1. Introduction
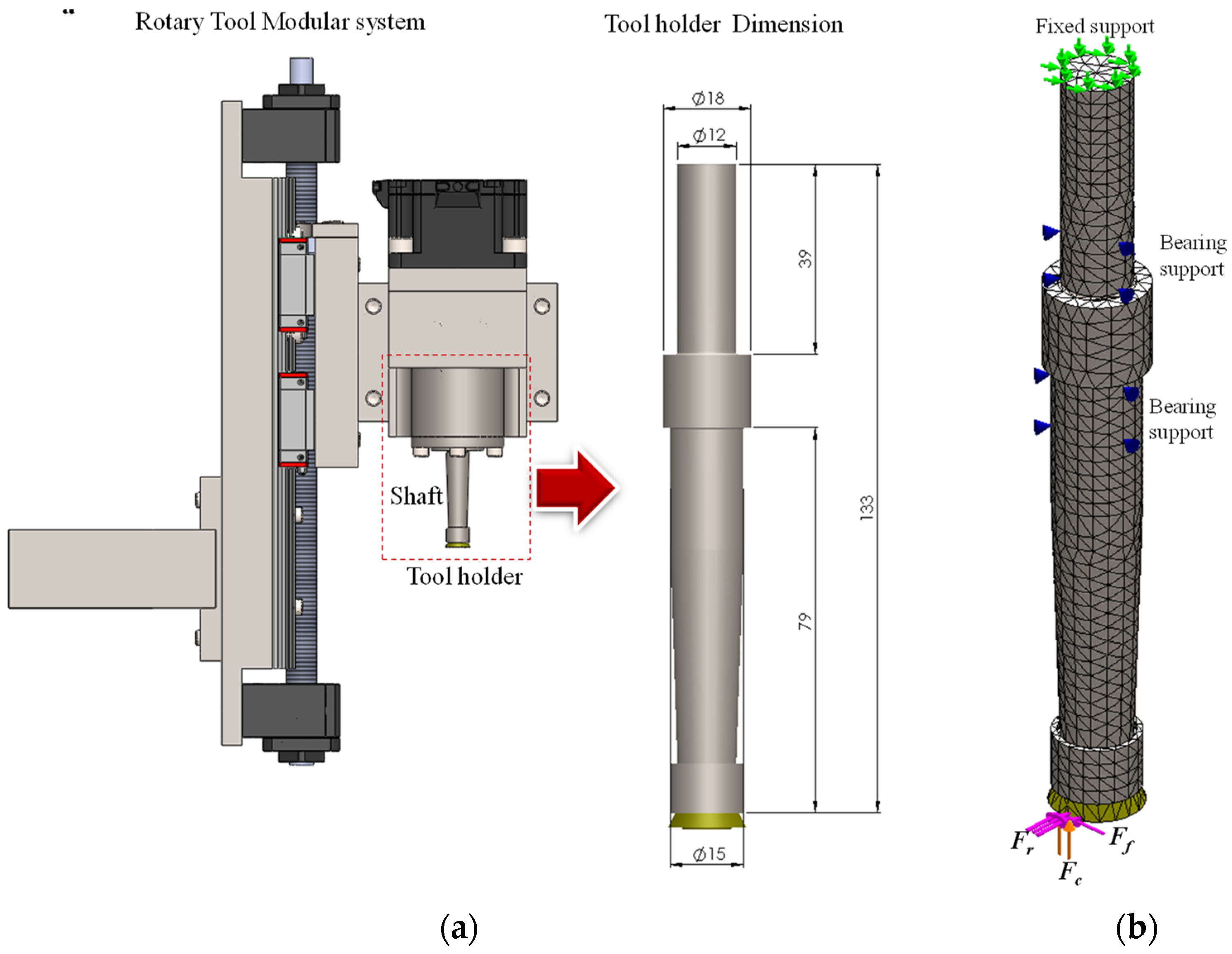
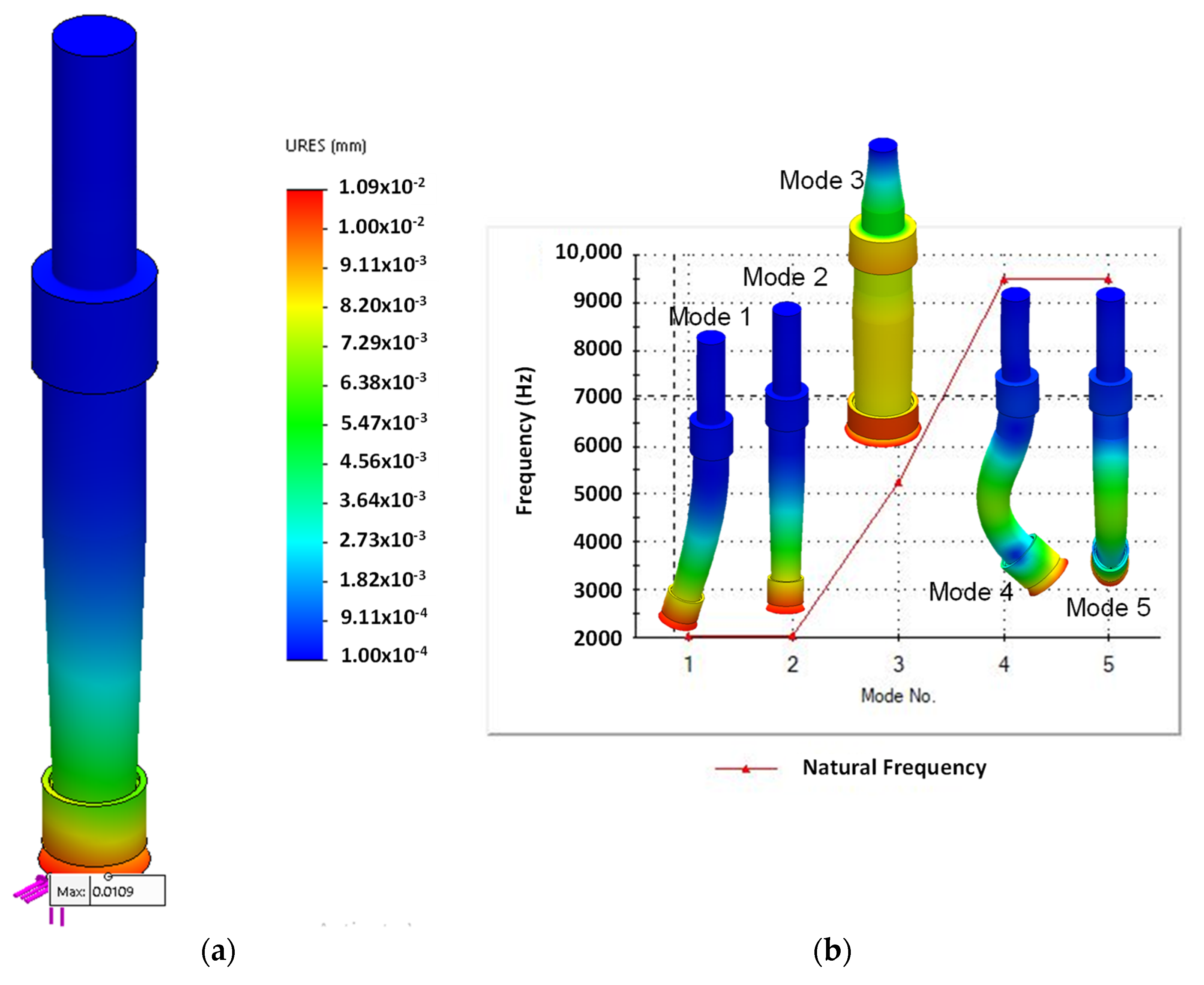
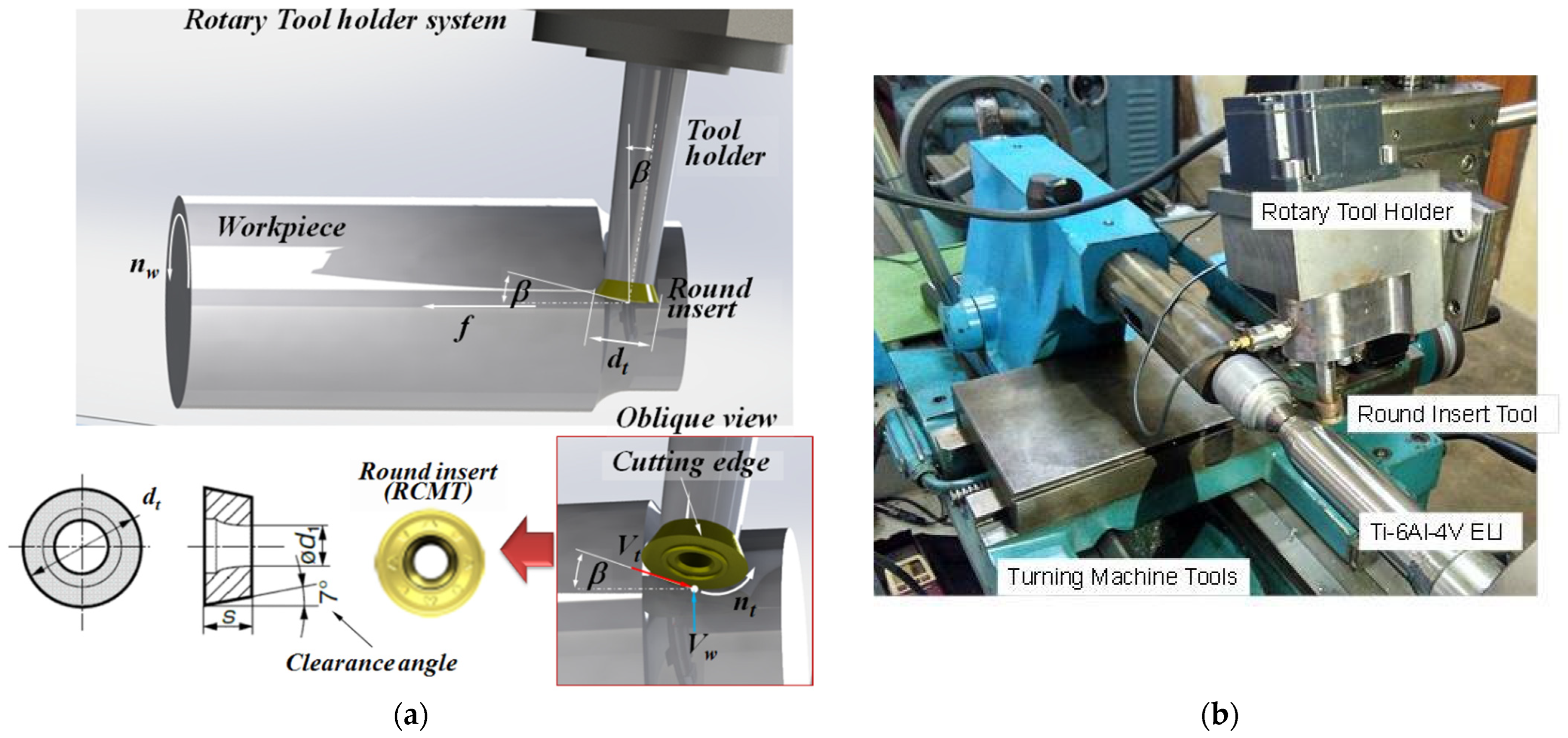
2. Rotary Tool Holder Structure
3. Materials and Methods
3.1. Experimental Procedure
3.2. Design of Experiment
4. Results
4.1. Surface Roughness Analysis
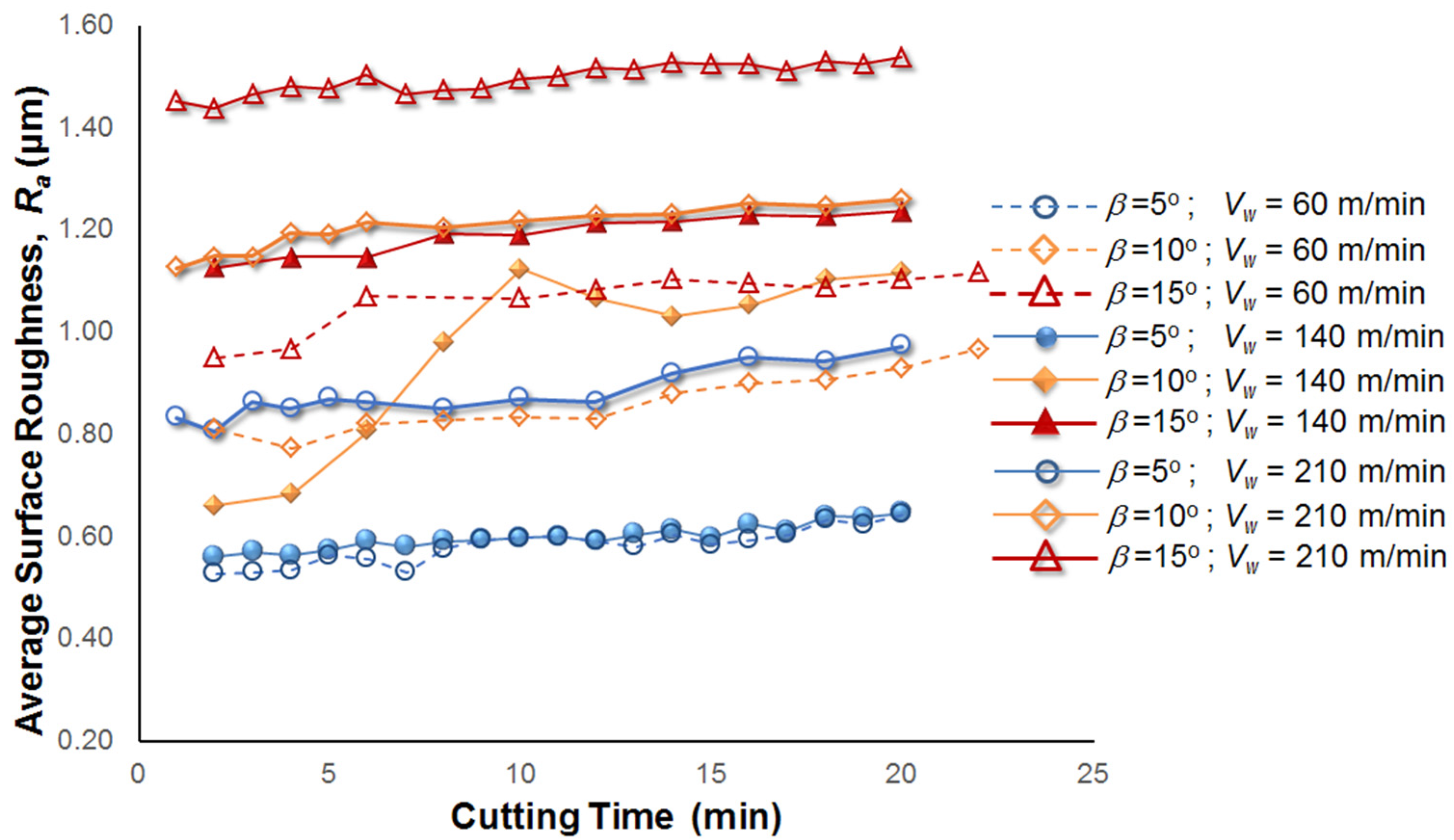
4.1.1. Effect of Cutting Speed
4.1.2. Effect of Tool Inclination Angle
4.2. Surface Morphology of Ti-6Al-4V ELI
4.2.1. Damage Underneath the Machined Surface of Ti-6Al-4V ELI
4.2.2. Machined Surface Damage of Ti-6Al-4V ELI
5. Conclusions
- Based on the ANOVA analysis with a level of confidence of 95%, this indicates that the cutting speed, tool inclination angle, and their interaction are the most significant effects on the average surface roughness, with an effect contribution of about 67%, while the other parameters, such as the feed, tool diameter, and tool revolution speed, have no significant effects on the average surface roughness.
- The average surface roughness was increased by approximately 50% due to the increase in the cutting speed from 60 to 210 m/min, whereas it was also increased by approximately 40% due to the increase in tool inclination angle from 5 to 15 deg.
