
Digital Twins for High-Tech Machining Applications—A Model-Based Analytics-Ready Approach

 , , , ,
, , , , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
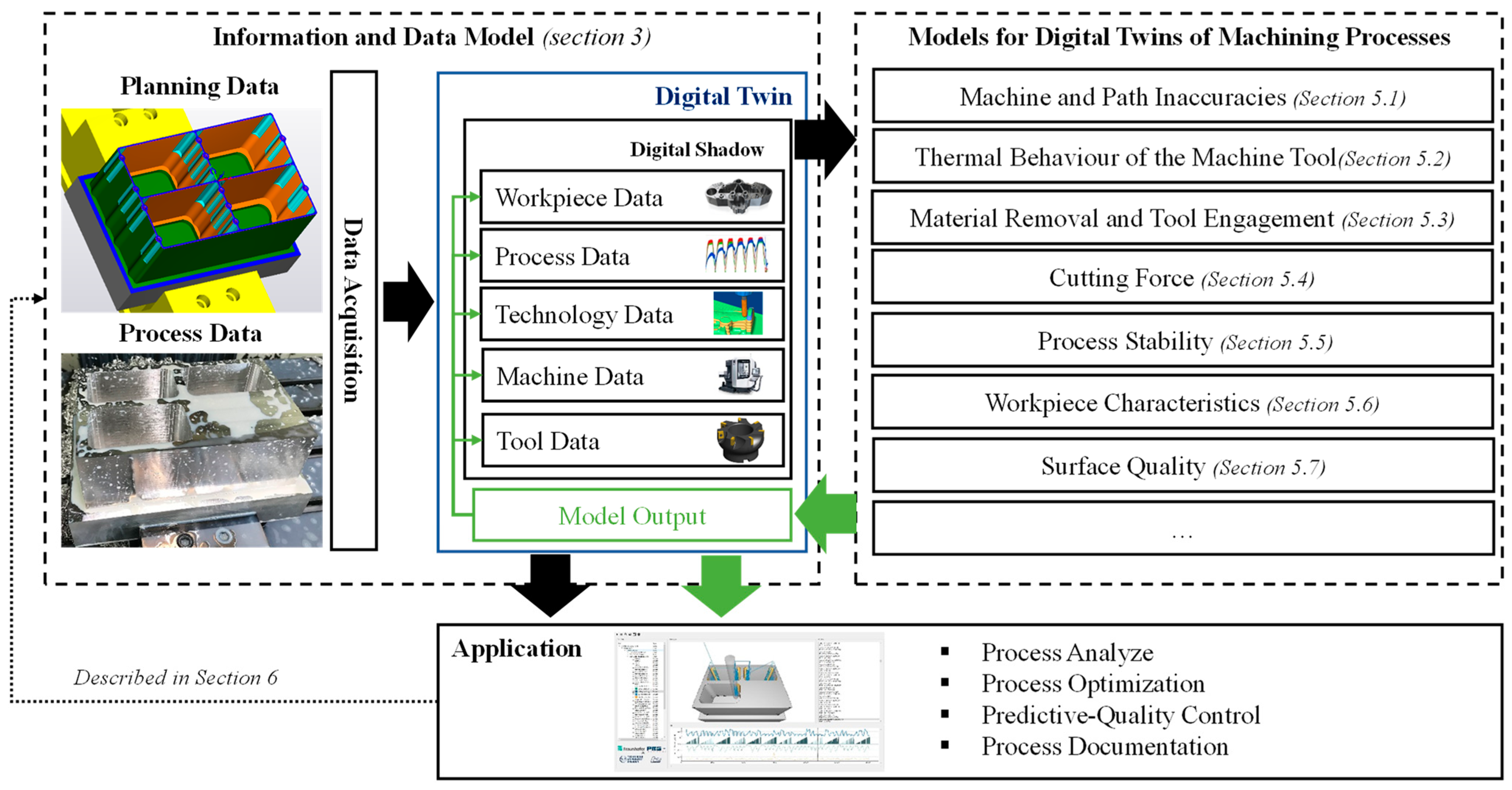
2. Basic Structure of a Digital Twin for Machining Processes
3. Information and Data Model
4. Specific Calculation and Process Models
5. Models for Digital Twins of Machining Processes
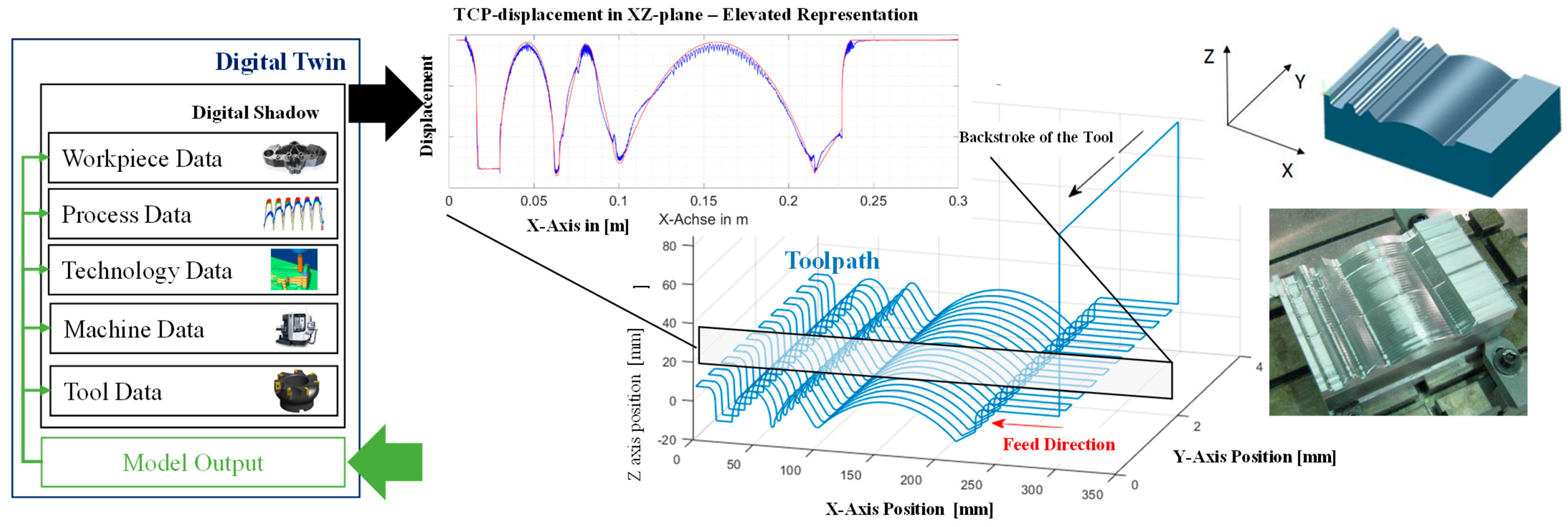
5.1. Machine and Path Inaccuracies
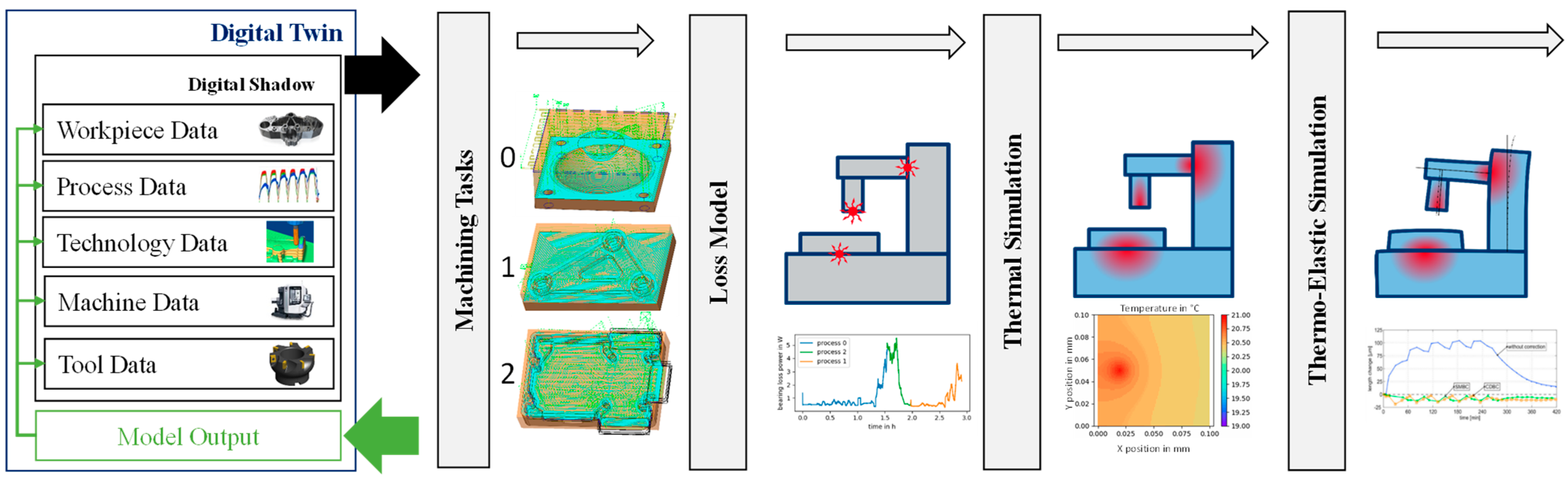
5.2. Thermal Behaviour of the Machine Tool
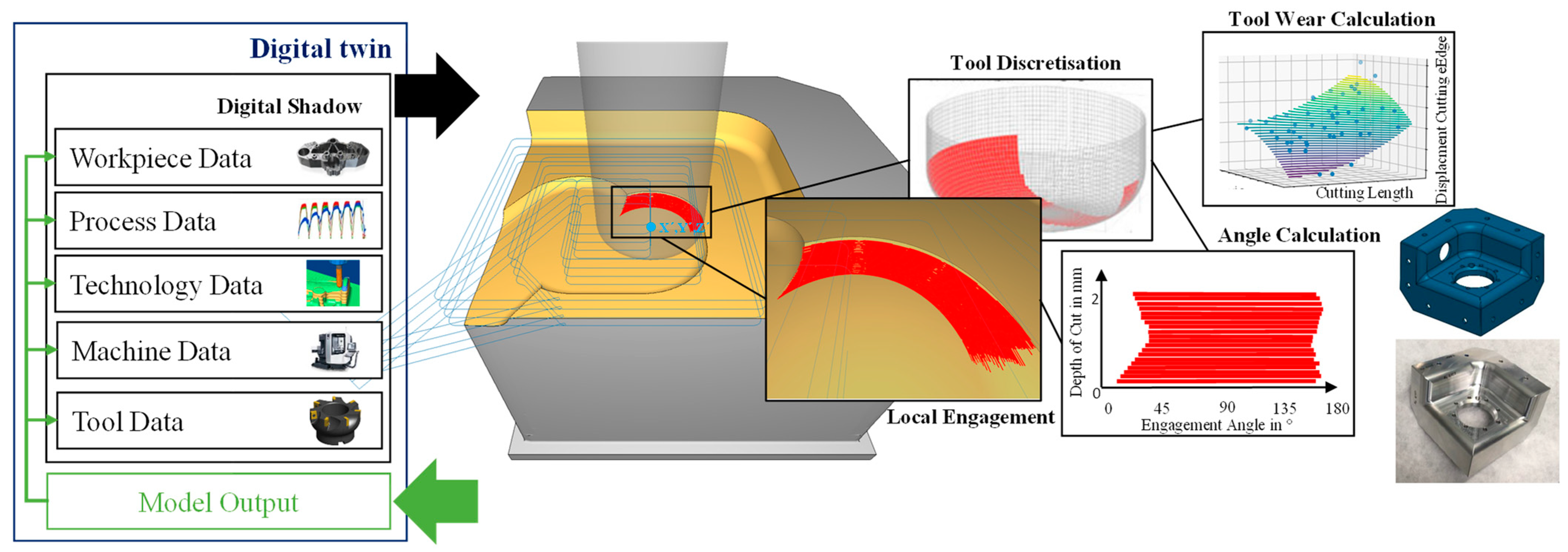
5.3. Material Removal and Tool Engagement
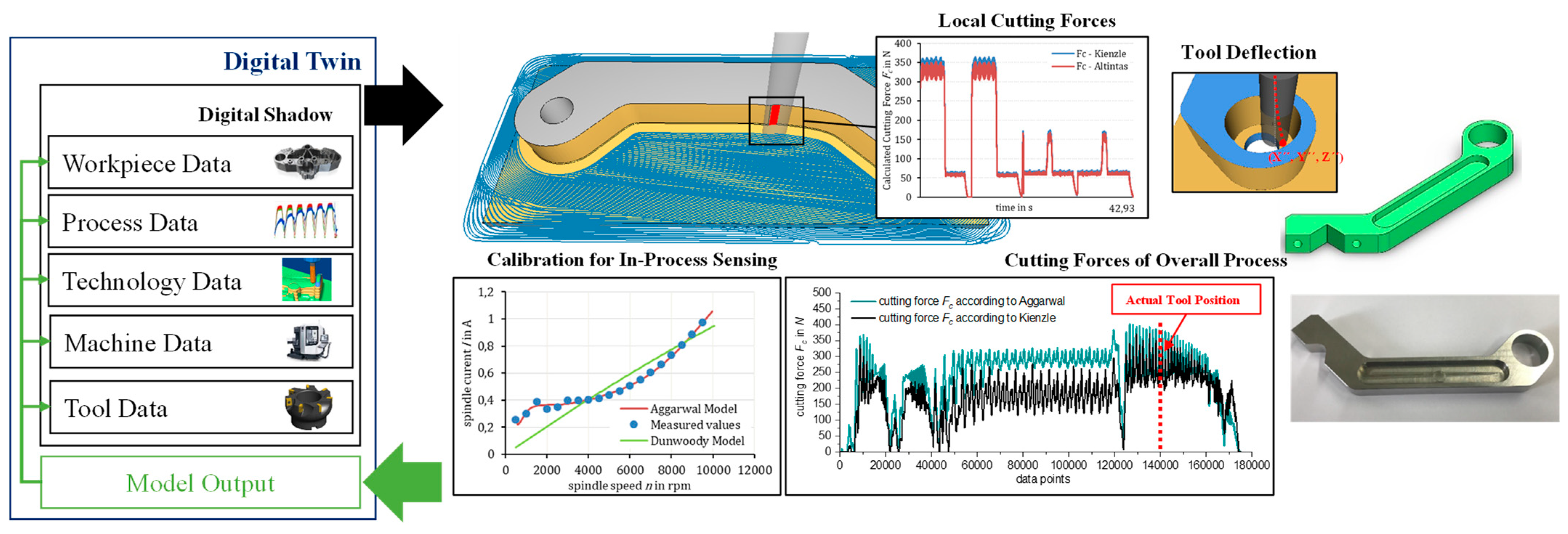
5.4. Cutting Force
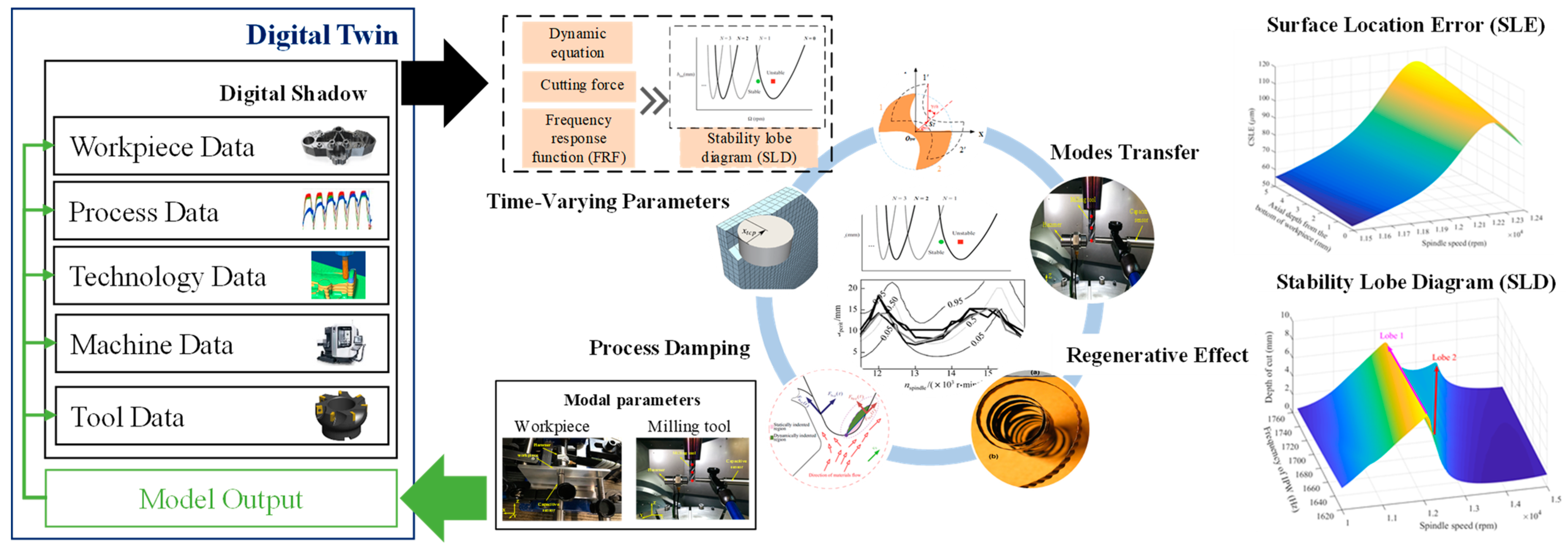
5.5. Process Stability
5.6. Workpiece Characteristics
5.7. Surface Quality
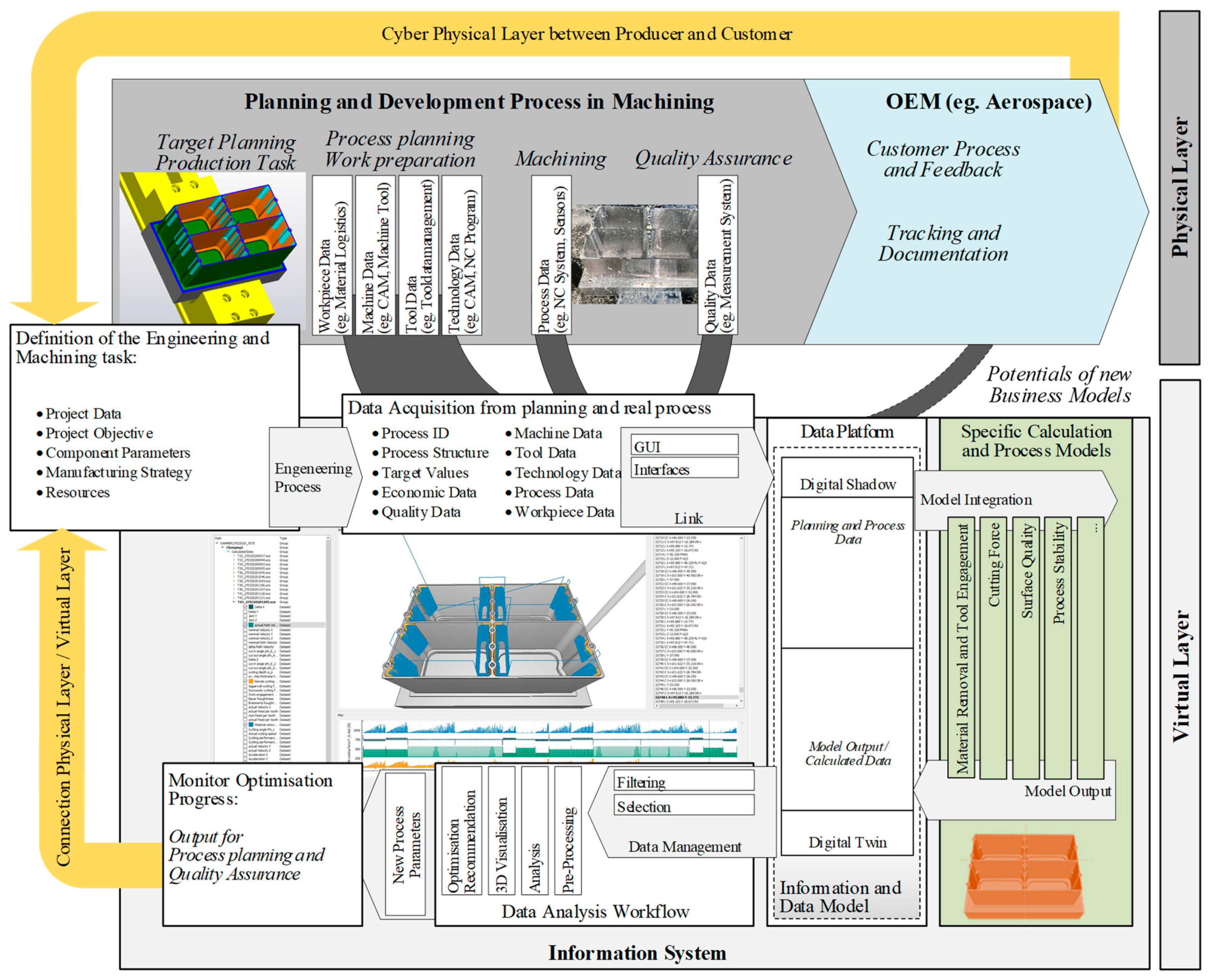
6. Concept of an Application-Oriented Implementation of Model-Based Digital Twins
6.1. Introduction to the Software System Architecture
6.2. Target Definition and Data Collection
6.3. Data Platform and Data Model
6.4. Model Integration
6.5. Visualisation, Analysis and Feedback
7. Summary
8. Outlook
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Uhlemann, T.H.-J.; Schock, C.; Lehmann, C.; Freiberger, S.; Steinhilper, R. The Digital Twin: Demonstrating the Potential of Real Time Data Acquisition in Production Systems. Procedia Manuf. 2017, 9, 113–120. [Google Scholar] [CrossRef]
- Armendia, M.; Ghassempouri, M.; Ozturk, E.; Peysson, F. (Eds.) Twin-Control; Springer International Publishing: Cham, Switzerland, 2019. [Google Scholar]
- Rosen, R.; Von Wichert, G.; Lo, G.; Bettenhausen, K. About the Importance of Autonomy and Digital Twins for the Future of Manufacturing; IFAC-PapersOnLine; Elsevier Ltd.: Amsterdam, The Netherlands, 2015; Volume 28, pp. 567–572. [Google Scholar]
- Altintas, Y.; Aslan, D. Integration of virtual and on-line machining process control and monitoring. CIRP Ann. 2017, 66, 349–352. [Google Scholar] [CrossRef]
- Caesar, B.; Hanel, A.; Wenkler, E.; Corinth, C.; Ihlenfeldt, S.; Fay, A. Information Model of a Digital Process Twin for Machining Processes. In Proceedings of the 2020 25th IEEE International Conference on Emerging Technologies and Factory Automation, Vienna, Austria, 8–11 September 2020; IEEE: New York, NY, USA, 2020; pp. 1765–1772. [Google Scholar]
- West, M. Some Types and Uses of Data Models. In Developing High Quality Data Models; Elsevier: Amsterdam, The Netherlands, 2011; pp. 23–36. [Google Scholar]
