
Forces Shapes in 3-Axis End-Milling: Classification and Characteristic Equations



Abstract
:1. Introduction
2. Materials and Methods
m = 0 when cutting force is minimum
2.1. Shape Classification in Single-Fluted Endmill
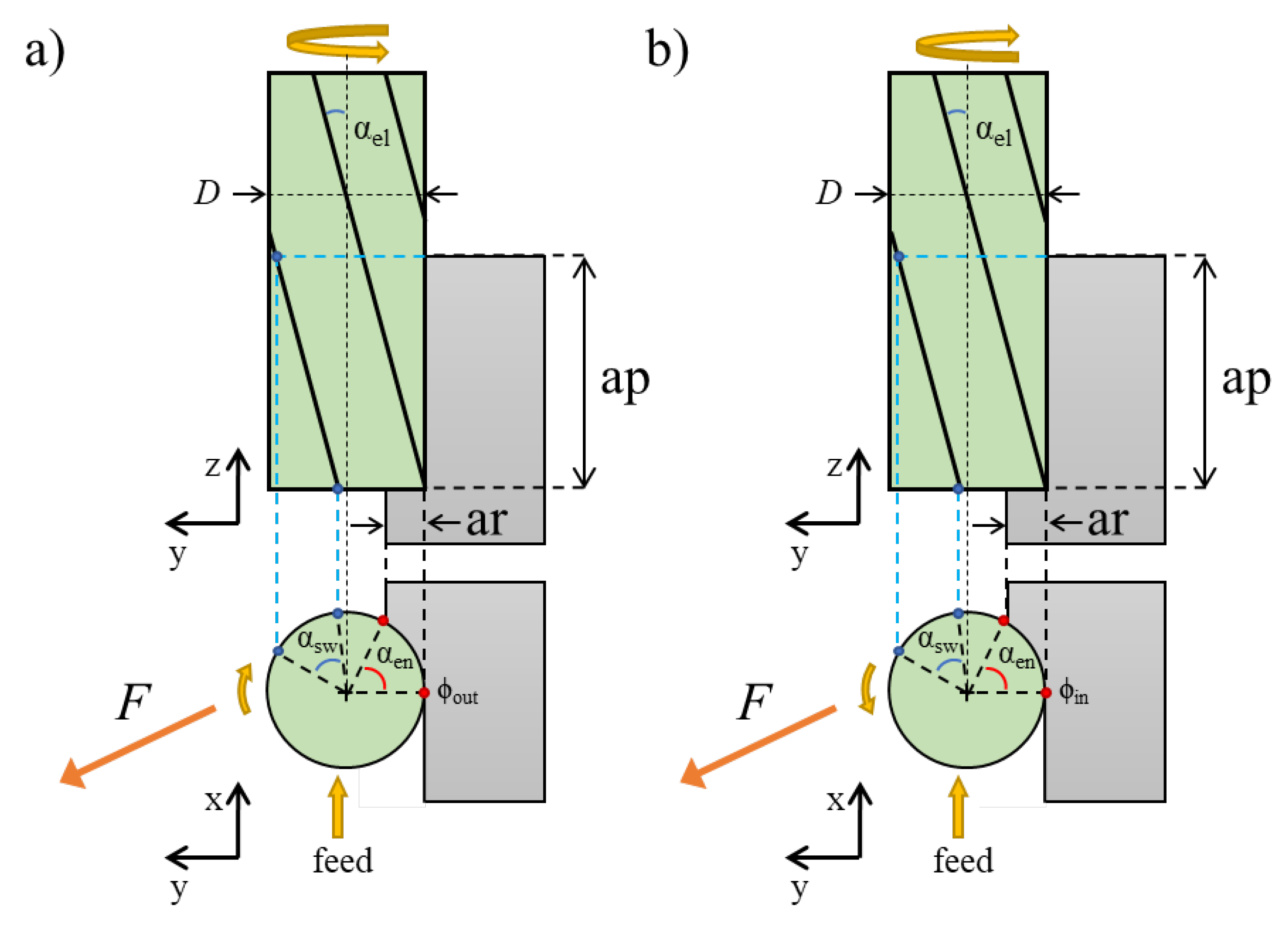
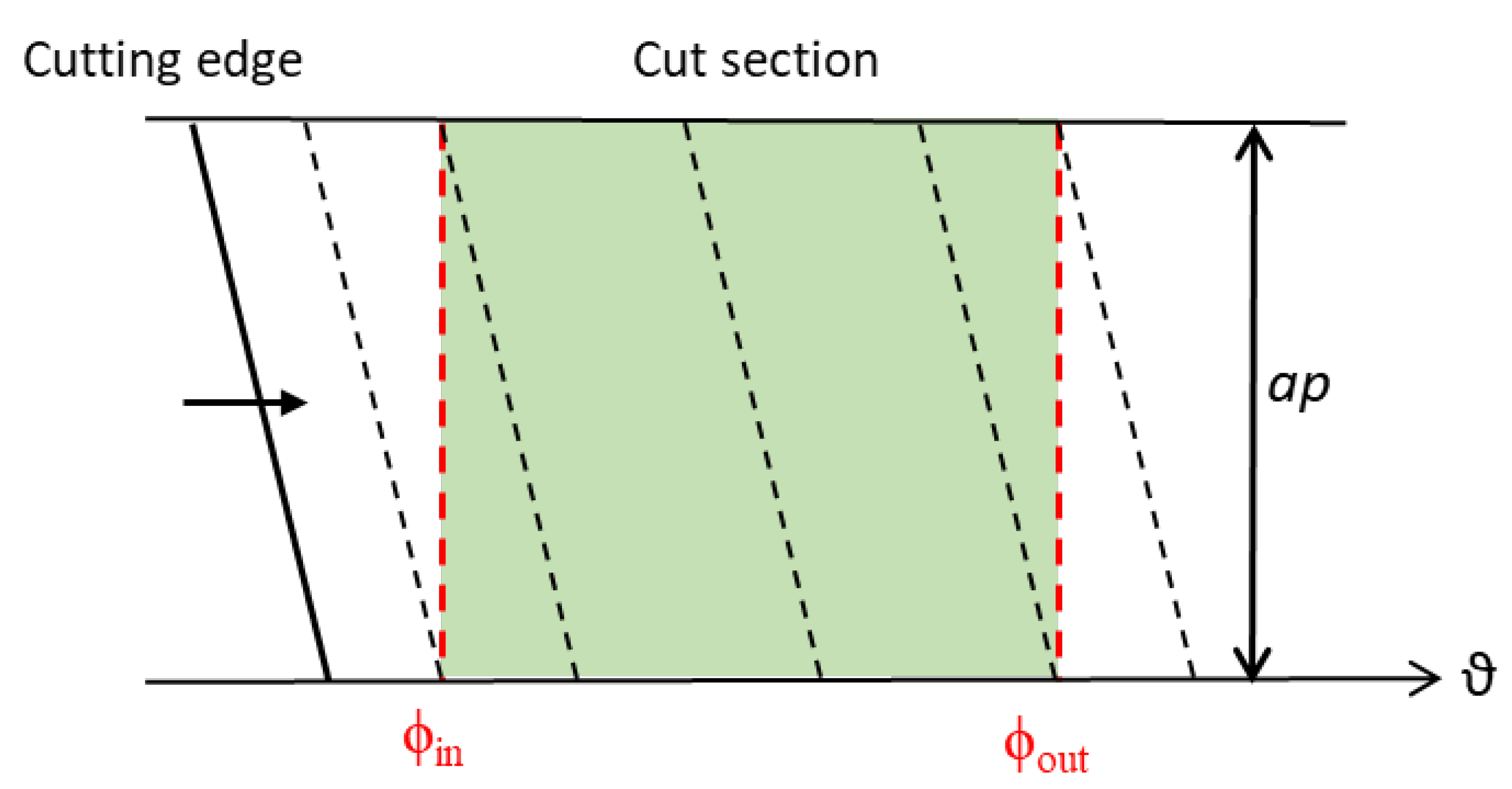
2.1.1. Key Angles
2.1.2. Magnitude Value
2.1.3. Classification
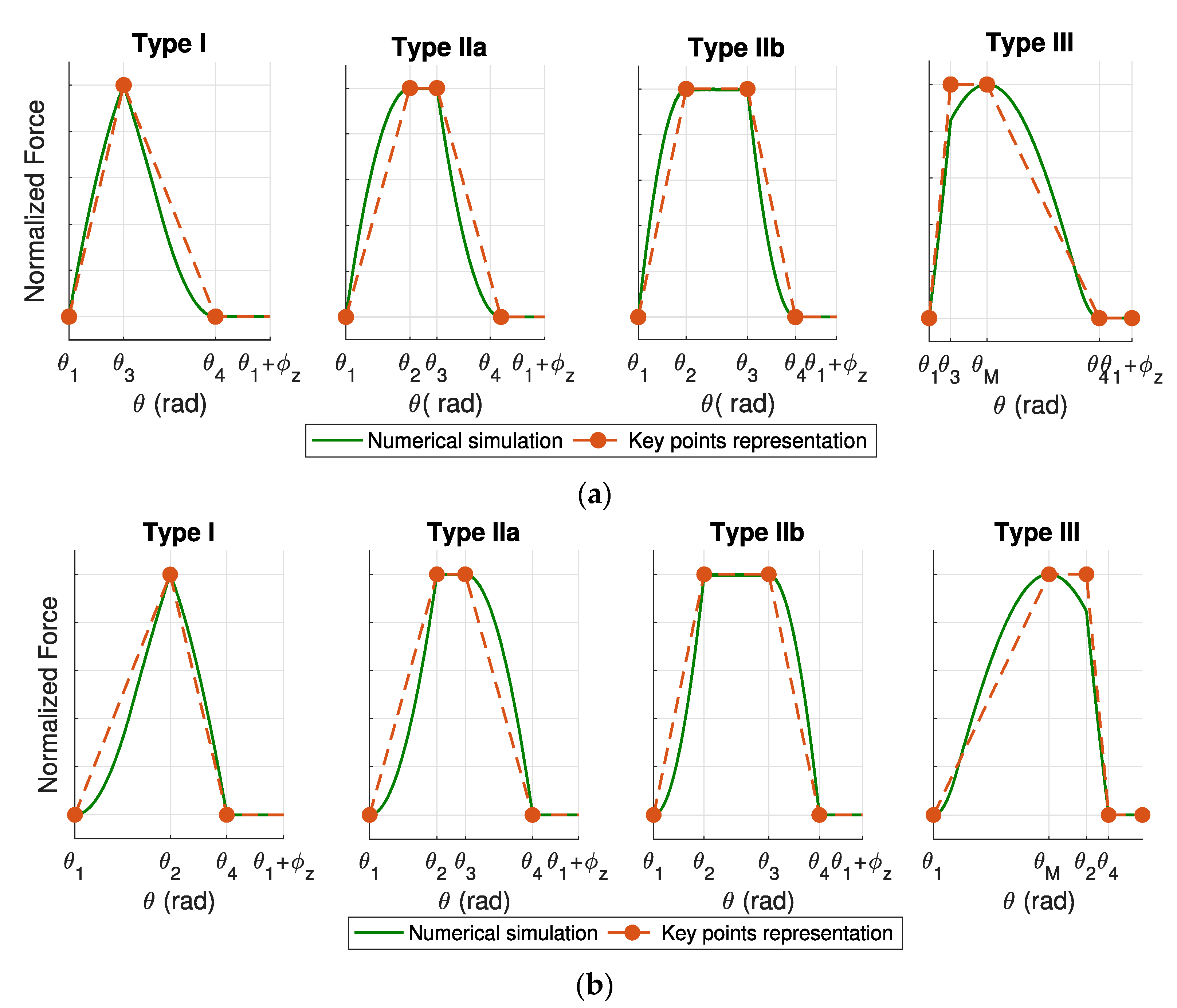
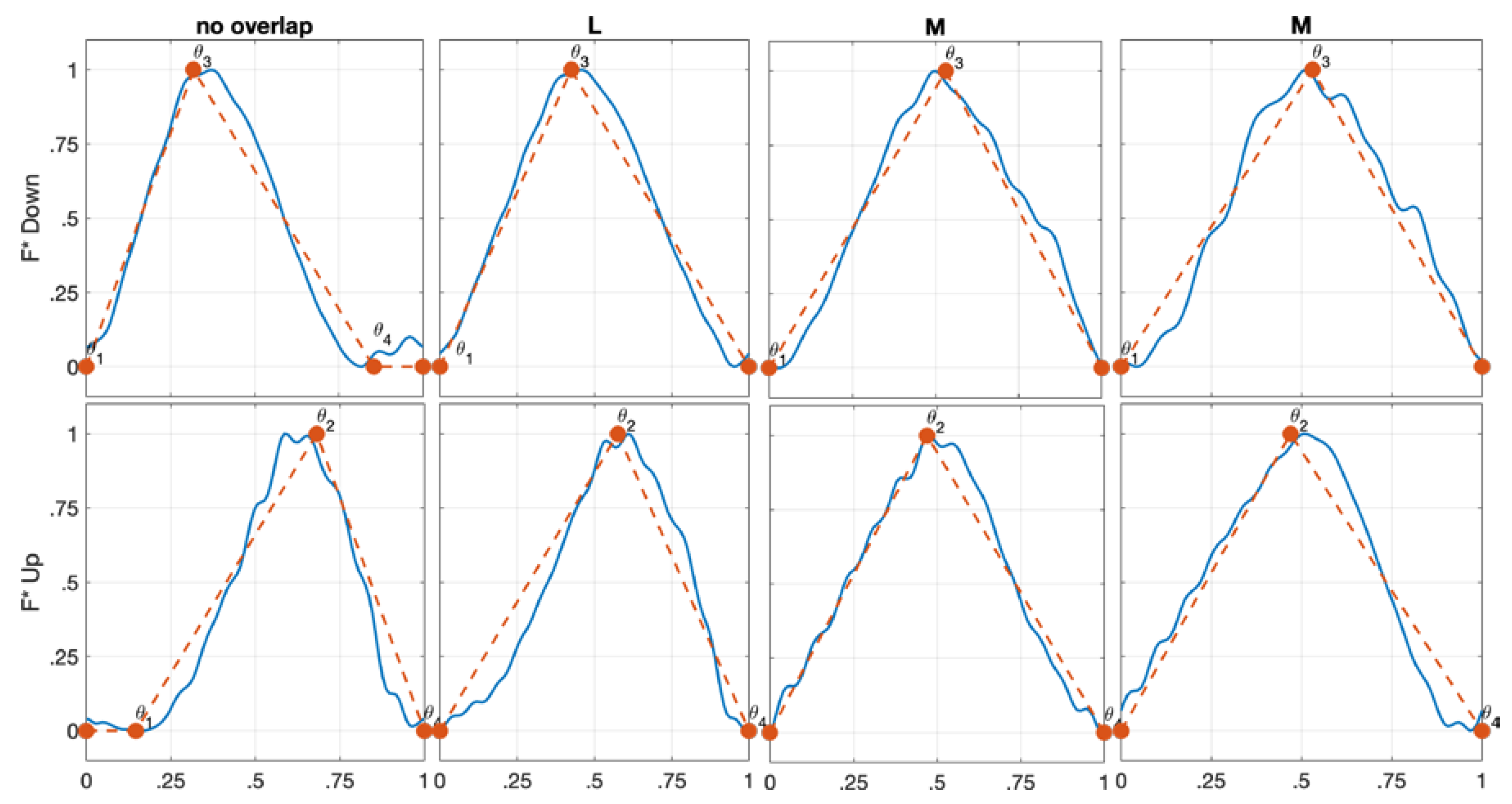
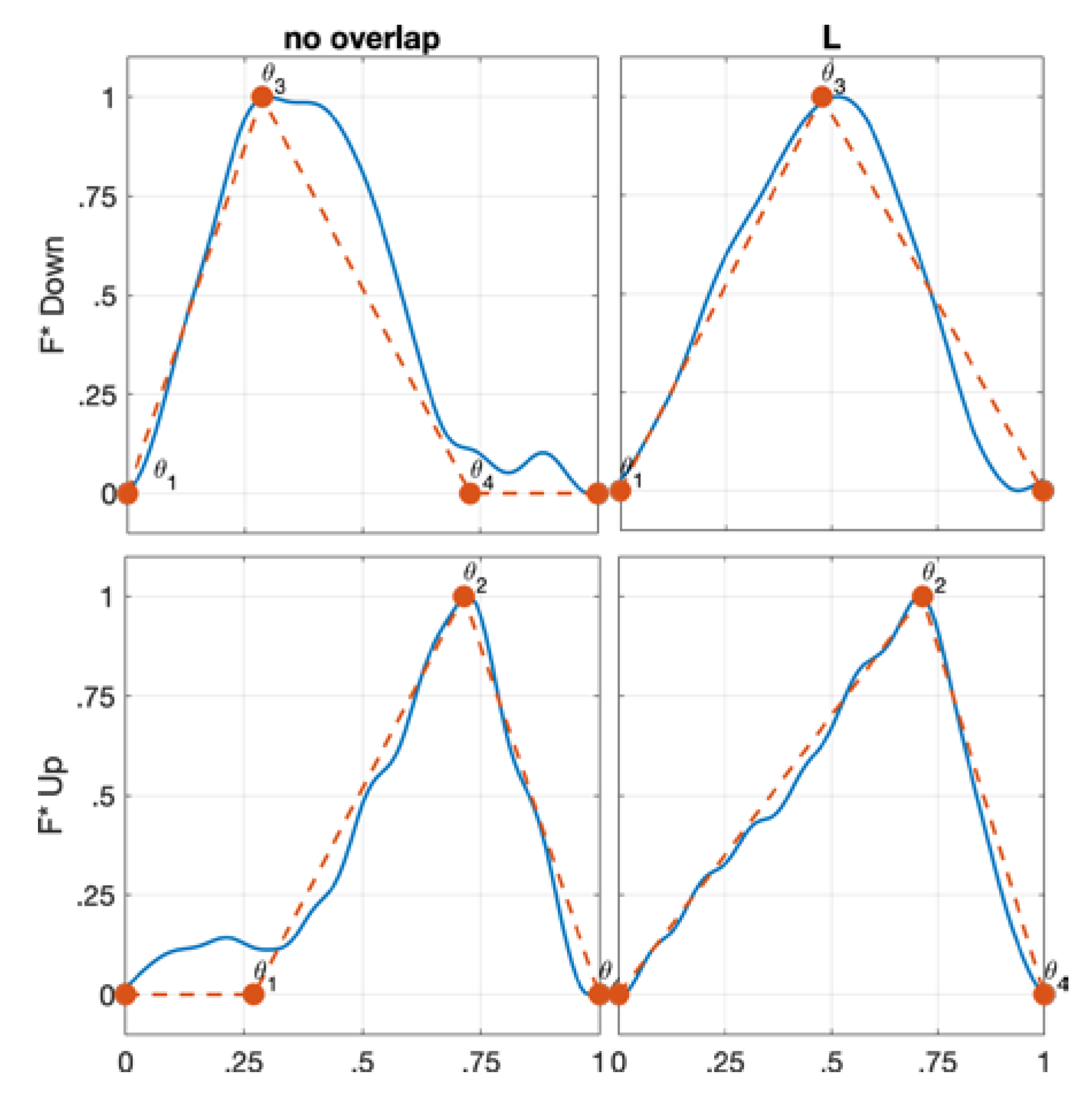
- Type I: This shape occurs when conservative cutting parameters are adopted, and it presents αen greater than αsw. In down-milling, this type is identified by three key points (ϑ1, 0), (ϑ3, 