Localized Laser Dispersing of Titanium-Based Particles for Improving the Tribological Performance of Hot Stamping Tools



Abstract
1. Introduction
1.1. Hot Stamping of Ultra High-Strength Steel
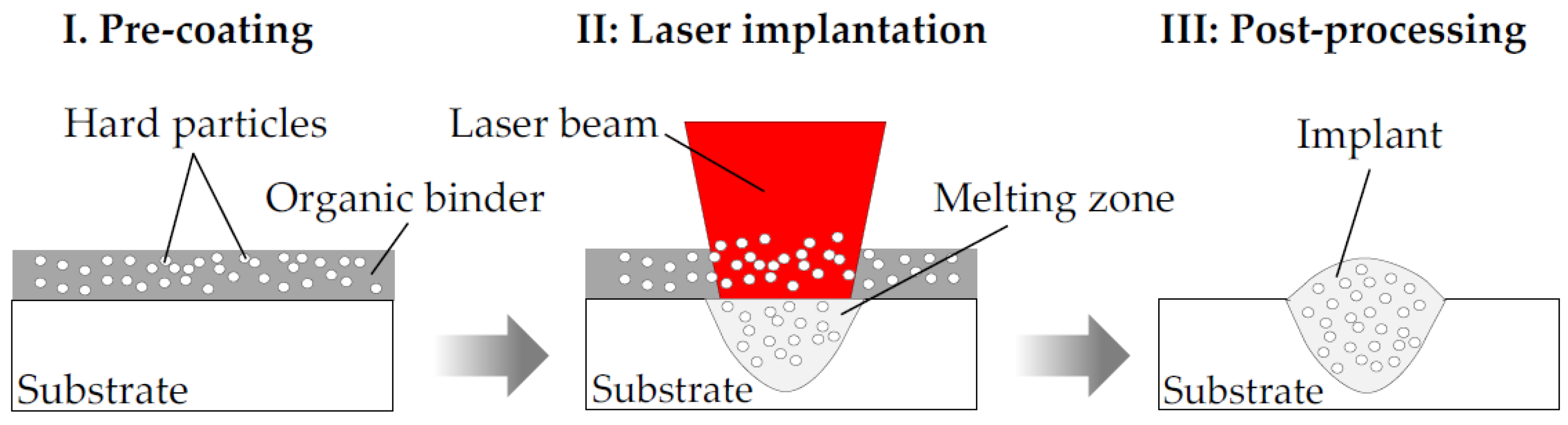
1.2. Laser Implantation Process
2. Materials and Methods
2.1. Localized Dispering of Hard Ceramic Particles
2.1.1. Tool Steel and Implantation Material
2.1.2. Experimental Setup and Laser-Processing
2.2. Tribological and Thermal Analysis
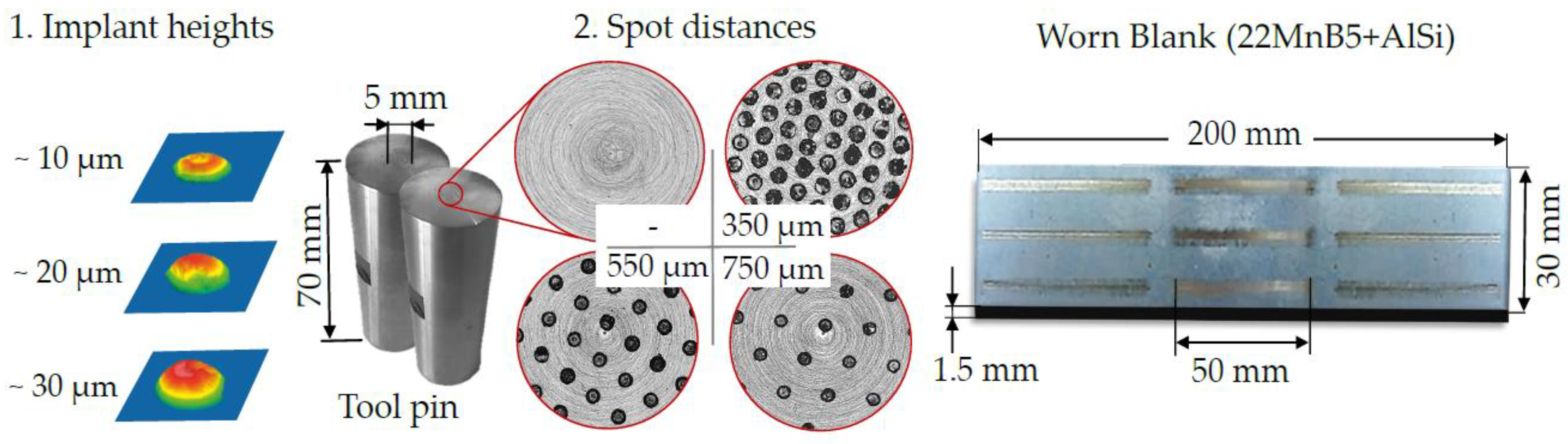