- Lee, Y.T. Information modeling: From design to implementation. In Proceedings of the Second World Manufacturing Congress, Manchester, UK, 9–11 April 2019; Academic Press: Cambridge, MA, USA, 2004; pp. 1–7. [Google Scholar]
- Schroeder, G.N.; Steinmetz, C.; Pereira, C.E.; Espindola, D.B. Digital Twin Data Modeling with AutomationML and a Communication Methodology for Data Exchange; IFAC-PapersOnLine: Amsterdam, The Netherlands, 2016; Volume 49, pp. 12–17. [Google Scholar]
- Alam, K.M.; El Saddik, A. C2PS: A digital twin architecture reference model for the cloud-based cyber-physical systems. IEEE Access 2017, 5, 2050–2062. [Google Scholar] [CrossRef]
- Kao, H.; Jin, W.; Siegel, D.; Lee, J. A Cyber Physical Interface for Automation Systems—Methodology and Examples. Machines 2015, 3, 93–106. [Google Scholar] [CrossRef]
- Moreno, A.; Velez, G.; Ardanza, A.; Barandiaran, I.; Infante, A.R.; Chopitea, R. Virtualisation process of a sheet metal punching machine within the Industry 4.0 vision. Int. J. Interact. Des. Manuf. 2017, 11, 365–373. [Google Scholar] [CrossRef]
- DebRoy, T.; Zhang, W.; Turner, J.; Babu, S.S. Building digital twins of 3D printing machines. Scr. Mater. 2017, 135, 119–124. [Google Scholar] [CrossRef]
- Uhlemann, T.H.J.; Lehmann, C.; Steinhilper, R. The Digital Twin: Realizing the Cyber-Physical Production System for Industry 4.0. Procedia CIRP 2017, 61, 335–340. [Google Scholar] [CrossRef]
- Siegert, J.; Schlegel, T.; Groß, E.; Bauernhansl, T. Standardized Coordinate System for Factory and Production Planning. Procedia Manuf. 2017, 9, 127–134. [Google Scholar] [CrossRef]
- Folk, M.; Heber, G.; Koziol, Q.; Pourmal, E.; Robinson, D. An overview of the HDF5 technology suite and its applications. In Proceedings of the EDBT/ICDT 2011 Workshop on Array Databases—AD ’11, Uppsala, Sweden, 25 March 2011; ACM Press: New York, NY, USA, 2011; pp. 36–47. [Google Scholar]
- Zhang, J.; Deng, C.; Zheng, P.; Xun, X.; Zhentao, M. Development of an edge computing-based cyber-physical machine tool. Robot Comput. Integr. Manuf. 2021, 67, 102042. [Google Scholar] [CrossRef]
- Zhao, L.; Fang, Y.; Lou, P.; Junwei, Y.; Xiao, A. Cutting Parameter Optimization for Reducing Carbon Emissions Using Digital Twin. Int. J. Precis. Eng. Manuf. 2021, 22, 933–949. [Google Scholar] [CrossRef]
- Wei, Z.C.; Guo, M.L.; Wang, M.J.; Li, S.Q.; Liu, S.X. Prediction of cutting force in five-axis flat-end milling. Int. J. Adv. Manuf. Technol. 2018, 96, 137–152. [Google Scholar] [CrossRef]
- Liang, Y.C.; Wang, S.; Li, W.D.; Lu, X. Data-Driven Anomaly Diagnosis for Machining Processes. Engineering 2019, 5, 646–652. [Google Scholar] [CrossRef]
