
Evaluation of Maraging Steel Produced Using Hybrid Additive/Subtractive Manufacturing

 ,
,  , ,
, , 
Abstract
:1. Introduction
2. Experimental Procedure
3. Results and Data Analysis
3.1. Surface Quality
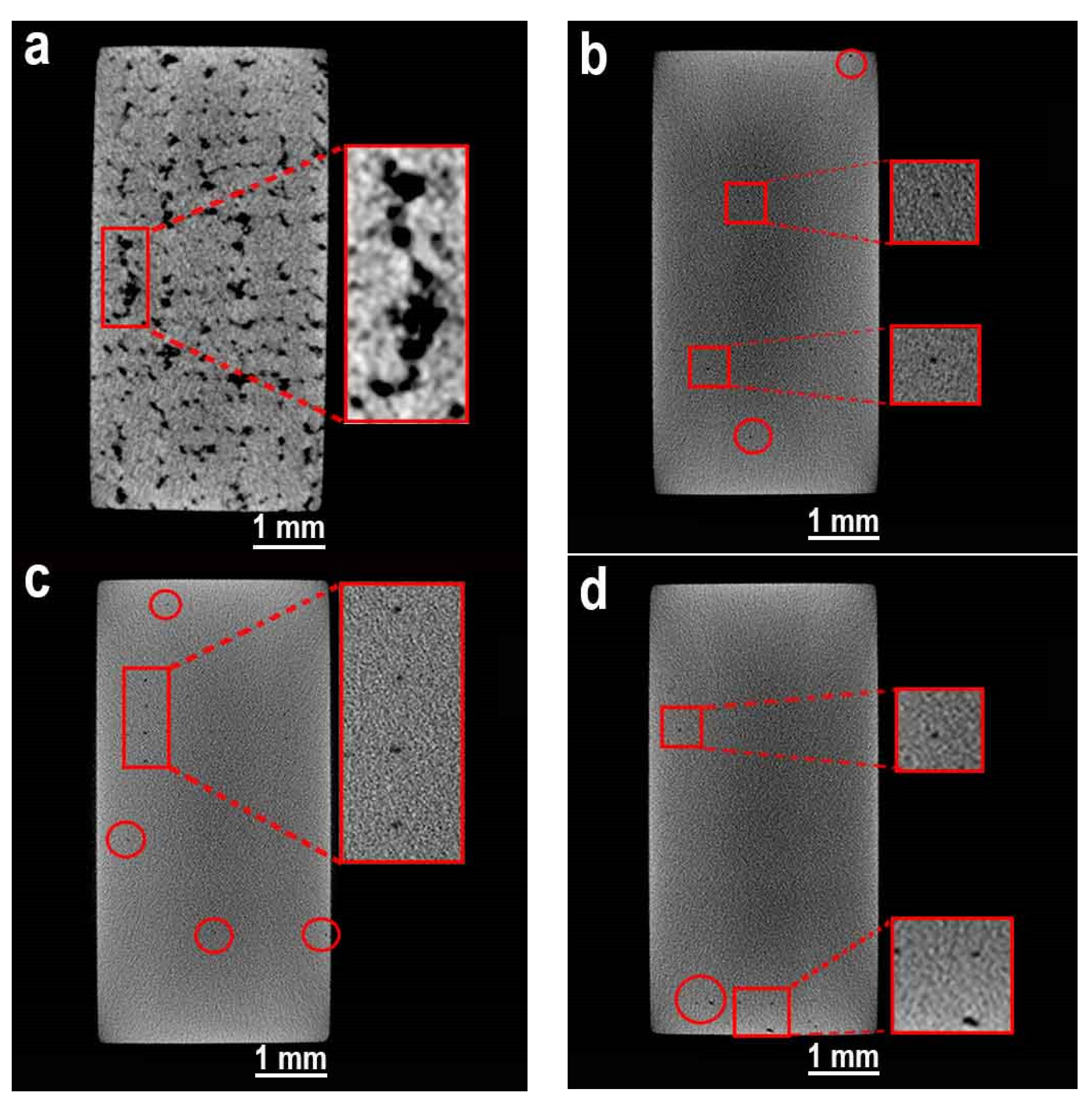
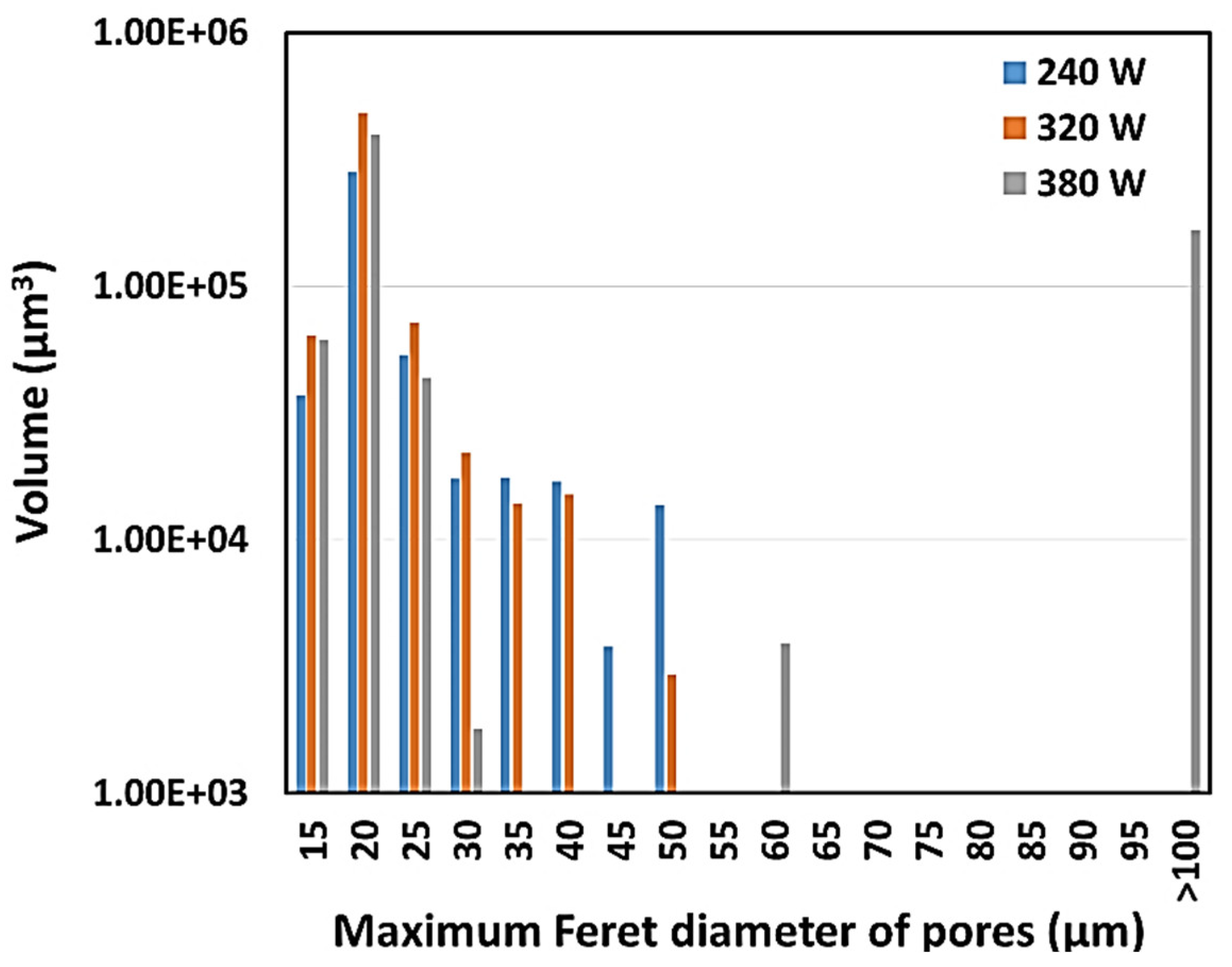
3.2. Porosity and Density Characteristics
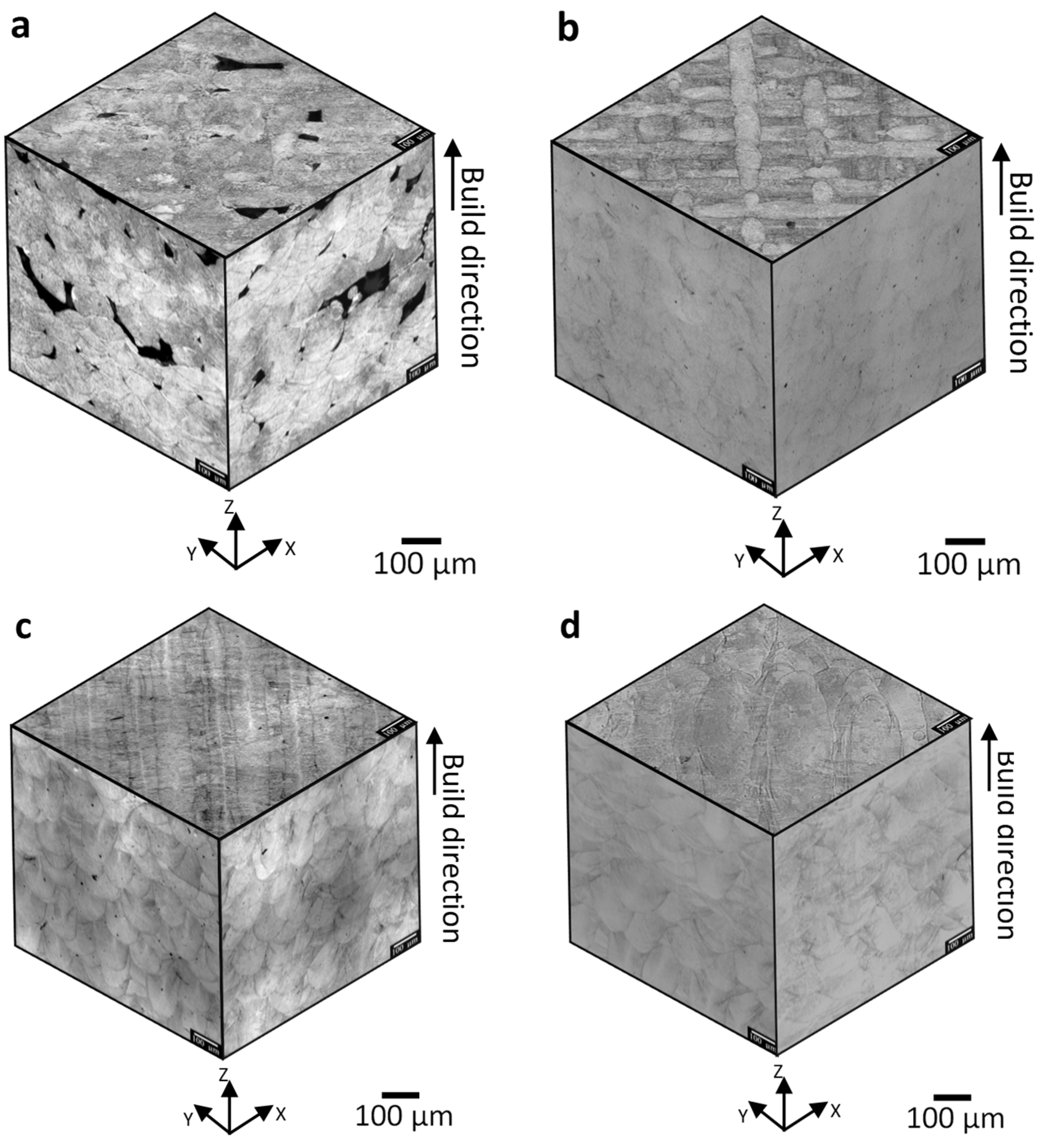
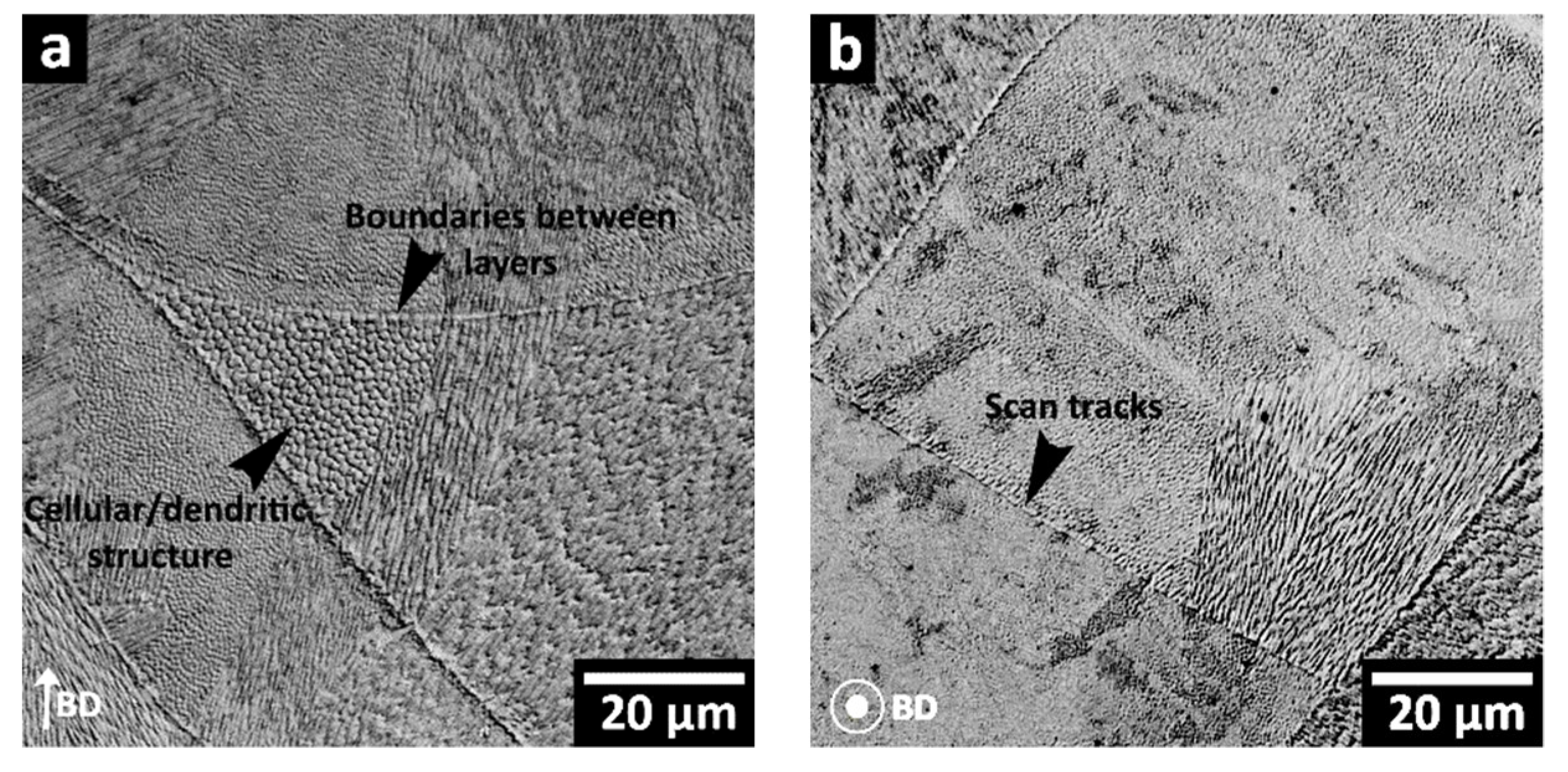
3.3. Macro/Microstructures
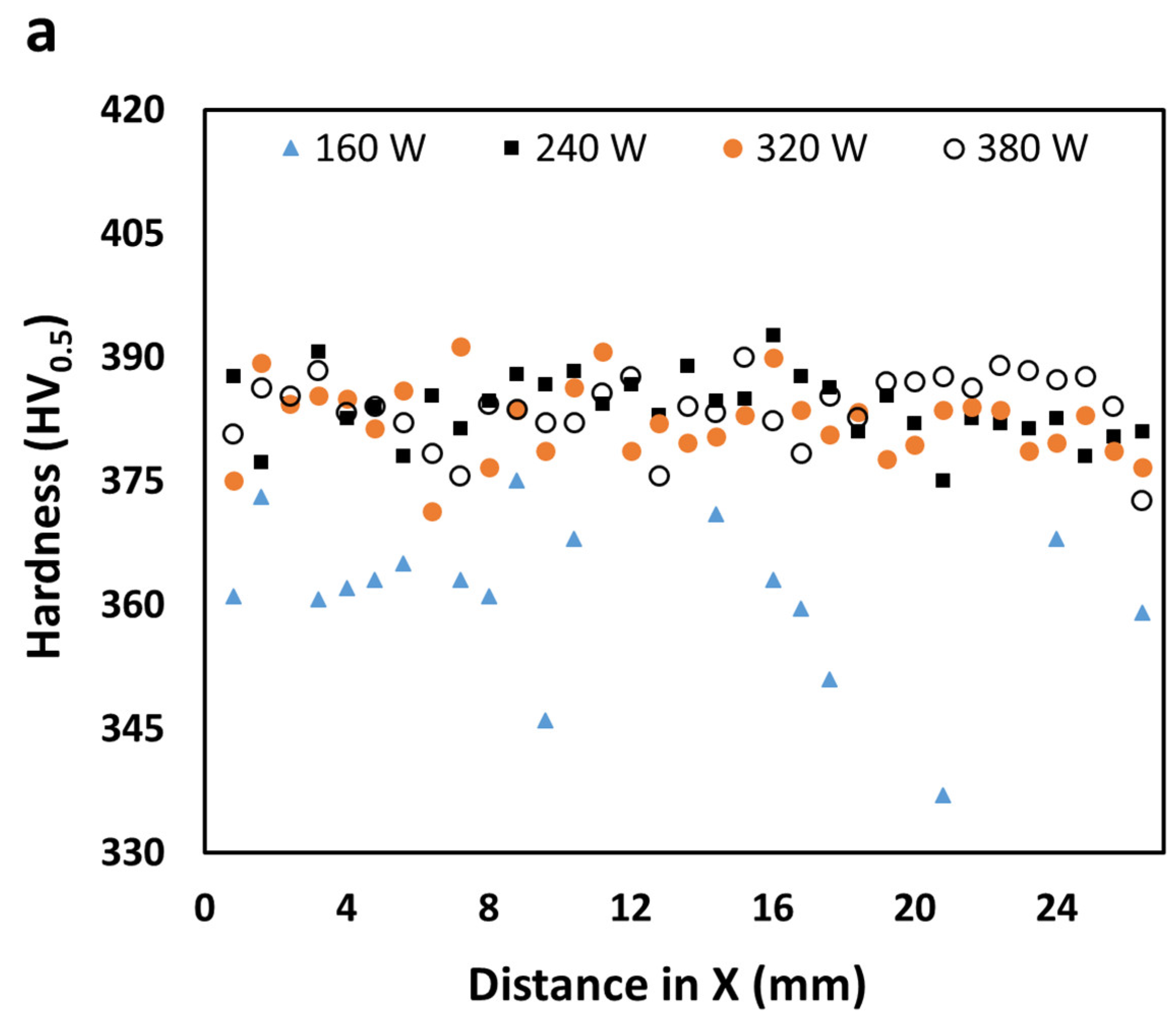
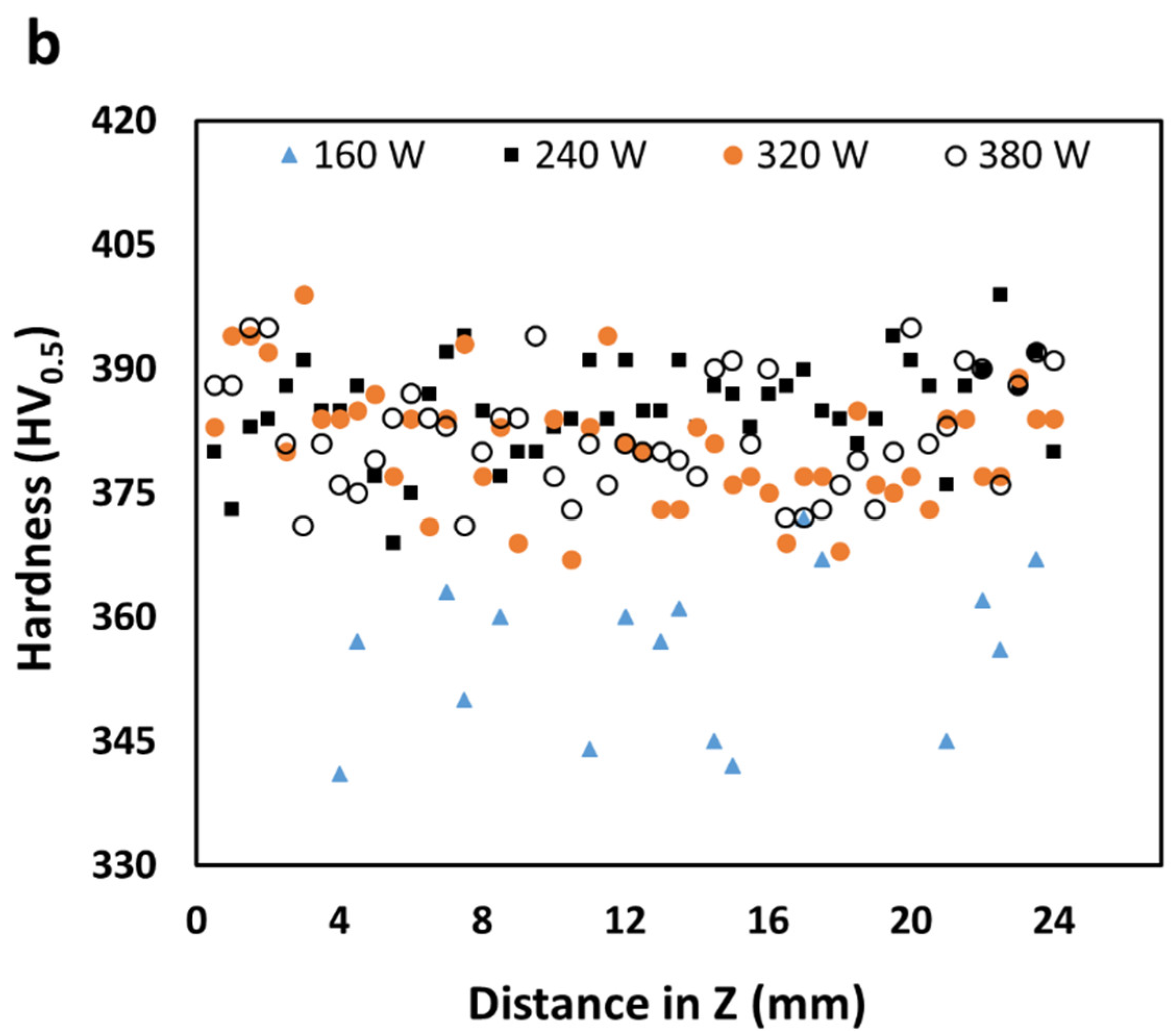
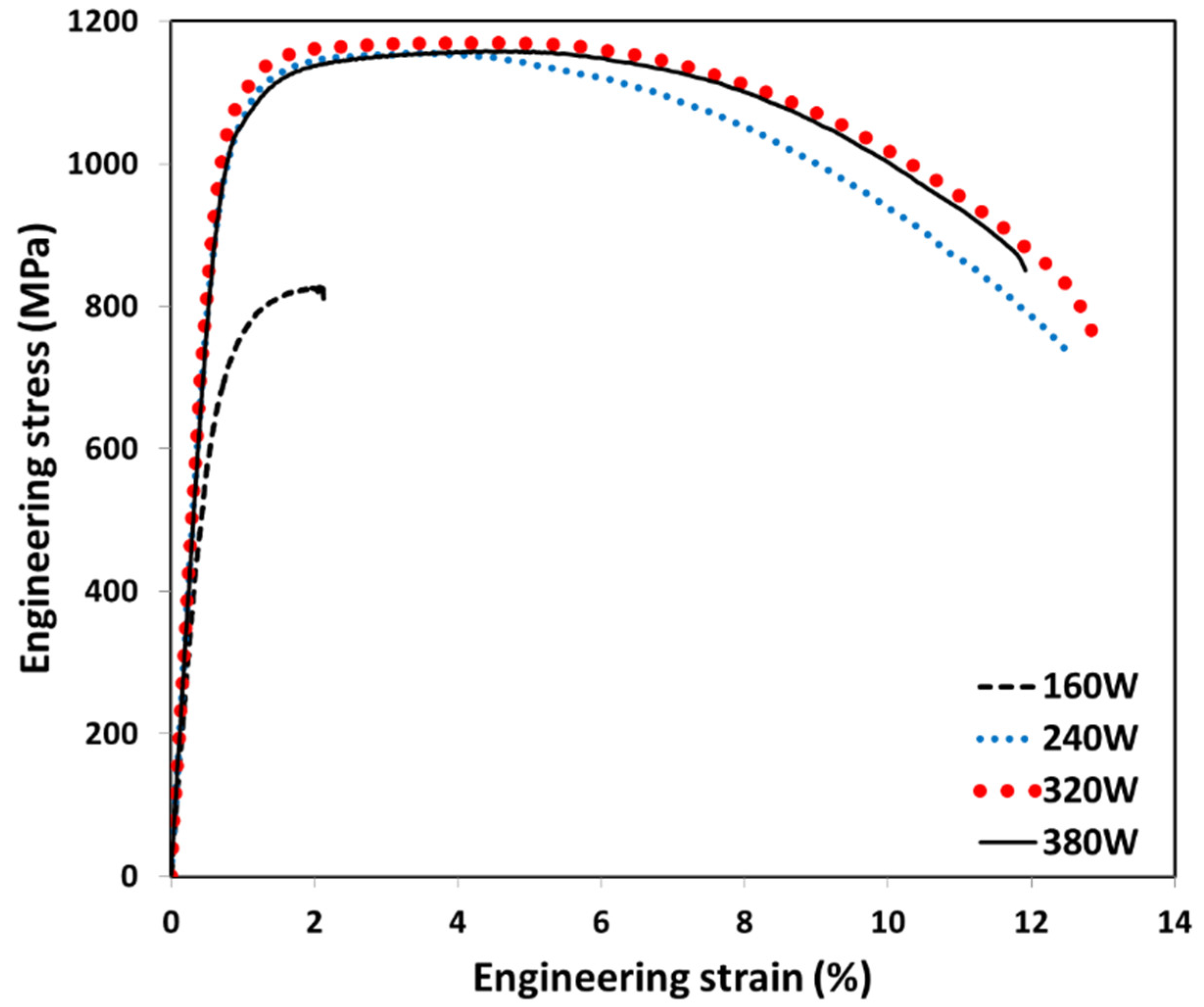
3.4. Mechanical Properties
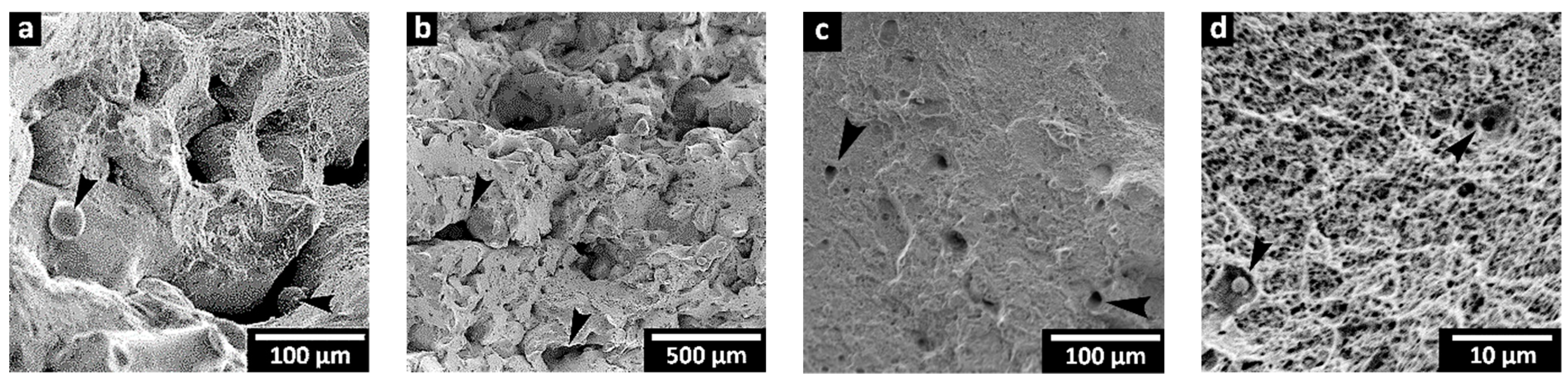
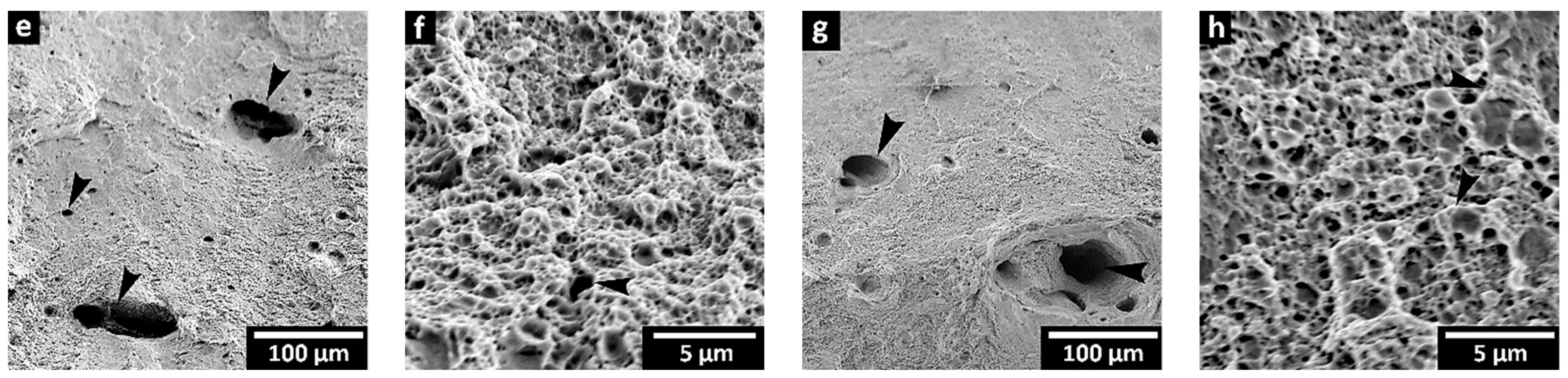