2.2.1. Modified Pin-on-Disk Test
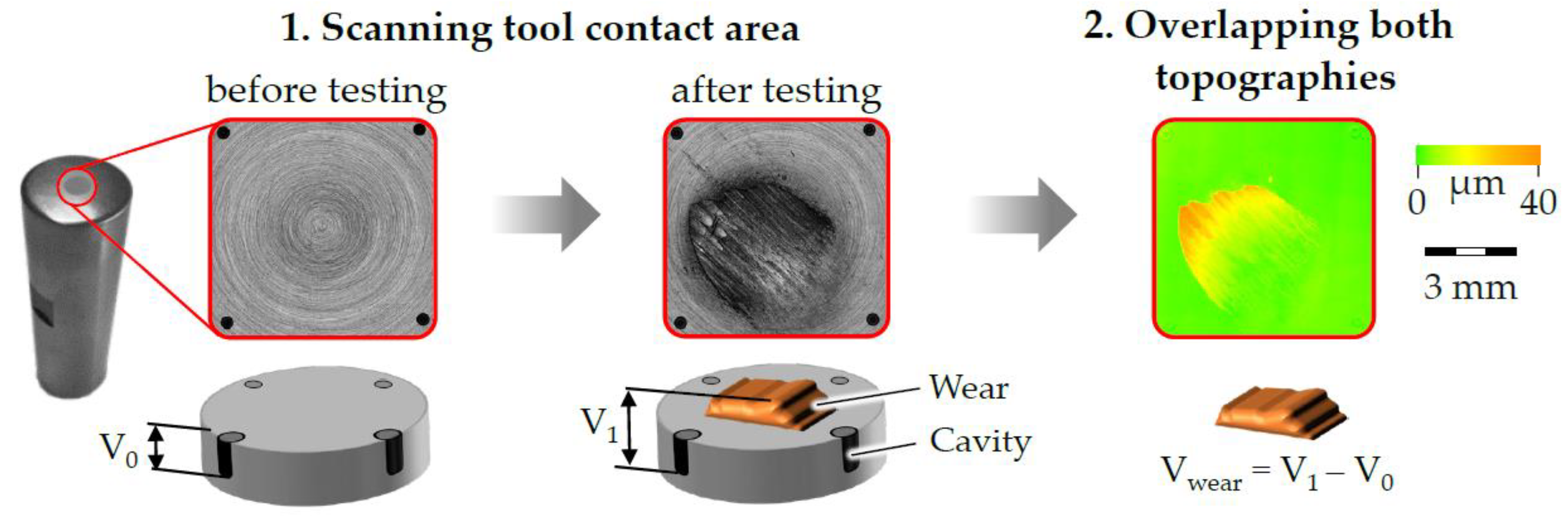
2.2.2. Wear Characterization
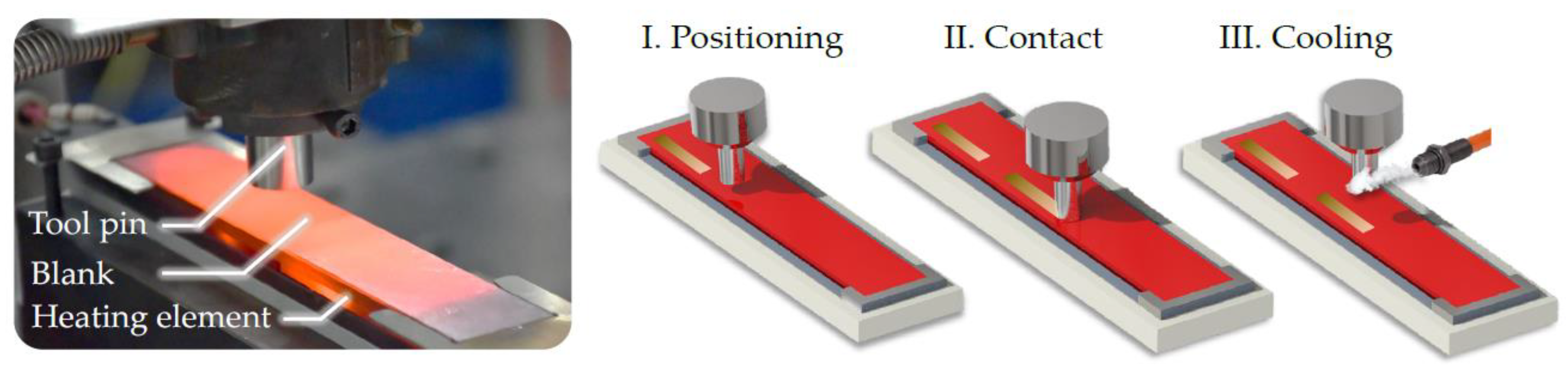
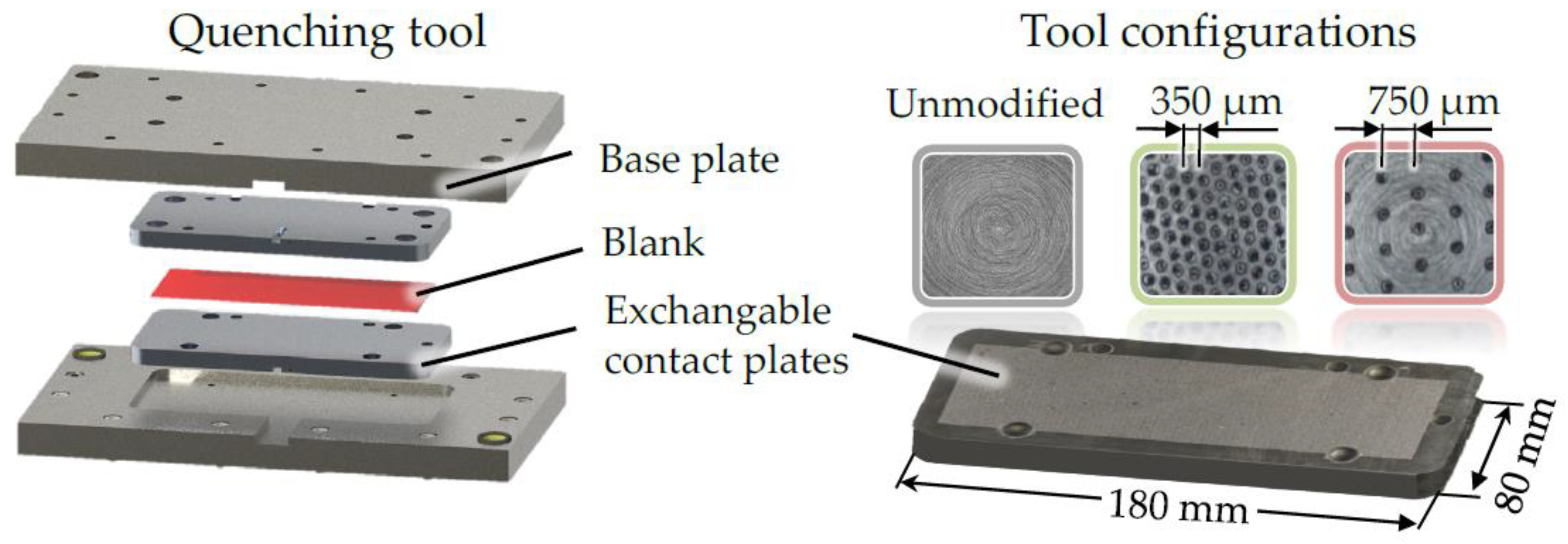
2.2.3. Quenching Test
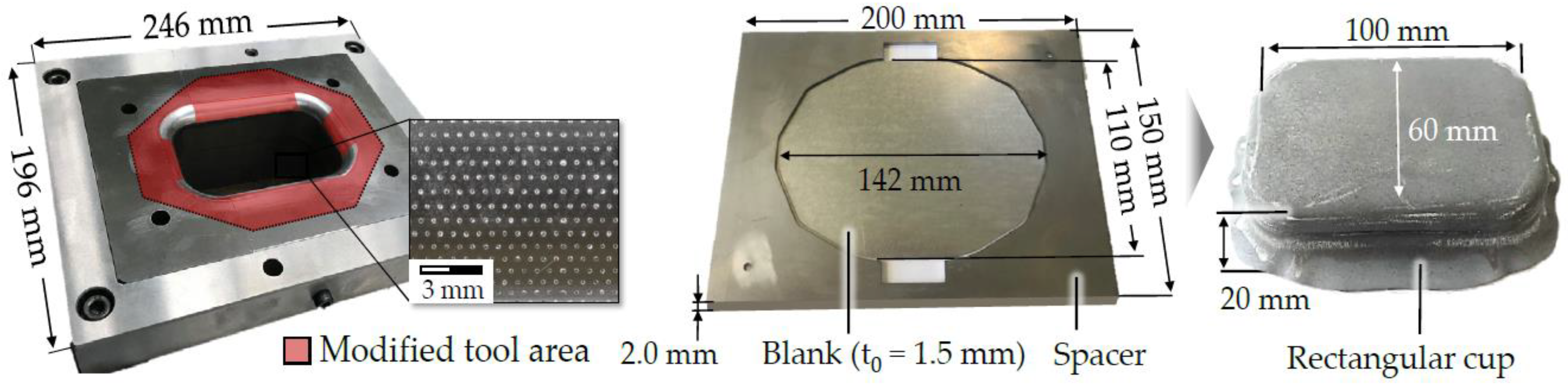
2.2.4. Hot Stamping of Rectangular Cups
3. Results and Discussion
3.1. Laser Implantation of Titanium-Based Hard Ceramic Particles
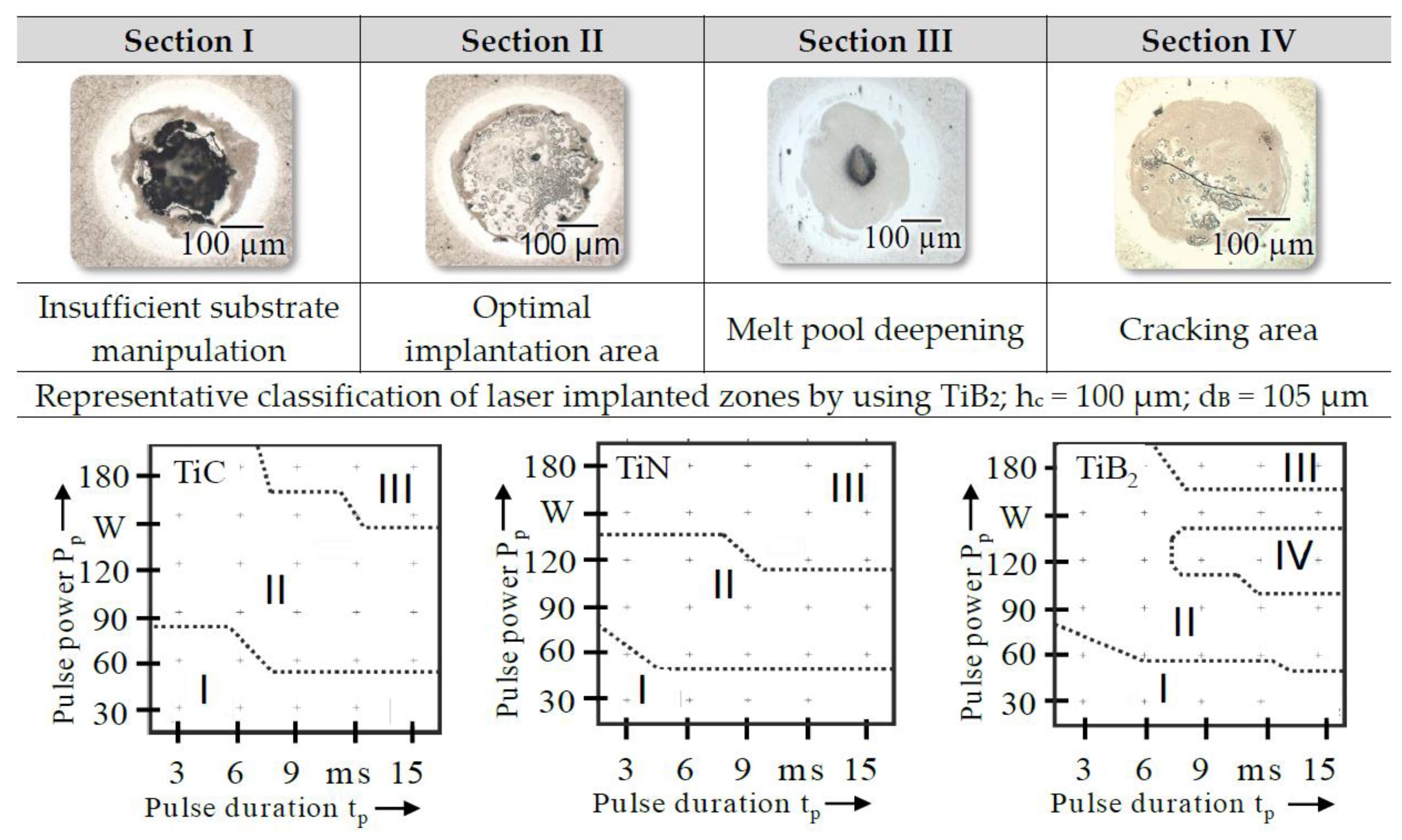
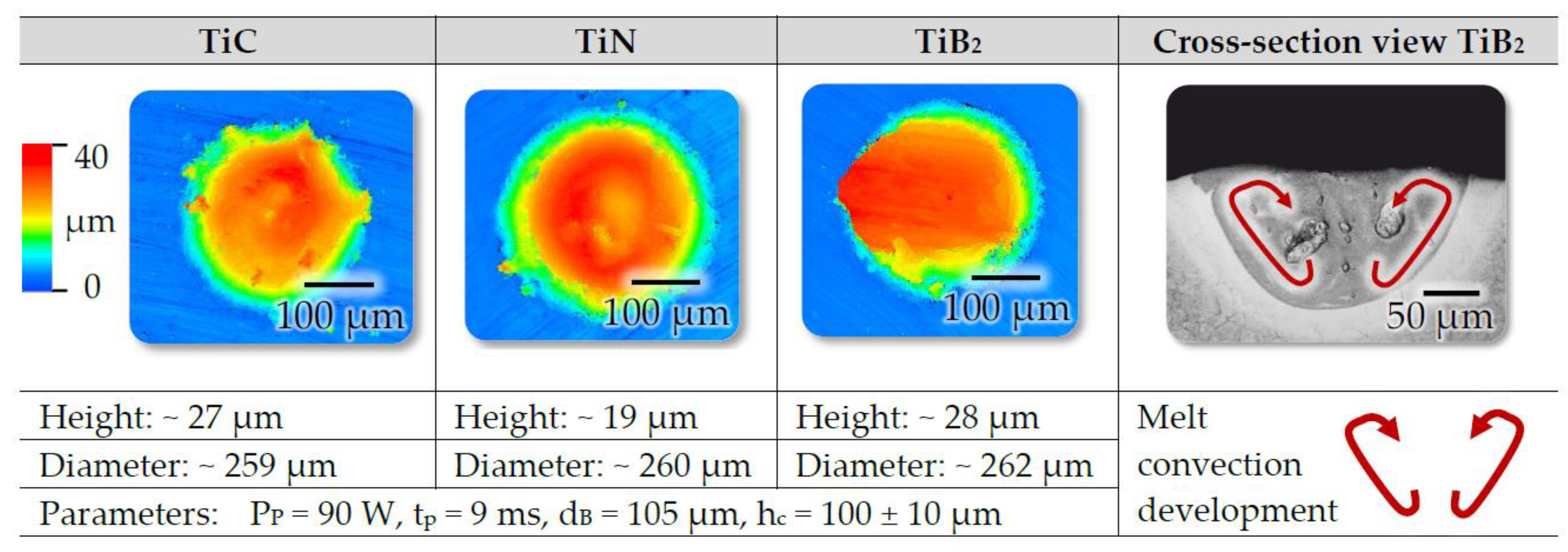
