1. Introduction
Milling operations of thin-walled geometries, typical of slender parts like compressor and turbine blades, require particular attention. Unstable phenomena that often manifest in the form of self-excited vibrations are easily triggered by the low bending stiffness of thin-walled parts.
Regenerative chatter vibrations can cause undesired surface undulations/marks, accelerated tool wear, and severe mechanical failures of machine tool elements such as the spindle bearings.
Therefore, avoidance of cutting process instabilities is fundamental for successfully performing industrial machining operations on slender parts [
1,
2].
When adopting preventive-predictive strategies, the so-called stability lobe diagrams (SLD) are determined through the stability analysis of a set of Delay Differential Equations (DDEs) representing milling dynamics linearized around a given stable,
T-periodic (where
T is the spindle revolution period) relative motion between tool tip and workpiece. Nowadays, the most common methods for carrying out this difficult task are the Multi-Frequency Method (MFM) [
3]), the Semi-Discretization Method (SDM) [
4], the Full-Discretization variants (FDM) (e.g., see [
5]), the Improved Chebyshev Collocation Method [
6,
7], and others.
Nevertheless, this approach requires a preliminary, accurate identification of the modal parameters of the machining system, which is not always feasible in industrial environments. In addition, the dynamic behavior of slender parts depends on many unknown factors, and it can vary due to the material removal process. Process damping [
8] or rapid tool wear [
9] may further hinder the application of predictive strategies.
To overcome the disadvantages of process parameters optimization by means of SLD, it is possible to apply semi-active, active or passive chatter suppression techniques.
Tuned mass dampers (TMDs) can be considered semi-active devices that suppress mechanical vibrations by introducing a properly tuned antiresonance close to the original system resonance. In the last decade, special TMDs were developed for an efficient chatter suppression, such as multiple TMDs [
10], self-tunable TMDs, and variable stiffness TMDs [
11,
12].
However, TMDs may interfere with the machine tool elements, they may reduce the available working space, and they may be ineffective when machining system dynamic properties vary considerably. Thus, their application is justified only for specific applications [
9].
Alternatively, viscous fluids can be adopted for dissipating undesired machining system vibrations. For example, Zhang et al. [
13] demonstrated an effective chatter suppression by submerging the whole milling system in a viscous fluid.
Active control of machine tool vibrations through advanced actuators is another possibility. For instance, Wan et al. [
14] developed a spindle system with an integrated electromagnetic actuator that achieved a satisfactory chatter suppression. Butt et al. [
15] designed a two-degree-of-freedom apparatus that exploits non-contact eddy current damping to enhance process stability. Munoa et al. [
9] designed a tunable clamping table for regulating mode coupling dynamics with the aim of chatter suppression in milling of thin-walled parts.
Although active control of chatter may reach outstanding results, it requires major upgrades or modifications of current machine tools, thus it is generally complex to implement in existing equipment and generally expensive.
Therefore, development of novel passive chatter suppression systems is still an interesting research topic due to their simplicity and reliability compared to active systems.
Several tools with variable pitch/variable helix [
16,
17] or serrated cutting edge geometries [
18,
19] have been developed in the last decade for passive chatter suppression. Recently, Itoh et al. [
20] demonstrated that process stability can be significantly improved by means of cutter geometry optimization.
Chatter reduction can also be achieved by means of part, tool, and machine tool stiffness enhancement, for example by exploiting tailor-made fixtures designed to strengthen weaker parts (e.g., thin-walled) [
21,
22].
Wan et al. [
23] proposed another method for increasing process stability that consisted in the application of a tensile pre-stress to the thin-walled workpiece.
In the last few years, metallic lattice structures obtained through Selective Laser Melting (SLM) have been applied for increasing the resistance to weight ratio as well as for vibrations damping in innovative mechanical components.
In detail, AlSi10Mg and AISI 316L lattices have recently showed promising damping properties in comparison with the full density reference material having the same global static stiffness [
24,
25].
Filling the lattice structure with polymeric materials may further enhance the capability of attenuating mechanical vibrations and reducing acoustic noise in advanced engineering applications, as it was recently illustrated in [
26,
27,
28].
In this work, the idea of filling the lattice structure with a material that may increase the dissipation of mechanical energy was further explored. In this case, the unmelted metallic powder filling the lattice voids during the SLM process was retained within the lattice structure by means of a metallic shell. The lattice shell was 3D printed together with the lattice structure.
By doing so, the powder was densely packed and also partially melted close to the lattice beams and joints. Accordingly, powder grains were expected to act as microscopic mechanical dampers. The interaction between lattice structure and powder grains was supposed to be stronger than that obtained by filling the lattice structure with any kind of powder only after the 3D printing process.
This innovative internal configuration was tested for passive chatter suppression of thin-walled parts. This concept was experimentally studied in two phases: a first preliminary experimental campaign by using simple, beam-like specimens (already studied in [
25]) and an advanced experimental campaign on thin-walled parts that were tested by performing both modal analysis and cutting tests.
3. Application of Lattice Structures for Passive Chatter Suppression When Milling Thin-Walled Parts
No studies investigated the application of lattice structures to reduce chatter occurrence in the milling of thin-walled parts. Thus, here, innovative thin-walled parts integrating lattice structures made of AISI 316L were designed and tested to assess their performance for passive chatter suppression.
3.1. Thin-Walled Blade-Like Specimens Design
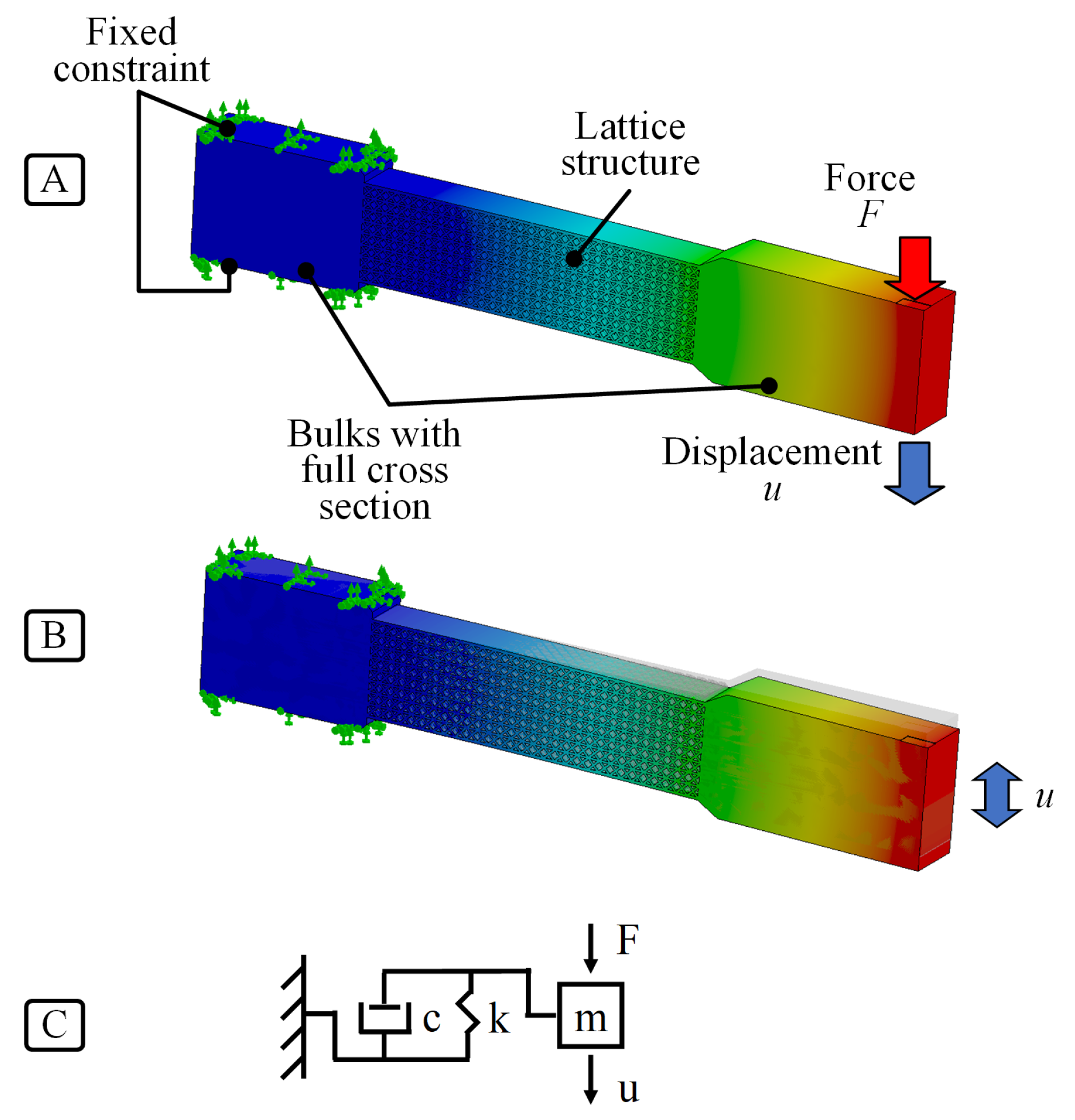
The blade-like thin-walled parts consisted of a lower base that could be easily clamped on a special platform dynamometer, a central section filled as specimens A, B, and C of
Figure 2 and an upper base allowing mechanical clamping of the expendable workpiece to be milled. The central part was shaped including two full cross-section pillars positioned on both sides, ensuring mechanical toughness required to withstand SLM thermal stresses.
