Abstract
It is known that 3D printing can facilitate greater design flexibility in the printing of custom shapes for packaging and construction applications using biomass–fungi composite materials. The feasibility of this new method was demonstrated by a preliminary experiment, the results of which were reported in a journal publication in 2020. As a follow-up, this paper reports on an experimental study on the relationship between the mixture composition (i.e., the psyllium husk powder content) and print quality using this new method. Four mixtures were prepared by varying the amounts of psyllium husk powder (in grams) added to 400 mL of water. The ratios (g/mL) of psyllium husk powder weight (wp) over volume of water (vw) for the mixtures were 0, 1:40, 2:40, and 3:40. Each mixture also contained 100 g of biomass–fungi material and 40 g of whole wheat flour. The print quality of the samples was evaluated based on the extrudability and shape stability. The results showed that mixtures without any psyllium husk powder were not extrudable. An increase in the ratio of psyllium husk powder to water from 1:40 to 2:40 resulted in improved print quality; however, when the psyllium husk powder to water ratio was increased to 3:40, the extrudability became worse. This phenomenon was explained by analyzing the rheological properties of the mixtures.
1. Introduction
Environmental sustainability is a major concern for the construction and packaging industries. The production of 1 ton of cement generates an average of 0.9 tons of CO2, resulting in approximately 5–7% of the global CO2 emissions [1]. Additionally, the packaging industry consumes 38% of the petroleum-based plastics produced globally [2]. It is estimated that with current production and waste-management trends, 12 billion metric tons of plastic waste will be in landfills by 2050 [3].
Sustainable materials such as biomass–fungi composite materials can help reduce the negative impacts of the construction and packaging industries [4,5,6,7]. In biomass–fungi composite materials, the biomass derived from agricultural waste (such as rice straw and corn stover) acts as the substrate and a nutrition source for the fungi. The fungi grow as a network of fine white filaments (hyphae), also known as the mycelium. This mycelium binds the biomass together. The mechanical properties of the mycelium are similar to materials such as wood and cork [8]. This is understandable, since fungi are a natural source of structural polymers such as chitin, which are present in the mycelium [9,10].
The advantages of biomass–fungi composite materials include their low cost (estimated cost for raw materials: 0.07–0.17 kg/m3 [9]), biodegradability, and low environmental impacts [11,12,13]. These materials have found applications in the automotive and construction industries (e.g., as sound absorption panels and wall panels [14]), the furniture industry, and the packaging industry [5,15]. The production of these parts involves molding-based manufacturing methods [5] that are expensive at low production scales. As such, 3D printing is more economical for producing parts with customized and complex shapes in small quantities than molding-based manufacturing methods. Furthermore, 3D printing can facilitate the fabrication of geometrically complex structures such as sandwich and topology-optimized structures [16,17,18,19].
There are many studies on biomass–fungi composite materials. Jones et al. [9] presented a critical review of biomass–fungi composite materials as construction materials. Haneef et al. [13] showed that the mechanical properties of mycelia were associated with the nutrition source for the fungi. Appels et al. [20] reported that factors such as the types of nutrition source, fungal species, and processing (no pressing, cold pressing, heat pressing) affected the physical properties (such as the morphology, density, tensile strength) of the composite. Environmental factors such as the light conditions and CO2 concentration also impact the fungal density [8]. Attias et al. [7] highlighted the need to develop sustainable production methods for these materials that avoid using plastic molds [7]. Soh et al. [21] developed an extrudable composition for mycelium composites that was tested using a syringe.
Various composites have been printed using the material-extrusion-based 3D printing process [22,23]. Recently, the authors reported their first study on the 3D printing (using material extrusion) of biomass–fungi composites in a journal publication [24]. The study demonstrated the feasibility of the 3D-printing-based method by showing that a printable mixture could be prepared from a biomass–fungi material and that fungi could survive the printing process and grow in the printed sample [24]. This paper reports on a follow-up study to determine the effects of the mixture composition, specifically psyllium husk powder, on the printing quality, as well as the rheological properties of the prepared mixtures. Psyllium husk powder, derived from the seed husk or leaves of the plants of the Plantago genus [25], is a source of psyllium polysaccharides that exhibits gelation properties in aqueous solutions [25,26]. It possesses many advantages, such as favorable viscoelastic properties, low cost, biodegradability, and availability [25,26,27]. While researchers have studied psyllium husk–gelatin blends for bioprinting [25], the role of psyllium in the 3D printing of biomass–fungi composites remains a knowledge gap. This study will reveal the effects of psyllium husk powder on the print quality and rheological properties of biomass–fungi mixtures for material-extrusion-based 3D printing processes. Furthermore, the methodology developed to characterize the print quality and its relationship with the mixture rheology could be extended to the development of new mixtures for extrusion-based 3D printing processes.