3.1.1. Characterization on the Forming Behavior and Implant Shape
3.1.2. Analysis on the Microstructure and Implant Properties
3.2. Tribological Investigation
3.2.1. Frictional Behavior
3.2.2. Evaluation of the Resulting Tool Wear
3.3. Analysis on the Thermo-Mechanical Performance
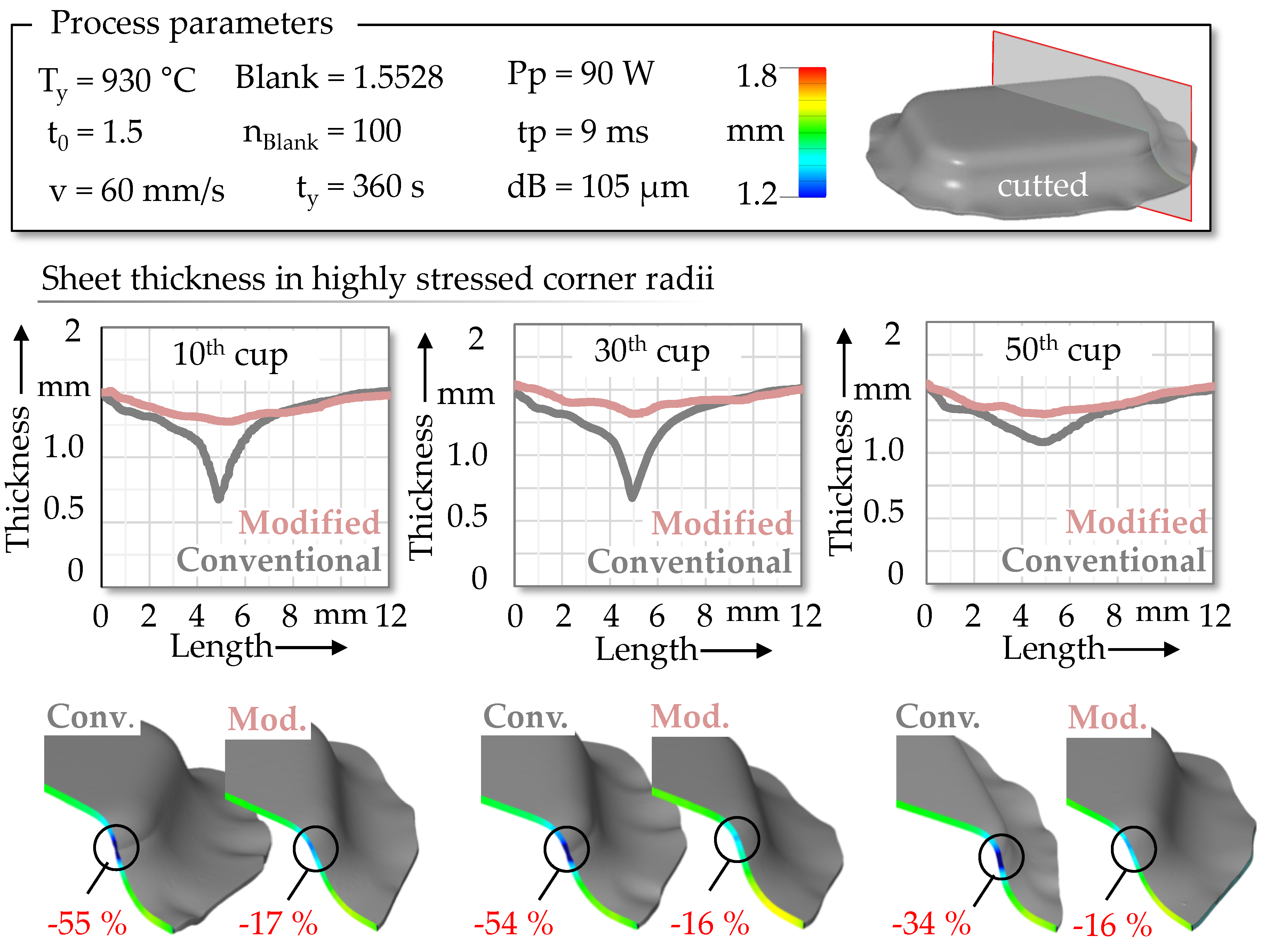
3.4. Hot Stamping of Rectangular Cups
4. Conclusions
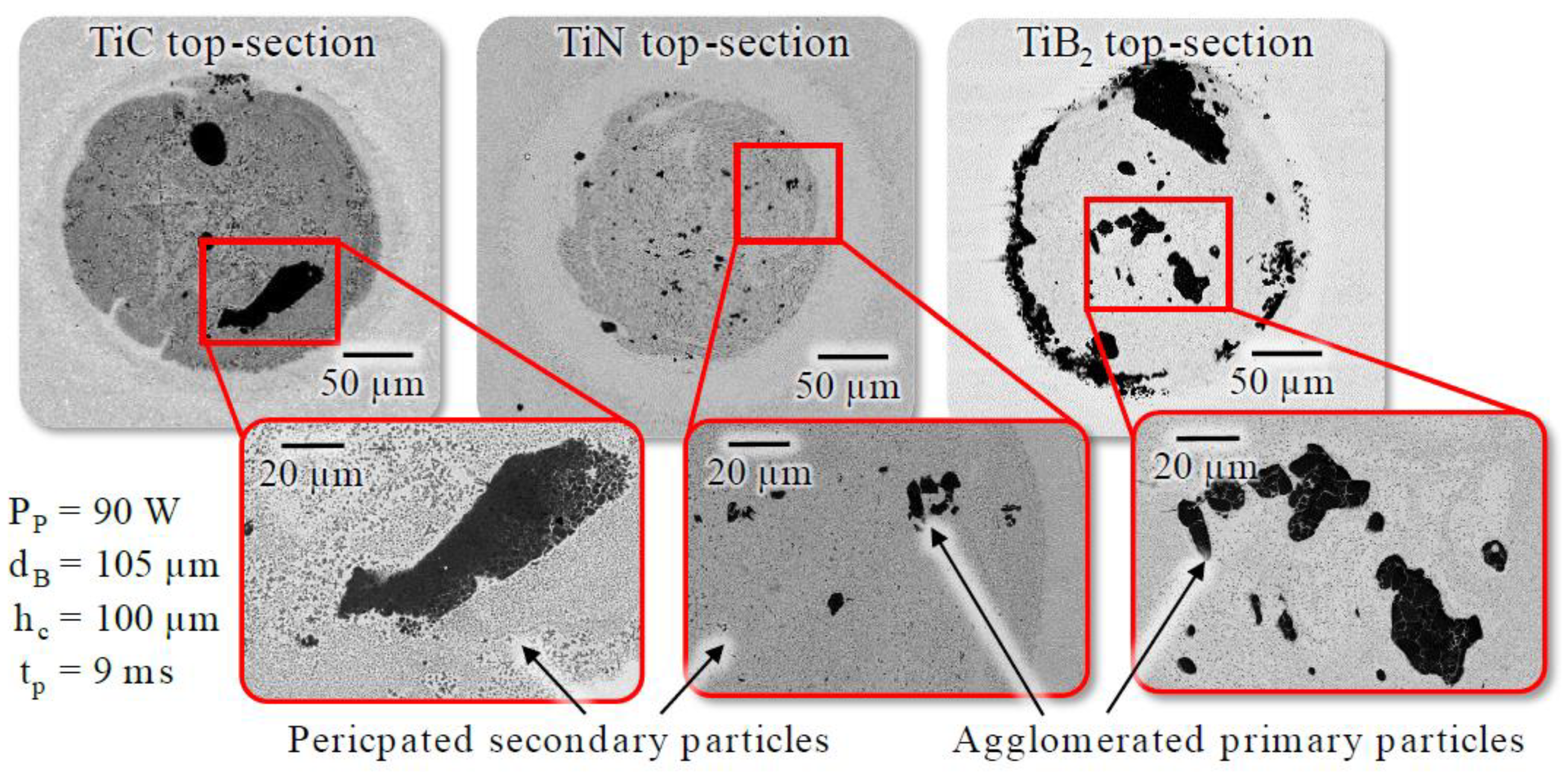
- The localized dispersing of titanium-based particles (TiC, TiN, and TiB2) by means of pulsed laser radiation enables the generation of a defect-free metal matrix composite with a high share of homogenously disturbed particles. Due to a local volume increase in micrometer range, separated, elevated and highly wear resistant surface features can be created on the hot working tool steel 1.2367. The geometrical shape and mechanical implant properties are controllable by adjusting the laser parameters (pulse power, pulse duration, and m diameter) and the hard phase composition (implantation material and coating height).