- Tao, F.; Cheng, J.; Qi, Q.; Zhang, M.; Zhang, H.; Sui, F. Digital twin-driven product design, manufacturing and service with big data. Int. J. Adv. Manuf. Technol. 2018, 94, 3563–3576. [Google Scholar] [CrossRef]
- Neugebauer, R.; Ihlenfeldt, S.; Frieß, U.; Wabner, M.; Rauh, S. New high-speed machine tool structure by holistic mechatronic systems design. Procedia CIRP 2012, 1, 307–312. [Google Scholar] [CrossRef]
- Altintas, Y.; Verl, A.; Brecher, C.; Uriarte, L.; Pritschow, G. Machine tool feed drives. CIRP Ann. 2011, 60, 779–796. [Google Scholar] [CrossRef]
- Neugebauer, R.; Scheffler, C.; Wabner, M.; Zwingenberger, C. Advanced calculation of static and dynamic stiffness in mechatronic machine tools. Int. J. Mechatron. Manuf. Syst. 2011, 4, 370. [Google Scholar] [CrossRef]
- Mayr, J.; Jedrzejewski, J.; Uhlmann, E.; Donmez, M.A.; Knapp, W.; Härtig, F.; Wendt, K.; Moriwaki, T.; Shore, P.; Schmitt, R. Thermal issues in machine tools. CIRP Ann. 2012, 61, 771–791. [Google Scholar] [CrossRef]
- Kauschinger, B.; Schroeder, S. Uncertainties in Heat Loss Models of Rolling Bearings of Machine Tools. Procedia CIRP 2016, 46, 107–110. [Google Scholar] [CrossRef][Green Version]
- Rigacci, M.; Sato, R.; Shirase, K. Experimental evaluation of mechanical and electrical power consumption of feed drive systems driven by a ball-screw. Precis. Eng. 2020, 64, 280–287. [Google Scholar] [CrossRef]
- Winkler, S.; Werner, R. Thermo-Energetic Motor Optimisation; Springer: Berlin/Heidelberg, Germany, 2015; pp. 223–231. [Google Scholar]
- Galant, A.; Beitelschmidt, M.; Großmann, K. Fast High-Resolution FE-based Simulation of Thermo-Elastic Behaviour of Machine Tool Structures. Procedia CIRP 2016, 46, 627–630. [Google Scholar] [CrossRef]
- Thiem, X.; Kauschinger, B.; Ihlenfeldt, S. Structure Model Based Correction of Thermally Induced Motion Errors of Machine Tools. Procedia Manuf. 2017, 14, 128–135. [Google Scholar] [CrossRef]
- Altintas, Y.; Kersting, P.; Biermann, D.; Budak, E.; Denkena, B.; Lazoglu, I. Virtual process systems for part machining operations. CIRP Ann. Manuf. Technol. 2014, 63, 585–605. [Google Scholar] [CrossRef]
- Friedrich, J.; Gebele, M.A.; Lechler, A.; Verl, A. Determining the Width and Depths of Cut in Milling on the Basis of a Multi-Dexel Model. In Proceedings of the ICAMET 2015 International Conference on Advanced Manufacturing Engineering and Technologies, Istanbul, Turkey, 26–27 October 2015; Volume 2, p. 662. [Google Scholar]
- Hänel, A.; Schnellhardt, T.; Wenkler, E.; Nestler, A.; Brosius, A.; Corinth, C.; Fay, A.; Ihlenfeldt, A. The development of a digital twin for machining processes for the application in aerospace industry. Procedia CIRP 2020, 93, 1399–1404. [Google Scholar] [CrossRef]