2. Materials and Methods
2.1. Biomass–Fungi Material
The biomass–fungi material (its commercial name is “Grow-It-Yourself”) was procured from Ecovative Design, NY. Before the biomass–fungi material was shipped to the authors, it underwent three steps in the factory. First, the biomass material was pasteurized to eliminate harmful microorganisms. Second, the pasteurized biomass material was inoculated with the fungi (belonging to the Basidiomycete group). Thereafter, the fungi colonized the biomass material. Lastly, this biomass–fungi material was dehydrated before being packed. This as-received material was in polypropylene filter patch bags with a filter (1.5 inch square filter with a pore size of 0.2 µm) as part of the bag to facilitate fungi growth. Each bag contained 400 g of the material, as shown in Figure 1. This as-received material was converted into a biomass–fungi mixture that can be 3D-printed by using the material extrusion process. It is noted that the fungi used in this study were no longer alive in the final products, because the last stage of the 3D printing based manufacturing method for biomass–fungi material is drying; during drying, all fungi are killed. Additional details about this material and 3D printing process can be found in a prior publication [24].
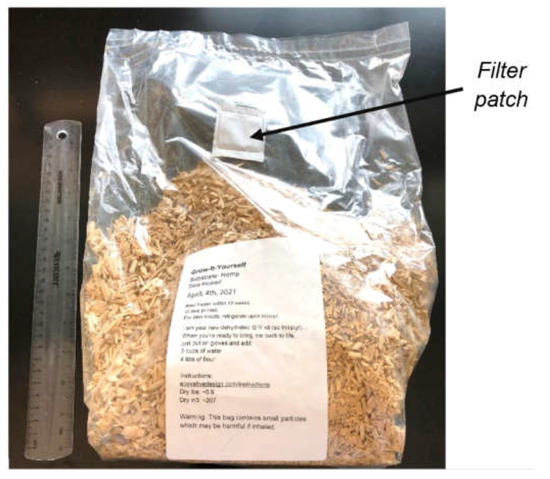
Figure 1.
As-received biomass–fungi material in a filter patch bag.
2.2. Experimental Procedure
The experimental procedure is shown in Figure 2. First, the biomass–fungi mixtures were prepared. Thereafter, samples were 3D-printed using these mixtures. Next, the print quality was evaluated based on the extrudability and shape stability. Finally, the rheological properties of the biomass–fungi mixtures were characterized.
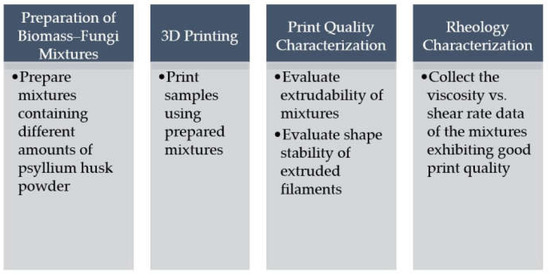
Figure 2.
Experimental procedure.
2.3. Preparation of Biomass–Fungi Mixtures
The preparation of the biomass–fungi mixtures comprised two stages.
- In stage 1, the as-received biomass–fungi material underwent primary colonization. A wheat flour solution was prepared in a beaker by mixing 32 g of wheat flour and 700 mL of water. The mixing was performed manually using a spoon. Thereafter, this solution was poured into the filter patch bag containing the biomass–fungi material. The filter patch bag containing the combination was shaken vigorously by hand for one minute. After this, the filter patch bag was kept in a bucket away from sunlight at a temperature of 23 °C for 3–5 days. This stage created a foam-like, dense, primary-colonized, biomass–fungi composite material (see Figure 3a).
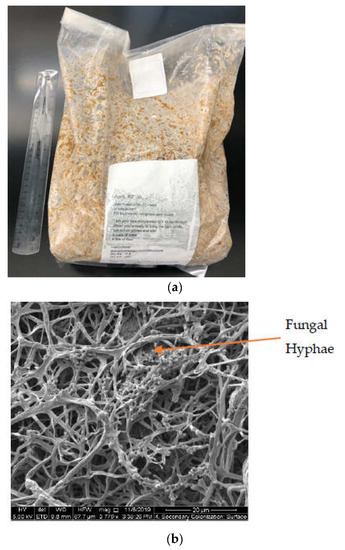 Figure 3. Biomass–fungi material after primary colonization: (a) primary colonized material in filter patch bag; (b) scanning electron microscopy (SEM) image of the surface of a sample after colonization. Scale bar is 20 µm.