1), and (ϑ4, 0). The type I shape reproduces a scalene triangle where the upper vertex, which represents the F maximum, is identified by ϑ3 because it is the angular position where the cutting edge is fully involved in the cut and the chip thickness is maximum. In up-milling, this type presents a scalene triangle shape defined by three key points (ϑ1, 0), (ϑ2, 1), and (ϑ4, 0). However, in this case, the F maximum is identified by ϑ2 because this key angle, in up-milling, represents the condition of cutting edge fully engaged and maximum chip thickness.
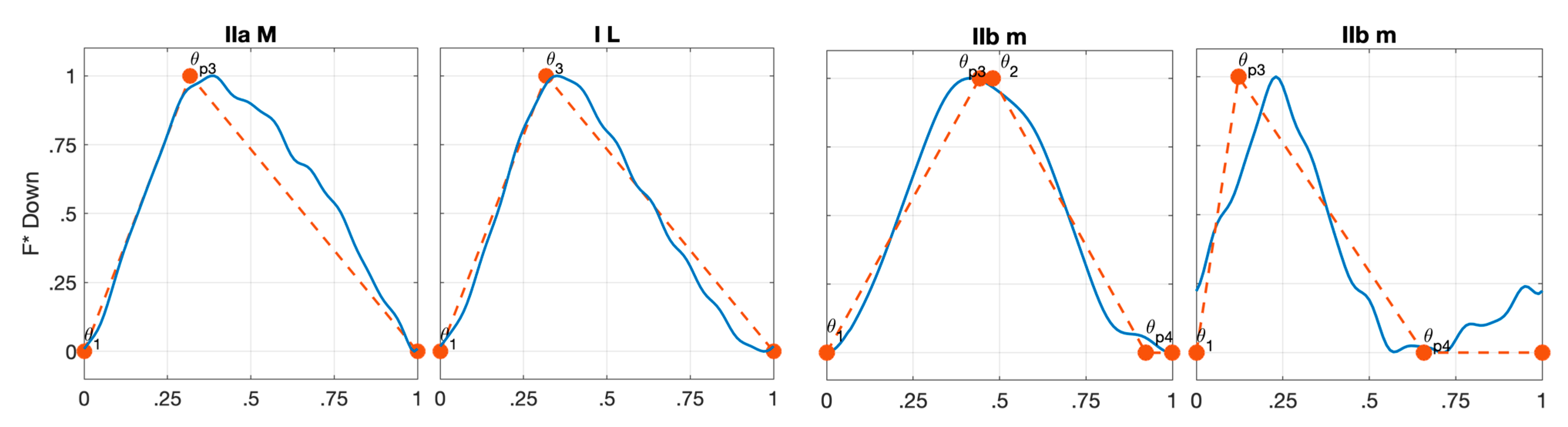
- Type II: This shape occurs when aggressive axial depths of cut are used, and it is characterized by αsw greater than αen. In both down-milling and up-milling, this type presents an isosceles trapezoid shape defined by four key points (ϑ1, 0), (ϑ2, 1), (ϑ3, 1) and (ϑ4, 0). In this case, the F maximum is identified by two different key angles because with high axial depths of cut the condition of cutting edge fully engaged and maximum chip thickness starts at ϑ2 and continues up to ϑ3. For this type, two subtypes are defined, IIa and IIb. The difference between type IIa and type IIb is related to the length of the upper base, which is less than half of the lower base length for type IIa and more than half of the lower base length for type IIb.