- Lamikiz, A.; De Lacalle, L.N.L.; Sánchez, J.A.; Salgado, M.A. Cutting force estimation in sculptured surface milling. Int. J. Mach. Tools Manuf. 2004, 44, 1511–1526. [Google Scholar] [CrossRef]
- Matsubara, A.; Ibaraki, S. Monitoring and Control of Cutting Forces in Machining Processes: A Review. Int. J. Autom. Technol. 2009, 3, 445–456. [Google Scholar] [CrossRef]
- Drossel, W.-G.; Gebhardt, S.; Bucht, A.; Kranz, A.; Schneider, J.; Ettichrätz, M. Performance of a new piezoceramic thick film sensor for measurement and control of cutting forces during milling. CIRP Ann. 2018, 67, 45–48. [Google Scholar] [CrossRef]
- Altintas, Y. Manufacturing Automation: Metal Cutting Mechanics, Machine Tool Vibrations, and CNC Design; Cambridge University Press: Cambridge, UK, 2012. [Google Scholar]
- Olvera, D.; Artetxe, E.; Luo, M.; Urbikain, G. 5-axis milling of complex parts with barrel-shape cutter: Cutting force model and experimental validation. Procedia Manuf. 2020, 48, 528–532. [Google Scholar] [CrossRef]
- Altintaş, Y.; Lee, P. A General Mechanics and Dynamics Model for Helical End Mills. CIRP Ann. 1996, 45, 59–64. [Google Scholar] [CrossRef]
- Kienzle, V. Spezifische Schnittkräfte bei der Metallbearbeitung. Werkstatttechnik Und Masch. 1957, 47, 224–225. [Google Scholar]
- Boz, Y.; Erdim, H.; Lazoglu, I. Modeling cutting forces for five axis milling of sculptured surfaces. Adv. Mater. Res. 2011, 223, 701–712. [Google Scholar] [CrossRef]
- Artetxe, E.; Urbikain, G.; Lamikiz, A.; de-Lacalle, L.N.L.; González, R.; Rodal, P. A Mechanistic Cutting Force Model for New Barrel End Mills. Procedia Eng. 2015, 132, 553–560. [Google Scholar] [CrossRef]
- Hanief, M.; Wani, M.F.; Charoo, M.S. Modeling and prediction of cutting forces during the turning of red brass (C23000) using ANN and regression analysis. Eng. Sci. Technol. Int. J. 2017, 20, 1220–1226. [Google Scholar] [CrossRef]
- de Lacalle, L.N.L.; Lamikiz, A.; Sánchez, J.A.; de Bustos, I.F. Simultaneous measurement of forces and machine tool position for diagnostic of machining tests. IEEE Trans. Instrum. Meas. 2005, 54, 2329–2335. [Google Scholar]
- Klocke, F.; Kratz, S.; Veselovac, D. Position-oriented process monitoring in freeform milling. CIRP J. Manuf. Sci. Technol. 2008, 1, 103–107. [Google Scholar] [CrossRef]
- Aggarwal, S.; Nešić, N.; Xirouchakis, P. Cutting torque and tangential cutting force coefficient identification from spindle motor current. Int. J. Adv. Manuf. Technol. 2013, 65, 81–95. [Google Scholar] [CrossRef]