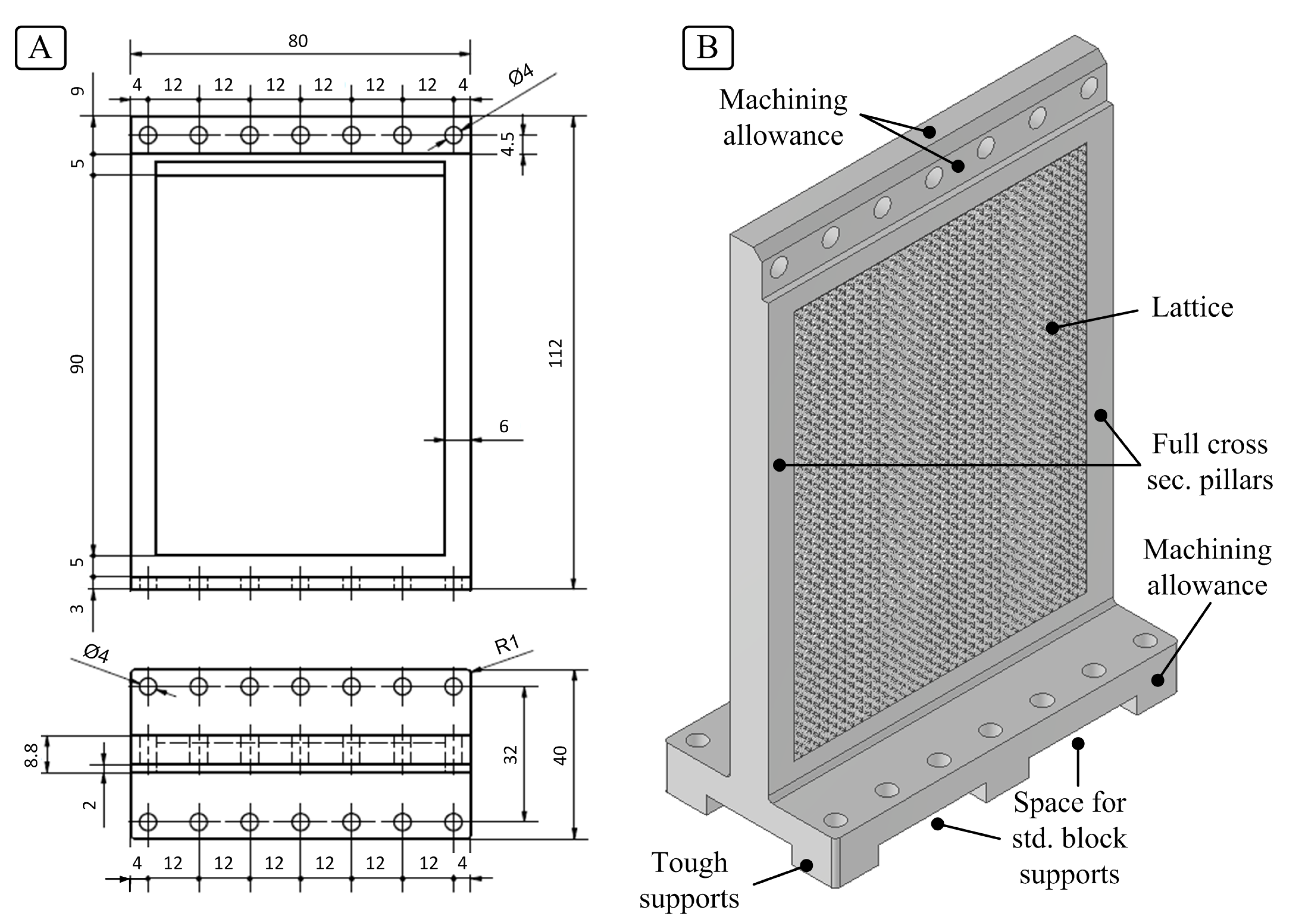
Orthogonal projections and an isometric view of the selected geometry are shown in
Figure 6A, B, respectively. To obtain a slender but mechanically tough blade-like support, the geometry was designed in order to accommodate a lattice infill made of 34 × 4 × 45 unit cells (corresponding to blade type B).
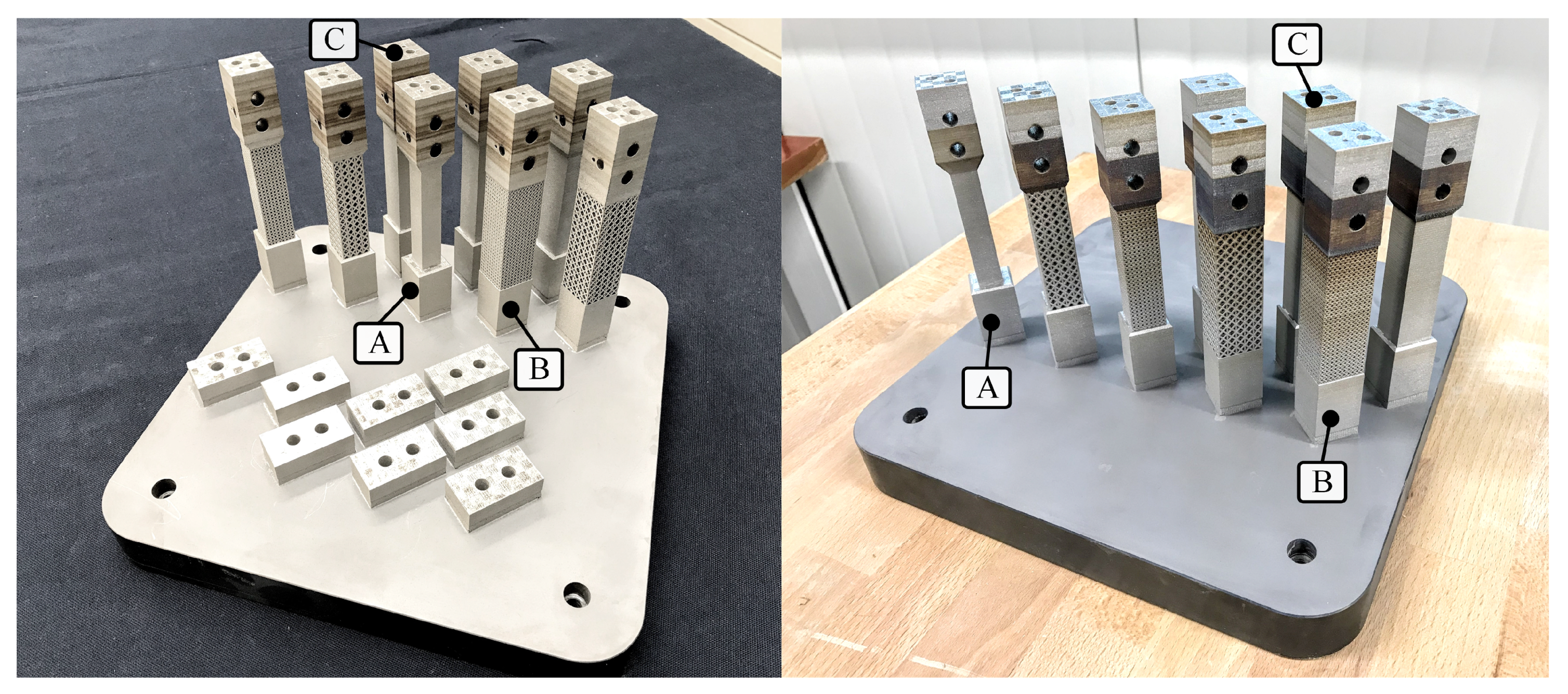
Applying the same procedure seen before, three blade-like supports variants were designed: the first with full density central region (denoted by A, acting as a reference), the second with an (open) lattice structure (B) and the third with a lattice structure closed by a metallic shell that retained the unmelted powder inside the structure (C). The design phase was carried out iteratively by using FE linear elastic analysis with Ansys Mechanical.