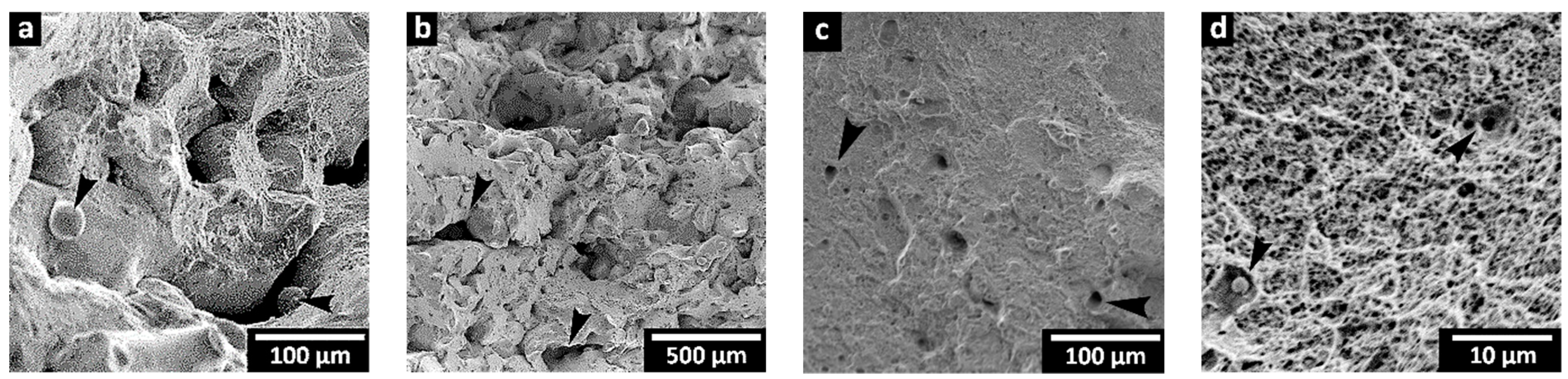
4. Fractography
5. Discussion and Future Scope
6. Conclusions
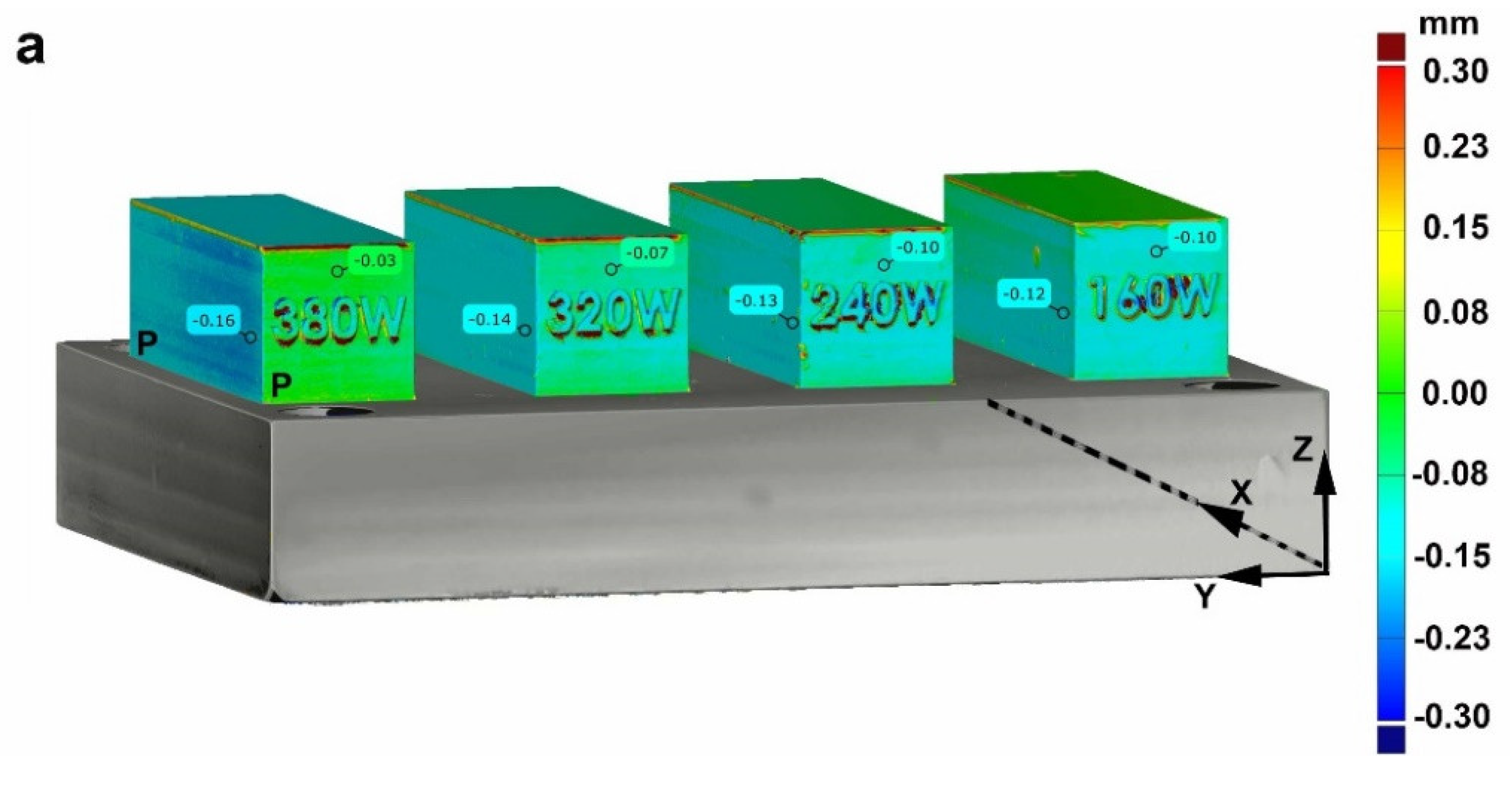
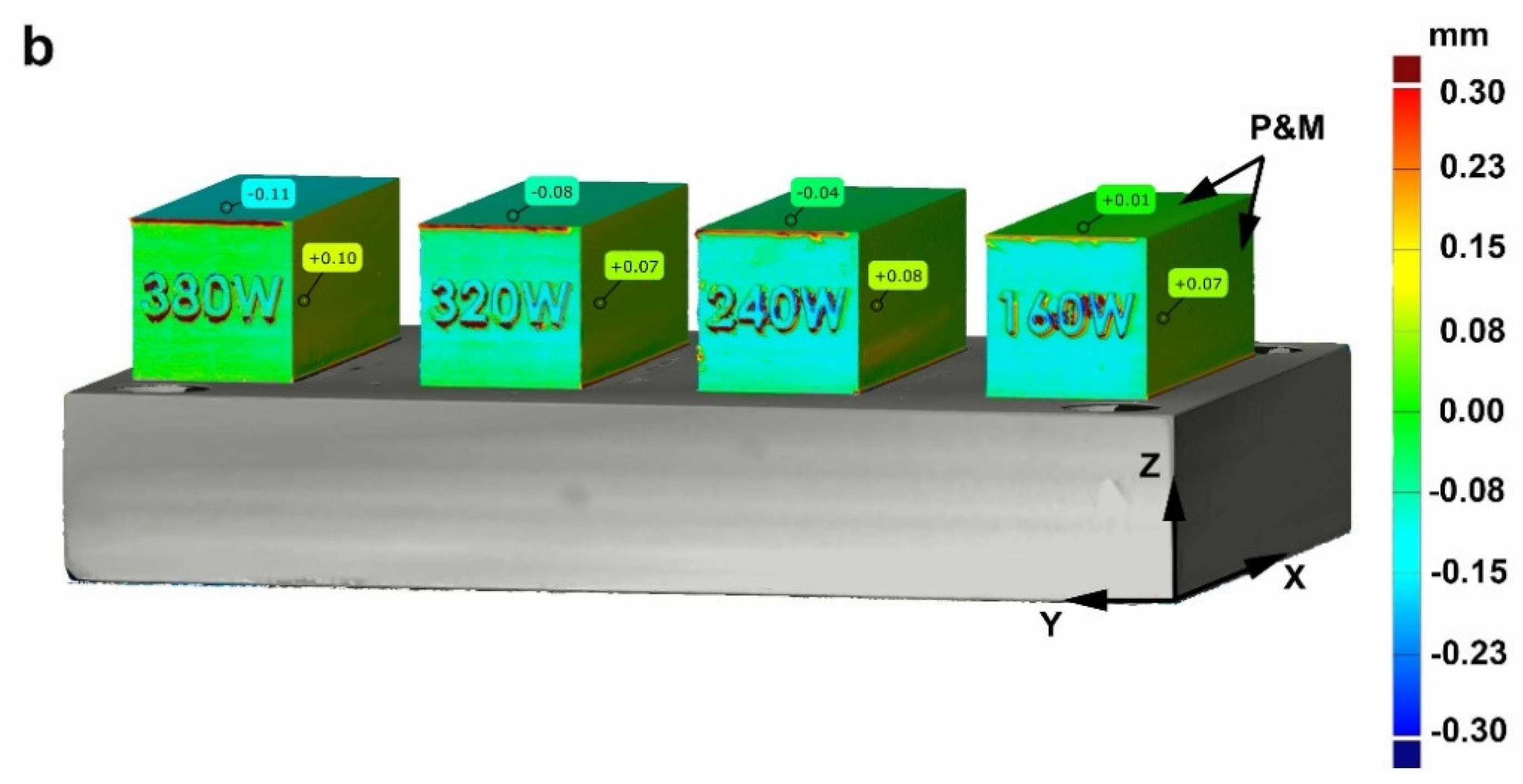
- Inspection of the part dimensions after hybrid (LPBF) manufacturing indicated high accuracy in the final geometry with the overall deviations (with respect to the CAD model) ranging from about 30 μm to 160 μm for the as-printed surfaces and 10 μm and 110 μm for machined surfaces.
- The linear and areal surface roughness parameters on the as-printed vertical side-wall surfaces were lowest for the 240 W (57.1 J/mm3) condition compared to the 160 W (38.1 J/mm3), 320 W (76.2 J/mm3), and 380 W (90.5 J/mm3) power levels. Overall, for the as-printed surfaces at the four power levels, the measured Ra and Sa ranged from 9.54–12.26 µm and from 8.02–14.64 µm, respectively. By contrast, the Ra and Sa for the machined surfaces were typically more than an order of magnitude lower than the as-printed surfaces.
- Analysis of the pore characteristics (morphology, size, and distribution) and density were investigated by X-ray µCT, Archimedes, and helium gas pycnometry methods. The analysis showed that the 160 W condition produced the lowest relative densities (93.3–98.5%) due to the presence of lack of fusion layers with unmelted powder and the large interconnected pores with irregular morphologies. Hybrid (LPBF) manufacturing at 240 W and 320 W showed improved densification, with the latter showing a greater volume of smaller pores (15 µm to 30 µm) and a lower volume of coarser pores (35 µm to 50 µm) relative to the former. Further increases in the power level to 380 W increased the volume of coarser pores (60 µm to >100 µm), likely due to excessive energy input that promotes evaporation, the development of gas bubbles, and the eventual coalescence of many small pores into fewer larger pores. The relative densities measured for the 240 W, 320 W, and 380 W were statistically equivalent and ranged from 99.0% to 99.8%.
- The coupons manufactured at 160 W showed the lowest hardness (25.3 ± 4.7 HRC and 353.8 ± 25.2 HV0.5) and the tensile properties were ~30% lower in strength, ductility, and stiffness (compared to the other three power levels), due to the low relative density (93.3%). The higher densities attained at 240 W, 320 W, and 380 W led to a considerably better mechanical performance that was determined to be statistically similar for the three power levels. Overall, the hardness ranged from 35.9–37.2 HRC and 379.2–383.8 HV0.5, the yield strength from 1005.6–1061.9 MPa, ultimate tensile strength from 1157.6–1171.3 MPa, elastic modulus from 160.6–169.7 GPa, and percent elongation from 12.5–12.8%.