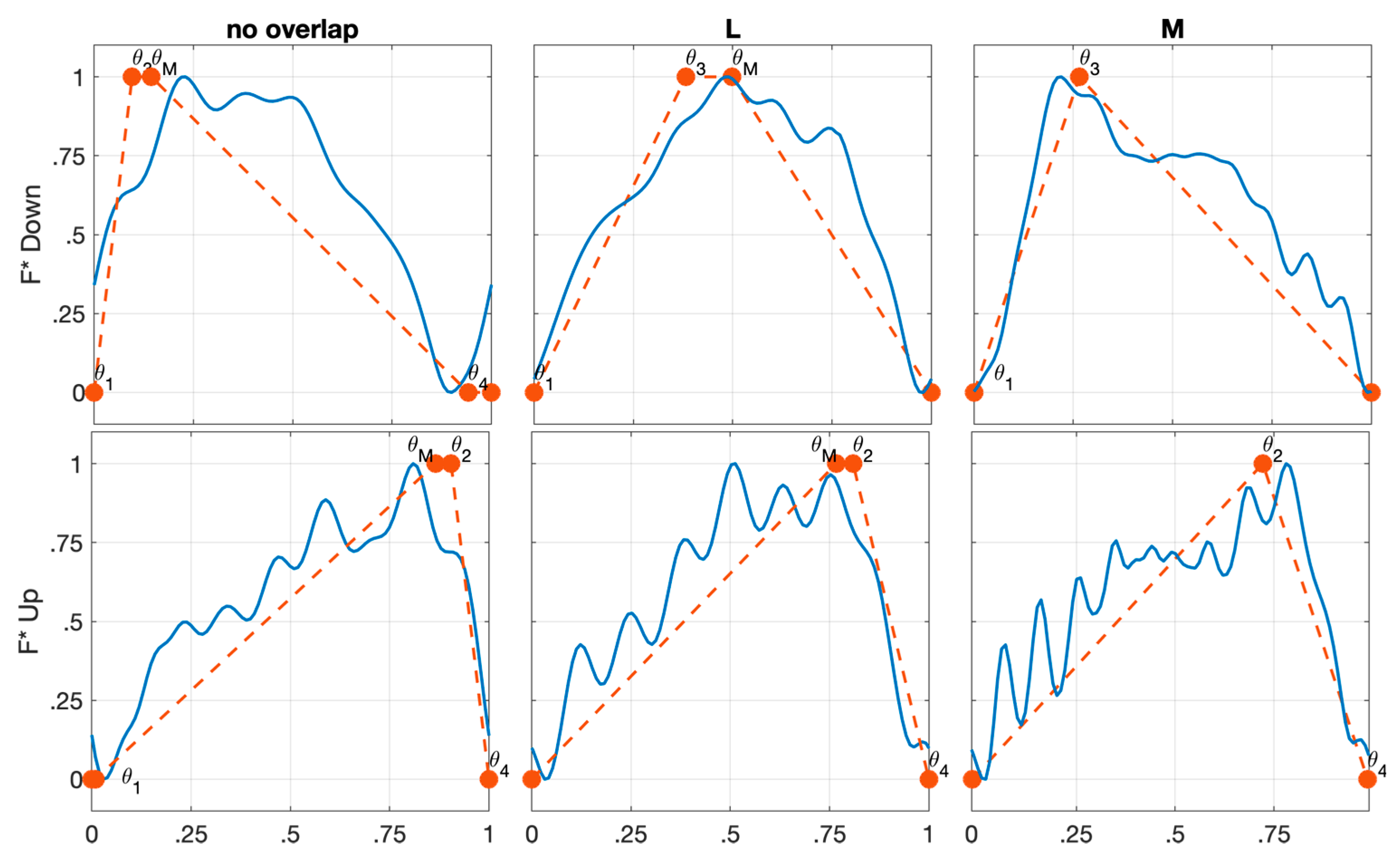
- Type III: This shape occurs when aggressive radial depths of cut are used, and it features αen greater than αenc. In down-milling, this type presents an acute trapezoid shape defined by four key points (ϑ1, 0), (ϑ3, 1), (ϑM, 1) and (ϑ4, 0). The F maximum is identified by ϑ3 and ϑM, but an important observation must be made. Indeed, ϑ3 is the angular position where the cutting edge is fully engaged, while ϑM is the angular position where the cutting edge is fully engaged, and the chip thickness is maximum. Therefore, the effective value of F at ϑ3 is smaller than the one at ϑM. Moreover, the magnitude value of F at ϑ3 cannot be known without simulating the cutting force. For this reason, even if F is not effectively maximum at ϑ3, the m value at ϑ3 