Figure 3. Biomass–fungi material after primary colonization: (a) primary colonized material in filter patch bag; (b) scanning electron microscopy (SEM) image of the surface of a sample after colonization. Scale bar is 20 µm. - In stage 2, the primary colonized biomass–fungi material was mixed using a commercial benchtop mixer (NutriBullet PRO, Nutribullet). The mixing process was performed in two batches. For each batch, 50 g of the primary colonized material (as shown in Figure 3) was broken off by hand into small chunks. These chunks, along with 200 mL of water (at room temperature) and 20 g of wheat flour, were then mixed in the mixer for 15 s. The mixture container was manually shaken after every 5 s to ensure uniform contact of the mixer blade with the material during the mixing process. Psyllium husk powder (procured from NOW Supplements, USA) was used as an additive to aid printability. After mixing, the primary colonized material, psyllium husk powder, was added into the mixture and mixed manually using a spoon. This mixing process transformed the dense, foam-like primary colonized material into a printable paste-like mixture. Biomass–fungi mixtures with four different compositions were prepared as shown in Table 1.
 Table 1. Mixture compositions.
Table 1. Mixture compositions.
To avoid any microbial contamination, the apparatus (such as the 3D printer and beakers) was regularly cleaned with 70 percent ethyl alcohol solution.
2.4. 3D Printing
The printer used in this study was a Delta WASP 2040 (Figure 4a) material extrusion 3D printer, which was purchased from Spectrum Scientific (Philadelphia, PA, USA). Material extrusion is defined as a “process in which material is selectively dispensed through a nozzle or orifice” [28]. This printer had a cylindroconical build volume, the cylindrical section of which had a diameter of 20 cm and a height of 40 cm. The conical section was situated on top of the cylindrical section with a base diameter of 20 cm and a height of 30 cm. The printer had a material storage container and an extruder assembly. The mixture used for printing was stored in the material storage container before extrusion and pushed to the extruder assembly using a pneumatically operated piston. The extruder assembly comprised a screw extruder and a casing (Figure 4b). The casing surrounding the screw extruder had a 6 mm nozzle with a square cross-section. Ultimaker Cura software (15.04.2) was used to generate the G-code file used to print the samples.
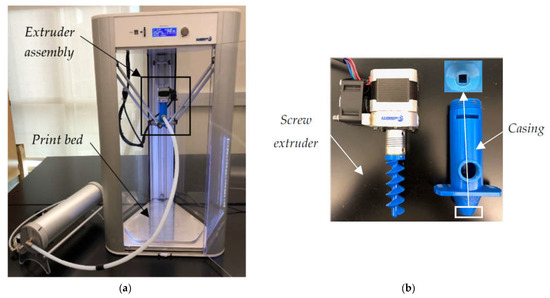
Figure 4.
Material-extrusion 3D printer: (a) Delta WASP 2040 printer; (b) extruder assembly, including screw extruder and casing with a square cross-section measuring 6 × 6 mm.
The print speed was kept constant at 30 mm/s for all experiments. The print speed refers to the speed at which the extruder moves across the print bed (in the X-Y plane) while depositing the material during 3D printing.
2.5. Print Quality Characterization
In this study, the print quality was assessed using two parameters: extrudability and shape stability. Extrudability is defined as the capacity of the mixture to pass through the nozzle of the 3D printer [29], which is characterized using two criteria: first, whether the material can be extruded without visible tearing in the extruded filament; second, whether the extruded filament exhibits dimensional consistency. Dimensional consistency was measured by the variation in filament width in the printed sample. A sample was designated to have good dimensional consistency if no more than ±5% variation (from the mean) was observed through the length of the filament [30]. To measure extrudability, two square samples (S1 and S2) were printed. Each sample consisted of four filaments (L1 through L4) with a length of 10 cm each (see Figure 5). Five measurements (width and height) were taken uniformly over the length of each filament.
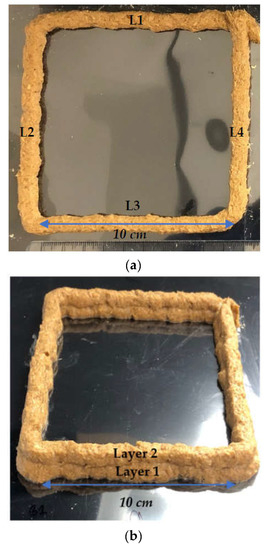
Figure 5.
Printed samples used for assessing print quality: (a) extrudability sample; (b) shape stability sample.
