Review of Shearing Processes of High Strength Steel Sheets


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Characteristics of Shearing of High Strength Steel Sheets
2.1. Quality of Sheared Edge
2.2. Effect of Quality of Sheared Edge on Formability
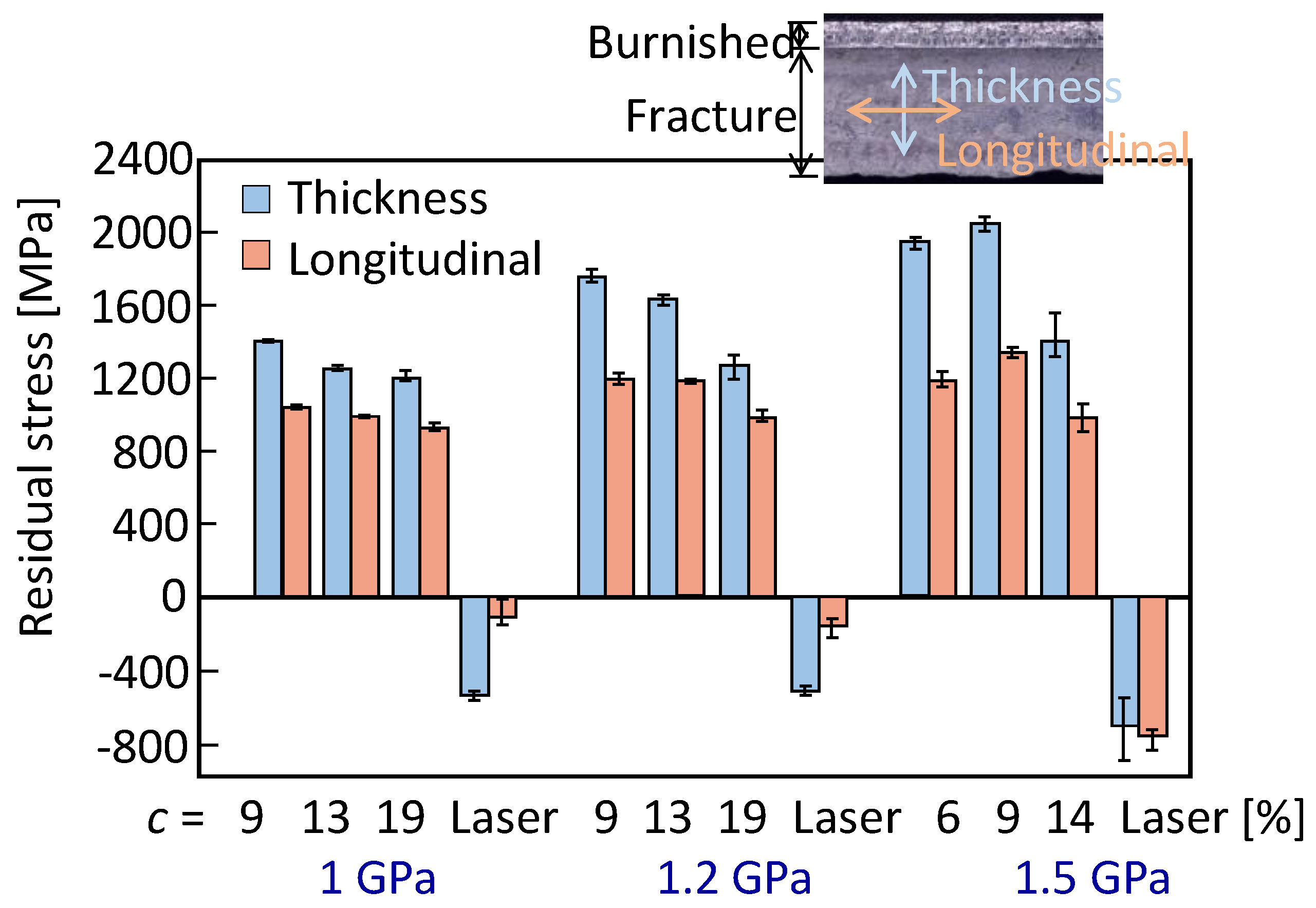
2.3. Effect of Quality of Sheared Edge on Fatigue Strength
3. Improvement of Quality of Sheared Edge
