
Influence of Constitutive Models and the Choice of the Parameters on FE Simulation of Ti6Al4V Orthogonal Cutting Process for Different Uncut Chip Thicknesses †


 , and
, and 
Abstract
1. Introduction
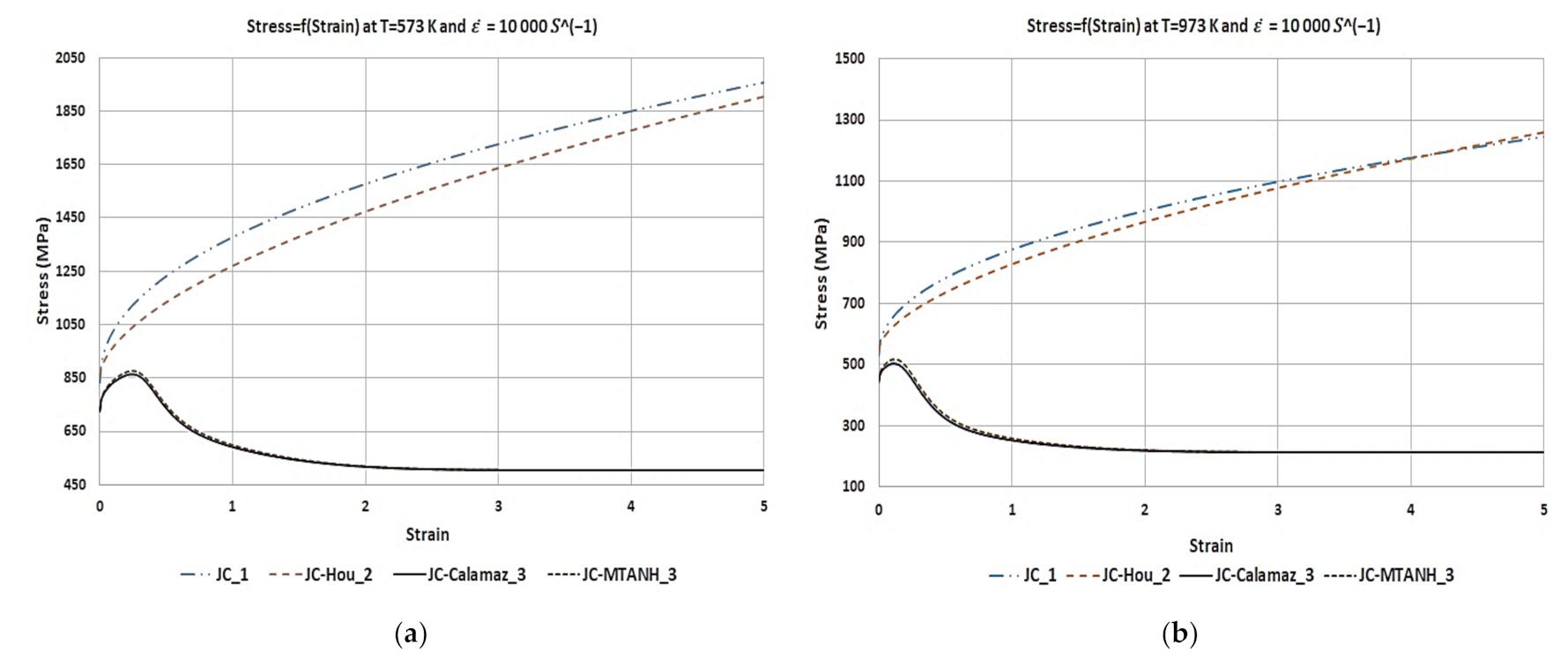
- The Johnson–Cook model [21].
- The Modified Johnson–Cook model from Calamaz et al. [25] that considers the strains softening phenomenon.
- The Modified Johnson–Cook model from Hou et al. [30] that takes into account temperature dependent hardening aspect and its coupled effects between strain and temperature.