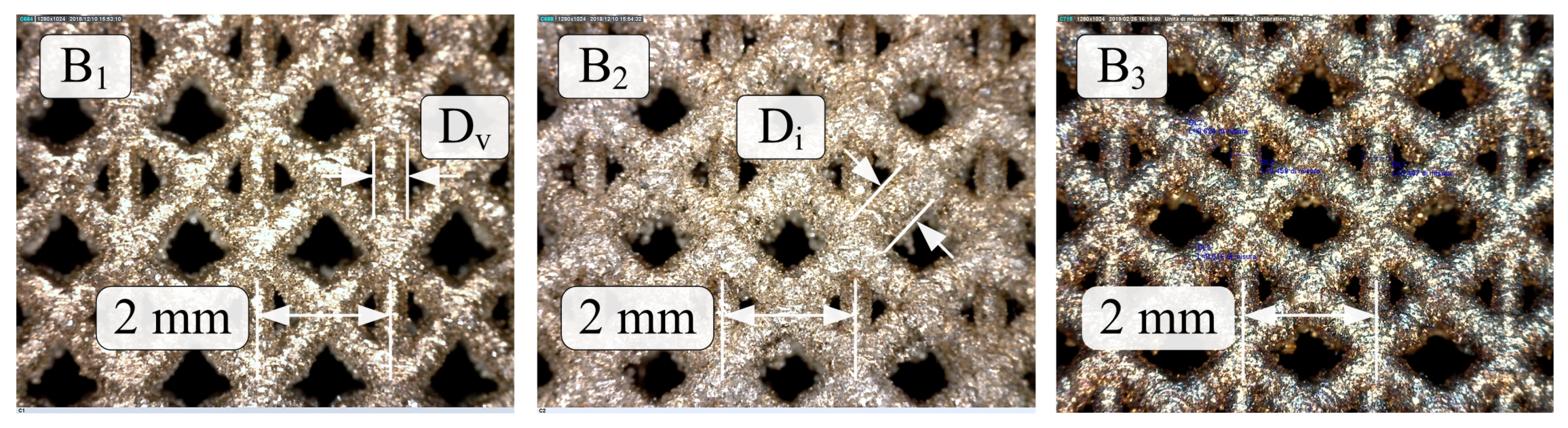
FE simulation was set by taking into account that lattice inclined beams diameter was bigger than expected due to the SLM manufacturing limitations. Therefore, inclined beams diameter was increased by 0.2 mm considering the systematic dimensional errors highlighted in [
25].
Accurate numerical results in a reasonable computation time were obtained by using a mixed mesh composed of
The FE model of the blade-like support is shown in
Figure 7. The geometry was simplified by eliminating the bottom base, holes, and chamfers. On the right side of
Figure 7, the non-uniform Timoshenko beam mesh is shown in detail.
The rigid body motions of the lower base were constrained and the static compliance was evaluated in two significant positions: near to the lateral pillars (blade edge corner) and in the center position, applying one at a time the forces
and
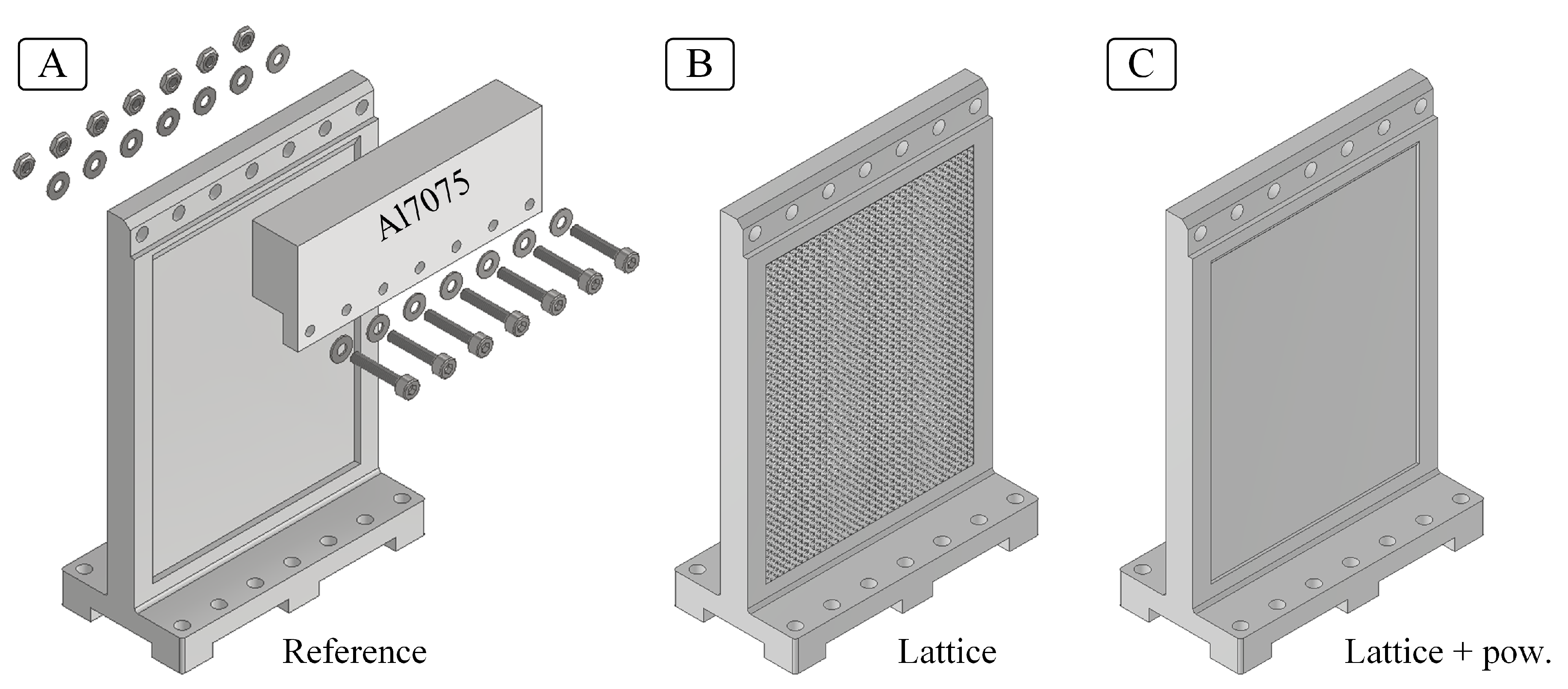
on the upper base. Hence, the support with lattice and raw metal powder filler and the reference one were designed iteratively by FE in order to have similar static compliance and first resonance frequency with respect to the lattice one. To satisfy these constraints, the blade type C embedding both lattice and raw metal powder included 34 × 3 × 45 elementary cells and an outer shell of thickness equal to 0.3 mm. In addition, the central cross-section thickness of the reference blade-like part type A was set equal to 5 mm. CAD models of reference, lattice, and lattice with raw metal powders supports are shown in
Figure 8A–C, respectively.
Milling tests were carried out on an Al7075 workpiece bolted to the upper base, as shown in
Figure 8A. Optimal contact between workpiece and blade-like support was assured by finishing the contact surfaces.
3.2. Additive Manufacturing of Stainless Steel Blades with Internal Lattice Structures
Additive manufacturing was carried out by positioning all three blade-like supports on the same build platform. A 45° orientation with respect to the coater blade was set in order to enhance re-coating phase powder spreading. The build process was designed by using the same equipment and process parameters adopted for the fabrication of the AISI 316L beam-like specimens.