In addition to extrudability, the deposited filaments must also possess sufficient strength to support the successive layers during the printing process. The deposited layer is subjected to deformation from three sources: (i) self-weight; (ii) weight of the subsequent layers deposited on top of it; (iii) extrusion pressure [30]. In this study, shape stability refers to the ability of the extruded filaments to resist deformations. (This concept was used by other researchers. For example, Kazemian et al. [30] used shape stability to refer to the ability of the concrete material to resist deformation during layer-wise construction [30]). To quantify the shape stability, two square samples (S3 and S4) containing two layers (10 cm long) were printed. The initial height of layer 1 right after deposition was recorded from samples S1 and S2. For samples S3 and S4, the height of layer 1 was recorded 20 min after the deposition of layer 2 (see Figure 5). The mixture was characterized to have good shape stability if the average height of layer 1 after deposition of layer 2 was within ±5% of the initial height. The filament width and height were measured using a digital caliper (Mitutoyo, CD-8 ASX; Accuracy: ±0.03 mm).
2.6. Rheological Characterization
The rheological characterization of the biomass–fungi mixtures was conducted using a TA Instruments DHR-2 rheometer. The gap between the base Peltier plate and the flat plate (8 mm in diameter) was 500 µm (see Figure 6). The shear rate was changed from 0.01 to 2000 s-1. The shear thinning behavior of the mixtures was characterized by plotting a viscosity vs. shear rate curve. The shear elastic modulus (G′), shear loss modulus (G″), and loss tangent (i.e., tan(δ)) were also measured, where δ is the phase angle of the material. The loss tangent (tan(δ)) is the ratio of the shear loss modulus (G″) to the shear elastic modulus (G′), as shown in Equation (1). This ratio determines the liquid-like or solid-like nature of a mixture [25,31]. Mixtures behaving in the same manner as solids would fail to extrude through the printer nozzle. Alternately, mixtures exhibiting dominant liquid characteristics would not be printable for multiple layers, as the extruded layers would collapse as soon as the second layer was printed on top of them.
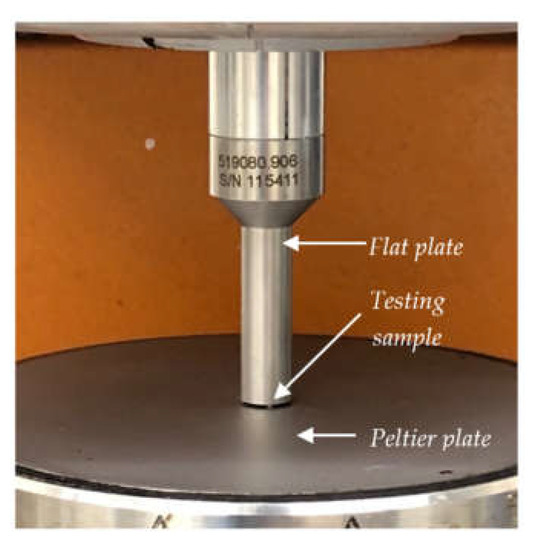
Figure 6.
Apparatus used for rheological characterization.
Frequency sweep testing ranging from 0.1 to 100 rad/s was used for the measurement of these moduli and loss tangent parameters. All measurements were conducted at 25 °C. At least five test runs were performed to characterize the rheological properties of each mixture (for each composition). In this paper, the average of the five test runs is reported for each mixture.
3. Results and Discussion
3.1. Effects of Psyllium Husk Powder Content on Extrudability
Mixture A (without any psyllium husk powder) was not extrudable. As shown in Figure 7a, the piston in the material container pushed the water out of the biomass–fungi mixture. This water was deposited on the print bed. The non-printable biomass–fungi mixture was left as a dry puck in the material storage container, as shown in Figure 7b.
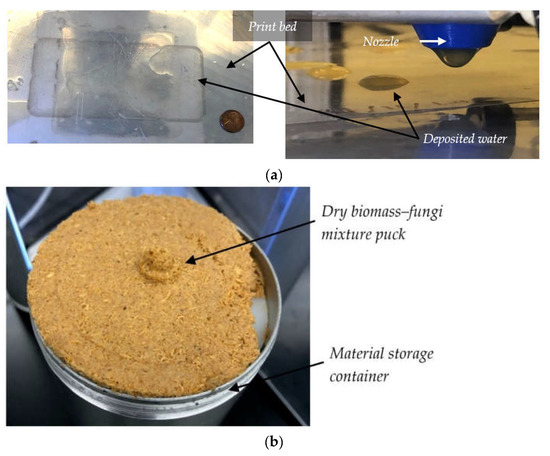
Figure 7.
Printing results for mixture A: (a) only water from the biomass–fungi mixture was deposited during the printing process; (b) non-extrudable, dry biomass–fungi mixture puck left behind.