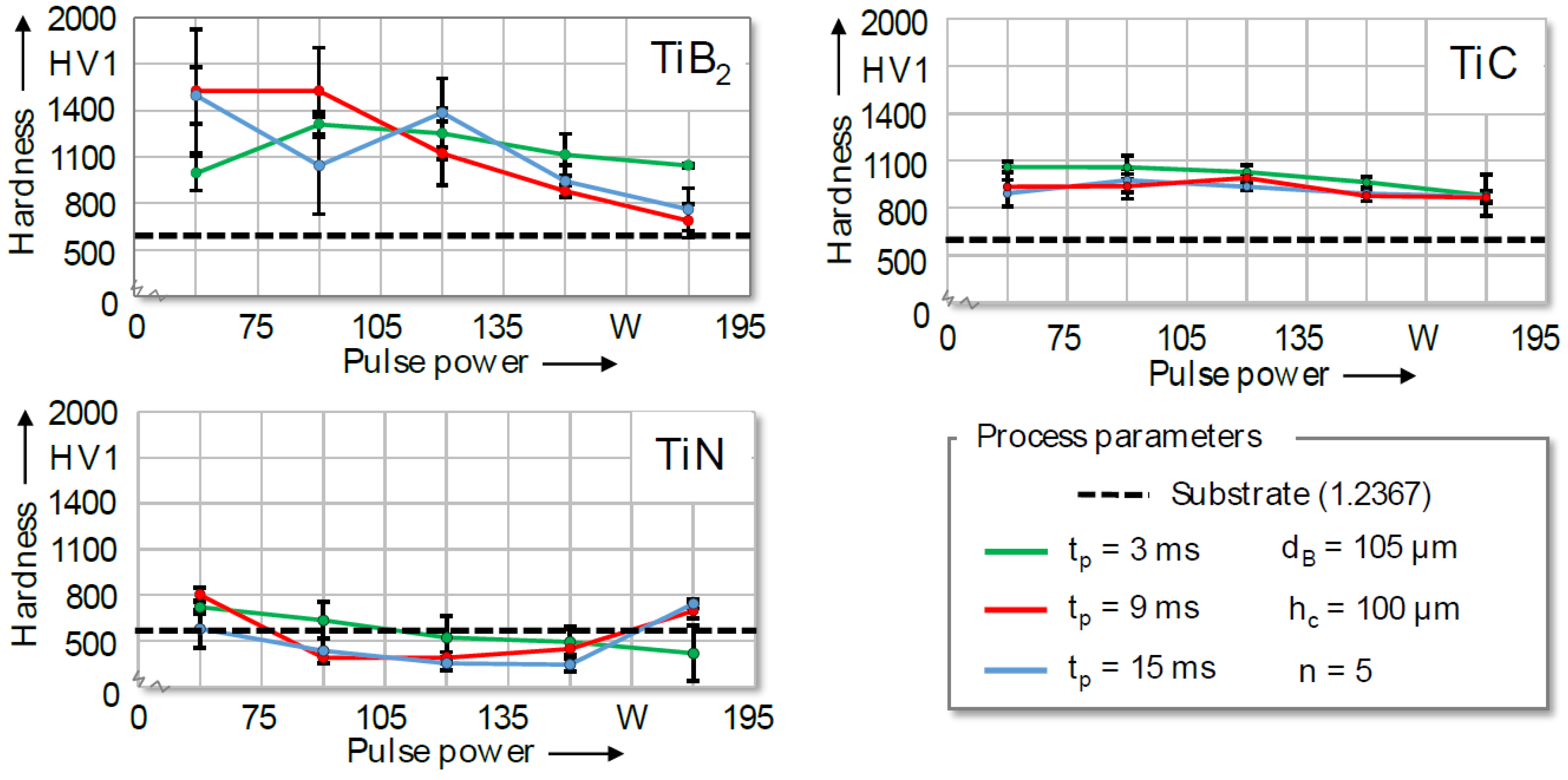
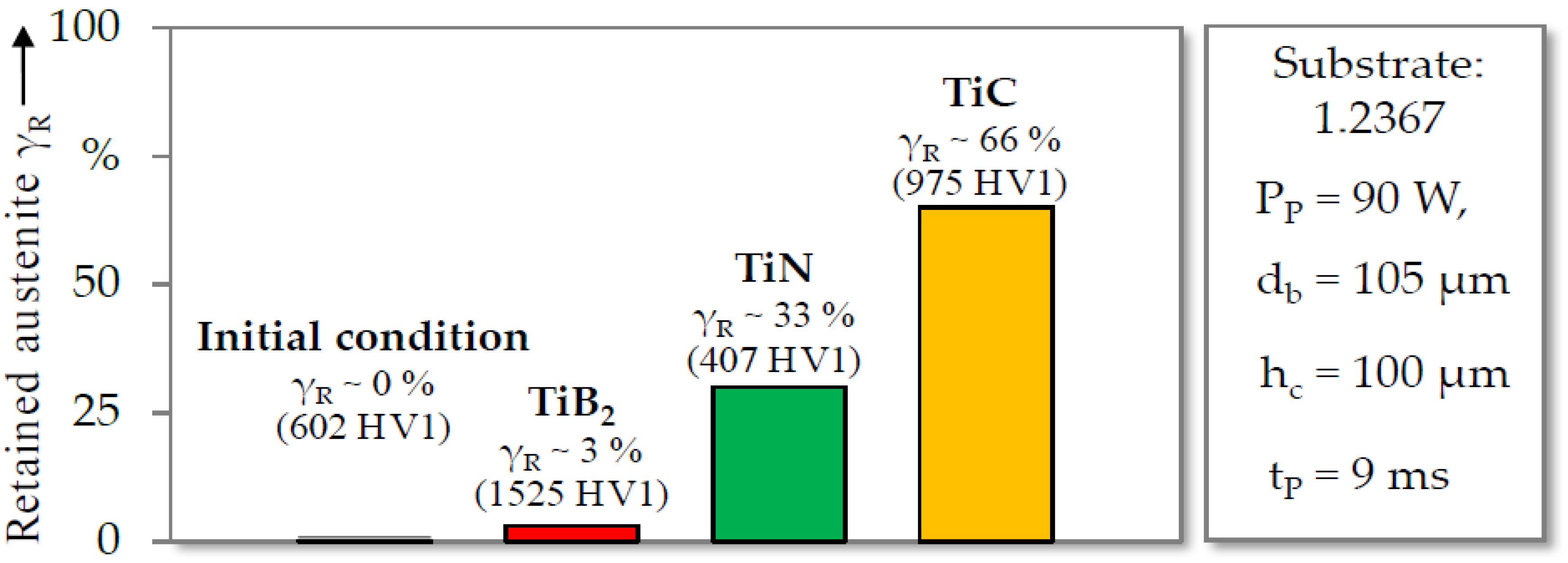
- By using the same set of laser parameters, different mechanical and geometrical implant properties were achieved for all titanium-based materials. The particle size and material characteristics of the hard ceramic particles are highly influencing the resulting implantation behavior. With decreasing grain size and melting temperature, a higher proportion of ceramic particles will be dissolved in the melt, which in turn results in implants with reduced dome-heights. Moreover, the chemical composition of the hard particles has a significant impact on the resulting share of retained austenite, which directly affects the hardness values of the spots. Titanium diboride (TiB2) seemed to be very suitable to reduce the tribological load within hot stamping, as the implanted spots revealed the highest hardness values up to 1600 HV1. By combining different implantation materials or using other types of particles (e.g., niobium), tailored implant properties may be produced in further studies.