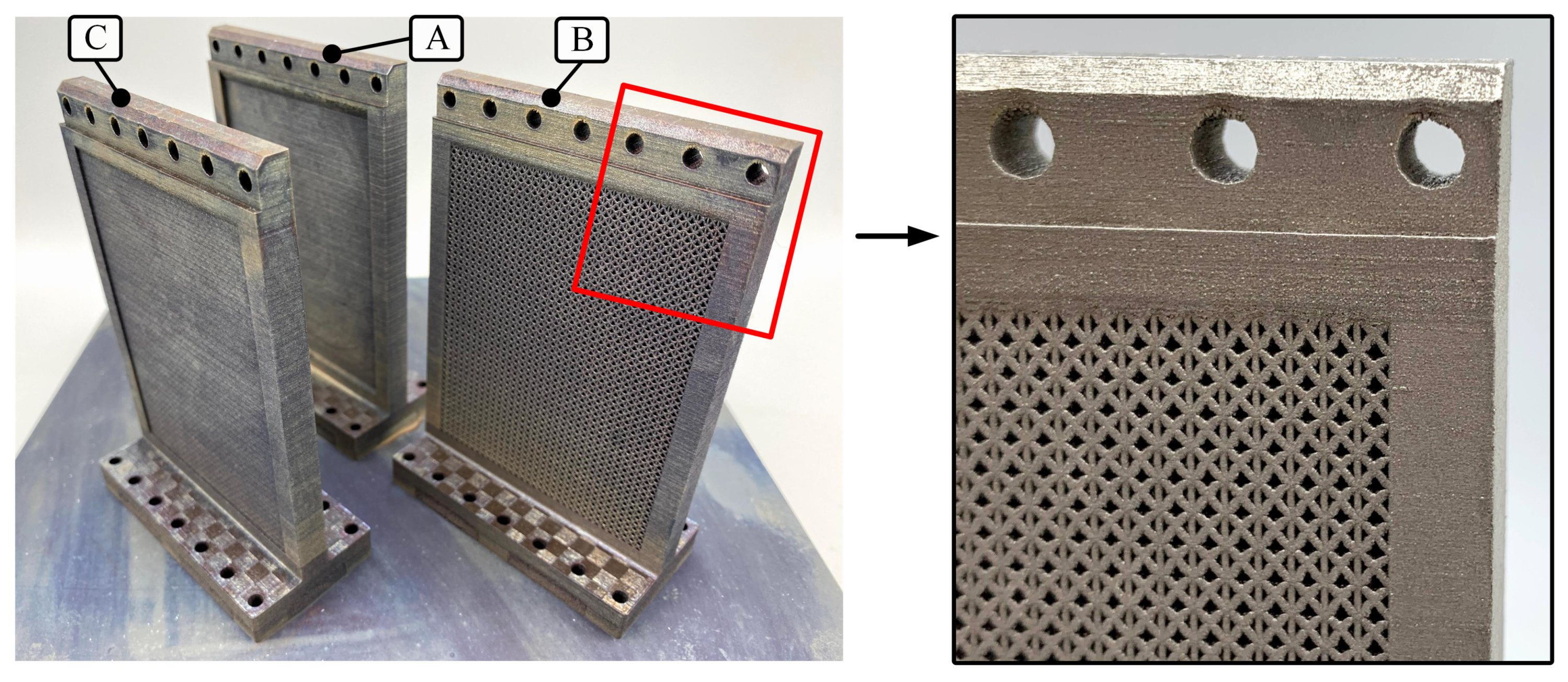
Printing job was fulfilled in three and a half days. Hence, stress relieving heat treatment was applied (see
Section 2.1) to reduce warping. Supports geometry was reproduced satisfactorily, without significant deformations or defects as shown in
Figure 9. Lattice sections had no appreciable defects, cracking, or warping and dimensional accuracy was good as for beam-like specimens. As expected, the upper base holes were not circular due to the issues affecting overhanging surfaces derived from the SLM technique, but this was not a problem because an appropriate tolerance was foreseen during the design phase. The lower and upper parts of the blade-like support were re-machined in order to ensure an optimal contact with the dynamometer and with the workpiece.
3.3. Experimental Modal Analysis of Blades
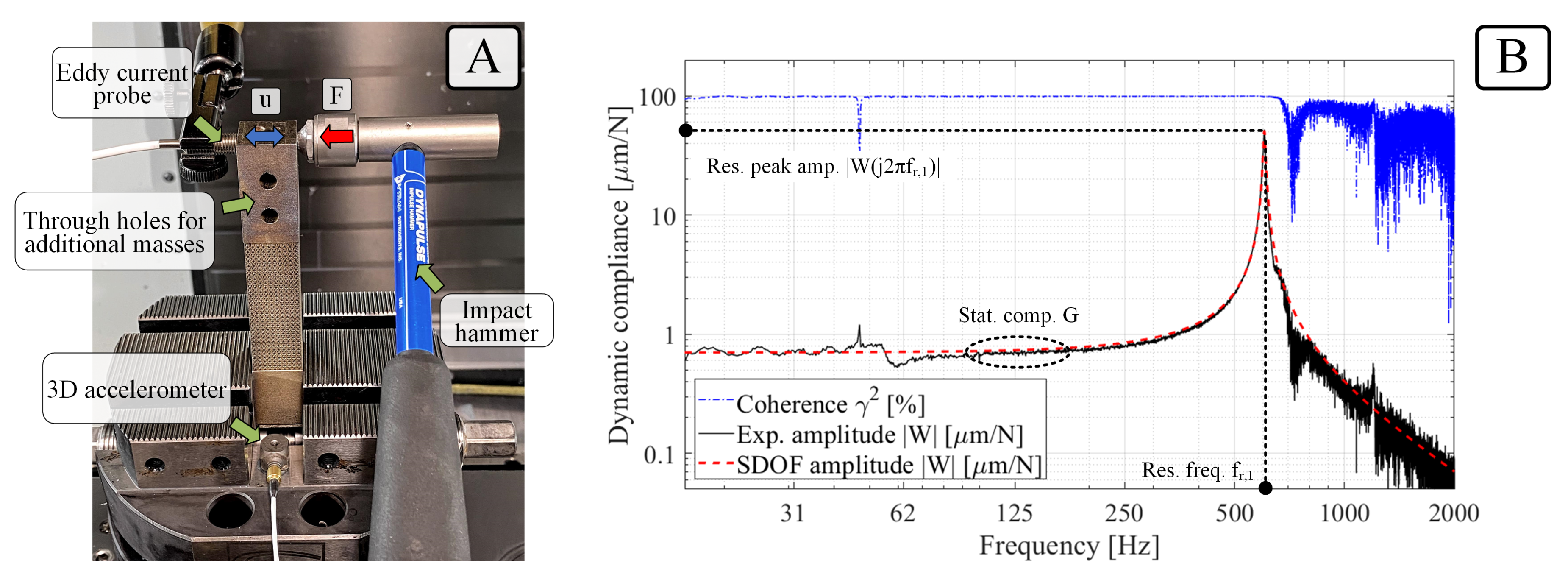
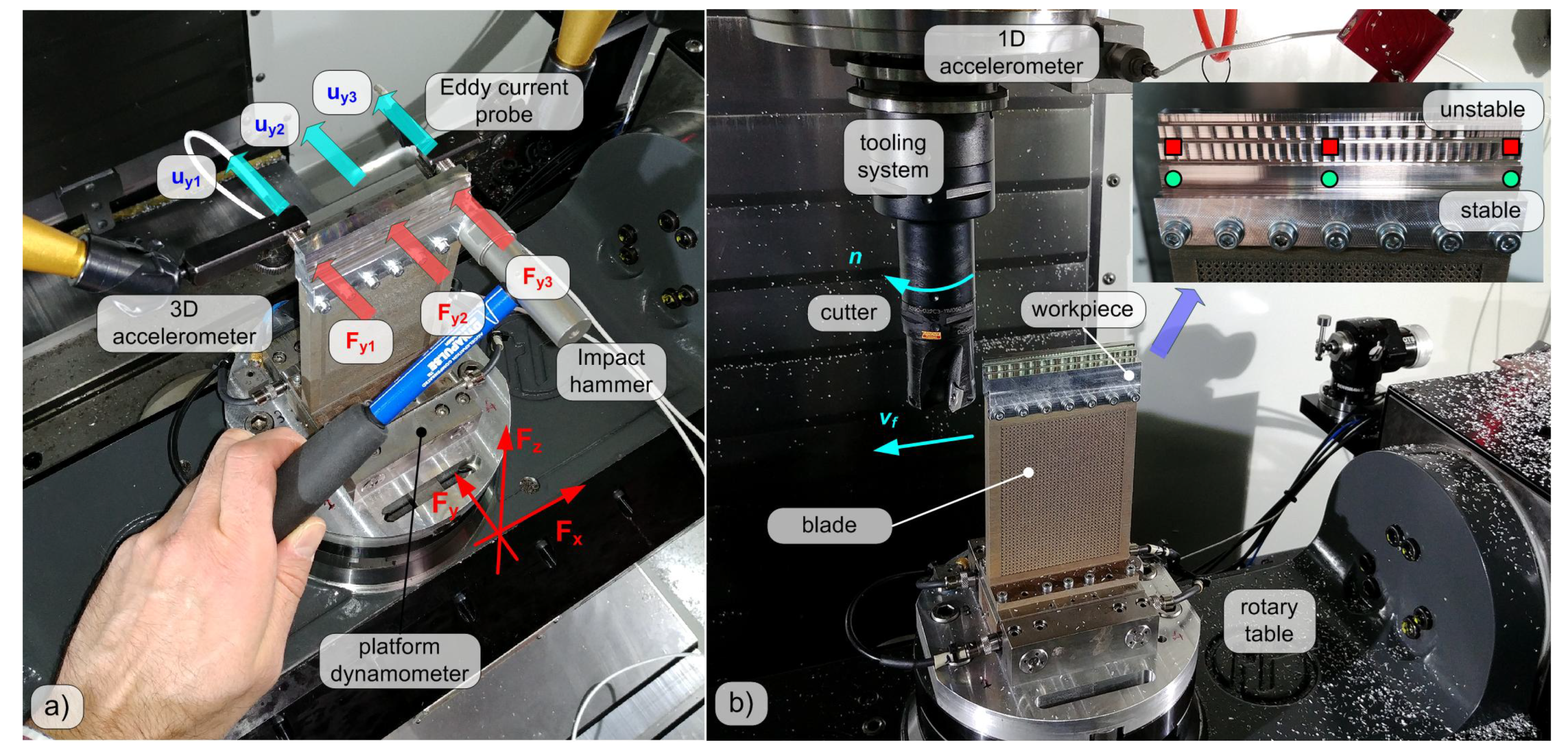
Experimental modal tests were carried out at the Laboratory for Advanced Mechatronics—LAMA FVG—Udine, Italy, on a five-axis CNC milling machine Haas VF-2TR, see
Figure 10a. All sensor signals were sampled at 51.2 kHz by a National Instruments Data Acquisition device (cDAQ-9178 with NI9215 modules) and stored on a PC for further analysis, which was carried out in the MathWorks MATLAB environment.