- The current research on as-printed 18Ni-300 maraging steel manufactured using a Matsuura LUMEX Avance-25 hybrid additive-subtractive technology has established comprehensive linkages between the power level, geometry, surface finish, and porosity evolution in the microstructure and mechanical properties, which has led to the definition of a robust optimal window for processing.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| 2D | Two dimensional | He | Helium |
| 3D | Three dimensional | HRC | Hardness Rockwell C-scale |
| AD | Apparent density | HV0.5 | Vickers hardness at 500 g load |
| AM | Additive manufacturing | LPBF | Laser powder bed fusion |
| AOR | Angle of repose | µ | micro |
| BD | Build direction | P | Power |
| CAD | Computer-aided design | v | Scanning speed |
| CT | Computed tomography | SEM | Scanning electron microscope |
| d | Spot diameter | STD | Standard deviation |
| E | Elastic modulus | t | Layer thickness |
| ED | Energy density | TD | Transverse direction |
| EDM | Electro-discharge machining | UTS | Ultimate tensile strength |
| EL | Elongation | YS | Yield strength |
| h | Hatch distance |
References
- ASM International Handbook Committee. ASM Handbook, Properties and Selection: Irons, Steels, and High Performance Alloys Section: Carbon and Low-Alloy Steels; ASM International: Cleveland, OH, USA, 1990; Volume 1. [Google Scholar]
- Hall, A.M.; Slunder, C. The Metallurgy, Behavior, and Application of the 18-Percent Nickel Maraging Steels; Battelle Memorial Institute: Columbus, OH, USA, 1968. [Google Scholar]
- Mooney, B.; Kourousis, K. A Review of Factors Affecting the Mechanical Properties of Maraging Steel 300 Fabricated via Laser Powder Bed Fusion. Metals 2020, 10, 1273. [Google Scholar] [CrossRef]
- Sun, H.; Chu, X.; Liu, Z.; Gisele, A.; Zou, Y. Selective laser melting of maraging steels using recycled powders: A comprehensive microstructural and mechanical investigation. Metall. Mater. Trans. A 2021, 52, 1714–1722. [Google Scholar] [CrossRef]
- Saifullah, A.; Masood, S. Finite element thermal analysis of conformal cooling channels in injection moulding. In Proceedings of the 5th Australasian Congress on Applied Mechanics, Brisbane, Australia, 10–12 December 2007. [Google Scholar]
- Feng, S.; Kamat, A.M.; Pei, Y. Design and fabrication of conformal cooling channels in molds: Review and progress updates. Int. J. Heat Mass Transf. 2021, 171, 121082. [Google Scholar] [CrossRef]
- Da Fonseca, D.P.M.; Feitosa, A.L.M.; de Carvalho, L.G.; Plaut, R.L.; Padilha, A.F. A Short Review on Ultra-High-Strength Maraging Steels and Future Perspectives. Mater. Res. 2021, 24. [Google Scholar] [CrossRef]
- Park, H.-S.; Dang, X.-P. Optimization of conformal cooling channels with array of baffles for plastic injection mold. Int. J. Precis. Eng. Manuf. 2010, 11, 879–890. [Google Scholar] [CrossRef]
- Mazur, M.; Brincat, P.; Leary, M.; Brandt, M. Numerical and experimental evaluation of a conformally cooled H13 steel injection mould manufactured with selective laser melting. Int. J. Adv. Manuf. Technol. 2017, 93, 881–900. [Google Scholar] [CrossRef]
- Meckley, J.; Edwards, R. A study on the design and effectiveness of conformal cooling channels in rapid tooling inserts. Technol. Interface J. 2009, 10, 1–28. [Google Scholar]
- Bai, Y.; Yang, Y.; Xiao, Z.; Wang, D. Selective laser melting of maraging steel: Mechanical properties development and its application in mold. Rapid Prototyp. J. 2018, 24, 623–629. [Google Scholar] [CrossRef]
- Vojnová, E. The Benefits of a Conforming Cooling Systems the Molds in Injection Moulding Process. Procedia Eng. 2016, 149, 535–543. [Google Scholar] [CrossRef]
- Wiedenegger, A.; Bruckwilder, J.; Deutsch, C. Ecological and Economic Benefits of Additive Manufacturing in High Pressure Die Casting. BHM Berg Hüttenmänn. Mon. 2021, 166, 237–242. [Google Scholar] [CrossRef]
- Wang, D.; Liu, Y.; Yang, Y.; Xiao, D. Theoretical and experimental study on surface roughness of 316L stainless steel metal parts obtained through selective laser melting. Rapid Prototyp. J. 2016, 22, 706–716. [Google Scholar] [CrossRef]
- Yang, T.; Liu, T.; Liao, W.; MacDonald, E.; Wei, H.; Chen, X.; Jiang, L. The influence of process parameters on vertical surface roughness of the AlSi10Mg parts fabricated by selective laser melting. J. Mater. Process. Technol. 2019, 266, 26–36. [Google Scholar] [CrossRef]
- Sames, W.J.; List, F.A.; Pannala, S.; Dehoff, R.; Babu, S. The metallurgy and processing science of metal additive manufacturing. Int. Mater. Rev. 2016, 61, 315–360. [Google Scholar] [CrossRef]
- Lachmayer, R.; Lippert, R.B.; Kaierle, S. Additive Serienfertigung; Springer Vieweg: Berlin, Germany, 2018. [Google Scholar]
- Du, W.; Bai, Q.; Zhang, B. A Novel Method for Additive/Subtractive Hybrid Manufacturing of Metallic Parts. Procedia Manuf. 2016, 5, 1018–1030. [Google Scholar] [CrossRef] [Green Version]
- Casalino, G.; Campanelli, S.; Contuzzi, N.; Ludovico, A. Experimental investigation and statistical optimisation of the selective laser melting process of a maraging steel. Opt. Laser Technol. 2015, 65, 151–158. [Google Scholar] [CrossRef]
- Bai, Y.; Yang, Y.; Wang, D.; Zhang, M. Influence mechanism of parameters process and mechanical properties evolution mechanism of maraging steel 300 by selective laser melting. Mater. Sci. Eng. A 2017, 703, 116–123. [Google Scholar] [CrossRef]
- Suryawanshi, J.; Prashanth, K.; Ramamurty, U. Tensile, fracture, and fatigue crack growth properties of a 3D printed maraging steel through selective laser melting. J. Alloys Compd. 2017, 725, 355–364. [Google Scholar] [CrossRef]
- Tamura, S.; Matsumura, T.; Ezura, A.; Mori, K. Anisotropic Cutting Force Characteristics in Milling of Maraging Steel Processed Through Selective Laser Melting. J. Manuf. Sci. Eng. 2021, 144, 031012. [Google Scholar] [CrossRef]
- Sugino, N.; Kurematsu, K.; Mizui, K.; Hanabata, M.; Takei, S. Improvement of Gas Permeability of Gas Permeable Mold with Lattice Structure for Reduction of Transfer Failure in Photoimprint Lithography. J. Photopolym. Sci. Technol. 2019, 32, 627–632. [Google Scholar] [CrossRef]
- Enemuoh, E.U.; Carrillo, J.; Klein, J.; Cash, A.; Bergstrom, D. Characterization of Maraging Steel Fabricated with Metal Laser Sintering Hybrid Milling. In ASEE Annual Conference & Exposition; ASEE American Society of Engineering Education: Washington, DC, USA, 2018. [Google Scholar]
- Wüst, P.; Edelmann, A.; Hellmann, R. Areal Surface Roughness Optimization of Maraging Steel Parts Produced by Hybrid Additive Manufacturing. Materials 2020, 13, 418. [Google Scholar] [CrossRef] [Green Version]
- Mutua, J.; Nakata, S.; Onda, T.; Chen, Z. Optimization of selective laser melting parameters and influence of post heat treatment on micro-structure and mechanical properties of maraging steel. Mater. Des. 2018, 139, 486–497. [Google Scholar] [CrossRef]
- ASTM. B964-16 Standard Test Methods for Flow Rate of Metal Powders Using the Carney Funnel; ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar]
- ASTM. B213-17 Standard Test Methods for Flow Rate of Metal Powders Using the Hall Flowmeter Funnel; ASTM International: West Conshohocken, PA, USA, 2017; pp. 1–4. [Google Scholar]