- Hanel, A.; Wenkler, E.; Schnellhardt, T.; Corinth, C.; Brosius, A.; Fay, A.; Nestler, A. Development of a method to determine cutting forces based on planning and process data as a contribution for the creation of digital process twins. MM Sci. J. 2019, 2019, 3148–3155. [Google Scholar] [CrossRef]
- Arnold, F.; Hänel, A.; Nestler, A.; Brosius, A. New Approaches for the Determination of Specific Values for Process Models in Machining Using Artificial Neural Networks. Procedia Manuf. 2017, 11, 1463–1470. [Google Scholar] [CrossRef]
- Quintana, G.; Ciurana, J. Chatter in machining processes: A review. Int. J. Mach. Tools Manuf. 2011, 51, 363–376. [Google Scholar] [CrossRef]
- Wang, D.; Löser, M.; Luo, Y.; Ihlenfeldt, S.; Wang, X.; Liu, Z. Prediction of cumulative surface location error at the contact zone of in-process workpiece and milling tool. Int. J. Mech. Sci. 2020, 177, 105543. [Google Scholar] [CrossRef]
- Honeycutt, A.; Schmitz, T.L. A New Metric for Automated Stability Identification in Time Domain Milling Simulation. J. Manuf. Sci. Eng. 2016, 138. [Google Scholar] [CrossRef]
- Hänel, A.; Seidel, A.; Willy, C.; Dementyev, A.; Kozak, K.; Seidel, R.; Teicher, U.; Hellmich, A.; Drossel, W.G.; Ihlenfeldt, S. Impact of Cyber-physically enhanced manufacturing on the product requirement documentation in high-tech applications. 2021, in press. [Google Scholar]
- Brueckner, F.; Riede, M.; Müller, M.; Marquardt, F.; Willner, R.; Seidel, A.; Lopéz, E.; Leyens, C.; Beyer, E. Enhanced manufacturing possibilities using multi-materials in laser metal deposition. J. Laser Appl. 2018, 30, 032308. [Google Scholar] [CrossRef]
- Seidel, A. Integral Approach for Hybrid Manufacturing of Large Structual Titanium Space Components. Ph.D. Thesis, TU Dresden University, Dresden, Germany, 2021. [Google Scholar]
- Burnett, T.L.; Withers, P.J. Completing the picture through correlative characterization. Nat. Mater. 2019, 18, 1041–1049. [Google Scholar] [CrossRef]
- Lopez, E.; Felgueiras, T.; Grunert, C.; Brückner, F.; Riede, M.; Seidel, A.; Marquardt, A.; Leyens, C.; Beyer, E. Evaluation of 3D-printed parts by means of high-performance computer tomography. J. Laser Appl. 2018, 30, 032307. [Google Scholar] [CrossRef]
- Ramadhan, R.S.; Cabeza, S.; Pirling, T.; Kabra, S.; Hofmann, M.; Rebelo Kornmeier, J.; Venter, A.M.; Marias, D. Quantitative analysis and benchmarking of positional accuracies of neutron strain scanners. Nucl. Instrum. Methods Phys. Res. Sect. A Accel. Spectrometers Detect. Assoc. Equip. 2021, 999, 165230. [Google Scholar] [CrossRef]
- Schweizer, C. Final Report «MaterialDigital». 2020. Available online: http://publica.fraunhofer.de/documents/N-608495.html (accessed on 27 July 2021).