Figure 8 shows the printed samples using mixture B (wp/vw = 1:40), mixture C (wp/vw = 2:40), and mixture D (wp/vw = 3:40). The extruded filaments of mixtures B and C, as shown in Figure 8a,b, did not show tearing. The average filament width was 9.57 mm for mixture B, while this was 8.68 mm for mixture C. Filaments from both mixtures exhibited good dimensional consistency as well. The average variations in filament width were 1.87% for mixture B and 2.5% for mixture C. These variations were within the ±5% variation range defined for good extrudability. The detailed data for the width measurements of samples S1 and S2 are shown in Table 2.
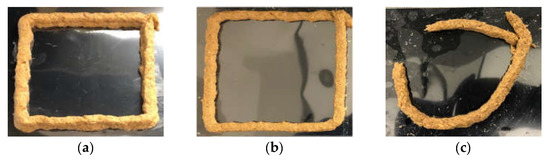
Figure 8.
Printed samples using three mixtures with different levels of psyllium husk powder: (a) mixture B (wp/vw = 1:40); (b) mixture C (wp/vw = 2:40); (c) mixture D (wp/vw = 3:40).
Table 2.
Filament width data for samples S1 and S2 printed using Mixtures B and C.
3.2. Effects of Psyllium Husk Powder Content on Shape Stability
Figure 9 shows height data for layer 1 after depositing layer 2 for samples printed using mixtures B and C. The error bars indicate the standard deviation of the respective samples in Figure 9. The reductions in height for layer 1 were 11% for the samples printed using mixture B and 5% for the samples printed using mixture C. Samples printed using mixture C showed much better shape stability than samples printed using mixture B.
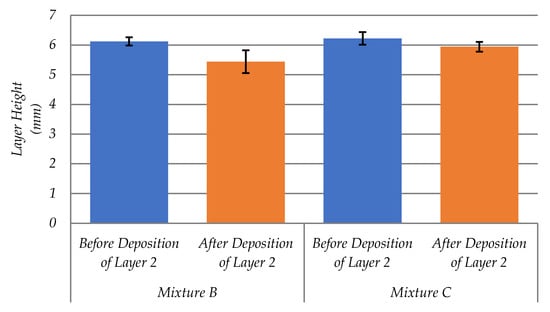
Figure 9.
Height changes in layer 1 after depositing layer 2.
To summarize, mixtures A and D performed poorly in the extrudability test; therefore, they did not present shape stability data. Mixture C exhibited the best print quality in terms of both extrudability and shape stability. Mixture B displayed good extrudability, although its shape stability was not as good as mixture C.
3.3. Effects of Psyllium Husk Powder Content on Rheological Properties
Figure 10 shows viscosity versus shear rate plots for all the mixtures. These plots show that the mixtures had shear thinning behavior. Shear thinning refers to the behavior of non-Newtonian fluids, whose viscosity decreases with increasing shear rate. For mixtures A, B, and C, increasing their psyllium husk powder content led to a reduction in the viscosity of the mixtures. Not much difference was observed in the viscosity of mixtures C and D.
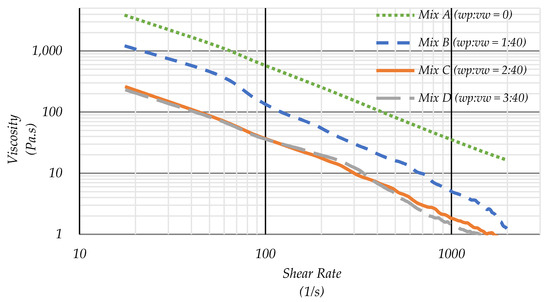
Figure 10.
Effects of psyllium husk powder content on the rheological behavior of the biomass–fungi mixtures.
As the psyllium husk powder content was increased, the elastic modulus of the biomass–fungi mixtures was reduced for mixtures A, B, and C (see Figure 11). Further addition of psyllium husk powder resulted in a 37% average increase of G′ for mixture D as compared to Mixture C.
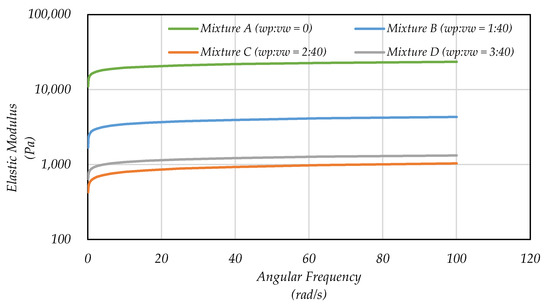
Figure 11.