2. Material Models
2.1. Johnson–Cook Constitutive Model (JC)
2.2. Modified Johnson–Cook Model by CALAMAZ (JC-Calamaz)
2.3. Modified Johnson–Cook Model by HOU (JC-Hou)
2.4. Modified TANH Material Model (JC-MTANH)
3. Constitutive Models Parameters for Modeling of Machining Process of Ti6Al4V
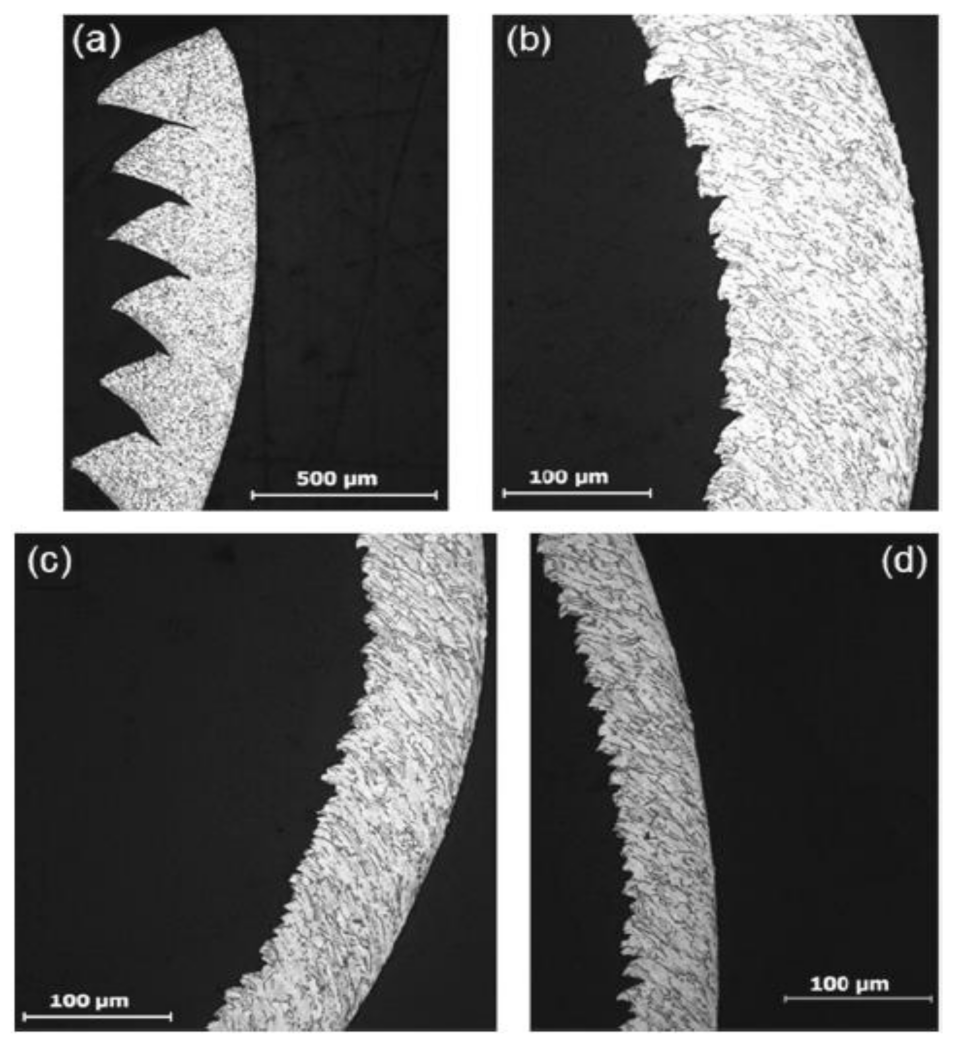
4. Experimental Reference
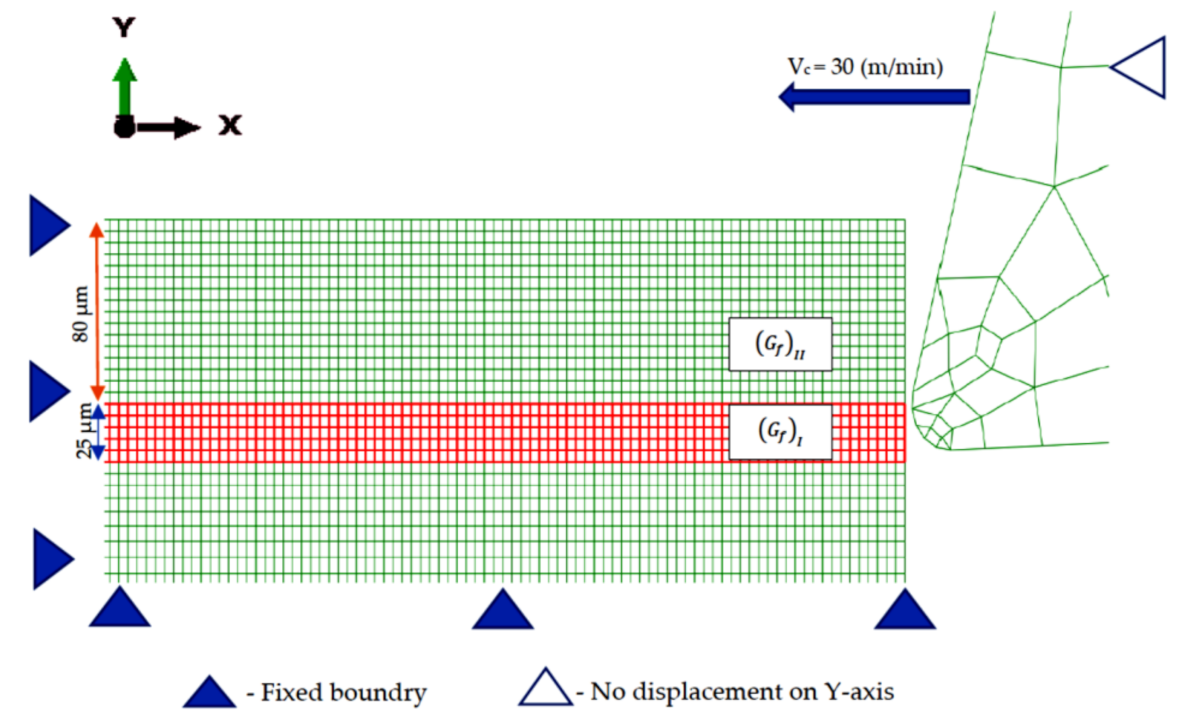