- Torims, T.; Logins, A.; Rosado, P.C.; Gutiérrez, S.; Torres, R. The Dependence of 3D Surface Roughness Parameters on High-Speed Milling Technological Parameters and Machining Strategy. Adv. Manuf. Am. Soc. Mech. Eng. 2014. [Google Scholar] [CrossRef]
- Benardos, P.G.; Vosniakos, G.-C. Predicting surface roughness in machining: A review. Int. J. Mach. Tools Manuf. 2003, 43, 833–844. [Google Scholar] [CrossRef]
- Klocke, F.; Kuchle, A. Metrology and Workpiece Quality; Springer: Berlin/Heidelberg, Germany, 2011; pp. 3–37. [Google Scholar]
- Urbikain, G.; de Lacalle, L.N.L. Modelling of surface roughness in inclined milling operations with circle-segment end mills. Simul. Model. Pract. Theory 2018, 84, 161–176. [Google Scholar] [CrossRef]
- Gao, W.; Haitjema, H.; Fang, F.Z.; Leach, R.K.; Cheung, C.F.; Savio, E.; Linares, J.M. On-machine and in-process surface metrology for precision manufacturing. CIRP Ann. 2019, 68, 843–866. [Google Scholar] [CrossRef]
- Seidel, A.; Gollee, C.; Schnellhardt, T.; Hammer, M.; Dassing, J.; Vogt, R.; Wiese, T.; Teicher, U.; Hellmich, A.; Ihlenfeldt, S.; et al. Cyber-physical approach toward semiautonomous postprocessing of additive manufactured parts and components. J. Laser Appl. 2021, 33, 012033. [Google Scholar] [CrossRef]
- Davim, J.P. (Ed.) Surface Integrity in Machining; Springer: London, UK, 2010. [Google Scholar]
- Zeroudi, N.; Fontaine, M.; Necib, K. Prediction of cutting forces in 3-axes milling of sculptured surfaces directly from CAM tool path. J. Intell. Manuf. 2012, 23, 1573–1587. [Google Scholar] [CrossRef]
- Saini, S.; Ahuja, I.S.; Sharma, V.S. Influence of cutting parameters on tool wear and surface roughness in hard turning of AISI H11 tool steel using ceramic tools. Int. J. Precis. Eng. Manuf. 2012, 13, 1295–1302. [Google Scholar] [CrossRef]
- Artetxe, E.; Olvera, D.; de Lacalle, L.N.L.; Campa, F.J.; Olvera, D.; Lamikiz, A. Solid subtraction model for the surface topography prediction in flank milling of thin-walled integral blade rotors (IBRs). Int. J. Adv. Manuf. Technol. 2017, 90, 741–752. [Google Scholar] [CrossRef]
- Pelayo, G.U.; Olvera-Trejo, D.; Luo, M.; de Lacalle, L.N.L.; Elias-Zuniga, A. Surface roughness prediction with new barrel-shape mills considering runout: Modelling and validation. Measurement 2021, 173, 108670. [Google Scholar] [CrossRef]
- Moayyedian, M.; Mohajer, A.; Kazemian, M.G.; Mamedov, A.; Derakhshandeh, J.F. Surface roughness analysis in milling machining using design of experiment. SN Appl. Sci. 2020, 2, 1698. [Google Scholar] [CrossRef]