Relationships between elastic modulus (G′) and angular frequency for four biomass–fungi mixtures.
The shear loss modulus (G″) represents the viscous nature of a mixture. An increase in the psyllium husk powder content in the mixtures resulted in decreased G″ for mixtures A, B, and C (see Figure 12). Mixture D showed a loss modulus similar to that of mixture C This was expected, since mixtures C and D had similar viscosity characteristics, as shown in Figure 10.
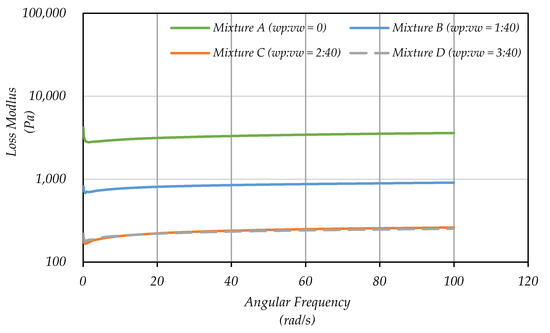
Figure 12.
Relationships between the loss modulus (G″) and angular frequency for four biomass–fungi mixtures.
Loss tangent tan(δ) values less than 1 are related to solid-like properties, while values greater than unity are associated with liquid-like properties. Increasing the psyllium husk powder content increased the loss tangent tan(δ), with values of 0.19, 0.26, and 0.28 for mixtures A, B and C, respectively (see Figure 13); therefore, as more psyllium husk powder was added, the mixture went from being non-extrudable (mixture A) to printable (mixture C). Further addition of psyllium husk powder resulted in a reduction of the tan(δ) value to 0.23, which represented the increased solid-like behavior of mixture D as compared with mixtures B and C. This led to the observation of tearing in the extruded filament for mixture D. While mixture D was extrudable, mixture A was not. This could be attributed to the fact that mixture D had a higher tan(δ) value (0.23) than mixture A (0.19).
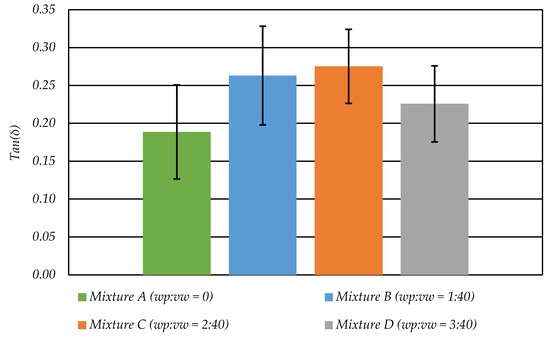
Figure 13.
Loss tangent values for the mixtures.
4. Concluding Remarks
This paper has reported on an experimental study of 3D printing of a new class of sustainable materials for applications in the construction and packaging industries. Specifically, the study was focused on the effects of the mixture composition (the content of psyllium husk powder) on the print quality and rheological behavior. The main conclusions are as follows:
- The mixture containing no psyllium husk powder could not be extruded;
- Mixtures containing wp/vw ratios of 1:40 and 2:40 exhibited good extrudability (i.e., deposited filaments showed no tearing);
- The mixture containing wp/vw = 2:40 was the only mixture that met the shape stability criteria for print quality;
- When the wp/vw ratio was increased to 3:40, the mixture did not show good extrudability (printed filaments were not continuous). This performance was reflected in the increase in solid-like behavior of the mixture as observed in the loss tangent, i.e., tan(δ) data;
- Mixture B (wp/vw = 1:40) showed higher viscosity than mixture C (wp/vw = 2:40). Both mixtures showed shear thinning behavior.
Future studies will include SEM characterization of the biomass–fungi mixtures and printed samples. Furthermore, the effects of elapsed time after mixture preparation on mixtures’ rheology and printability will also be analyzed.
Author Contributions
Methodology, A.B., A.M.R. and X.W.; investigation, A.B., A.M.R. and D.T.; writing—original draft preparation, A.B.; writing—review and editing, A.B., Z.P., A.M.R., X.W., D.T., N.Z. and M.L. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
The authors confirm that the data to support the findings of this study are available within the article or upon request to the corresponding author.
Acknowledgments
Use of the Texas A&M University Soft Matter Facility are acknowledged.
Conflicts of Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
References
- Cornell University Media Relations Office. Bill Gates Shines Spotlight on Carbon-Emitting Cement and Need for Something New. 2021. Available online: https://news.cornell.edu/media-relations/tip-sheets/bill-gates-shines-spotlight-carbon-emitting-cement-and-need-something (accessed on 24 March 2021).