5. Finite Element Model
6. Numerical Results and Discussions
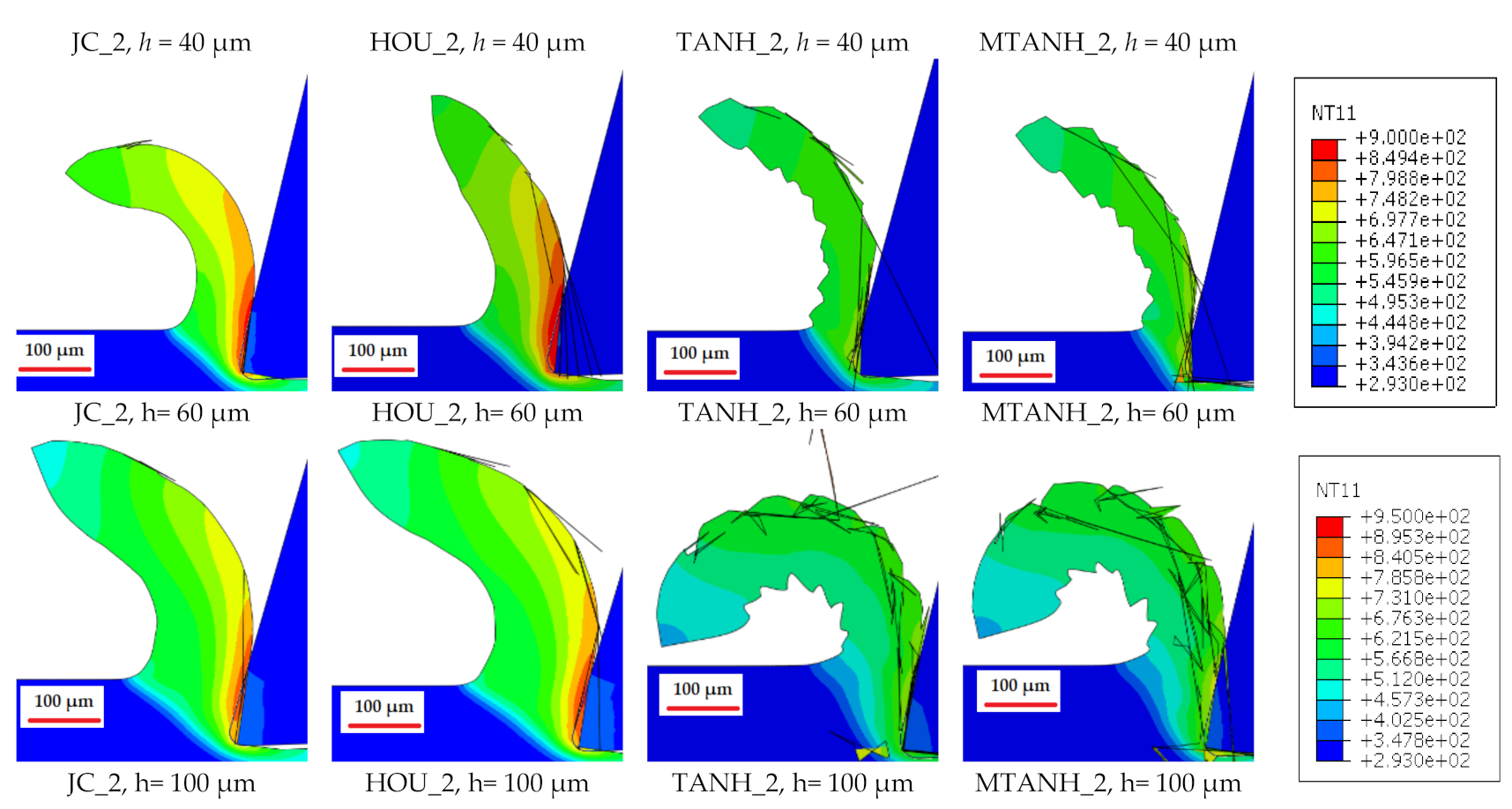
6.1. Comparison of Constitutive Models for Uncut Chip Thickness of 60 µm
6.2. Influence of Parameters Sets for Different Uncut Chip Thickness
6.2.1. Forces
6.2.2. Predicted Chip Morphology
7. Discussion
8. Conclusions
- A direct link is observed between temperature and cutting force values.