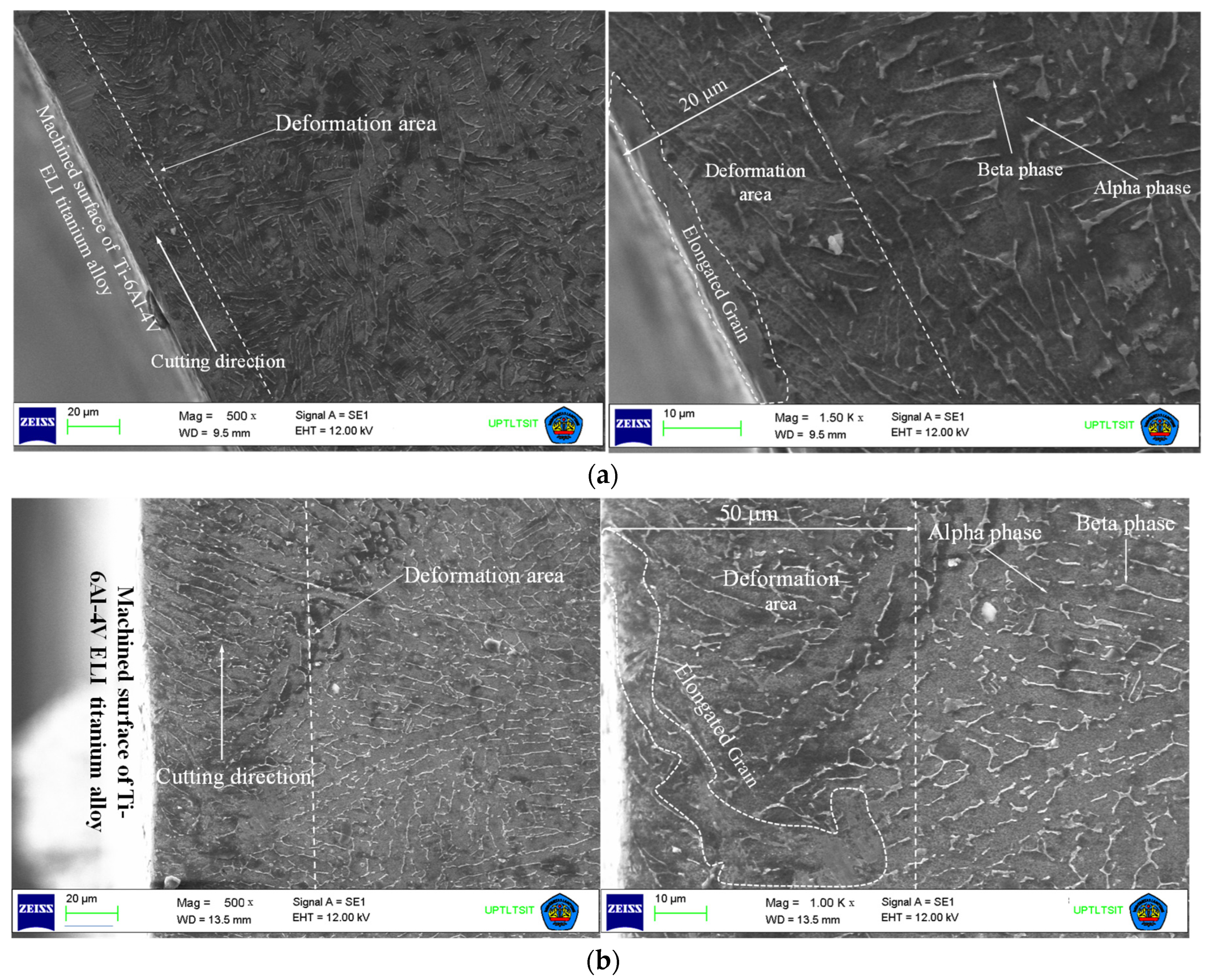
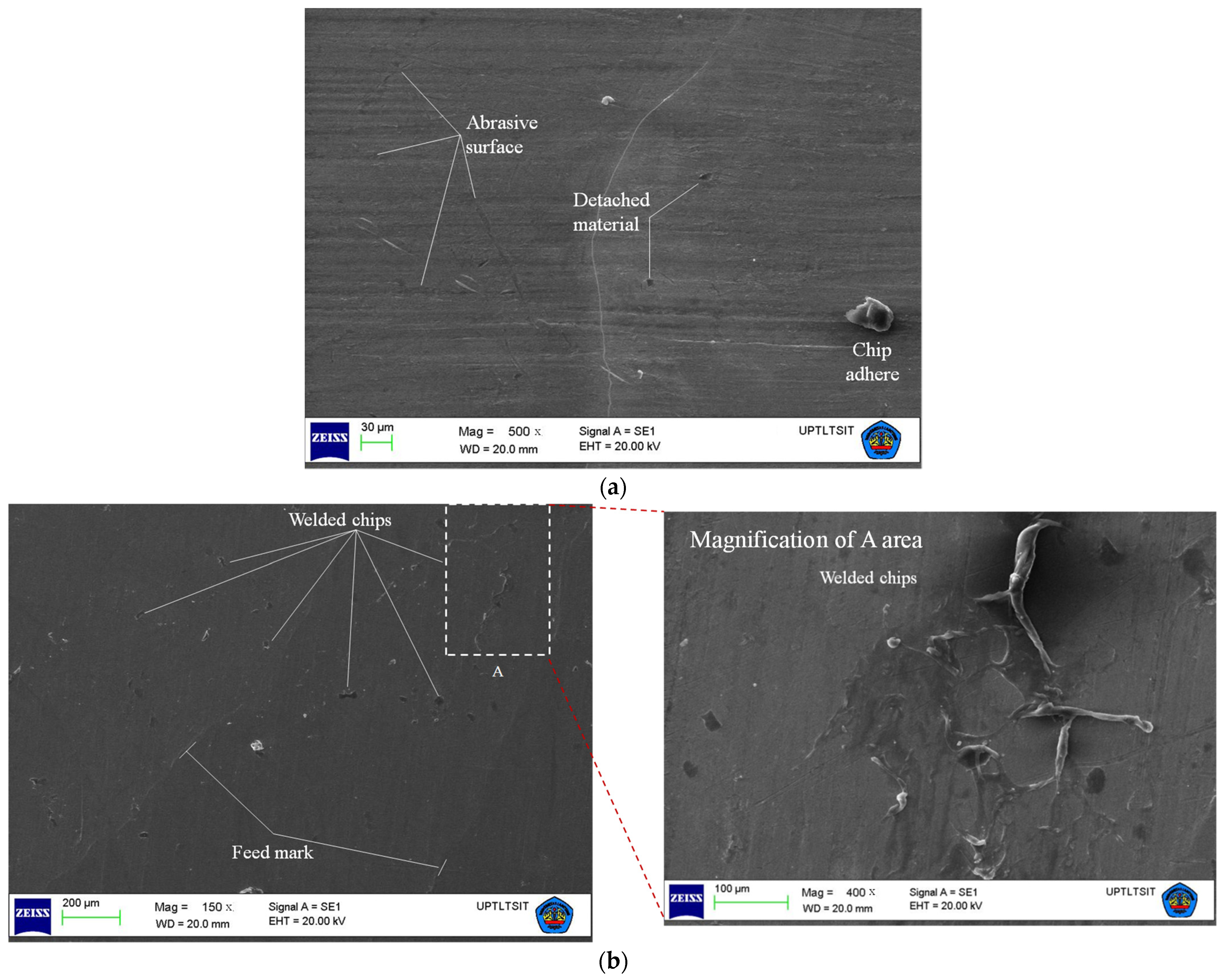
- Based on SEM observation, plastic deformation in the form of change in orientation and elongated grain has occurred beneath the Ti-6Al-4V ELI machined surface, in which the depth of deformation is thicker with increasing cutting speed. Nevertheless, no physical damage was observed, such as cracks, micro-pits, and a white layer on the machined surface morphology of Ti-6Al-4V ELI to indicate that the material surface has good biocompatible properties. However, the surface roughness obtained in this study is still not classified as smooth for implant products.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Mai, P.T.; Bormann, T.; Sonntag, R.; Kretzer, J.P.; Gibmeier, J. Short-Term Heat Treatment of Ti6Al4V ELI as Implant Material. Materials 2020, 13, 4948. [Google Scholar] [CrossRef] [PubMed]
- Duraccio, D.; Mussano, F.; Faga, M.G. Biomaterials for dental implants: Current and future trends. J. Mater. Sci. 2015, 50, 4779–4812. [Google Scholar] [CrossRef]
- Bocchetta, P.; Chen, L.-Y.; Tardelli, J.D.C.; Reis, A.C.D.; Almeraya-Calderón, F.; Leo, P. Passive Layers and Corrosion Resistance of Biomedical Ti-6Al-4V and β-Ti Alloys. Coatings 2021, 11, 487. [Google Scholar] [CrossRef]
- Moghaddam, N.S.; Andani, M.T.; Amerinatanzi, A.; Haberland, C.; Hufi, S.; Miller, M.; Elahinia, M.; Dean, D. Metals for bone implants: Safety, design, and efficacy. Biomanuf. Rev. 2016, 1, 1. [Google Scholar] [CrossRef]
- Sakurai, K.; Nakatsukasa, R.; Hayashi, M.; Obikawa, T. Air jet assisted milling of titanium alloy Ti-6Al-4V ELI at high cutting speed. Key Eng. Mater. 2015, 656–657, 168–173. [Google Scholar] [CrossRef]
- Rahman, S.S.; Ashraf, M.Z.I.; Bashar, M.S.; Kamruzzaman, M.; Nurul Amin, A.K.M.; Hossain, M.H. Crystallinity, surface morphology, and chemical composition of the recast layer and rutile-TiO2 formation on Ti-6Al-4V ELI by wire-EDM to enhance biocompatibility. Int. J. Adv. Manuf. Technol. 2017, 93, 3285–3296. [Google Scholar] [CrossRef]
- Machado, A.R.; Wallbank, J. Machining of titanium and its alloys—A review. Proc. Insin. Mech. Eng. 1990, 204, 53–60. [Google Scholar] [CrossRef]
- Das, R.K.; Ngaihte, S.K.; Prasad, R.; Kakoti, A.; Hoque, R.; Sahu, S.K.; Badgayan, N. Experimental Investigation into electric discharge machining of Ti-6Al-4 V ELI alloy: An insight into biomedical applications. Mater. Today Proc. 2021, 46, 30–35. [Google Scholar] [CrossRef]
- Hedberg, G.K.; Shin, Y.C. Laser assisted milling of Ti-6A-4V ELI with the analysis of surface integrity and its economics. Lasers Manuf. Mater. Process. 2015, 2, 164–185. [Google Scholar] [CrossRef]
- Dandekar, C.R.; Shin, Y.C.; Barnes, J. Machinability improvement of titanium alloy (Ti-6Al-4V) via LAM and hybrid machining. Int. J. Mach. Tools Manuf. 2010, 50, 174–182. [Google Scholar] [CrossRef]