is assumed to be 1. This simplification allows a fairly accurate representation of the type III F shape, without any simulation of the cutting forces. In up-milling type III also presents an acute trapezoid shape identified by four key points (ϑ1, 0), (ϑM, 1), (ϑ2, 1) and (ϑ4, 0). The same observation made for ϑ3 and ϑM in down-milling applies to ϑ2 and ϑM in up-milling.
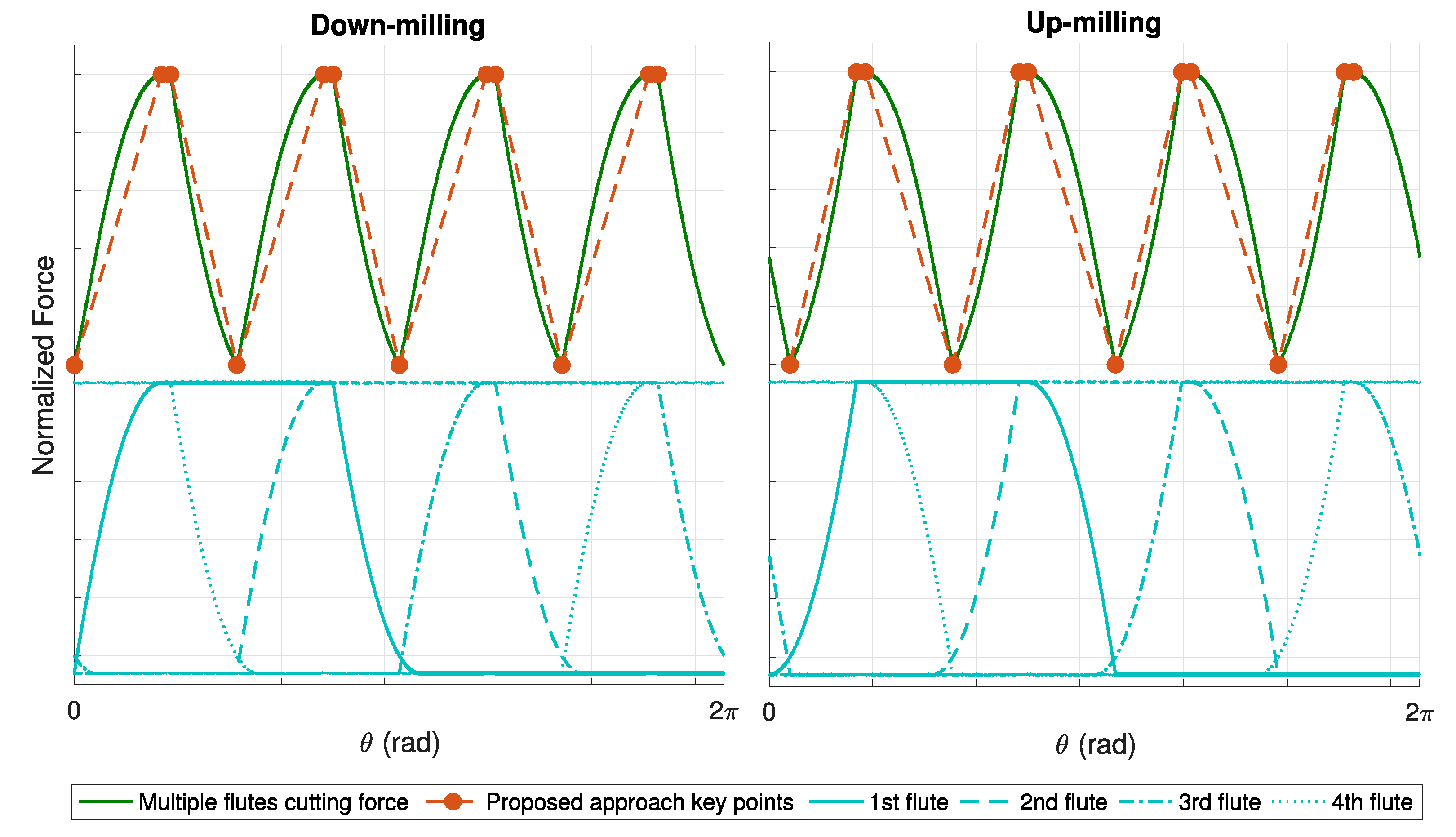
2.2. Shape Classification in Multiple-Fluted Endmill
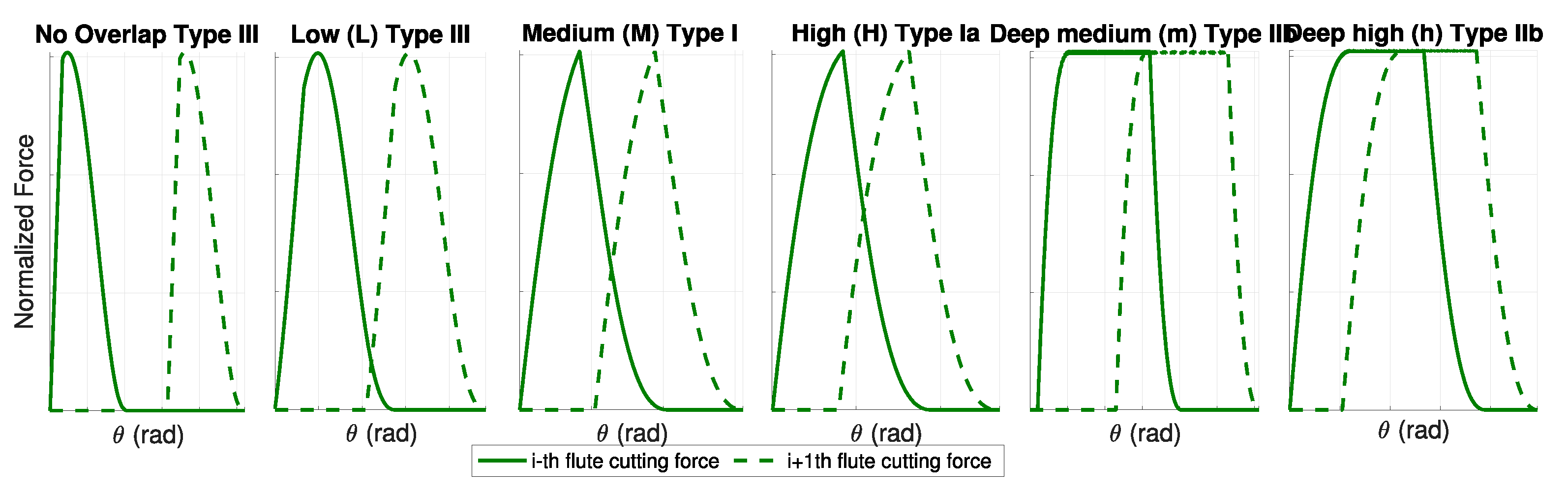
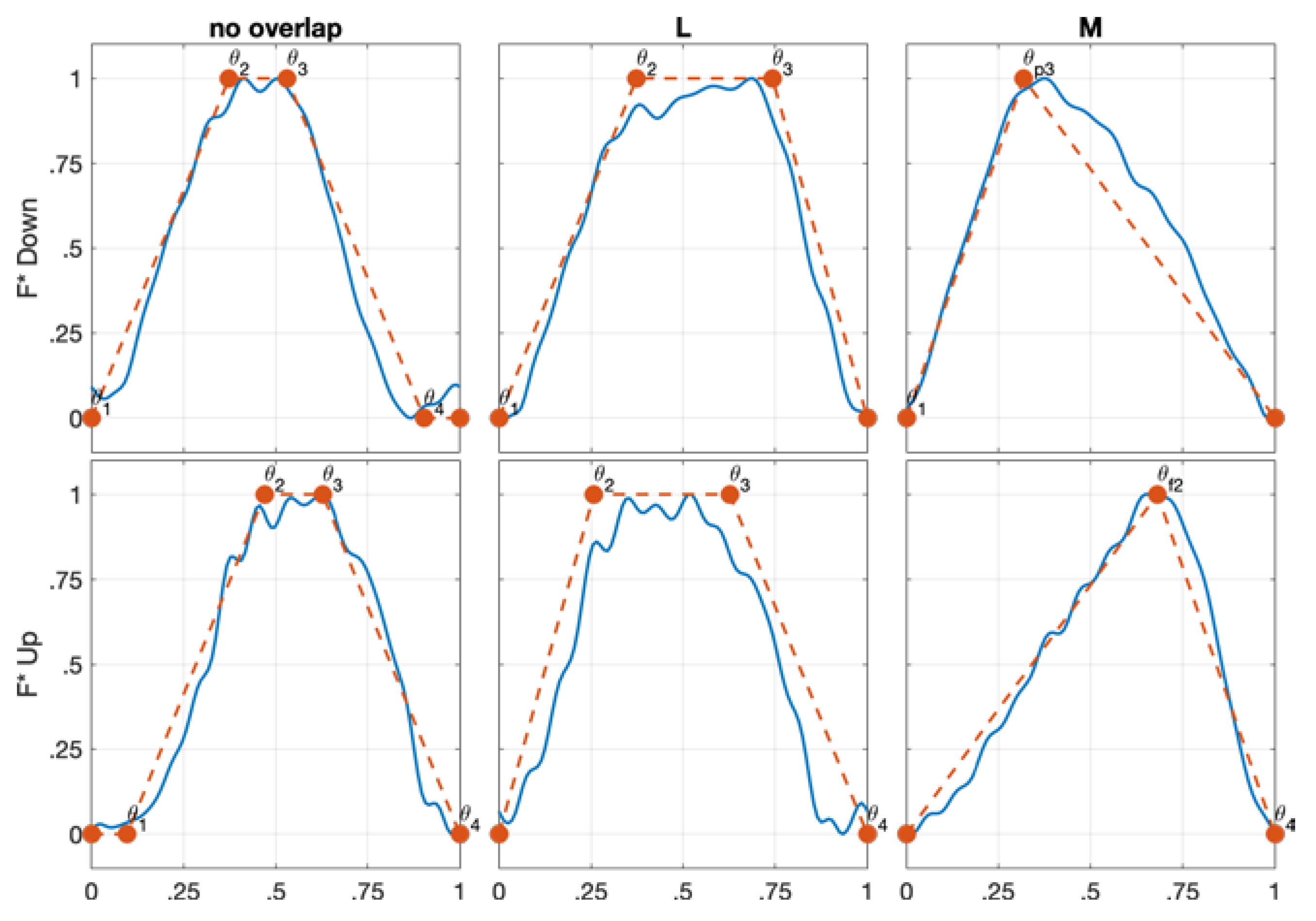
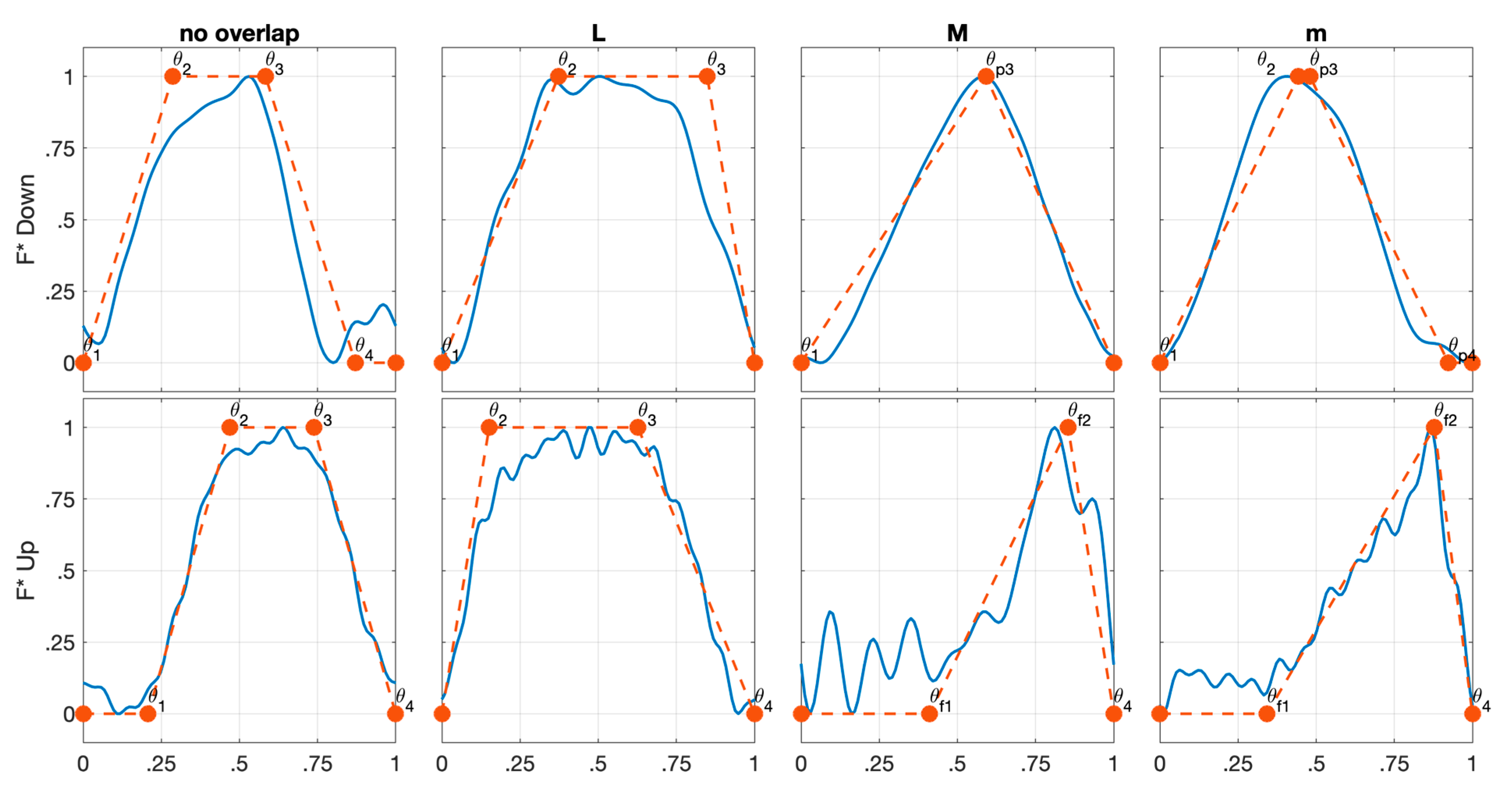
- No Overlap: This configuration applies to every type of single flute F shape, and it occurs when the generic i single flute F shape and the following i + 1 single flute F shape are not intersecting at all.