- JC-Hou with parameters set 2 predictors equivalent cutting force as experimental reference for all uncut chip thickness considered in this study. It also predicts the chip morphology of h = 40 µm, 60 µm and 100 µm (continuous chips) but fails at = 280 µm (serrated chip).
- JC-MTANH model does not show a significant improvement in the prediction of forces and chip morphologies.
- JC-Calamaz model predicts the chip morphology at = 280 µm but fails to predict chip morphologies of smaller uncut chip thicknesses and the force values.
- JC-Calamaz model with set 1 and set 2 parameters shows a significant improvement in the force calculation.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Lütjering, G.; Williams, J.C. Titanium (Engineering Materials and Processes); Springer: Berlin/Heidelberg, Germany, 2013. [Google Scholar]
- Boyer, R. Materials Properties Handbook; ASM International: Materials Park, OH, USA, 1994. [Google Scholar]
- Bridges, P.J.; Magnus, B. Manufacture of Titanium Alloy Components for Aerospace and Military Applications; Cost Effective Application of Titanium Alloys in Military Platforms; RTO-MP-069(II); Research and Technology Organization: France, 2002. [Google Scholar]
- Arrazola, P.J.; Özel, T.; Umbrello, D.; Davies, M.; Jawahir, I.S. Recent advances in modelling of metal machining processes. Cirp Ann. Manuf. Technol. 2013, 62, 695–718. [Google Scholar] [CrossRef]
- Komanduri, R. Some clarifications on the mechanics of chip formation when machining titanium alloys. Wear 1982, 76, 15–34. [Google Scholar] [CrossRef]
- Komvopoulos, K.; Erpenbeck, S.A. Finite Element Modeling of Orthogonal Metal Cutting. J. Eng. Ind. 1991, 113, 253–267. [Google Scholar] [CrossRef]
- Davim, J.P. (Ed.) Finite Element Method in Machining Process; Springer: Berlin/Heidelberg, Germany, 2013. [Google Scholar]
- Ducobu, F.; Rivière-Lorphèvre, E.; Filippi, E. Numerical contribution to the comprehension of saw-toothed Ti6Al4V chip formation in orthogonal cutting. Int. J. Mech. Sci. 2014, 81, 77–87. [Google Scholar] [CrossRef]
- Pantalé, O.; Bacaria, J.-L.; Dalverny, O.; Rakotomalala, R.; Caperaa, S. 2D and 3D numerical models of metal cutting with damage effects. Comput. Methods Appl. Mech. Eng. 2004, 193, 4383–4399. [Google Scholar] [CrossRef]
- Arrazola, P.J.; Özel, T. Investigations on the effects of friction modeling in finite element simulation of machining. Int. J. Mech. Sci. 2010, 52, 31–42. [Google Scholar] [CrossRef]
- Subbiah, S.; Melkote, S.N. Effect of finite edge radius on ductile fracture ahead of the cutting tool edge in micro-cutting of Al2024-T3. Mater. Sci. Eng. 2008, 474, 283–300. [Google Scholar] [CrossRef]
- Ohbuchi, Y.; Obikawa, T. Finite Element Modeling of Chip Formation in the Domain of Negative Rake Angle Cutting. J. Eng. Mater. Technol. 2003, 125, 324–332. [Google Scholar] [CrossRef]
- Umbrello, D. Finite element simulation of conventional and high speed machining of Ti6Al4V alloy. J. Mater. Process. Technol. 2008, 196, 79–87. [Google Scholar] [CrossRef]