- Rabnawaz, M.; Wyman, I.; Auras, R.; Cheng, S. A Roadmap towards Green Packaging: The Current Status and Future Outlook for Polyesters in the Packaging Industry. Green Chem. 2017, 19, 4737–4753. [Google Scholar] [CrossRef]
- Geyer, R.; Jambeck, J.R.; Law, K.L. Production, Use, and Fate of All Plastics Ever Made. Sci. Adv. 2017, 3, 25–29. [Google Scholar] [CrossRef] [Green Version]
- Grimm, D.; Wösten, H.A.B. Mushroom Cultivation in the Circular Economy. Appl. Microbiol. Biotechnol. 2018, 102, 7795–7803. [Google Scholar] [CrossRef] [Green Version]
- Holt, G.; McIntyre, G.; Flagg, D.; Bayer, E.; Wanjura, J.; Pelletier, M. Fungal Mycelium and Cotton Plant Materials in the Manufacture of Biodegradable Molded Packaging Material: Evaluation Study of Select Blends of Cotton Byproducts. J. Biobased Mater. Bioenergy 2012, 6, 431–439. [Google Scholar] [CrossRef]
- Van Hook, S. SBIR Phase I: Using Mycelium as A Matrix For Binding Natural Fibers and Core Filler Materials in Sustainable Composites. Award Abstr. Number 1045849 [Online]. 2010. Available online: https://www.nsf.gov/awardsearch/showAward?AWD_ID=1045849 (accessed on 12 January 2021).
- Attias, N.; Danai, O.; Abitbol, T.; Tarazi, E.; Ezov, N.; Pereman, I.; Grobman, Y.J. Mycelium Bio-Composites in Industrial Design and Architecture: Comparative Review and Experimental Analysis. J. Clean. Prod. 2020, 246, 119037. [Google Scholar] [CrossRef]
- Appels, F.V.W.; Dijksterhuis, J.; Lukasiewicz, C.E.; Jansen, K.M.B.; Wösten, H.A.B.; Krijgsheld, P. Hydrophobin Gene Deletion and Environmental Growth Conditions Impact Mechanical Properties of Mycelium by Affecting the Density of the Material. Sci. Rep. 2018, 8, 4703. [Google Scholar] [CrossRef]
- Jones, M.; Mautner, A.; Luenco, S.; Bismarck, A.; John, S. Engineered Mycelium Composite Construction Materials from Fungal Biorefineries: A Critical Review. Mater. Des. 2020, 187, 108397. [Google Scholar] [CrossRef]
- Wessels, J.G.H.; Mol, P.C.; Sietsma, J.H.; Vermeulen, C.A. Wall Structure, Wall Growth, and Fungal Cell Morphogenesis BT-Biochemistry of Cell Walls and Membranes in Fungi; Kuhn, P.J., Trinci, A.P.J., Jung, M.J., Goosey, M.W., Copping, L.G., Eds.; Springer: Berlin/Heidelberg, Germany, 1990; pp. 81–95. [Google Scholar]
- Abhijith, R.; Ashok, A.; Rejeesh, C.R. Sustainable Packaging Applications from Mycelium to Substitute Polystyrene: A Review. Mater. Today Proc. 2018, 5, 2139–2145. [Google Scholar] [CrossRef]
- Arifin, Y.H.; Yusuf, Y. Mycelium Fibers as New Resource For Environmental Sustainability. Procedia Eng. 2013, 53, 504–508. [Google Scholar] [CrossRef] [Green Version]
- Haneef, M.; Ceseracciu, L.; Canale, C.; Bayer, I.S.; Heredia, J.A. Advanced Materials From Fungal Mycelium: Fabrication and Tuning of Physical Properties. Sci. Rep. 2017, 7, 41292. [Google Scholar] [CrossRef]
- Pelletier, M.G.; Holt, G.A.; Wanjura, J.D.; Bayer, E.; Mcintyre, G. An Evaluation Study of Mycelium Based Acoustic Absorbers Grown on Agricultural By-Product Substrates. Ind. Crop. Prod. 2013, 51, 480–485. [Google Scholar] [CrossRef]
- NSF News Release 10-126, 2010, Latest ‘Green’ Packing Material? Mushrooms! [Online]. Available online: https://www.nsf.gov/news/news_summ.jsp?cntn_id=117385 (accessed on 1 April 2021).