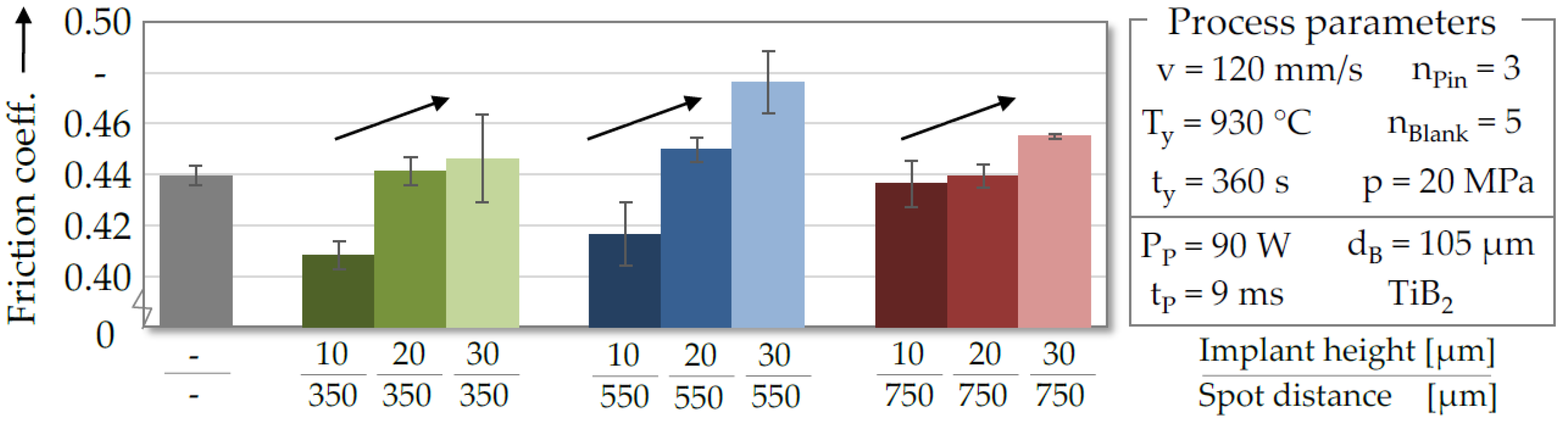
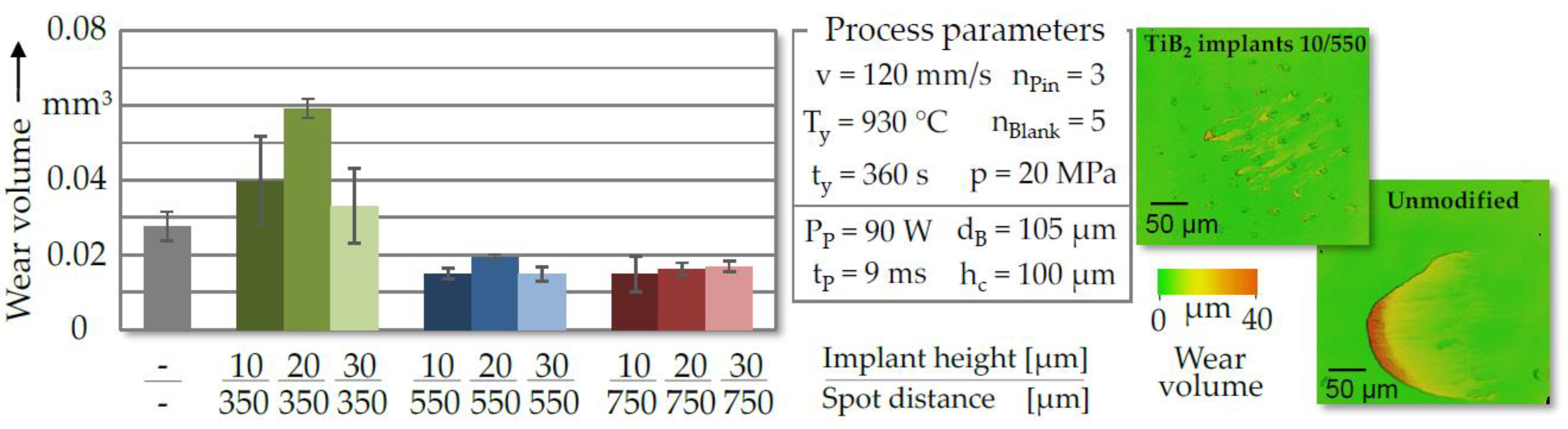
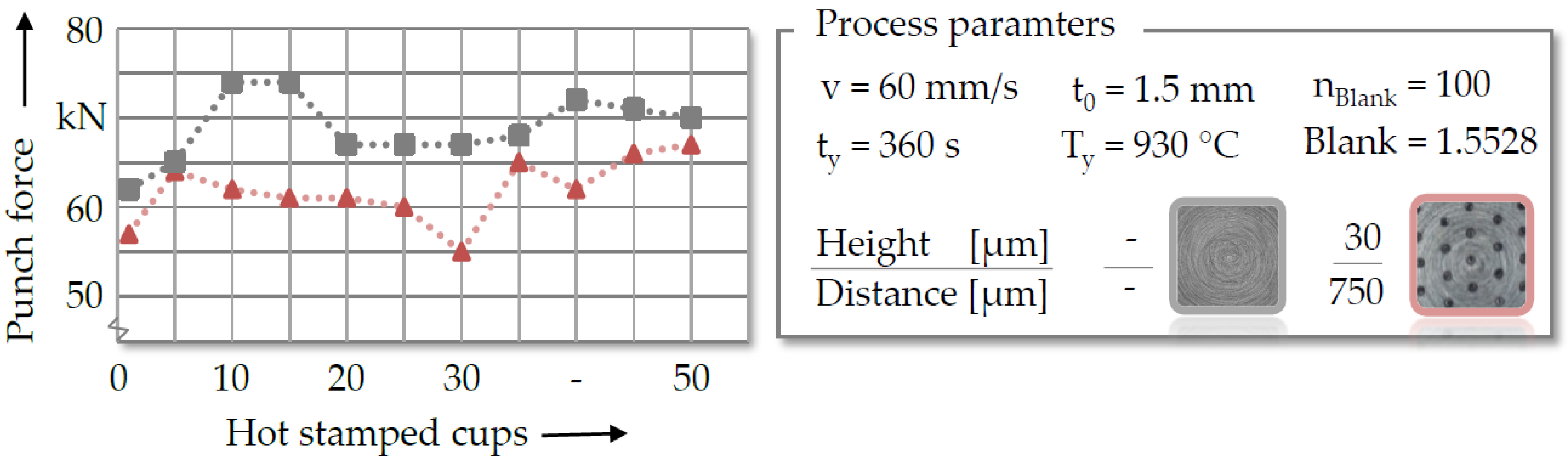
- Depending on the generated height and distance of the laser-generated TiB2 spots, a significantly higher wear resistance and reduced friction forces were gained in contrast to conventional tool topographies due to the limited contact area and the high share of homogenously disturbed hard ceramic particles. By varying the pattern and geometrical shape of the elevated surface features, a tailored adjustment of the contact behavior and material flow can be pursued to enhance the tribological performance and effectiveness of this surface engineering technique even more.