First, each blade was clamped on a special platform dynamometer [
31] embedding four triaxial high-sensitivity piezoelectric force cells Kistler 9016B4, similar to the Kistler Minidyn 9256C2 architecture. An Al7075 workpiece (approx. weight 78 g and hardness 150 HB, main shearing cutting pressure
MPa, normal shearing cutting pressure
MPa) was fixed on the top of the blade by means of seven M3 fasteners.
Workpiece vibrations were also monitored by a triaxial accelerometer attached on the dynamometer base (Kistler 8764B50 having a sensitivity of about 100 mV/g).
Two eddy current displacement probes (Micro-Epsilon type ES1 with sensitivity—on the ERGAL workpiece—of about 30 mV/μm) were used for detecting blade tip transversal vibrations along the feed perpendicular Y direction.
Impulse forces were applied on the workpiece tip along the
Y direction by using an instrumented impact hammer Dytran 5800B4 (sensitivity 2.41 mV/N). Three different locations were hit in order to stimulate both the bending and torsional vibrations modes of the blade, as illustrated in
Figure 10a.
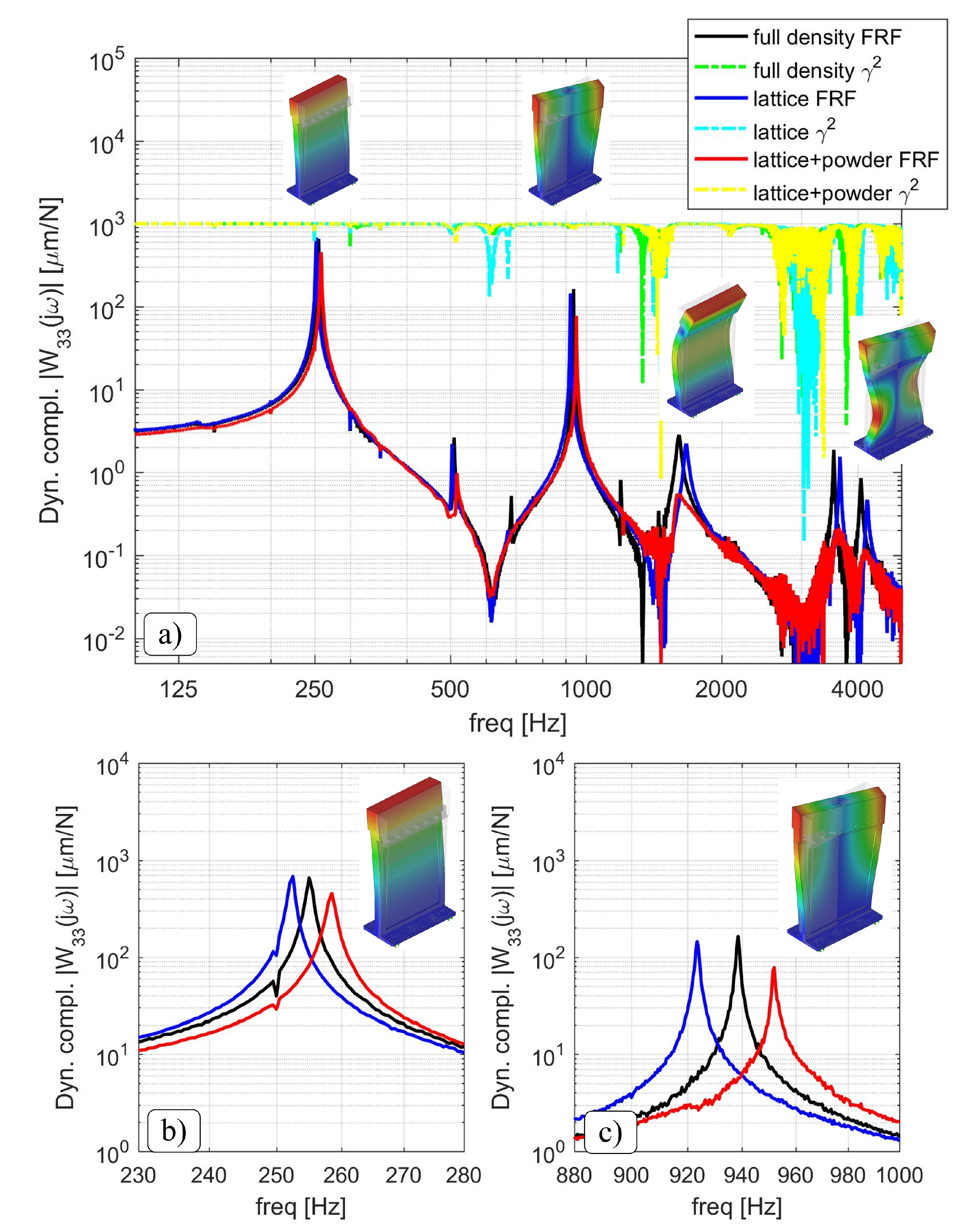
By doing so, the blade tip dynamic compliance
[μm/N] was determined, see
Figure 11.
The experimental modal analysis procedure was repeated multiple times during the chatter tests, in order to take into account the variations of workpiece modal parameters due to the progressive material removal.