- Ducobu, F.; Arrazola, P.; Rivière-Lorphèvre, E.; Filippi, E. Finite Element Prediction of the Tool Wear Influence in Ti6Al4V Machining. Procedia Cirp 2015, 31, 124–129. [Google Scholar] [CrossRef]
- Ducobu, F.; Rivière-Lorphèvre, E.; Filippi, E. Application of the Coupled Eulerian-Lagrangian (CEL) method to the modeling of orthogonal cutting. Eur. J. Mech. A/Solids 2016, 59, 58–66. [Google Scholar] [CrossRef]
- Ducobu, F.; Rivière-Lorphèvre, E.; Filippi, E. Finite element modelling of 3D orthogonal cutting experimental tests with the Coupled Eulerian-Lagrangian (CEL) formulation. Finite Elem. Anal. Des. 2017, 134, 27–50. [Google Scholar] [CrossRef]
- Vaz, M., Jr. Modelling and Simulation of Machining Processes. Arch. Comput. Methods Eng. 2010, 14, 173–204. [Google Scholar] [CrossRef]
- Cotterell, M.; Ares, E.; Yanes, J.B.; Lopez, F.R.J.; Hernandez, P.P.; Peláez, G. Temperature and Strain Measurement during Chip Formation in Orthogonal Cutting Conditions Applied to Ti-6Al-4V. Procedia Eng. 2013, 63, 922–930. [Google Scholar] [CrossRef]
- Ducobu, F.; Rivière-Lorphèvre, E.; Filippi, E. Influence of the Material Behavior Law and Damage Value on the 9Results of an Orthogonal Cutting Finite Element Model of Ti6Al4V. Procedia Cirp 2013, 8, 379–384. [Google Scholar] [CrossRef][Green Version]
- Ducobu, F.; Rivière-Lorphèvre, E.; Filippi, E. Comparison of several behaviour laws intended to produce a realistic Ti6Al4V chip by finite elements modelling. Key Eng. Mater. 2015, 651-653, 1197–1203. [Google Scholar] [CrossRef]
- Johnson, G.R.; Cook, W.H. A constitutive model and data for metals subjected to large strains, high strain rates and high temperatures. In Proceedings of the Seventh International Symposium on Ballistics, Hague, The Netherlands, 19–21 April 1983; pp. 541–547. [Google Scholar]
- Johnson, G.R.; Cook, W.H. Fracture characteristics of three metals subjected to various strains, strain rates, temperatures and pressures. Eng. Fract. Mech. 1985, 21, 31–48. [Google Scholar] [CrossRef]
- George, T. Classic Split-Hopkinson Pressure Bar Testing. In Mechanical Testing and Evaluation; ASM Handbook; Kuhn, H., Medlin, D., Eds.; ASM International: Materials Park, OH, USA, 2000; Volume 8, pp. 462–476. [Google Scholar]
- Sima, M.; Özel, T. Modified material constitutive models for serrated chip formation simulations and experimental validation in machining of titanium alloy Ti–6Al–4V. Int. J. Mach. Tools Manuf. 2010, 50, 943–960. [Google Scholar] [CrossRef]
- Calamaz, M.; Coupard, D.; Girot, F. A new material model for 2D numerical simulation of serrated chip formation when machining titanium alloy Ti–6Al–4V. Int. J. Mach. Tools Manuf. 2008, 48, 275–288. [Google Scholar] [CrossRef]
- Umbrello, D.; M’Saoubi, R.; Outeiro, J.C. The influence of Johnson-Cook material constants on finite element simulation of machining of AISI 316L steel. Int. J. Mach. Tools Manuf. 2007, 47, 462–470. [Google Scholar] [CrossRef]