- Goh, G.D.; Neo, S.J.C.; Dikshit, V.; Yeong, W.Y. Quasi-Static Indentation and Sound-Absorbing Properties of 3D Printed Sandwich Core Panels. J. Sandw. Struct. Mater. 2021, 10996362211037015. [Google Scholar] [CrossRef]
- Hou, Z.; Tian, X.; Zhang, J.; Li, D. 3D Printed Continuous Fibre Reinforced Composite Corrugated Structure. Compos. Struct. 2018, 184, 1005–1010. [Google Scholar] [CrossRef]
- Goh, G.D.; Toh, W.; Yap, Y.L.; Ng, T.Y.; Yeong, W.Y. Additively Manufactured Continuous Carbon Fiber-Reinforced Thermoplastic for Topology Optimized Unmanned Aerial Vehicle Structures. Compos. Part B Eng. 2021, 216, 108840. [Google Scholar] [CrossRef]
- Al-Ketan, O.; Rowshan, R.; Abu Al-Rub, R.K. Topology-Mechanical Property Relationship of 3D Printed Strut, Skeletal, and Sheet Based Periodic Metallic Cellular Materials. Addit. Manuf. 2018, 19, 167–183. [Google Scholar] [CrossRef]
- Appels, F.V.W.; Camere, S.; Montalti, M.; Karana, E.; Jansen, K.M.B.; Dijksterhuis, J.; Krijgsheld, P.; Wösten, H.A.B. Fabrication Factors Influencing Mechanical, Moisture- and Water-Related Properties of Mycelium-Based Composites. Mater. Des. 2019, 161, 64–71. [Google Scholar] [CrossRef]
- Soh, E.; Yong, Z.; Saeidi, N.; Javadian, A.; Hebel, D.; Le, H. Development of an Extrudable Paste to Build Mycelium-Bound Composites. Mater. Des. 2020, 195, 109058. [Google Scholar] [CrossRef]
- Yeong, W.Y.; Goh, G.D. 3D Printing of Carbon Fiber Composite: The Future of Composite Industry? Matter 2020, 2, 1361–1363. [Google Scholar] [CrossRef]
- Cisneros-López, E.O.; Pal, A.K.; Rodriguez, A.U.; Wu, F.; Misra, M.; Mielewski, D.F.; Kiziltas, A.; Mohanty, A.K. Recycled Poly(Lactic Acid)–Based 3D Printed Sustainable Biocomposites: A Comparative Study with Injection Molding. Mater. Today Sustain. 2020, 7–8, 100027. [Google Scholar] [CrossRef]
- Bhardwaj, A.; Vasselli, J.; Lucht, M.; Pei, Z.; Shaw, B.; Grasley, Z.; Wei, X.; Zou, N. 3d Printing of Biomass-Fungi Composite Material: A Preliminary Study. Manuf. Lett. 2020, 24, 96–99. [Google Scholar] [CrossRef]
- Agarwal, P.S.; Poddar, S.; Varshney, N.; Sahi, A.K.; Vajanthri, K.Y.; Yadav, K.; Parmar, A.S.; Mahto, S.K. Printability Assessment of Psyllium Husk (Isabgol)/ Gelatin Blends Using Rheological and Mechanical Properties. J. Biomater. Appl. 2020, 35, 1132–1142. [Google Scholar] [CrossRef]
- Farahnaky, A.; Askari, H.; Majzoobi, M.; Mesbahi, G. The Impact of Concentration, Temperature and PH on Dynamic Rheology of Psyllium Gels. J. Food Eng. 2010, 100, 294–301. [Google Scholar] [CrossRef]
- Hussain, M.A.; Muhammad, G.; Jantan, I.; Bukhari, S.N.A. Psyllium Arabinoxylan: A Versatile Biomaterial for Potential Medicinal and Pharmaceutical Applications. Polym. Rev. 2016, 56, 1–30. [Google Scholar] [CrossRef]
- ISO/ASTM52900-15. Standard Terminology for Additive Manufacturing—General Principles—Terminology; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar] [CrossRef]
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Gibb, A.G.F.; Thorpe, T. Mix Design and Fresh Properties for High-Performance Printing Concrete. Mater. Struct. 2012, 45, 1221–1232. [Google Scholar] [CrossRef] [Green Version]
- Kazemian, A.; Yuan, X.; Cochran, E.; Khoshnevis, B. Cementitious Materials for Construction-Scale 3D Printing: Laboratory Testing of Fresh Printing Mixture. Constr. Build. Mater. 2017, 145, 639–647. [Google Scholar] [CrossRef]
- Gao, T.; Gillispie, G.J.; Copus, J.S.; Pr, A.K.; Seol, Y.; Atala, A.; Yoo, J.J.; Lee, S.J. Optimization of Gelatin—Alginate Composite Bioink Printability Using Rheological Parameters: A Systematic Approach. Biofabrication 2018, 10, 034106. [Google Scholar] [CrossRef]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).