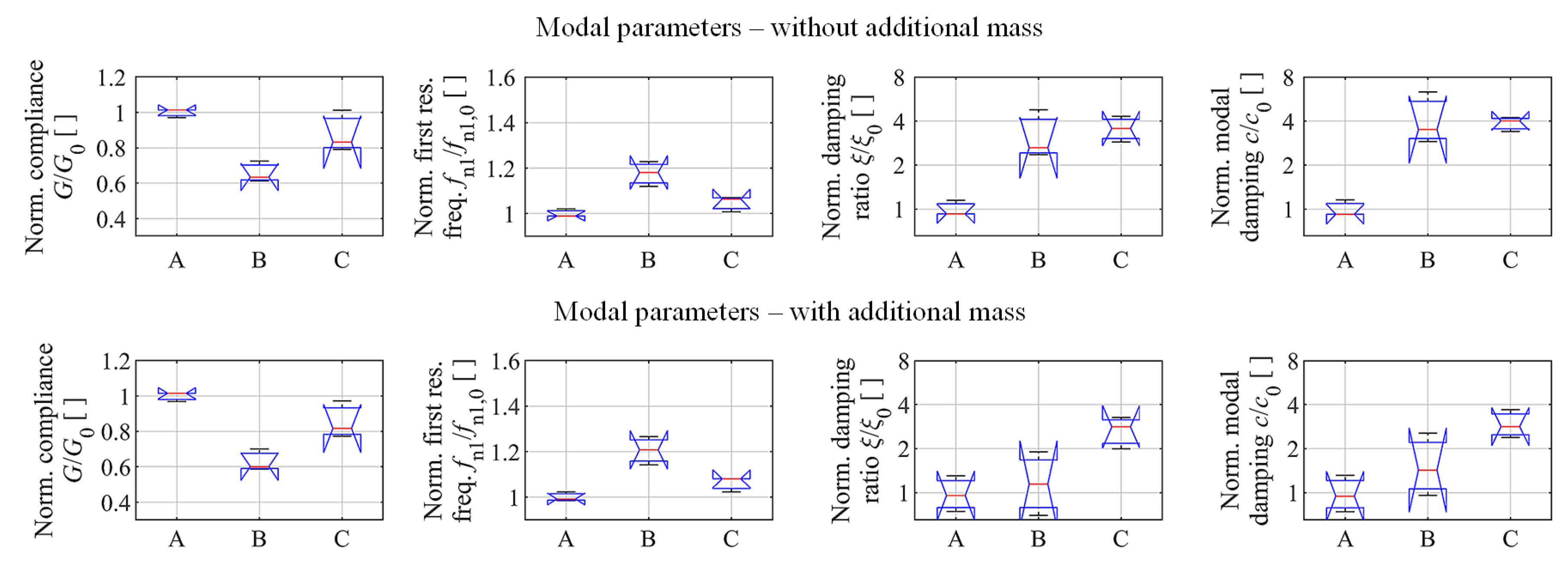
The results of modal analysis are reported in
Figure 11 and
Figure 12, and the obtained modal parameters are given in
Table 2.
The blade embedding the lattice structure without powder presented damping properties similar to the full density case, thus suggesting that lattice structure alone is not capable of increasing damping of thin-walled mechanical components.
On the other side, the blade with lattice structure filled with powder exhibited a significantly higher damping. This result was also confirmed by the Rayleigh coefficients .
Bending modes were slightly influenced by the presence of powder. Torsional modes were much more attenuated by the presence of powder inside the lattice structure. However, the reasons of this behavior are still not clear and may deserve further investigations in the future.
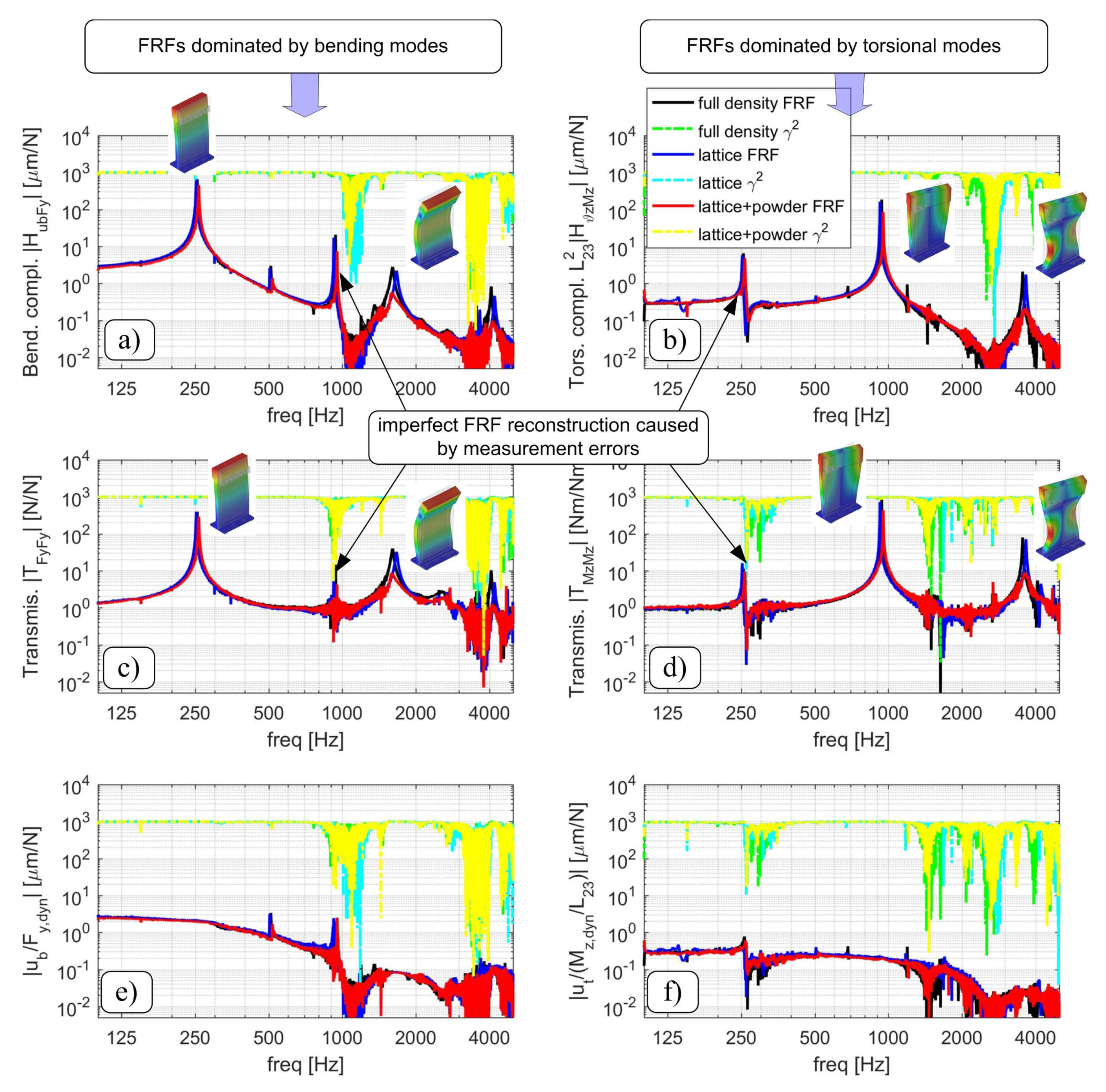
The transverse vibrations at node 3 can be decomposed as follows:
where
is the transverse vibration associated with the bending vibrations modes, while
is the term associated with the torsion
of blade tip around its vertical axis of symmetry. In this case, bending only depends on the
force component, independently from force location, while torsion only depends on the torque
, i.e., here they are dynamically decoupled. In other words,
where
and
are the dynamic compliances estimated from modal tests. When focusing on the blade corner at node 3, the torque will be given by
. Thus,
In order to estimate both bending and torsional vibrations during the cutting process without a direct measurement through displacement probes, they were derived from dynamometer signals.
For this purpose, a quasi-static calibration procedure was first carried out in order to determine the linear combinations of load cell signals
and
approximating the effective
and
components. Their dynamic relation to the inputs is given by
where
and
are the direct transmissibilities that were also determined from modal analysis. Cross transmissibilites are negligible since the bending and torsional directions are decoupled.