- Low Overlap (L): The low overlap condition involved all the types of single flute F shape. In detail, the low overlap takes place when the falling edge of the generic i single flute F shape affects the rising edge of the i + 1 single flute F shape.
- Medium Overlap (M): This overlap configuration is possible for every type as well. However, in this condition, the falling edge of the generic i single flute F shape alters two edges, rising and falling edge (type I, type III) or rising and constant portion (type IIa, type IIb), of the i + 1 single flute F shape.
- High Overlap (H): In the high overlap configuration the rising edge of the generic i single flute F shape affects the rising edge of the i + 1 single flute F shape. This case does not apply to type IIb.
- Deep medium overlap (m): The deep medium overlap verifies only for type IIb. In this condition the falling edge of the generic i single flute F shape influences the constant portion of the i + 1 single flute F shape, and, at the same time, the constant portion of the generic i single flute F shape influences the constant portion of the i + 1 single flute F shape.
- Deep high overlap (h): The deep high overlap applies to both type IIb and type IIa. In detail, this overlap occurs when the rising edge of the generic i single flute F shape affects the rising edge of the i + 1 single flute F shape, and, at the same time, the constant portion of the generic i single flute F shape alters the constant portion of the i + 1 single flute F shape.
3. Results and Discussion
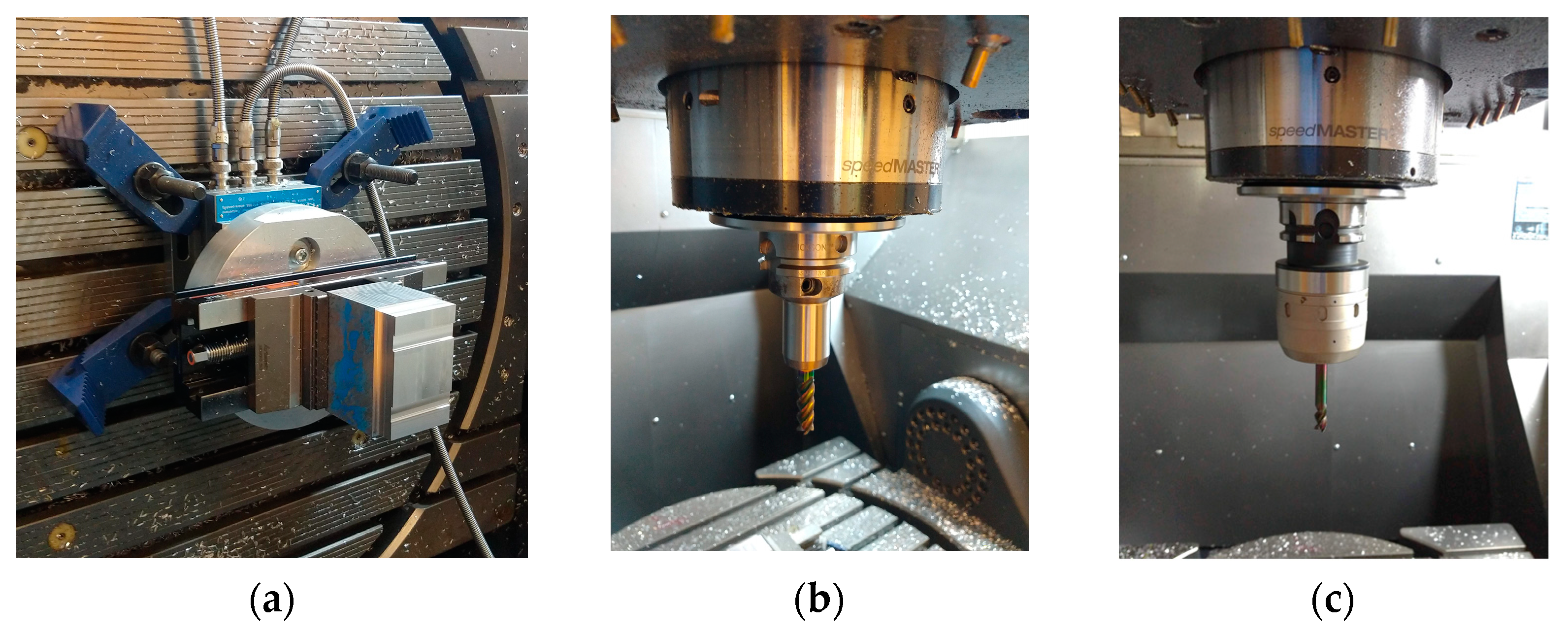
3.1. Experimental Set-Up
- Two endmills were used to test different combinations of diameter and number of flutes: a four-fluted 12 mm tool (manufactured by Garant, Germany, model:202552, Figure 6b) and a three-fluted 10 mm tool (manufactured by Garant, Germany, model:202274, Figure 6c). Moreover, the two endmills allow testing of the same type and overlap configuration with different tool characters, as shown in this work for I type.
- The tools are characterized by the same helix angle equal to 45°, this value was selected since it is typical for the tested material (aluminum) and allows to achieve higher overlap degree with less aggressive parameters.
- Spindle speed and feed were selected for each tool according to the parameters suggested by the tool manufacturer and they were not changed in the different tests, since they did not affect the force shape, focus of the work.
- Depths of cut (ap and ar) were designed in order to perform the different types and overlap degrees, as found by the proposed approach. Indeed, as highlighted in the previous sections, it is not important the single value of ap or ar but the combination of both. Therefore, the couple of the depths of cut values were selected together to achieve the different configurations proposed in this work.
- The tests were repeated for Down-milling and Up-milling with slightly different parameters in order to return the same Type and Overlap configuration.
- The high and deep-high overlap configurations were not tested. These conditions required several flutes and aggressive cutting parameters (especially high ar), rarely employed in actual peripheral milling operations. Moreover, the high and deep-high overlap configurations often entail a simple triangle-shaped cutting force profile, less interesting to be investigated.
- Lastly, tests 33 and 34 were performed to highlight some differences between the similar tests, as presented in the discussion section.