- Özel, T.; Karpat, Y. Predictive modeling of surface roughness and tool wear in hard turning using regression and neural networks. Int. J. Mach. Tools Manuf. 2005, 45, 467–479. [Google Scholar] [CrossRef]
- Abu-Mahfouz, I.; Rahman, A.E.; Banerjee, A. Surface roughness prediction in turning using three artificial intelligence techniques; A comparative study. Procedia Comput. Sci. 2018, 140, 258–267. [Google Scholar] [CrossRef]
- Kim, D.-H.; Kim, T.J.Y.; Wang, X.; Kim, M.; Quan, Y.J.; Oh, J.W.; Min, S.H.; Kim, H.; Bhandari, B.; Yang, I.; et al. Smart Machining Process Using Machine Learning: A Review and Perspective on Machining Industry. Int. J. Precis. Eng. Manuf. Technol. 2018, 5, 555–568. [Google Scholar] [CrossRef]
- Lu, C. Study on prediction of surface quality in machining process. J. Mater. Process Technol. 2008, 205, 439–450. [Google Scholar] [CrossRef]
- de Lacalle, L.N.L.; Lamikiz, A.; Sánchez, J.A.; Salgado, M.A. Toolpath selection based on the minimum deflection cutting forces in the programming of complex surfaces milling. Int. J. Mach. Tools Manuf. 2007, 47, 388–400. [Google Scholar] [CrossRef]
- Siebrecht, T.; Kersting, P.; Biermann, D.; Odendahl, S.; Bergmann, J. Modeling of Surface Location Errors in a Multi-scale Milling Simulation System Using a Tool Model Based on Triangle Meshes. Procedia CIRP 2015, 37, 188–192. [Google Scholar] [CrossRef]
- Lee, Y.J.; Wang, H. Current understanding of surface effects in microcutting. Mater. Des. 2020, 192, 108688. [Google Scholar] [CrossRef]
- Bauer, M.H. Messen der Oberflächengüte. Maschinenbau-Der Betr. 1934, 13, 81–83. [Google Scholar]
- Teicher, U.; Pirl, S.; Nestler, A.; Hellmich, A.; Ihlenfeldt, S. Surface roughness and its prediction in high speed milling of aluminum alloys with PCD and cemented carbide tools. MM Sci. J. 2019, 2019, 3136–3141. [Google Scholar] [CrossRef]
- Brammertz, P.H. Entstehung der Oberflächenrauheit beim Feindrehen. Industrieanzeiger 1961, 83, 25–32. [Google Scholar]
- Brown, I.; Schoop, J. An Iterative Size Effect Model of Surface Generation in Finish Machining. J. Manuf. Mater. Process 2020, 4, 63. [Google Scholar] [CrossRef]
- Sztipanovits, J.; Koutsoukos, X.; Karsai, G.; Kottenstette, N.; Antsaklis, P.; Gupta, V.; Goodwine, B.; Baras, J.; Wang, S. Toward a Science of Cyber Physical System Integration. Proc. IEEE 2012, 100, 29–44. [Google Scholar] [CrossRef]
- Jędrzejewski, J.; Kwaśny, W. Discussion of Machine Tool Intelligence, Based on Selected Concepts and Research. J. Mach. Eng. 2015, 15, 5–26. [Google Scholar]