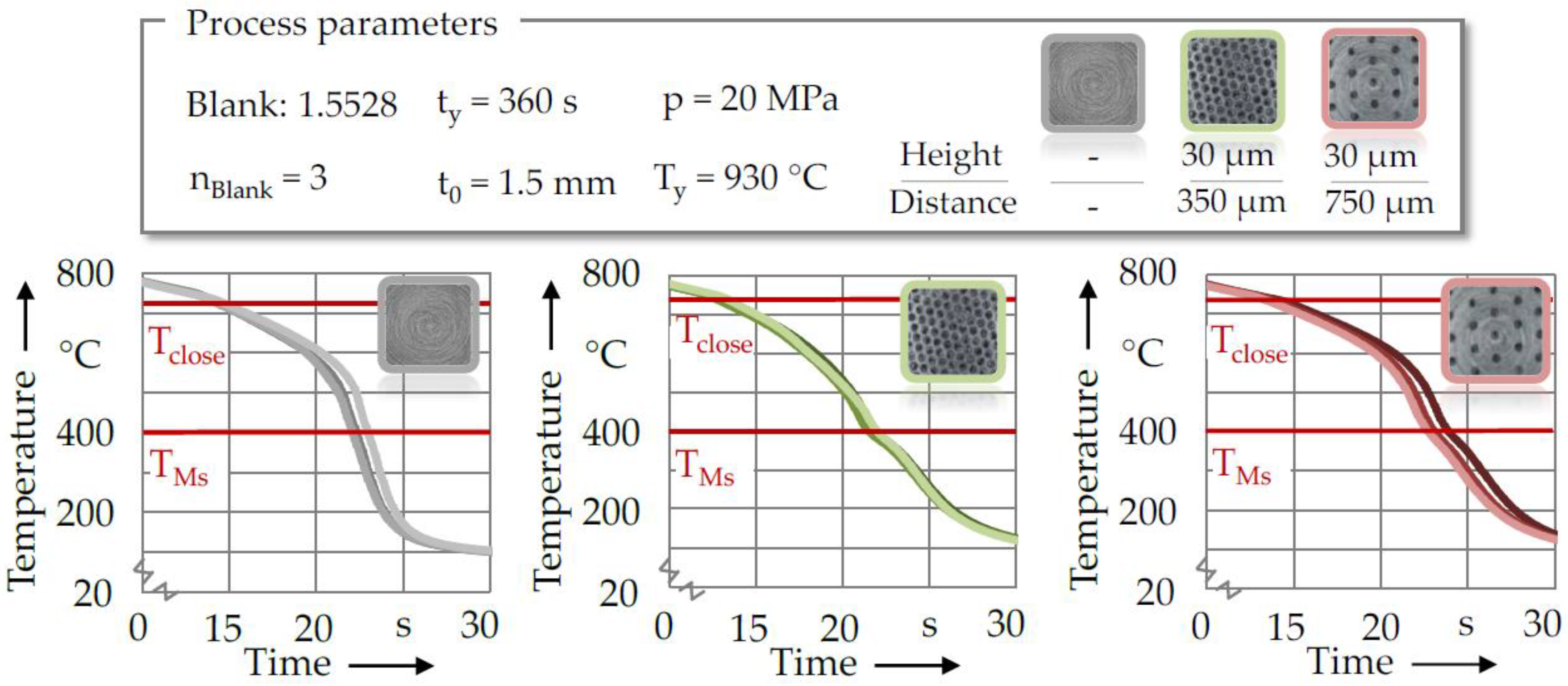
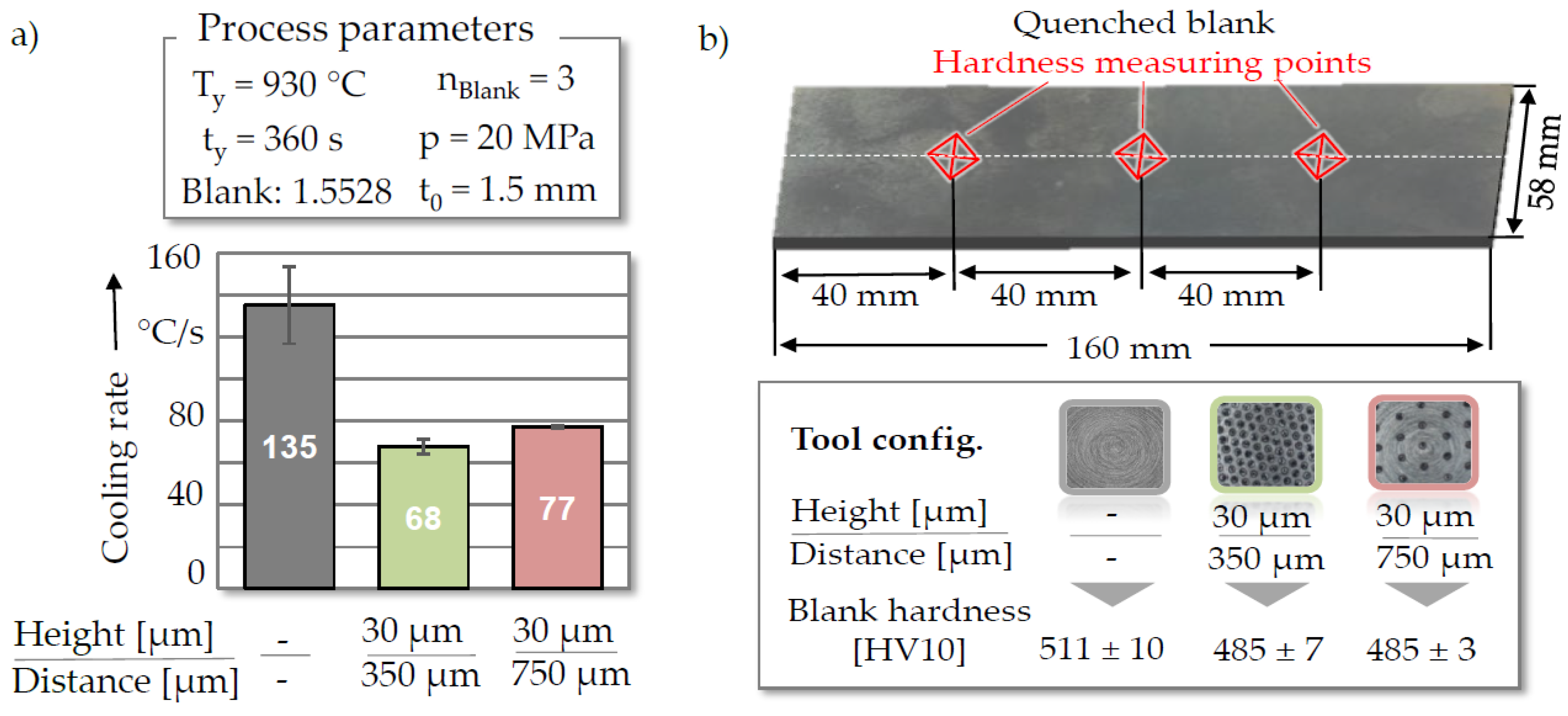
- The laser implantation technique offers the possibility to control the thermal interactions between tool and workpiece, which directly affects the mechanical properties of the hot stamped parts. Different cooling rates were gained by merely adjusting the distance between the microstructure. In this context, it is expected that varying the height of the elevated features might also affect the thermal behavior, since the gap and heat transmission at the blank-die interface is significantly influenced. This effect could offer great potential for producing tailored mechanical properties, which is highly desired within partial hot stamping. To verify these assumptions, different implant heights and spot distances will be investigated in further studies to adjust the thermo-mechanical properties of rectangular cups. Before and after the forming operation are carried out, measurements of the blank hardness and temperature distribution might be performed, in order to qualify the cause–effect relations.