- ASTM. B212-17 Standard Test Method for Apparent Density of Free-Flowing Metal Powders Using the Hall Flowmeter Funnel; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- ASTM. B417-18 Standard Test Method for Apparent Density of Non-Free-Flowing Metal Powders Using the Carney Funnel; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- Carr, R.L. Evaluating flow properties of solids. Chem. Eng. 1965, 18, 163–168. [Google Scholar]
- Yablokova, G.; Speirs, M.; Van Humbeeck, J.; Kruth, J.-P.; Schrooten, J.; Cloots, R.; Boschini, F.; Lumay, G.; Luyten, J. Rheological behavior of β-Ti and NiTi powders produced by atomization for SLM production of open porous orthopedic implants. Powder Technol. 2015, 283, 199–209. [Google Scholar] [CrossRef] [Green Version]
- ASTM. E8–04 Standard test methods for tension testing of metallic materials. In Annual Book of ASTM Standards; ASTM International: West Conshohocken, PA, USA, 2004. [Google Scholar]
- ASTM. B311-17 Standard Test Method for Density of Powder Metallurgy (PM) Materials Containing Less Than Two Percent Porosity; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- ASTM. B923-21 Standard Test Method for Metal Powder Skeletal Density by Helium or Nitrogen Pycnometry; ASTM International: West Conshohocken, PA, USA, 2021. [Google Scholar]
- Sarafan, S.; Wanjara, P.; Lévesque, J.-B.; Gholipour, J.; Champliaud, H.; Mathieu, L. Residual Stresses, Microstructure, and Mechanical Properties of EB-Welded 90-mm-Thick UNS S41500 Martensitic Stainless Steel after PWHT. Mater. Perform. Charact. 2019, 8, 648–663. [Google Scholar] [CrossRef]
- ASTM. E18-20 Standard Test Methods for Rockwell Hardness of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2020. [Google Scholar]
- ASTM. E384-17 Standard Test Method for Microindentation Hardness of Materials; ASTM international: West Conshohocken, PA, USA, 2017. [Google Scholar]
- Sarafan, S.; Wanjara, P.; Gholipour, J.; Champliaud, H.; Mathieu, L. Mehanical Properties of Electron Beam Welded Joints in Thick Gage CA6NM Stainless Steel. J. Mater. Eng. Perform. 2017, 26, 4768–4780. [Google Scholar] [CrossRef]
- Kozak, J.; Zakrzewski, T. Accuracy problems of additive manufacturing using SLS/SLM processes. AIP Conf. Proc. 2018, 2017, 020010. [Google Scholar] [CrossRef]
- Triantaphyllou, A.; Giusca, C.L.; Macaulay, G.D.; Roerig, F.; Hoebel, M.; Leach, R.; Tomita, B.; Milne, K.A. Surface texture measurement for additive manufacturing. Surf. Topogr. Metrol. Prop. 2015, 3, 024002. [Google Scholar] [CrossRef]
- He, B.; Ding, S.; Shi, Z. A Comparison Between Profile and Areal Surface Roughness Parameters. Metrol. Meas. Syst. 2021, 28, 413–438. [Google Scholar]
- Tan, C.; Zhou, K.; Tong, X.; Huang, Y.; Li, J.; Ma, W.; Li, F.; Kuang, T. Microstructure and mechanical properties of 18Ni-300 maraging steel fabricated by selective laser melting. In Proceedings of the 2016 6th International Conference on Advanced Design and Manufacturing Engineering (ICADME 2016), Zhuhai, China, 23–24 July 2016. [Google Scholar]
- EOS GmbH—Electro Optical Systems (EOS). EOS Maraging Steel MS1. In Material Data Sheet; EOSINT M280 & EOSINT M270; EOS Gmbh: Munich, Germany, 2011. [Google Scholar]
- Gu, D.; Shen, Y. Balling phenomena in direct laser sintering of stainless steel powder: Metallurgical mechanisms and control methods. Mater. Des. 2009, 30, 2903–2910. [Google Scholar] [CrossRef]
- Rahmati, S.; Vahabli, E. Evaluation of analytical modeling for improvement of surface roughness of FDM test part using measurement results. Int. J. Adv. Manuf. Technol. 2015, 79, 823–829. [Google Scholar] [CrossRef]
- Abele, E.; Kniepkamp, M. Analysis and optimisation of vertical surface roughness in micro selective laser melting. Surf. Topogr. Metrol. Prop. 2015, 3, 034007. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Smurov, I. Selective laser melting technology: From the single laser melted track stability to 3D parts of complex shape. Phys. Procedia 2010, 5, 551–560. [Google Scholar] [CrossRef] [Green Version]
- Khairallah, S.A.; Anderson, A.T.; Rubenchik, A.M.; King, W.E. Laser powder-bed fusion additive manufacturing: Physics of complex melt flow and formation mechanisms of pores, spatter, and denudation zones. Acta Mater. 2016, 108, 36–45. [Google Scholar] [CrossRef] [Green Version]
- Zhang, B.; Li, Y.; Bai, Q. Defect Formation Mechanisms in Selective Laser Melting: A Review. Chin. J. Mech. Eng. 2017, 30, 515–527. [Google Scholar] [CrossRef] [Green Version]
- Pekok, M.A.; Setchi, R.; Ryan, M.; Han, Q.; Gu, D. Effect of process parameters on the microstructure and mechanical properties of AA2024 fabricated using selective laser melting. Int. J. Adv. Manuf. Technol. 2021, 112, 175–192. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; Zhang, W. Additive manufacturing of metallic components–process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Zhong, Y.; Liu, L.; Wikman, S.; Cui, D.; Shen, Z. Intragranular cellular segregation network structure strengthening 316L stainless steel prepared by selective laser melting. J. Nucl. Mater. 2016, 470, 170–178. [Google Scholar] [CrossRef]
- Saeidi, K.; Gao, X.; Zhong, Y.; Shen, Z. Hardened austenite steel with columnar sub-grain structure formed by laser melting. Mater. Sci. Eng. A 2015, 625, 221–229. [Google Scholar] [CrossRef]
- Tan, C.; Zhou, K.; Ma, W.; Zhang, P.; Liu, M.; Kuang, T. Microstructural evolution, nanoprecipitation behavior and mechanical properties of selective laser melted high-performance grade 300 maraging steel. Mater. Des. 2017, 134, 23–34. [Google Scholar] [CrossRef]
- Paul, C.; Ganesh, P.; Mishra, S.; Bhargava, P.; Negi, J.; Nath, A. Investigating laser rapid manufacturing for Inconel-625 components. Opt. Laser Technol. 2007, 39, 800–805. [Google Scholar] [CrossRef]
- Thijs, L.; Montero Sistiaga, M.L.; Wauthle, R.; Xie, Q.; Kruth, J.-P.; Van Humbeeck, J. Strong morphological and crystallographic texture and resulting yield strength anisotropy in selective laser melted tantalum. Acta Mater. 2013, 61, 4657–4668. [Google Scholar] [CrossRef] [Green Version]
- Palad, R.; Tian, Y.; Chadha, K.; Rodrigues, S.; Aranas Jr, C. Microstructural features of novel corrosion-resistant maraging steel manufactured by laser powder bed fusion. Mater. Lett. 2020, 275, 128026. [Google Scholar] [CrossRef]
- Chadha, K.; Tian, Y.; Bocher, P.; Spray, J.G.; Aranas, J.C. Microstructure Evolution, Mechanical Properties and Deformation Behavior of an Additively Manufactured Maraging Steel. Materials 2020, 13, 2380. [Google Scholar] [CrossRef] [PubMed]
- Shamsdini, S.; Ghoncheh, M.H.; Sanjari, M.; Pirgazi, H.; Amirkhiz, B.S.; Kestens, L.; Mohammadi, M. Plastic deformation throughout strain-induced phase transformation in additively manufactured maraging steels. Mater. Des. 2021, 198, 109289. [Google Scholar] [CrossRef]
- Gupta, R.; Mathew, C.; Ramkumar, P. Strain Hardening in Aerospace Alloys. Front. Aerosp. Eng. 2015, 4, 1–13. [Google Scholar] [CrossRef]