- Karpat, Y. A modified material model for the finite element simulation of machining titanium Alloyti-6Al-4 V. Mach. Sci. Technol. 2010, 14, 390–410. [Google Scholar] [CrossRef]
- Ducobu, F.; Rivière-Lorphèvre, E.; Filippi, E. On the importance of the choice of the parameters of the Johnson-Cook constitutive model and their influence on the results of a Ti6Al4V orthogonal cutting model. Int. J. Mech. Sci. 2017, 122, 143–155. [Google Scholar] [CrossRef]
- Kugalur-Palanisamy, N.; Rivière-Lorphèvre, E.; Ducobu, F.; Arrazola, P.-J. Influence of the Choice of the Parameters on Constitutive Models and their Effects on the Results of Ti6Al4V Orthogonal Cutting Simulation. Procedia Manuf. 2020, 47, 458–465. [Google Scholar] [CrossRef]
- Hou, X.; Liu, Z.; Wang, B.; Lv, W.; Liang, X.; Hua, Y. Stress-Strain Curves and Modified Material Constitutive Model for Ti-6Al-4V over the Wide Ranges of Strain Rate and Temperature. Materials 2018, 11, 938. [Google Scholar] [CrossRef]
- Seo, S.; Min, O.; Yang, H. Constitutive equation for Ti–6Al–4V at high temperatures measured using the SHPB technique. Int. J. Impact. Eng. 2005, 31, 735–754. [Google Scholar] [CrossRef]
- Ducobu, F.; Rivière-Lorphèvre, E.; Filippi, E. Experimental contribution to the study of the Ti6Al4V chip formation in orthogonal cutting on a milling machine. Int. J. Mater. 2014, 8, 455–468. [Google Scholar] [CrossRef]
- Melkote, S.N.; Grzesik, W.; Outeiro, J.; Rech, J.; Schulze, V.; Attia, H.; Arrazola, P.-J.; M’Saoubi, R.; Saldana, C. Advances in material and friction data for modelling of metal machining. Cirp Ann. 2017, 66, 731–754. [Google Scholar] [CrossRef]
- Leseur, D. Experimental Investigations of Material Models for Ti-6A1-4V and 2024-T3; Lawrence Livermore National Lab.: Livermore, CA, USA, 1999. [Google Scholar] [CrossRef]
- Bouchnak, T.B. Etude du Comportement en Sollicitations Extremes et de L’usinabilité d’un Nouvel Alliage de Titane Aéronautique: Le Ti555-3. Ph.D. Thesis, ENSAM, Paris, France, 2010. [Google Scholar]
- Sun, J.; Guo, Y.B. Material flow stress and failure in multiscale machining titanium alloy Ti-6Al-4V. Int. J. Adv. Manuf. 2009, 41, 651–659. [Google Scholar]
- Mabrouki, T.; Girardin, F.; Asad, M.; Rigal, J.-F. Numerical and experimental study of dry cutting for an aeronautic aluminium alloy (A2024-T351). Int. J. Mach. Tools Manuf. 2008, 48, 1187–1197. [Google Scholar] [CrossRef]
- Kay, G. Failure Modeling of Titanium-6Al-4V and 2024-T3 Aluminum with the Johnson-Cook Material Model; Lawrence Livermore National Lab.: Livermore, CA, USA, 2002. [Google Scholar]
- Simulia. Abaqus Analysis User’s Manual 6.14; Simulia: Johnston, RI, USA, 2014. [Google Scholar]
- Zhang, Y.; Mabrouki, T.; Nelias, D.; Gong, Y. FE-model for Titanium alloy (Ti-6Al-4V) cutting based on the identification of limiting shear stress at tool-chip interface. Int. J. Mater. Form. 2011, 4, 11–23. [Google Scholar] [CrossRef]
- Henry, S.D.; Dragolich, K.S.; Dimatteo, N.D. Fatigue Data Book: Light Structural Alloys; ASM International: Materials Park, OH, USA, 1995. [Google Scholar]