3.2. Experimental Results
4. Conclusions
- A comprehensive model-independent classification of total cutting force shapes, including multi-flutes cutting simultaneously;
- Specific depths of cut conditions in which the different shapes occur;
- Analytical equations to predict key points of the total force shapes both in terms of key angles and magnitude;
- Thanks to the proposed formulations, it is possible to know in advance the expected shape of the cutting force without the need for any simulation or cutting force model.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Altintas, Y. Manufacturing Automation: Metal Cutting Mechanics, Machine Tool Vibrations, and CNC Design; Cambridge University Press: Cambridge, UK, 2012; ISBN 0521172470. [Google Scholar]
- Ambhore, N.; Kamble, D.; Chinchanikar, S.; Wayal, V. Tool condition monitoring system: A review. Mater. Today Proc. 2015, 2, 3419–3428. [Google Scholar] [CrossRef]
- Altintas, Y.; Yellowledy, I. The identification of radial width and axial depth of cut in peripheral milling. Int. J. Mach. Tools Manuf. 1987, 27, 367–381. [Google Scholar] [CrossRef]
- Kuljanic, E.; Sortino, M.; Totis, G. Multisensor approaches for chatter detection in milling. J. Sound Vib. 2008, 312, 672–693. [Google Scholar] [CrossRef]
- Schmitz, T.L.; Couey, J.; Marsh, E.; Mauntler, N.; Hughes, D. Runout effects in milling: Surface finish, surface location error, and stability. Int. J. Mach. Tools Manuf. 2007, 47, 841–851. [Google Scholar] [CrossRef]
- Liu, C.; Gao, L.; Wang, G.; Xu, W.; Jiang, X.; Yang, T. Online reconstruction of surface topography along the entire cutting path in peripheral milling. Int. J. Mech. Sci. 2020, 185, 105885. [Google Scholar] [CrossRef]
- Morelli, L.; Grossi, N.; Scippa, A.; Campatelli, G. Surface error shape identification for 3-axis milling operations. Procedia CIRP 2021, 101, 126–129. [Google Scholar] [CrossRef]
- Rubeo, M.A.; Schmitz, T.T.L. Mechanistic force model coefficients: A comparison of linear regression and nonlinear optimization. Precis. Eng. 2016, 45, 311–321. [Google Scholar] [CrossRef]
- Grossi, N. Accurate and fast measurement of specific cutting force coefficients changing with spindle speed. Int. J. Precis. Eng. Manuf. 2017, 1173–1180. [Google Scholar] [CrossRef]
- Lin, C.J.; Lui, Y.T.; Lin, Y.F.; Wang, H.B.; Liang, S.Y.; Wang, J.J.J. Prediction of shearing and ploughing constants in milling of inconel 718. J. Manuf. Mater. Process. 2021, 5, 8. [Google Scholar] [CrossRef]
- Kiran, K.; Kayacan, M.C. Cutting force modeling and accurate measurement in milling of flexible workpieces. Mech. Syst. Signal Process. 2019, 133, 106284. [Google Scholar] [CrossRef]
- Schmitz, T.L.; Mann, B.P. Closed-form solutions for surface location error in milling. Int. J. Mach. Tools Manuf. 2006, 46, 1369–1377. [Google Scholar] [CrossRef]
- Altintas, Y.; Budak, E. Analytical Prediction of Stability Lobes in Milling. CIRP Ann.-Manuf. Technol. 1995, 44, 357–362. [Google Scholar] [CrossRef]
- Sallese, L.; Innocenti, G.; Grossi, N.; Scippa, A.; Flores, R.; Basso, M.; Campatelli, G. Mitigation of chatter instabilities in milling using an active fixture with a novel control strategy. Int. J. Adv. Manuf. Technol. 2017, 89, 2771–2787. [Google Scholar] [CrossRef]
- Yun, W.S.; Ko, J.H.; Cho, D.W.; Ehmann, K.F. Development of a virtual machining system, Part 2: Prediction and analysis of a machined surface error. Int. J. Mach. Tools Manuf. 2002, 42, 1607–1615. [Google Scholar] [CrossRef]
- Scippa, A.; Montevecchi, F.; Grossi, N.; Sallese, L.; Campatelli, G. Time domain simulation model for active fixturing in milling. In Proceedings of the 8th International Conference on Leading Edge Manufacturing in 21st Century, LEM 2015, Kyoto, Japan, 18–22 October 2015. [Google Scholar]
- Gonzalo, O.; Beristain, J.; Jauregi, H.; Sanz, C. A method for the identification of the specific force coefficients for mechanistic milling simulation. Int. J. Mach. Tools Manuf. 2010, 50, 765–774. [Google Scholar] [CrossRef]
- Ducroux, E.; Fromentin, G.; Viprey, F.; Prat, D.; D’Acunto, A. New mechanistic cutting force model for milling additive manufactured Inconel 718 considering effects of tool wear evolution and actual tool geometry. J. Manuf. Process. 2021, 64, 67–80. [Google Scholar] [CrossRef]
- Hwang, J.H.; Oh, Y.T.; Kwon, W.T.; Chu, C.N. In-process estimation of radial immersion ratio in face milling using cutting force. Int. J. Adv. Manuf. Technol. 2003, 22, 313–320. [Google Scholar] [CrossRef]
- Lin, C.-Y.; Yeh, S.-S. Integration of cutting force control and chatter suppression control into automatic cutting feed adjustment system design. Mach. Sci. Technol. 2020, 24, 65–95. [Google Scholar] [CrossRef]
- Leal-Muñoz, E.; Diez, E.; Perez, H.; Vizan, A. Accuracy of a new online method for measuring machining parameters in milling. Measurement 2018, 128, 170–179. [Google Scholar] [CrossRef]
- Bachrathy, D.; Insperger, T.; Stépán, G. Surface properties of the machined workpiece for helical mills. Mach. Sci. Technol. 2009, 13, 227–245. [Google Scholar] [CrossRef]
- Wang, J.-J.J.; Liang, S.Y.; Book, W.J. Convolution Analysis of Milling Force Pulsation. J. Eng. Ind. 1994, 116, 17–25. [Google Scholar] [CrossRef]
- Dhupia, J.; Girsang, I. Correlation-based estimation of cutting force coefficients for ball-end milling. Mach. Sci. Technol. 2012, 16, 287–303. [Google Scholar] [CrossRef]
- Prickett, P.W.; Siddiqui, R.A.; Grosvenor, R.I. The development of an end-milling process depth of cut monitoring system. Int. J. Adv. Manuf. Technol. 2011, 52, 89–100. [Google Scholar] [CrossRef]
- Morelli, L.; Grossi, N.; Scippa, A.; Campatelli, G. Extended classification of surface errors shapes in peripheral end-milling operations. J. Manuf. Process. 2021, 71, 604–624. [Google Scholar] [CrossRef]
- Choi, J.G.; Yang, M.Y. In-process prediction of cutting depths in end milling. Int. J. Mach. Tools Manuf. 1999, 39, 705–721. [Google Scholar] [CrossRef]
- Yang, L.; DeVor, R.E.; Kapoor, S.G. Analysis of Force Shape Characteristics and Detection of Depth-of-Cut Variations in End Milling. J. Manuf. Sci. Eng. 2004, 127, 454–462. [Google Scholar] [CrossRef]