- Sisodiya, M.S.; Bajpai, V. An Insight: Machining of Titanium Alloys & Associated Tool Wear. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1017, 012013. [Google Scholar] [CrossRef]
- Ibrahim, G.A.; Che Haron, C.H.; Ghani, J.A. Evaluation of PVD-inserts performance and surface integrity when turning Ti-6Al-4V ELI under dry machining. Adv. Mater. Res. 2011, 264–265, 1050–1055. [Google Scholar] [CrossRef]
- Nabhani, F. Machining of aerospace titanium alloys. Robot. Comput. Integr. Manuf. 2001, 17, 99–106. [Google Scholar] [CrossRef]
- Mori, M.; Furuta, M.; Nakai, T.; Fukaya, T.; Liu, J.; Yamazaki, K. High- speed machining of titanium by new PCD tools. SAE Trans. 1999, 108, 682–688. [Google Scholar] [CrossRef]
- Brinksmeier, E.; Riemer, O. Procurement of optical surfaces generated by diamond turning. Int. J. Mach. Tools Manuf. 1998, 38, 699–705. [Google Scholar] [CrossRef]
- Liu, W.; Liu, Z. High-pressure coolant effect on the surface integrity of machining titanium alloy Ti-6Al-4V: A review. Mater. Res. Express 2018, 5, 032001. [Google Scholar] [CrossRef]
- Muthukrishnan, N.; Davim, P. Influence of coolant in machinability of titanium alloys (Ti-6Al-4V). J. Surf. Eng. Mater. Adv. Technol. 2011, 1, 9–14. [Google Scholar] [CrossRef]
- Yasir, A.M.S.; Hassan, C.H.; Jaharah, A.G.; Nagi, H.E.; Yanuar, B.; Gusri, A. Machinalibilty of Ti-6Al4V under dry and near dry condition using carbide tools. Open Ind. Manuf. Eng. J. 2009, 2, 1–9. [Google Scholar] [CrossRef]
- Pimenov, D.Y.; Mia, M.; Gupta, M.K.; Machado, A.R.; Tomaz, Í.V.; Sarikaya, M.; Kapłonek, W. Improvement of machinability of Ti and its alloys using cooling-lubrication techniques: A review and future prospect. J. Mater. Res. Technol. 2021, 11, 719–753. [Google Scholar] [CrossRef]
- Harun, S.; Shibasaka, T.; Moriwaki, T. Cutting temperature measurement in turning with actively driven rotary tools. Key Eng. Mater. 2009, 389–390, 138–143. [Google Scholar] [CrossRef]
- Takahashi, W.; Sasahara, H.; Yamamoto, H.; Takagi, Y. FEM simulation on the effect of cutting parameters in the driven rotary cutting. Key Eng. Mater. 2015, 625, 564–569. [Google Scholar] [CrossRef]
- Karaguzel, U.; Olgun, U.; Uysal, E.; Slaves, E.; Bakkal, M. Increasing tool life in machining of difficult-to-cut materials using nonconventional turning processes. Int. J. Adv. Manuf. Technol. 2015, 77, 1993–2004. [Google Scholar] [CrossRef]
- Lei, S.; Liu, W. High-speed machining of titanium alloys using the driven rotary tool. Int. J. Mach. Tools Manuf. 2002, 42, 653–661. [Google Scholar] [CrossRef]
- Hosokawa, A.; Yoshimatsu, H.; Koyano, T.; Furumoto, T.; Hashimoto, Y. Turning of difficult-to-machine materials with an actively driven rotary tool (ADRT)—Proposition of reciprocating turning contingent on fundamental cutting characteristics. J. Adv. Mech. Des. Syst. Manuf. 2018, 12, 1–9. [Google Scholar] [CrossRef]