Due to the inertial disturbances affecting dynamometer dynamics [
32], the above transmissibilites are very sensitive to the bending and to the torsional vibration modes of the system, respectively. Accordingly, they can be exploited to detect them. By focusing on the first, dominant vibration modes, the bending vibrations
are proportional to the measured
component, i.e.,
and similarly the torsional vibrations
are proportional to the measured torque
, as follows:
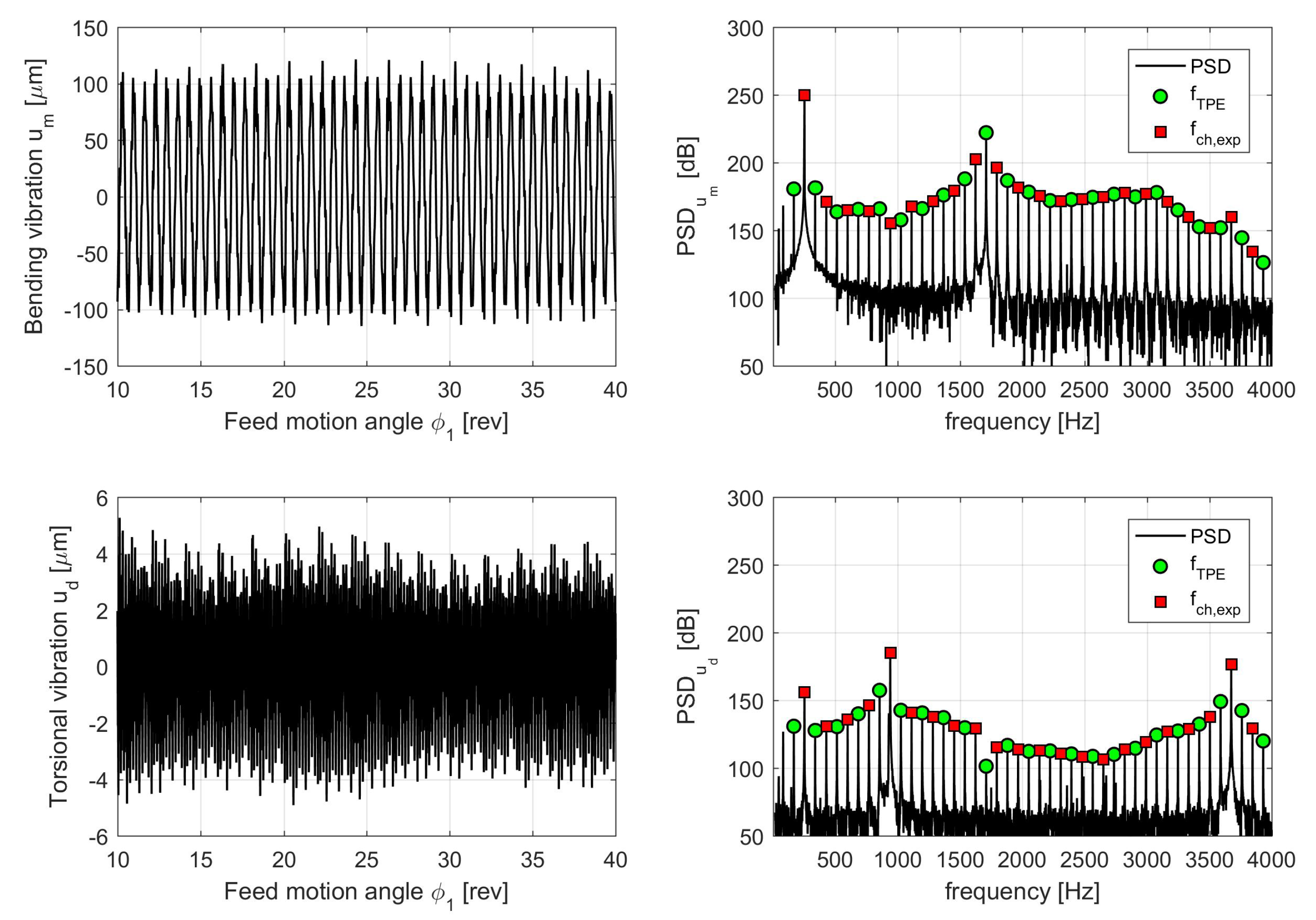
This approximation is justified by observing the bottom of
Figure 12. Thus, this practical result was exploited for estimating the blade edge vibrations close to the corner at node 3 that was also the entry point during each milling pass. Attention was focused on such blade corner because it was the most flexible point on blade top edge that was affected by both bending and torsional vibrations.
3.4. Chatter Tests
After modal analysis, some cutting tests were also executed by using a modular Sandvik Coromant tooling system composed of a spindle adapter (C5-390B.140-40 040), an intermediate adapter (C5-391.02-32 060A), and a face shoulder cutter (R390-032C3-11M050) with external diameter mm. A single cutting insert () Sandvik R390-11T304E-NL H13A with nose radius mm, lead angle and axial rake angle was mounted on the cutter in order to avoid the effects of run-out.
Spindle housing vibrations along the feed perpendicular direction Y were also measured during the cutting tests by a monoaxial accelerometer Kistler 8704B50 having a sensitivity of about 100 mV/g.
As explained din the previous subsection, the blade tip vibrations (at node 3) were derived from dynamometer signals.
Down milling tests with tool-workpiece lateral immersion
mm (
) were performed according to a full factorial Design of Experiments, see
Table 3.
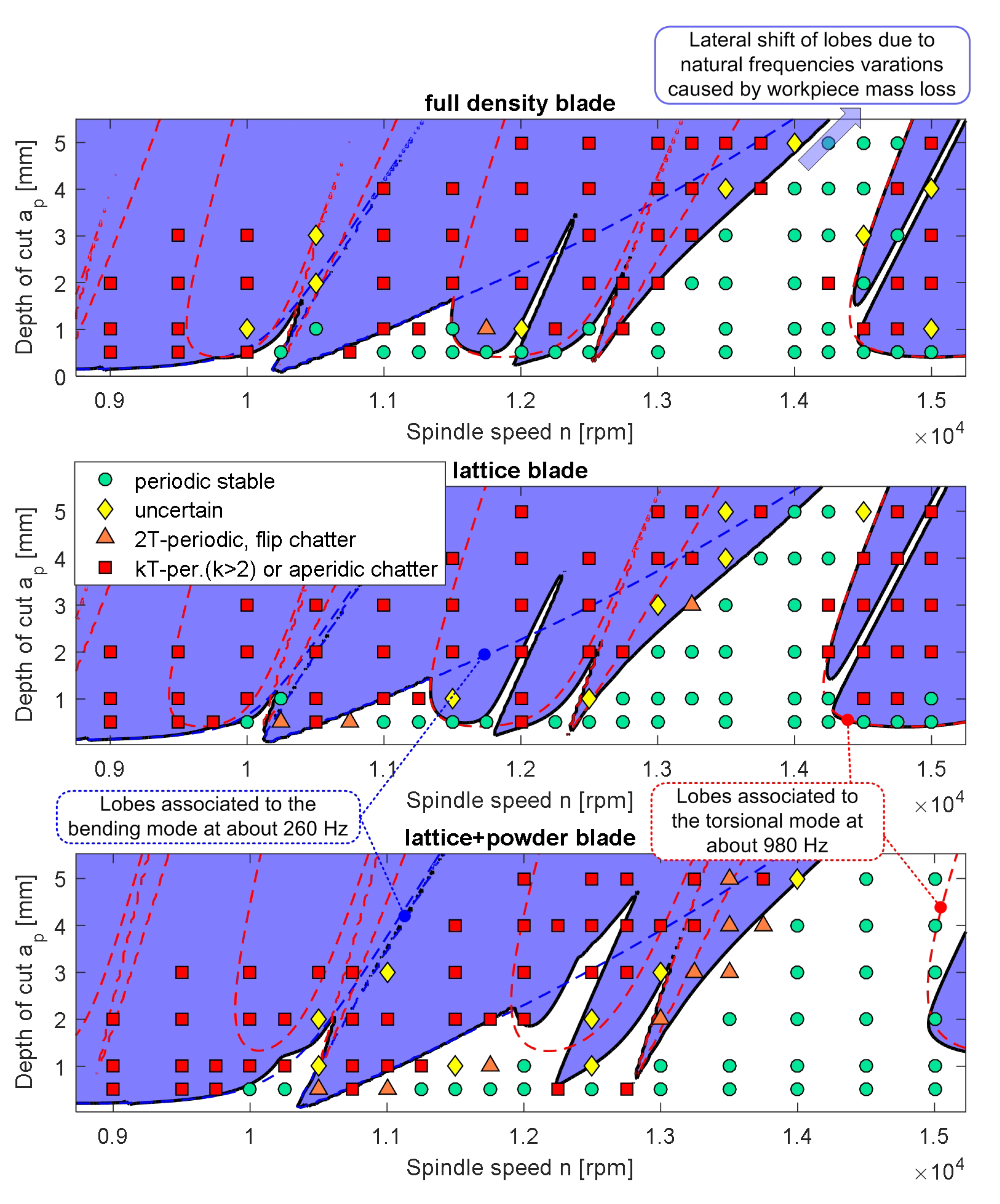
For each blade type and combination of cutting parameters, a complete milling pass was executed in order to assure stationary cutting conditions along blade edge. Another replicate of each test was executed in a different moment, with a different workpiece. After the execution of the two replicates, the cutting process was classified as shown in
Figure 13. Specifically, it was classified as periodic stable when both replicates were stable, uncertain in the presence of one stable and one unstable result, flip in case of two flip (period doubling or
-periodic) chatter outcomes,
-periodic (with
), or aperiodic chatter otherwise.