- Islam, M.N.; Lee, H.U.; Cho, D.W. Prediction and analysis of size tolerances achievable in peripheral end milling. Int. J. Adv. Manuf. Technol. 2008, 39, 129–141. [Google Scholar] [CrossRef]
- Desai, K.A.; Rao, P.V.M. On cutter deflection surface errors in peripheral milling. J. Mater. Process. Technol. 2012, 212, 2443–2454. [Google Scholar] [CrossRef]
- Scippa, A.; Sallese, L.; Grossi, N.; Campatelli, G. Improved dynamic compensation for accurate cutting force measurements in milling applications. Mech. Syst. Signal Process. 2015, 54–55, 314–324. [Google Scholar] [CrossRef]
- Totis, G.; Sortino, M. Upgraded Regularized Deconvolution of complex dynamometer dynamics for an improved correction of cutting forces in milling. Mech. Syst. Signal Process. 2022, 166, 108412. [Google Scholar] [CrossRef]
- Magnevall, M.; Lundblad, M.; Ahlin, K.; Broman, G. High frequency measurements of cutting forces in milling by inverse filtering. Mach. Sci. Technol. 2012, 16, 487–500. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| I | IIa | IIb | III | |
|---|---|---|---|---|
| Down-milling | αen < αenc αsw ≤ αswc | αen < αenc αsw > αswc αen < 2αswc | αen < αenc αsw > αswc αen ≥ 2αswc | αen ≥ αenc αsw ≤ αswc |
| Up-milling | αen ≤ αenc αsw ≤ αswc | αen < αenc αsw > αswc αen < 2αswc | αen < αenc αsw > αswc αen ≥ 2αswc | αen ≥ αenc αsw ≤ αswc |
| I | IIa | IIb | III | |
|---|---|---|---|---|
| Down-milling | (ϑ1; 0) (ϑ3; 1) (ϑ4; 0) | (ϑ1; 0) (ϑ2; 1) (ϑ3; 1) (ϑ4; 0) | (ϑ1; 0) (ϑ2; 1) (ϑ3; 1) (ϑ4; 0) | (ϑ1; 0) (ϑ3; 1) (ϑM; 1) (ϑ4; 0) |
| Up-milling | (ϑ1; 0) (ϑ2; 1) (ϑ4; 0) | (ϑ1; 0) (ϑ2; 1) (ϑ3; 1) (ϑ4; 0) | (ϑ1; 0) (ϑ2; 1) (ϑ3; 1) (ϑ4; 0) | (ϑ1; 0) (ϑM; 1) (ϑ2; 1) (ϑ4; 0) |
| I | IIa | IIb | III | |
|---|---|---|---|---|
| No Overlap | (ϑ1; 0) (ϑ3; 1) (ϑ4; 0) | (ϑ1; 0) (ϑ2; 1) (ϑ3; 1) (ϑ4; 0) | (ϑ1; 0) (ϑ2; 1) (ϑ3; 1) (ϑ4; 0) | (ϑ1; 0) (ϑ3; 1) (ϑM; 1) (ϑ4; 0) |
| Low (L) | (ϑ1; 0) (ϑ3; 1) | (ϑ1; 0) (ϑ2; 1) (ϑ3; 1) | (ϑ1; 0) (ϑ2; 1) (ϑ3; 1) | (ϑ1; 0) (ϑ3; 1) (ϑM; 1) |
| Medium (M) | (ϑ1; 0) (ϑ3; 1) | (ϑ1; 0) (ϑp3; 1) (ϑp4; 0) if (18) | (ϑ1; 0) (ϑp3; 1) (ϑp4; 0) if (18) | (ϑ1; 0) (ϑ3; 1) |
| High (H) | (ϑ1; 0) (ϑp3; 1) | (ϑ1; 0) (ϑp3; 1) | n/a | (ϑ1; 0) (ϑp3; 1) |
| Deep medium (m) | n/a | n/a | (ϑ1; 0) (ϑ2; 1) if (20) (ϑp3; 1) (ϑp4; 0) if (19) | n/a |
| Deep high (h) | n/a | (ϑ1; 0) (ϑp3; 1) | (ϑ1; 0) (ϑp3; 1) | n/a |
| I | IIa | IIb | III | |
|---|---|---|---|---|
| No Overlap | (ϑ1; 0) (ϑ2; 1) (ϑ4; 0) | (ϑ1; 0) (ϑ2; 1) (ϑ3; 1) (ϑ4; 0) | (ϑ1; 0) (ϑ2; 1) (ϑ3; 1) (ϑ4; 0) | (ϑ1; 0) (ϑM; 1) (ϑ2; 1) (ϑ4; 0) |
| Low (L) | (ϑ2; 1) (ϑ4; 0) | (ϑ2; 1) (ϑ3; 1) (ϑ4; 0) | (ϑ2; 1) (ϑ3; 1) (ϑ4; 0) | (ϑM; 1) (ϑ2; 1) (ϑ4; 0) |
| Medium (M) | (ϑ2; 1) (ϑ4; 0) | (ϑf1; 1) if (18) (ϑf2; 1) (ϑ4; 0) | (ϑf1; 1) if (18) (ϑf2; 1) (ϑ4; 0) | (ϑ2; 1) (ϑ4; 0) |
| High (H) | (ϑf2; 1) (ϑ4; 0) | (ϑf2; 1) (ϑ4; 0) | n/a | (ϑ2; 1) (ϑ4; 0) |
| Deep medium (m) | n/a | n/a | (ϑf1; 1) if (19) (ϑf2; 1) (ϑ3; 1) if (21) (ϑ4; 0) | n/a |
| Deep high (h) | n/a | (ϑ1; 0) (ϑp3; 1) | (ϑ1; 0) (ϑp3; 1) | n/a |
| Endmill | Tool ID | D (mm) | N | αhel (deg) | Cutting Length (mm) | fz (mm/Flute) | Spindle Speed (rpm) |
|---|---|---|---|---|---|---|---|
| 202552 | 1 | 12 | 4 | 45 | 36 | 0.1 | 6366 |
| 202274 | 2 | 10 | 3 | 45 | 16 | 0.04 | 12,732 |
| Test | Type | Overlap | Strategy | Tool ID | ar (mm) | ap (mm) | Error (%) |
|---|---|---|---|---|---|---|---|
| 1 | I | No Overlap | Down | 1 | 2 | 3 | 4.2 |
| 2 | I | Low | Down | 1 | 3 | 4 | 3.3 |
| 3 | I | Medium | Down | 1 | 6 | 5 | 4.1 |
| 4 | I | Medium | Down | 1 | 6.5 | 5 | 1.9 |
| 5 | I | No Overlap | Up | 1 | 2 | 3 | 2.8 |
| 6 | I | Low | Up | 1 | 3 | 4 | 2.6 |
| 7 | I | Medium | Up | 1 | 6 | 5 | 0.1 |
| 8 | I | Medium | Up | 1 | 6.5 | 5 | 4.9 |
| 9 | I | No Overlap | Down | 2 | 2 | 3 | 3.9 |
| 10 | I | Low | Down | 2 | 3 | 5 | 2.1 |
| 11 | I | No Overlap | Up | 2 | 2 | 3 | 4.7 |
| 12 | I | Low | Up | 2 | 3 | 5 | 0.1 |
| 13 | IIa | No Overlap | Down | 1 | 1 | 5 | 5.2 |
| 14 | IIa | Low | Down | 1 | 1 | 7 | 6.8 |
| 15 | IIa | Medium | Down | 1 | 4 | 12.4 | 2.9 |
| 16 | IIa | No Overlap | Up | 1 | 1 | 5 | 4.2 |
| 17 | IIa | Low | Up | 1 | 1 | 7 | 9.8 |
| 18 | IIa | Medium | Up | 1 | 4 | 12.4 | 0.4 |
| 19 | IIb | No Overlap | Down | 1 | 0.6 | 5.5 | 13.7 |
| 20 | IIb | Low | Down | 1 | 1 | 8 | 17.1 |
| 21 | IIb | Medium | Down | 1 | 2.5 | 15 | 1.4 |
| 22 | IIb | Deep Medium | Down | 2 | 2 | 15 | 2.7 |
| 23 | IIb | No Overlap | Up | 1 | 0.5 | 5 | 9.5 |
| 24 | IIb | Low | Up | 1 | 1 | 8 | 14.1 |
| 25 | IIb | Medium | Up | 2 | 2 | 12 | 12.1 |
| 26 | IIb | Deep Medium | Up | 1 | 2 | 20 | 3.0 |
| 27 | III | No Overlap | Down | 2 | 6 | 1 | 25.3 |
| 28 | III | Low | Down | 2 | 8 | 4 | 6.3 |
| 29 | III | Medium | Down | 1 | 7.5 | 2.5 | 2.8 |
| 30 | III | No Overlap | Up | 2 | 6.5 | 1 | 18.5 |
| 31 | III | Low | Up | 2 | 7 | 2 | 11.0 |
| 32 | III | Medium | Up | 1 | 7.5 | 2.5 | 12.7 |
| 33 | I | Low | Down | 1 | 4 | 3 | 2.2 |
| 34 | IIb | Deep Medium | Down | 1 | 2 | 20 | 19.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grossi, N.; Morelli, L.; Venturini, G.; Scippa, A. Forces Shapes in 3-Axis End-Milling: Classification and Characteristic Equations. J. Manuf. Mater. Process. 2021, 5, 117. https://doi.org/10.3390/jmmp5040117
Grossi N, Morelli L, Venturini G, Scippa A. Forces Shapes in 3-Axis End-Milling: Classification and Characteristic Equations. Journal of Manufacturing and Materials Processing. 2021; 5(4):117. https://doi.org/10.3390/jmmp5040117
Chicago/Turabian StyleGrossi, Niccolò, Lorenzo Morelli, Giuseppe Venturini, and Antonio Scippa. 2021. "Forces Shapes in 3-Axis End-Milling: Classification and Characteristic Equations" Journal of Manufacturing and Materials Processing 5, no. 4: 117. https://doi.org/10.3390/jmmp5040117
APA StyleGrossi, N., Morelli, L., Venturini, G., & Scippa, A. (2021). Forces Shapes in 3-Axis End-Milling: Classification and Characteristic Equations. Journal of Manufacturing and Materials Processing, 5(4), 117. https://doi.org/10.3390/jmmp5040117