- Harun, S.; Shibasaka, T.; Moriwaki, T. Cutting Mechanics of Turning with Actively Driven Rotary Tool. J. Adv. Mech. Des. Syst. Manuf. 2008, 2, 579–586. [Google Scholar] [CrossRef]
- Nguyen, T.-T.; Duong, Q.-D.; Mia, M. Multi-response optimization of the actively driven rotary turning for energy efficiency, carbon emissions, and machining quality. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2021, 235, 2155–2173. [Google Scholar] [CrossRef]
- Joch, R.; Sajgalik, M.; Czan, A.; Holubjak, J.; Cedzo, M.; Cep, R. Effects of Process Cutting Parameters on the Ti-6Al-4V Turning with Monolithic Driven Rotary Tool. Materials 2022, 15, 5181. [Google Scholar] [CrossRef]
- Burhanuddin, Y.; Harun, S.; Ibrahim, G.A. FEM Simulation of Machining AISI 1045 Steel Using Driven Rotary Tool. Appl. Mech. Mater. 2015, 786, 77–82. [Google Scholar] [CrossRef]
- Rizal, M.; Ghani, J.A.; Nuawi, M.Z. Development and testing of an integrated rotating dynamometer on tool holder for milling process. Mech. Syst. Signal Process. 2015, 52–53, 559–576. [Google Scholar] [CrossRef]
- Kumar, S.; Satsangi, P.S.; Prajapati, D.R. Optimization of green sand casting process parameters of a foundry by using the Taguchi’s method. Int. J. Adv. Manuf. Technol. 2011, 55, 23–34. [Google Scholar] [CrossRef]
- Mohammadpour, S.; Yazdian, N.; Wang, H.P.; Carlson, B.; Kovacevik, R. Effect of filler wire composition on performance of Al/Galvanized steel joints by the twin spot laser welding-brazing method. J. Manuf. Processes. 2018, 31, 20–34. [Google Scholar] [CrossRef]
- Hosseini, A.; Kishawy, H.A. Cutting tool materials and tool wear. In Machining of Titanium Alloys; Materials Forming, Machining and Tribology; Davim, J., Ed.; Springer: Berlin/Heidelberg, Germany, 2014; pp. 31–56. [Google Scholar] [CrossRef]
- Burhanuddin, Y.; Che Haron, C.H.; Ghani, J.A.; Ariffin, A.K.; Ibrahim, G.A.; Yasir, A.; El-Maghribi, N.H. The effects of CBN cutting tool grades on the tool life and wear mechanism when dry turning of titanium alloy. Asian Int. J. Sci. Technol. Prod. Manuf. 2008, 1, 105–110. [Google Scholar]
- Safari, H.; Sharif, S.; Izman, S.; Jafari, H. Surface integrity characterization in high-speed dry end milling of Ti-6Al-4V titanium alloy. Int. J. Adv. Manuf. Technol. 2015, 78, 651–657. [Google Scholar] [CrossRef]
- Gehrke, P.; Dinkel, J.; Fischer, C.; Schmenger, K.; Sader, R. Surface Roughness and Necessity of Manual Refinishing Requirements of CAD/CAM-Manufactured Titanium and Cobalt-Chrome Bars—A Pilot Study. Open Dent. J. 2019, 13, 316–326. [Google Scholar] [CrossRef]
- Ibrahim, G.A.; Che Haron, C.H.; Ghani, J.A. Surface integrity of Ti-6Al-4V ELI when machined using coated carbide tools under dry cutting conditions. Int. J. Mech. Mater. Eng. (IJMME) 2009, 4, 191–196. [Google Scholar]
- Che Haron, C.H. Tool life and surface integrity in turning titanium alloy. J. Mater. Process. Technol. 2001, 118, 231–237. [Google Scholar] [CrossRef]