- Guo, Y.B. Dynamic material behavior modelling using internal state variable plasticity and its application in hard machining simulations. J. Manuf. Sci. Eng. 2006, 128, 749–756. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 1 | 2 | 3 | |||
|---|---|---|---|---|---|
| (MPa) | 997.9 | (MPa) | 920 | (MPa) | 968 |
| (MPa) | 653.1 | (MPa) | 400 | (MPa) | 380 |
| 0.0198 | 0.042 | 0.02 | |||
| 0.7 | 0.633 | 0.577 | |||
| 0.45 | 0.578 | 0.421 | |||
| (K) | 298 | (K) | 293 | (K) | 298 |
| (K) | 1878 | (K) | 1933 | (K) | 1878 |
| 0.158 | 1.6 | ||||
| 0.4 | |||||
| 6 | |||||
| 1 | |||||
| Cutting speed (m/min) | 30 |
| Uncut chip thickness (µm) | 40, 60, 100, 280 |
| Width of cut (mm) | 1 |
| Length of cut (mm) | 10 |
| Rack angle (°) | 15 |
| Clearance angle (°) | 2 |
| Cutting edge radius (µm) | 20 |
| (µm) | RMS Fc (N/mm) | RMS Ff (N/mm) | (µm) |
|---|---|---|---|
| 40 | 86 ± 2 | 41 ± 1 | 59 ± 5 |
| 60 | 112 ± 2 | 45 ± 1 | 80 ± 4 |
| 100 | 173 ± 2 | 51 ± 1 | 135 ± 6 |
| 280 | 387 ± 2 | 77 ± 4 | * |
| x (μm) | 206 ± 17 | 288 ± 14 | 157 ± 21 |
| Material Properties | Ti6Al4V | Tungsten Carbide |
|---|---|---|
| (kg/m3) | 4430 | 15,000 |
| (GPa) | 113.8 | 800 |
| 0.342 | 0.2 | |
| (K−1) | 8.6 × 10−6 | 4.7 × 10−6 |
| (W/mK) | 7.3 | 46 |
| (J/KgK) | 580 | 203 |
| Material | |||||
|---|---|---|---|---|---|
| Ti6Al4V | −0.09 | 0.27 | 0.48 | 0.14 | 3.87 |
| Uncut Chip Thickness (µm) | Models | Fc (N/mm) | Δ Fc(%) | Ff (N/mm) | Δ Ff(%) | (µm) | (%) |
|---|---|---|---|---|---|---|---|
| 60 | Experiment | 112 ± 2 | - | 45 ± 1 | - | 80 ± 4 | |
| JC_1 | 108 | 3 | 51 | 11 | 74 | 7 | |
| JC_2 | 106 | 5 | 49 | 7 | 79 | 1 | |
| JC_3 | 95 | 15 | 48 | 6 | 75 | 6 | |
| JC-Hou_1 | 109 | 2 | 50 | 9 | 77 | 3 | |
| JC-Hou_2 | 111 | 1* | 47 | 4 | 81 | 1* | |
| JC-Hou_3 | 98 | 13 | 49 | 8 | 77 | 3 | |
| JC-Calamaz_1 | 92 | 18 | 55 | 21 | 65 | 19 | |
| JC-Calamaz_2 | 89 | 20 | 50 | 9 | 63 | 21 | |
| JC-Calamaz_3 | 81 | 27 | 53 | 17 | 60 | 25 | |
| JC-MTANH_1 | 92 | 18 | 59 | 30 | 71 | 10 | |
| JC-MTANH_2 | 89 | 20 | 53 | 17 | 70 | 11 | |
| JC-MTANH_3 | 82 | 26 | 53 | 17 | 64 | 20 |
| Uncut Chip Thickness (µm) | Models | Fc (N/mm) | ΔFc (%) | Ff (N/mm) | ΔFf (%) | (µm) | (%) |
|---|---|---|---|---|---|---|---|
| 40 | Experiment | 86 ± 2 | - | 41 ± 1 | - | 59 ± 5 | - |
| JC_1 | 87 | 1* | 48 | 14 | 48 | 10 | |
| JC_2 | 82 | 3 | 46 | 9 | 50 | 7 | |
| JC_3 | 78 | 7 | 52 | 24 | 56 | 3* | |
| JC-Hou_1 | 87 | 1* | 50 | 20 | 49 | 9 | |
| JC-Hou_2 | 86 | - | 47 | 12 | 48 | 10 | |
| JC-Hou_3 | 80 | 4 | 53 | 25 | 54 | 5* | |
| JC-Calamaz_1 | 68 | 19 | 54 | 29 | 43 | 20 | |
| JC-Calamaz_2 | 61 | 27 | 53 | 26 | 41 | 24 | |
| JC-Calamaz_3 | 63 | 26 | 59 | 40 | 47 | 16 | |
| JC-MTANH_1 | 60 | 28 | 47 | 12 | 42 | 18 | |
| JC-MTANH_2 | 61 | 27 | 52 | 24 | 40 | 26 | |
| JC-MTANH_3 | 68 | 19 | 68 | 62 | 46 | 12 |
| Uncut Chip Thickness (µm) | Models | Fc (N/mm) | ΔFc (%) | Ff (N/mm) | ΔFf (%) | (µm) | (%) |
|---|---|---|---|---|---|---|---|
| 100 | Experiment | 173 ± 2 | - | 51 ± 1 | - | 135 ± 6 | - |
| JC_1 | 168 | 2 | 44 | 12 | 132 | 2* | |
| JC_2 | 160 | 6 | 44 | 12 | 130 | 4* | |