Author Contributions
Funding
Conflicts of Interest
References
- Mori, K.I.; Bariani, P.F.; Behrens, B.A.; Brosius, A.; Bruschi, S.; Maeno, T.; Merklein, M.; Yanagimoto, J. Hot stamping of ultra-high strength steel parts. CIRP Ann. 2017, 66, 755–777. [Google Scholar] [CrossRef]
- Nakagawa, Y.; Mori, K.I.; Yashima, S.; Kaido, T. Springback behaviour and quenchability in hot stamping of thick sheets. Procedia Manuf. 2018, 15, 1071–1078. [Google Scholar] [CrossRef]
- Karbasian, H.; Tekkaya, A.E. A review on hot stamping. J. Mater. Process. Technol. 2010, 210, 2103–2118. [Google Scholar] [CrossRef]
- Behrens, B.A.; Bouguecha, A.; Gaebel, C.M.; Moritz, J.; Schrödter, J. Hot Stamping of Load Adjusted Structural Parts. Procedia Eng. 2014, 81, 1756–1761. [Google Scholar] [CrossRef]
- Bruschi, S.; Ghiotti, A. Hot Stamping. Compr. Mater. Process. 2014, 3, 27–54. [Google Scholar]
- Merklein, M.; Lechler, J. Investigation of the thermo-mechanical properties of hot stamping steels. J. Mater. Process. Technol. 2006, 177, 452–455. [Google Scholar] [CrossRef]
- Billur, E. Hot Stamping of Ultra High-Strength Steels, 1st ed.; Springer: Cham, Switzerland, 2019. [Google Scholar]
- Venema, J.; Botman, G.; Phan, T.; Kop, T. Formability of AlSi and Zn coating during hot stamping. Mater. Sci. Eng. 2019, 651, 120–127. [Google Scholar] [CrossRef]
- Ghiotti, A.; Bruschi, S.; Borsetto, F. Tribological characteristics of high strength steel sheets under hot stamping conditions. J. Mater. Process. Technol. 2011, 211, 1694–1700. [Google Scholar] [CrossRef]
- Mu, Y.; Simonetto, E.; Scagnolari, M.; Ghiotti, A. Wear in Hot Stamping by Partition Heating. J. Manuf. Mater. Process. 2020, 4, 18. [Google Scholar] [CrossRef]
- Vilaseca, M.; Pujante, J.; Ramírez, G.; Casellas, D. Investigation into adhesive wear of PVD coated and uncoated hot stamping production tools. Wear 2013, 308, 148–154. [Google Scholar] [CrossRef]
- Pelcastre, L. Hot Forming Tribology, 1st ed.; Luleå Tekniska Universitet: Luleå, Sweden, 2011. [Google Scholar]
- Birol, Y.; İsler, D. Response to thermal cycling of CAPVD (Al,Cr)N-coated hot work tool steel. Surf. Coat. Technol. 2010, 205, 275–280. [Google Scholar] [CrossRef]
- Shihomatsu, A.; Button, S.T.; Silva, I.B.D. Tribological Behavior of Laser Textured Hot Stamping Dies. Adv. Tribol. 2016, 2016, 1–15. [Google Scholar] [CrossRef]
- Mousavi, A.; Sperk, T.; Gietzelt, T.; Kunze, T.; Lasagni, A.F.; Brosius, A. Effect of Contact Area on Friction Force in Sheet Metal Forming Operations. Key Eng. Mater. 2018, 767, 77–84. [Google Scholar] [CrossRef]
- Spranger, F.; Oliveira Lopes, M.D.; Schirdewahn, S.; Degner, J.; Merklein, M.; Hilgenberg, K. Microstructural evolution and geometrical properties of TiB2 metal matrix composite protrusions on hot work tool steel surfaces manufactured by laser implantation. Int. J. Adv. Manuf. Technol. 2020, 106, 481–501. [Google Scholar] [CrossRef]
- Hilgenberg, K.; Steinhoff, K. Texturing of skin-pass rolls by pulsed laser dispersing. J. Mater. Process. Technol. 2015, 225, 84–92. [Google Scholar] [CrossRef]
- Merklein, M.; Lechler, J. Determination of Material and Process Characteristics for Hot Stamping Processes of Quenchenable Ultra High Strength Steels with Respect to a FE-based Process Design. Int. J. Mater. Manf. 2009, 1, 411–426. [Google Scholar] [CrossRef]
- Spranger, F.; Hilgenberg, K. Dispersion behavior of TiB2 particles in AISI D2 tool steel surfaces during pulsed laser dispersing and their influence on material properties. Appl. Surf. Sci. 2019, 467, 493–504. [Google Scholar] [CrossRef]
- Hilgenberg, K.; Behler, K.; Steinhoff, K. Localized dispersing of ceramic particles in tool steel surfaces by pulsed laser radiation. Appl. Surf. Sci. 2014, 305, 575–580. [Google Scholar] [CrossRef]
- Spranger, F.; Schirdewahn, S.; Kromm, A.; Merklein, M.; Hilgenberg, K. On the influence of TiB2, TiC, and TiN hard particles on the microstructure of localized laser dispersed AISI D2 tool steel surfaces. J. Laser Appl. 2020, 32, 22028. [Google Scholar] [CrossRef]
- Wang, K.; Gui, Z.; Liu, P.; Wang, Y.; Zhang, Y. Cracking Behavior of Al-Si Coating on Hot Stamping Boron Steel Sheet. Procedia Eng. 2014, 81, 1713–1718. [Google Scholar] [CrossRef]
- Venema, J.; Hazrati, J.; Matthews, D.; van den Boogaard, T. An Insight in Friction and Wear Mechanisms during Hot Stamping. Key Eng. Mater. 2018, 767, 131–138. [Google Scholar] [CrossRef]
- Klocke, F. Manufacturing Processes, 1st ed.; Springer: Berlin, Germany, 2009. [Google Scholar]
- Schwingenschlögl, P.; Niederhofer, P.; Merklein, M. Investigation on basic friction and wear mechanisms within hot stamping considering the influence of tool steel and hardness. Wear 2019, 426, 378–389. [Google Scholar] [CrossRef]
- He, L.F.; Zhao, G.Q.; Li, H.P. Measurement and Analysis of Time-Temperature-Transformation Curves of Boron Steel 22MnB5. Appl. Mech. Mater. 2010, 29, 484–489. [Google Scholar] [CrossRef]
- Kong, L.; Peng, Y. In situ observation on microstructure evolution of 22MnB5 in hot stamping process. Meter. Res. Technol. 2019, 116, 209. [Google Scholar] [CrossRef]
- Zhou, J.; Wang, B.Y.; Huang, M.D.; Cui, D. Effect of hot stamping parameters on the mechanical properties and microstructure of cold-rolled 22MnB5 steel strips. Int. J. Miner. Metall. Mater. 2014, 21, 544–555. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition of the Hot Working Tool Steel X38CrMoV5-3 in wt.% | |||||||||
| C | Si | Mn | P | S | Cr | Mo | V | Fe | |
| Measured | 0.33 | 0.34 | 0.33 | 0.013 | 0.005 | 4.84 | 2.96 | 0.53 | bal. |
| Nominal | 0.35–0.40 | 0.30–0.50 | 0.30–0.50 | ≤0.03 | ≤0.02 | 4.80–5.20 | 2.70–3.20 | 0.40–0.60 | bal. |
| Optical Micrograph | XRD-Diffractogram of Retained Austenite | ||||||||
 |  | ||||||||
| Mechanical Properties | |||||||||
| Density | 7.83 g/cm3 | Hardness | ~602 HV1 | Thermal conductivity | 35 W/mK | ||||
| Mechanical Properties | TiB2 | TiC | TiN |
|---|---|---|---|
| Microstructure | Hexagonal | Cubic | Cubic |
| Melting point [°C] | 3225 | 3067 | 2950 |
| Density [g/cm3] | 4.50 | 4.93 | 5.21 |
| Hardness [HV1] | 3480 | 3200 | 2450 |
| Thermal expansion [10−6 K−1] | 6.6 | 7.6 | 9.4 |
| Grain size [d50] | 5.3 | 2.8 | 3.2 |
| Visualization of particle shape via SEM-analysis |  |  |  |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schirdewahn, S.; Spranger, F.; Hilgenberg, K.; Merklein, M. Localized Laser Dispersing of Titanium-Based Particles for Improving the Tribological Performance of Hot Stamping Tools. J. Manuf. Mater. Process. 2020, 4, 68. https://doi.org/10.3390/jmmp4030068
Schirdewahn S, Spranger F, Hilgenberg K, Merklein M. Localized Laser Dispersing of Titanium-Based Particles for Improving the Tribological Performance of Hot Stamping Tools. Journal of Manufacturing and Materials Processing. 2020; 4(3):68. https://doi.org/10.3390/jmmp4030068
Chicago/Turabian StyleSchirdewahn, Stephan, Felix Spranger, Kai Hilgenberg, and Marion Merklein. 2020. "Localized Laser Dispersing of Titanium-Based Particles for Improving the Tribological Performance of Hot Stamping Tools" Journal of Manufacturing and Materials Processing 4, no. 3: 68. https://doi.org/10.3390/jmmp4030068
APA StyleSchirdewahn, S., Spranger, F., Hilgenberg, K., & Merklein, M. (2020). Localized Laser Dispersing of Titanium-Based Particles for Improving the Tribological Performance of Hot Stamping Tools. Journal of Manufacturing and Materials Processing, 4(3), 68. https://doi.org/10.3390/jmmp4030068