- Anurag, R.K.; Roy, S.; Joshi, K.K.; Sahoo, A.K.; Das, R.K. Machining of Ti-6Al-4V ELI alloy: A brief review. IOP Conf. Ser. Mater. Sci. Eng. 2018, 390, 012112. [Google Scholar] [CrossRef]
- Ueda, T. Turning with Rotary Tools. In The International Academy for Production Engineering; CIRP Encyclopedia of Production, Engineering; Laperrière, L., Reinhart, G., Eds.; Springer: Berlin/Heidelberg, Germany, 2014; pp. 1255–1261. [Google Scholar] [CrossRef]
- Ibrahim, G.A.; Arinal, H.; Zulhanif, Z.; Che Haron, C.H. Microstructure alterations of Ti-6Al-4V ELI during turning by using tungsten carbide inserts under dry cutting conditions. Int. J. Eng. Technol. Dev. 2013, 1, 37–40. [Google Scholar]
- Skazochkin, A.V.; Useinof, S.V.; Kislov, S.V. Sufrace hardening of titanium alloy by minerals. Lett. Mater. 2018, 8, 81–87. [Google Scholar] [CrossRef]
- Safari, H.; Sharif, S.; Izman, S.; Jafari, H.; Kurniawan, D. Cutting force and surface roughness characterization in cryogenic high-speed end milling of Ti-6Al-4V ELI. Mater. Manuf. Process. 2014, 29, 350–356. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Contents (wt.%) | Mechanical Properties | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| N | C | H | Fe | O | Al | V | Ti | Ultimate Tensile Strength (Mpa) | Yield Strength (Mpa) | Elongation (%) |
| 0.03 | 0.08 | 0.02 | 0.25 | 0.13 | 5.5–6.75 | 3.5–4.5 | Balance | 910 | 828 | 10 |
| Factors | Symbol | Unit | Levels | ||
|---|---|---|---|---|---|
| 1 | 2 | 3 | |||
| Tool diameter | dt | mm | 16 | 20 | - |
| Feed | f | mm/rev | 0.1 | 0.2 | - |
| Cutting speed | Vw | m/min | 60 | 210 | - |
| Tool revolution speed | nt | rpm | 100 | 700 | 1500 |
| Inclination angle | β | deg | 5 | 10 | 15 |
| Run | Factors | S/N Ratio | Average Surface Roughness, Ra (μm) | ||||
|---|---|---|---|---|---|---|---|
| dt | f | Vw | nt | β | |||
| 1 | 16 | 0.1 | 60 | 100 | 5 | 2.05 | 0.79 |
| 2 | 16 | 0.1 | 60 | 700 | 10 | 4.15 | 0.62 |
| 3 | 16 | 0.1 | 60 | 1500 | 15 | 6.68 | 0.46 |
| 4 | 16 | 0.1 | 60 | 100 | 5 | 2.05 | 0.79 |
| 5 | 16 | 0.1 | 60 | 700 | 10 | 4.15 | 0.62 |
| 6 | 16 | 0.1 | 60 | 1500 | 15 | 6.68 | 0.46 |
| 7 | 16 | 0.1 | 210 | 100 | 5 | 6.32 | 0.48 |
| 8 | 16 | 0.1 | 210 | 700 | 10 | 2.05 | 0.79 |
| 9 | 16 | 0.1 | 210 | 1500 | 15 | −4.38 | 1.66 |
| 10 | 16 | 0.2 | 60 | 100 | 5 | 4.78 | 0.58 |
| 11 | 16 | 0.2 | 60 | 700 | 10 | 3.35 | 0.68 |
| 12 | 16 | 0.2 | 60 | 1500 | 15 | 3.27 | 0.69 |
| 13 | 16 | 0.2 | 210 | 100 | 10 | 1.11 | 0.88 |
| 14 | 16 | 0.2 | 210 | 700 | 15 | −3.05 | 1.42 |
| 15 | 16 | 0.2 | 210 | 1500 | 5 | 7.26 | 0.43 |
| 16 | 16 | 0.2 | 210 | 100 | 10 | 1.11 | 0.88 |
| 17 | 16 | 0.2 | 210 | 700 | 15 | −3.05 | 1.42 |
| 18 | 16 | 0.2 | 210 | 1500 | 5 | 7.26 | 0.43 |
| 19 | 20 | 0.1 | 210 | 100 | 10 | 0.03 | 1.00 |
| 20 | 20 | 0.1 | 210 | 700 | 15 | −3.97 | 1.58 |