| JC_3 | 142 | 17 | 45 | 10 | 138 | 2* | |
| JC-Hou_1 | 171 | 1* | 44 | 12 | 132 | 2* | |
| JC-Hou_2 | 164 | 4 | 44 | 12 | 132 | 2* | |
| JC-Hou_3 | 146 | 15 | 47 | 6 | 142 | 5* | |
| JC-Calamaz_1 | 138 | 19 | 65 | 25 | 126 | 2 | |
| JC-Calamaz_2 | 132 | 23 | 69 | 33 | 122 | 3 | |
| JC-Calamaz_3 | 120 | 30 | 69 | 33 | 120 | 3 | |
| JC-MTANH_1 | 129 | 25 | 57 | 10 | 132 | 2* | |
| JC-MTANH_2 | 130 | 24 | 58 | 11 | 132 | 2* | |
| JC-MTANH_3 | 125 | 27 | 73 | 48 | 118 | 3 |
| Uncut Chip Thickness (µm) | Models | Fc (N/mm) | ΔFc (%) | Ff (N/mm) | ΔFf (%) | (µm) | (%) |
|---|---|---|---|---|---|---|---|
| 280 | Experiment | 387 ± 2 | - | 77 ± 4 | - | - | - |
| JC_1 | 393 | 1 | 39 | 47 | 362 | - | |
| JC_2 | 369 | 4 | 41 | 44 | 350 | - | |
| JC_3 | 323 | 16 | 43 | 41 | 342 | - | |
| JC-Hou_1 | 407 | 5 | 37 | 50 | 364 | - | |
| JC-Hou_2 | 378 | 2 | 41 | 44 | 345 | - | |
| JC-Hou_3 | 330 | 14 | 43 | 41 | 344 | - | |
| JC-Calamaz_1 | 270 | 30 | 60 | 18 | * | - | |
| JC-Calamaz_2 | 274 | 29 | 51 | 30 | * | - | |
| JC-Calamaz_3 | 256 | 33 | 96 | 19 | * | - | |
| JC-MTANH_1 | 264 | 31 | 56 | 23 | * | - | |
| JC-MTANH_2 | 275 | 29 | 53 | 27 | * | - | |
| JC-MTANH_3 | 253 | 34 | 75 | 2* | * | - |
| Models | C (µm) | |||||
|---|---|---|---|---|---|---|
| Experiment | 206 | 17 | 288 | 14 | 157 | 21 |
| JC-Calamaz_1 | 171 | 12 | 316 | 16 | 108 | 26 |
| JC-Calamaz_2 | 188 | 16 | 302 | 26 | 82 | 17 |
| JC-Calamaz_3 | 168 | 9 | 288 | 5 | 104 | 18 |
| JC-MTANH_1 | 178 | 11 | 312 | 12 | 112 | 21 |
| JC-MTANH_2 | 180 | 19 | 306 | 28 | 101 | 8 |
| JC-MTANH_3 | 166 | 7 | 287 | 7 | 96 | 16 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kugalur Palanisamy, N.; Rivière Lorphèvre, E.; Arrazola, P.-J.; Ducobu, F. Influence of Constitutive Models and the Choice of the Parameters on FE Simulation of Ti6Al4V Orthogonal Cutting Process for Different Uncut Chip Thicknesses. J. Manuf. Mater. Process. 2021, 5, 56. https://doi.org/10.3390/jmmp5020056
Kugalur Palanisamy N, Rivière Lorphèvre E, Arrazola P-J, Ducobu F. Influence of Constitutive Models and the Choice of the Parameters on FE Simulation of Ti6Al4V Orthogonal Cutting Process for Different Uncut Chip Thicknesses. Journal of Manufacturing and Materials Processing. 2021; 5(2):56. https://doi.org/10.3390/jmmp5020056
Chicago/Turabian StyleKugalur Palanisamy, Nithyaraaj, Edouard Rivière Lorphèvre, Pedro-José Arrazola, and François Ducobu. 2021. "Influence of Constitutive Models and the Choice of the Parameters on FE Simulation of Ti6Al4V Orthogonal Cutting Process for Different Uncut Chip Thicknesses" Journal of Manufacturing and Materials Processing 5, no. 2: 56. https://doi.org/10.3390/jmmp5020056
APA StyleKugalur Palanisamy, N., Rivière Lorphèvre, E., Arrazola, P.-J., & Ducobu, F. (2021). Influence of Constitutive Models and the Choice of the Parameters on FE Simulation of Ti6Al4V Orthogonal Cutting Process for Different Uncut Chip Thicknesses. Journal of Manufacturing and Materials Processing, 5(2), 56. https://doi.org/10.3390/jmmp5020056