Stability analysis was subsequently carried out by using the Improved Chebyshev Collocation Method [
6,
7]. The cutting tool was approximated as rigid, since its compliance was one order of magnitude smaller than that of the workpiece (in the feed perpendicular direction). The workpiece was assumed rigid along the feed direction as well.
The predicted stability lobes were found in a very good agreement with the experimental points. As expected, they corresponded to the union of the stability lobes associated with the first bending mode and those associated with the first torsional mode, as illustrated in
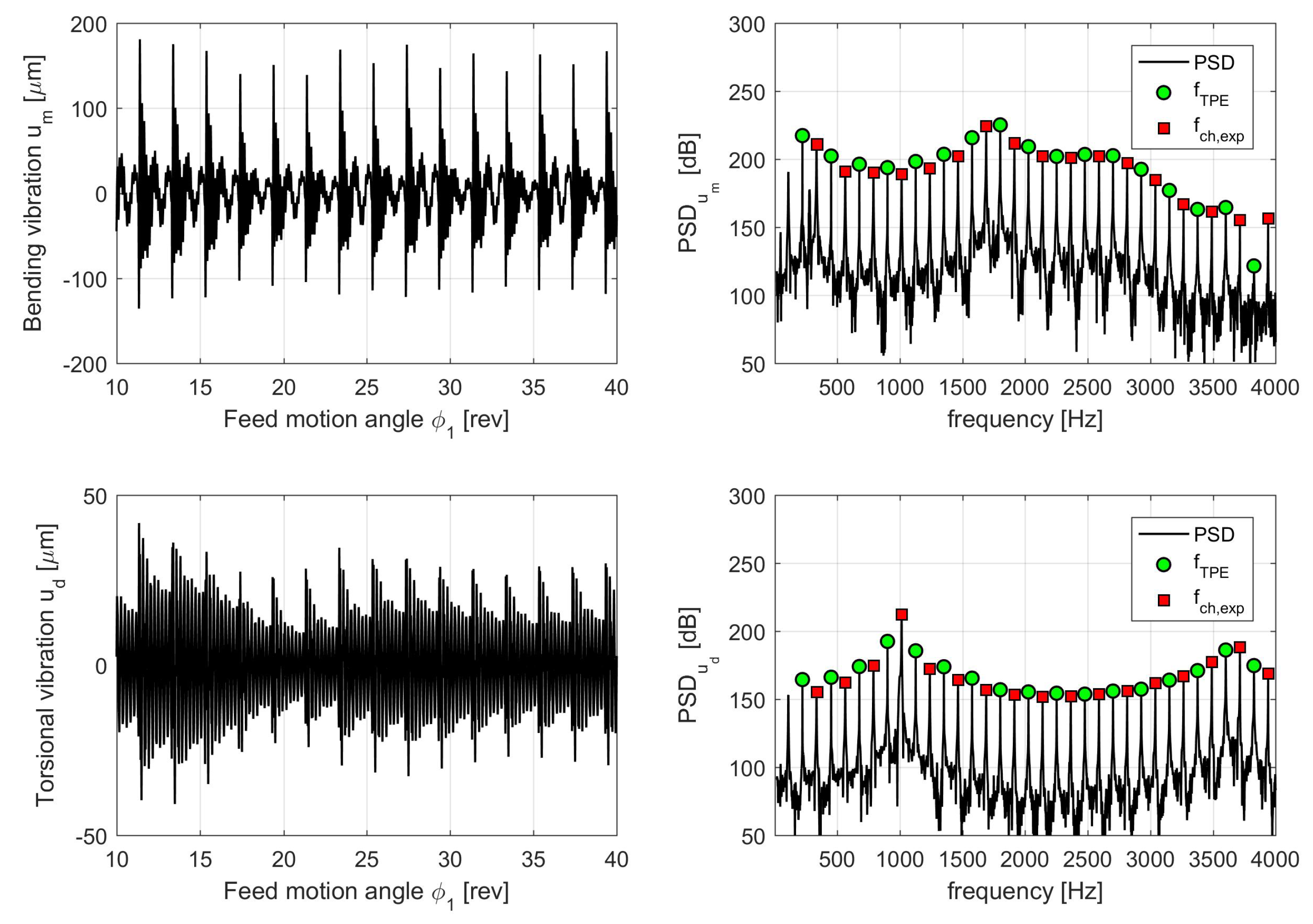
Figure 13. Due to the low immersion conditions, each mode gave rise to both Hopf and flip bifurcations, depending on the selected spindle speed level. Specifically, the occurrence of flip lobes associated with different vibrations modes was correctly predicted by the stability analysis, as is visible in
Figure 14 and
Figure 15 where bending vibrations
or torsional vibrations
were dominant.
Stability border obtained with full density blade and lattice blade are very similar because of their similar modal parameters. On the contrary, stability borders obtained with the blade embedding both lattice structure and powder were significantly different. In detail, the lobes associated with the first torsional mode were located at considerably higher depths of cut owing to the higher damping ratio. They were also shifted at higher spindle speeds because of the slightly different natural frequency of the first torsional mode. The combinations of both effects gave rise to wider stable regions, especially between 14,000 and 15,000 rpm.
Accordingly, only the lattice structure filled with unmelted powder is a promising solution for enhancing the damping properties and for passive chatter suppression of thin-walled structures.
4. Conclusions
In the light of the results found above, we may draw the following conclusions.
The analysis of literature evidenced that metallic lattice structures—made of AISI 316L and 3D printed by means of the Selective Laser Melting technique—may be a good candidate for attenuating mechanical vibrations of advanced parts.
Here, a novel idea was further tested, i.e., retaining the unmelted powder within the lattice structure by means of a 3D printed external shell. The powder grains should act as microscopic local dampers. The enhanced damping properties of such novel combination of lattice structure and filler type was investigated here for passive chatter suppression of thin-walled parts in milling.
A preliminary experimental study was first carried out on simple specimens, in order to assess the damping properties of the new lattice configuration filled with unmelted powder in comparison to the empty lattice and full density alternatives, for a given static compliance.
Measurements confirmed the higher damping properties of the proposed configuration, whereas the presence of lattice structures alone did not have a significant effect on damping with respect to the full density configuration, contrary to the results found in [
25]. One possible reason is that here thin-walled lattice regions were investigated, while thicker lattice regions were considered in [
25].
A blade-like benchmark representing a possible thin-walled workpiece or workpiece fixture was designed, in order to investigate the effects of the proposed internal structure (lattice filled with unmelted powder) for passive chatter suppression.
Each blade was clamped on a special platform dynamometer and an additional ERGAL workpiece was further clamped on the top of the blade. Experimental and numerical modal analysis was carried out on the assembled system. As a result, the most important bending and torsional vibration modes were identified at the blade corner that was recognized as the most flexible and critical point.
Modal analysis confirmed that only the lattice filled with unmelted powder configuration has enhanced damping properties. While damping increase regarding bending modes was moderate, the torsional modes were greatly attenuated in comparison to the other alternatives (full density and empty lattice).
A simple procedure was developed for estimating blade top edge vibrations during the cutting process from dynamometer signals alone, without the use of displacement probes. Bending and torsional vibrations were found to be proportional to the measured, raw (unfiltered) force and to the raw torque , thus their estimation was straightforward.
Eventually, chatter tests confirmed that the lattice with unmelted powder configuration may increase milling process stability in comparison to the full density and empty lattice configurations, thus allowing higher material removal rates.
From the perspective of an industrial application of the presented ideas, it is important to recall that the unmelted metallic powder is potentially inflammable, explosive, and toxic for humans. When machining the 3D printed part, the risk of powder ignition is negligible until it is retained inside the lattice structure by the external metallic shell, and cutting fluid is also used for cooling the cutting process. On the other side, the risk that the powder is released when the 3D printed part is under operative conditions cannot be in general neglected and it should be preliminarily evaluated case by case. For example, this wouldn’t be acceptable in biomedical applications.
However, the proposed internal configuration of 3D printed parts is promising and potentially advantageous for increasing the damping properties of the final mechanical component or for passive chatter suppression. It would be of further interest to investigate industrial applications that may benefit from the presented ideas.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}