| 21 | 20 | 0.1 | 210 | 1500 | 5 | −4.44 | 1.67 |
| 22 | 20 | 0.1 | 210 | 100 | 10 | 0.03 | 1.00 |
| 23 | 20 | 0.1 | 210 | 700 | 15 | −3.97 | 1.58 |
| 24 | 20 | 0.1 | 210 | 1500 | 5 | −4.44 | 1.67 |
| 25 | 20 | 0.1 | 60 | 100 | 15 | 6.26 | 0.49 |
| 26 | 20 | 0.1 | 60 | 700 | 5 | 8.40 | 0.38 |
| 27 | 20 | 0.1 | 60 | 1500 | 10 | 2.62 | 0.74 |
| 28 | 20 | 0.2 | 210 | 100 | 15 | −3.84 | 1.56 |
| 29 | 20 | 0.2 | 210 | 700 | 5 | 3.70 | 0.65 |
| 30 | 20 | 0.2 | 210 | 1500 | 10 | 0.95 | 0.90 |
| 31 | 20 | 0.2 | 60 | 100 | 15 | 5.79 | 0.51 |
| 32 | 20 | 0.2 | 60 | 700 | 5 | 6.32 | 0.48 |
| 33 | 20 | 0.2 | 60 | 1500 | 10 | 2.58 | 0.74 |
| 34 | 20 | 0.2 | 60 | 100 | 15 | 5.79 | 0.51 |
| 35 | 20 | 0.2 | 60 | 700 | 5 | 6.32 | 0.48 |
| 36 | 20 | 0.2 | 60 | 1500 | 10 | 2.58 | 0.74 |
| Level | Tool Diameter (dt) | Feed (f) | Cutting Speed (Vw) | Tool Revolution Speed (nt) | Inclination Angle (β) |
|---|---|---|---|---|---|
| 1 | 2.7987 | 2.1461 | 4.6864 | 2.8109 | 4.2984 |
| 2 | 2.0315 | 2.6841 | 0.1438 | 2.6184 | 2.1035 |
| 3 | - | - | - | 1.8160 | 0.8434 |
| Delta | 0.7672 | 0.5379 | 4.5426 | 0.9948 | 3.4550 |
| Rank | 4 | 5 | 1 | 3 | 2 |
| Source | Degree of Freedom | Adj. Sum of Squares | Adj. Mean Square | F-Value | p-Value | Contribution |
|---|---|---|---|---|---|---|
| dt | 1 | 3531 | 3531 | 0.63 | 0.438 | 0.98% |
| Vw | 1 | 123,810 | 123,810 | 22.19 | 0.000 * | 34.50% |
| β | 2 | 48,914 | 24,457 | 4.38 | 0.030 * | 13.63% |
| dt * Vw | 1 | 25,147 | 25,147 | 4.51 | 0.050 | 7.01% |
| Vw * β | 2 | 68,201 | 34,101 | 6.11 | 0.011 * | 19.00% |
| Error | 16 | 89,291 | 5581 | 24.88% | ||
| Total | 23 | 358,895 | 100.00% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Harun, S.; Burhanuddin, Y.; Ibrahim, G.A. The Effect of Cutting Parameters on Surface Roughness and Morphology of Ti-6Al-4V ELI Titanium Alloy during Turning with Actively Driven Rotary Tools. J. Manuf. Mater. Process. 2022, 6, 105. https://doi.org/10.3390/jmmp6050105
Harun S, Burhanuddin Y, Ibrahim GA. The Effect of Cutting Parameters on Surface Roughness and Morphology of Ti-6Al-4V ELI Titanium Alloy during Turning with Actively Driven Rotary Tools. Journal of Manufacturing and Materials Processing. 2022; 6(5):105. https://doi.org/10.3390/jmmp6050105
Chicago/Turabian StyleHarun, Suryadiwansa, Yanuar Burhanuddin, and Gusri Akhyar Ibrahim. 2022. "The Effect of Cutting Parameters on Surface Roughness and Morphology of Ti-6Al-4V ELI Titanium Alloy during Turning with Actively Driven Rotary Tools" Journal of Manufacturing and Materials Processing 6, no. 5: 105. https://doi.org/10.3390/jmmp6050105
APA StyleHarun, S., Burhanuddin, Y., & Ibrahim, G. A. (2022). The Effect of Cutting Parameters on Surface Roughness and Morphology of Ti-6Al-4V ELI Titanium Alloy during Turning with Actively Driven Rotary Tools. Journal of Manufacturing and Materials Processing, 6(5), 105. https://doi.org/10.3390/jmmp6050105