- Becker, T.H.; Dimitrov, D. The achievable mechanical properties of SLM produced Maraging Steel 300 components. Rapid Prototyp. J. 2016, 22, 487–494. [Google Scholar] [CrossRef]
- Casati, R.; Lemke, J.N.; Tuissi, A.; Vedani, M. Aging Behaviour and Mechanical Performance of 18-Ni 300 Steel Processed by Selective Laser Melting. Metals 2016, 6, 218. [Google Scholar] [CrossRef]
- Frey, M.; Shellabear, M.; Thorsson, L. Whitepaper: Mechanical Testing of DMLS Parts; EOS GmbH: Munich, Germany, 2009. [Google Scholar]
- Mooney, B.; Kourousis, K.I.; Raghavendra, R. Plastic anisotropy of additively manufactured maraging steel: Influence of the build orientation and heat treatments. Addit. Manuf. 2019, 25, 19–31. [Google Scholar] [CrossRef] [Green Version]
- Wu, W.; Wang, X.; Wang, Q.; Liu, J.; Zhang, Y.; Hua, T.; Jiang, P. Microstructure and mechanical properties of maraging 18Ni-300 steel obtained by powder bed based selective laser melting process. Rapid Prototyp. J. 2020, 26, 1379–1387. [Google Scholar] [CrossRef]
- Kučerová, L.; Zetkova, I.; Jandová, A.; Bystrianský, M. Microstructural characterisation and in-situ straining of additive-manufactured X3NiCoMoTi 18-9-5 maraging steel. Mater. Sci. Eng. A 2019, 750, 70–80. [Google Scholar] [CrossRef]
- Kempen, K.; Yasa, E.; Thijs, L.; Kruth, J.-P.; Van Humbeeck, J. Microstructure and mechanical properties of Selective Laser Melted 18Ni-300 steel. Phys. Procedia 2011, 12, 255–263. [Google Scholar] [CrossRef] [Green Version]
- Strakosova, A.; Kubásek, J.; Michalcová, A.; Průša, F.; Vojtěch, D.; Dvorský, D. High Strength X3NiCoMoTi 18-9-5 Maraging Steel Prepared by Selective Laser Melting from Atomized Powder. Materials 2019, 12, 4174. [Google Scholar] [CrossRef] [PubMed] [Green Version]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Composition |
|---|---|
| C, | 0.01 wt.% |
| Ni, | 17.9 wt.% |
| Mn, | 0.06 wt.% |
| Cr | 0.2 wt.% |
| Mo | 5.0 wt.% |
| Si | 0.08 wt.% |
| P | 0.008 wt.% |
| S | 0.006 wt.% |
| Co | 8.9 wt.% |
| Ti | 0.8 wt.% |
| Al | 0.11 wt.% |
| O | 0.04 ppm |
| N | 0.02 ppm |
| Parameters | h (µm) | t (µm) | d (µm) | v (mm/s) | P (W) | ED (J/mm3) |
|---|---|---|---|---|---|---|
| Infill | 120 | 50 | 200 | 700 | 160 | 38.1 |
| 240 | 57.1 | |||||
| 320 | 76.2 | |||||
| 380 | 90.5 | |||||
| Contour | 120 | 50 | 200 | 1400 | 160 | 19.0 |
| 240 | 28.6 | |||||
| 320 | 38.1 | |||||
| 380 | 45.2 |
| Condition/ Face | Power (W) | ED (J/mm3) | Linear (µm) | Areal (µm) | |||||
|---|---|---|---|---|---|---|---|---|---|
| Infill | Contour | Ra | Rq | Rz | Sa | Sq | Sz | ||
| As-printed side-walls | 160 | 38.1 | 19.0 | 10.15 | 12.82 | 56.74 | 10.16 | 13.40 | 109.71 |
| 240 | 57.1 | 28.6 | 9.54 | 11.95 | 52.89 | 8.02 | 10.28 | 46.40 | |
| 320 | 76.2 | 38.1 | 9.67 | 12.14 | 52.95 | 11.26 | 14.76 | 114.39 | |
| 380 | 90.5 | 45.2 | 12.26 | 15.24 | 67.13 | 14.64 | 18.83 | 128.79 | |
| Machined side-walls | 160 | 38.1 | 19.0 | 0.32 | 0.39 | 2.11 | 0.43 | 0.54 | 4.55 |
| 240 | 57.1 | 28.6 | 0.45 | 0.54 | 2.54 | 0.57 | 0.71 | 5.93 | |
| 320 | 76.2 | 38.1 | 0.65 | 0.80 | 3.85 | 0.80 | 0.96 | 6.02 | |
| 380 | 90.5 | 45.2 | 0.56 | 0.69 | 3.44 | 0.54 | 0.68 | 5.13 | |
| Machined top-face | 160 | 38.1 | 19.0 | 0.38 | 0.46 | 2.21 | 0.51 | 0.61 | 3.63 |
| 240 | 57.1 | 28.6 | 0.42 | 0.50 | 2.18 | 0.47 | 0.56 | 3.64 | |
| 320 | 76.2 | 38.1 | 0.43 | 0.51 | 2.21 | 0.54 | 0.64 | 4.00 | |
| 380 | 90.5 | 45.2 | 0.45 | 0.54 | 2.46 | 0.59 | 0.70 | 7.54 | |
| Power Level (W) | Infill ED (J/mm3) | Density Archimedes (g/cm3) | STD | Density Pycnometer (g/cm3) | STD | Closed Porosity from µCT * (%) |
|---|---|---|---|---|---|---|
| 160 | 38.1 | 7.56 | 0.01 | 7.98 | 0.04 | N/A |
| 240 | 57.1 | 8.02 | 0.02 | 8.08 | 0.05 | 0.002 |
| 320 | 76.2 | 8.07 | 0.08 | 8.08 | 0.06 | 0.003 |
| 380 | 90.5 | 8.04 | 0.02 | 8.08 | 0.05 | 0.003 |
| Power Level (W) | ED (J/mm3) | Rockwell Hardness (HRC) | STD | Vickers Microhardness (HV0.5) in TD | STD | Vickers Microhardness (HV0.5) in BD | STD |
|---|---|---|---|---|---|---|---|
| 160 | 38.1 | 25.3 | 4.7 | 359.2 | 13.3 | 348.4 | 37.1 |
| 240 | 57.1 | 35.9 | 1.3 | 379.7 | 3.9 | 381.9 | 7.1 |
| 320 | 76.2 | 36.8 | 2.6 | 380.3 | 4.6 | 379.2 | 15.1 |
| 380 | 90.5 | 37.2 | 1.2 | 383.8 | 4.1 | 381.3 | 23.7 |
| Power (W) | ED (J/mm3) | UTS (MPa) | STD | YS (MPa) | STD | EL (%) | STD | E (GPa) | STD |
|---|---|---|---|---|---|---|---|---|---|
| 160 | 38.1 | 827.0 | 2.0 | 695.2 | 26.3 | 2.1 | 0.1 | 128.9 | 5.8 |
| 240 | 57.1 | 1157.6 | 2.6 | 1005.6 | 14.7 | 12.8 | 0.7 | 169.2 | 4.7 |
| 320 | 76.2 | 1171.3 | 5.4 | 1061.9 | 13.7 | 12.9 | 0.4 | 169.7 | 3.4 |
| 380 | 90.5 | 1159.6 | 10.7 | 1022.4 | 19.3 | 12.5 | 0.8 | 160.6 | 1.4 |
| AM Systems | YS (MPa) | UTS (MPa) | EL (%) | E (GPa) |
|---|---|---|---|---|
| Matsuura LUMEX Avance-25 (Current study) | 1062 | 1171 | 12.9 | 169.7 |
| Matsuura LUMEX Avance-25 [26] | ~300 * | 1125 | 10.4 | 163.0 |
| Matsuura LUMEX Avance-25 [24] | 1111 | 1205 | 14.0 | 154.0 |
| EOSINT M280 [66] | 555 | 1173 | 10.9 | 128.9 |
| EOSINT M280 [65] | 1069 | 1174 | 15.7 | 161.0 |
| EOSINT M290 [55] | 915 | 1165 | 12.4 | NA |
| EOSINT M290 [59] | 1155 | 1215 | 15 | NA |
| EOSINT M290 [67] | 903 | 1050 | 8 | NA |
| EOS as-built [44] | 1050 | 1100 | 10.0 | 160.0 |
| Concept Laser M2 Laser Cusing [62] | 1050 | 1100 | 12.1 | 194.0 |
| Concept Laser M2 Laser Cusing [21] | 768 | 1260 | 13.9 | N/A |
| Concept Laser M3 [68] | 1214 | 1290 | 13.3 | 163.0 |
| Renishaw AM250 [63] | 915 | 1188 | 6.1 | NA |
| SLM solution 280HL [69] | 999 | 1080 | 11.3 | NA |
| Wrought 18Ni-300 Maraging Steel in Annealed Condition [1] | 760–895 | 1000–1170 | 6–15 | 180 |
| Parameters | h (µm) | t (µm) | d (µm) | v (mm/s) | P (W) | ED (J/mm3) |
|---|---|---|---|---|---|---|
| Infill | 120 | 50 | 200 | 700 | 240–380 | 57.1–90.5 |
| Contour | 120 | 50 | 200 | 1400 | 240–380 | 28.6–45.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by National Research Council of Canada. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sarafan, S.; Wanjara, P.; Gholipour, J.; Bernier, F.; Osman, M.; Sikan, F.; Molavi-Zarandi, M.; Soost, J.; Brochu, M. Evaluation of Maraging Steel Produced Using Hybrid Additive/Subtractive Manufacturing. J. Manuf. Mater. Process. 2021, 5, 107. https://doi.org/10.3390/jmmp5040107
Sarafan S, Wanjara P, Gholipour J, Bernier F, Osman M, Sikan F, Molavi-Zarandi M, Soost J, Brochu M. Evaluation of Maraging Steel Produced Using Hybrid Additive/Subtractive Manufacturing. Journal of Manufacturing and Materials Processing. 2021; 5(4):107. https://doi.org/10.3390/jmmp5040107
Chicago/Turabian StyleSarafan, Sheida, Priti Wanjara, Javad Gholipour, Fabrice Bernier, Mahmoud Osman, Fatih Sikan, Marjan Molavi-Zarandi, Josh Soost, and Mathieu Brochu. 2021. "Evaluation of Maraging Steel Produced Using Hybrid Additive/Subtractive Manufacturing" Journal of Manufacturing and Materials Processing 5, no. 4: 107. https://doi.org/10.3390/jmmp5040107
APA StyleSarafan, S., Wanjara, P., Gholipour, J., Bernier, F., Osman, M., Sikan, F., Molavi-Zarandi, M., Soost, J., & Brochu, M. (2021). Evaluation of Maraging Steel Produced Using Hybrid Additive/Subtractive Manufacturing. Journal of Manufacturing and Materials Processing, 5(4), 107. https://doi.org/10.3390/jmmp5040107