- Hoffmann, M.; Meisen, T.; Jeschke, S. OPC UA Based ERP Agents: Enabling Scalable Communication Solutions in Heterogeneous Automation Environments. In Advances in Practical Applications of Cyber-Physical Multi-Agent Systems: The PAAMS Collection; Springer: Cham, Switzerland, 2017; pp. 120–131. [Google Scholar]
- Hentza, J.B.; Nguyen, V.K.; Maederb, W.; Panares, D.; Gunnink, J.W.; Gontarz, A.; Stavropoulos, P.; Hamilton, K.; Hascoet, J.Y. An enabling digital foundation towards smart machining. Procedia CIRP 2013, 12, 240–245. [Google Scholar] [CrossRef]
- Botkina, D.; Hedlind, M.; Olsson, B.; Henser, J.; Lundholm, T. Digital Twin of a Cutting Tool. Procedia CIRP 2018, 72, 215–218. [Google Scholar] [CrossRef]
- Trabesinger, S.; Butzerin, A.; Schall, D.; Pichler, R. Analysis of high frequency data of a machine tool via edge computing. Procedia Manuf. 2020, 45, 343–348. [Google Scholar] [CrossRef]
- Liu, C.; Vengayil, H.; Lu, Y.; Xu, X. A Cyber-Physical Machine Tools Platform using OPC UA and MTConnect. J. Manuf. Syst. 2019, 51, 61–74. [Google Scholar] [CrossRef]
- Grieves, M.; Vickers, J. Digital Twin: Mitigating Unpredictable, Undesirable Emergent Behavior in Complex Systems. In Transdisciplinary Perspectives on Complex Systems; Springer International Publishing: Cham, Switzerland, 2017; pp. 85–113. [Google Scholar]









Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hänel, A.; Seidel, A.; Frieß, U.; Teicher, U.; Wiemer, H.; Wang, D.; Wenkler, E.; Penter, L.; Hellmich, A.; Ihlenfeldt, S. Digital Twins for High-Tech Machining Applications—A Model-Based Analytics-Ready Approach. J. Manuf. Mater. Process. 2021, 5, 80. https://doi.org/10.3390/jmmp5030080
Hänel A, Seidel A, Frieß U, Teicher U, Wiemer H, Wang D, Wenkler E, Penter L, Hellmich A, Ihlenfeldt S. Digital Twins for High-Tech Machining Applications—A Model-Based Analytics-Ready Approach. Journal of Manufacturing and Materials Processing. 2021; 5(3):80. https://doi.org/10.3390/jmmp5030080
Chicago/Turabian StyleHänel, Albrecht, André Seidel, Uwe Frieß, Uwe Teicher, Hajo Wiemer, Dongqian Wang, Eric Wenkler, Lars Penter, Arvid Hellmich, and Steffen Ihlenfeldt. 2021. "Digital Twins for High-Tech Machining Applications—A Model-Based Analytics-Ready Approach" Journal of Manufacturing and Materials Processing 5, no. 3: 80. https://doi.org/10.3390/jmmp5030080
APA StyleHänel, A., Seidel, A., Frieß, U., Teicher, U., Wiemer, H., Wang, D., Wenkler, E., Penter, L., Hellmich, A., & Ihlenfeldt, S. (2021). Digital Twins for High-Tech Machining Applications—A Model-Based Analytics-Ready Approach. Journal of Manufacturing and Materials Processing, 5(3), 80. https://doi.org/10.3390/jmmp5030080