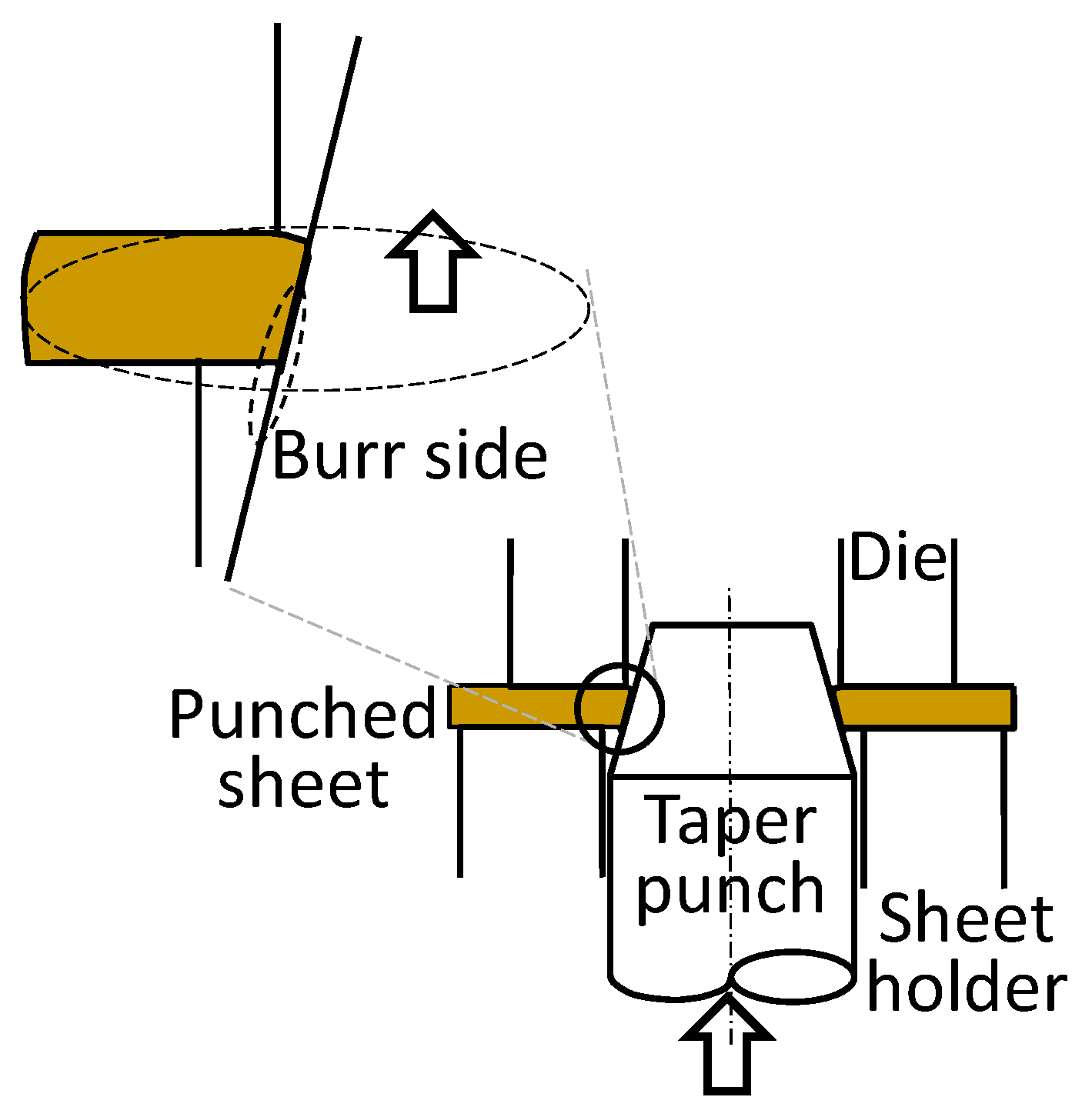
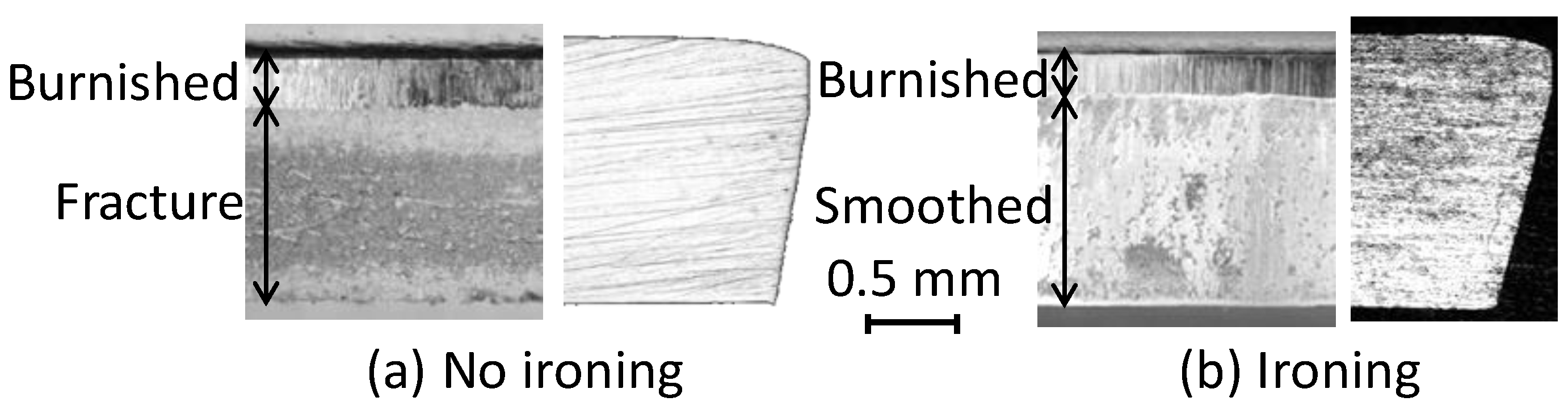
3.1. Ironing of Sheared Edge with Taper Punch
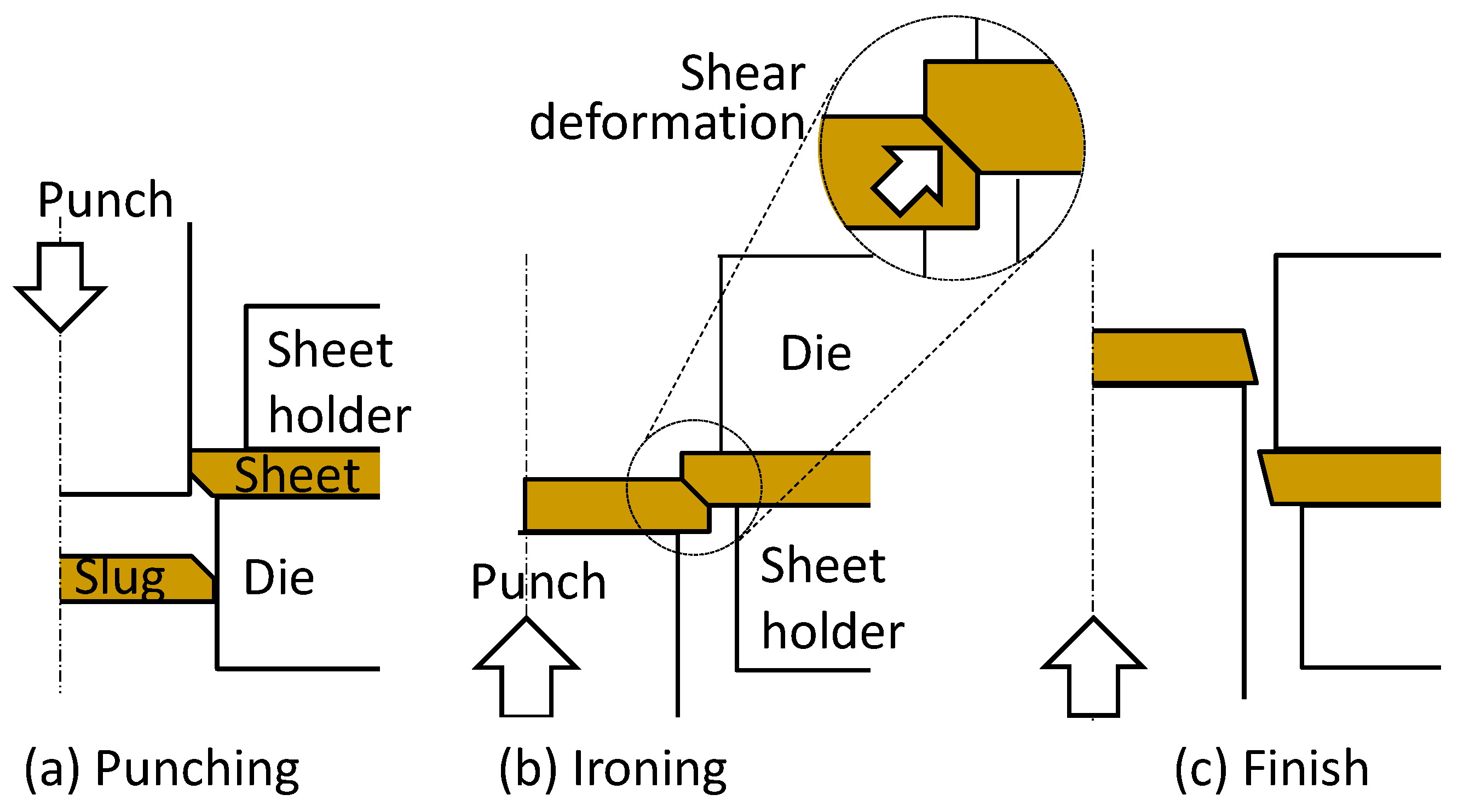
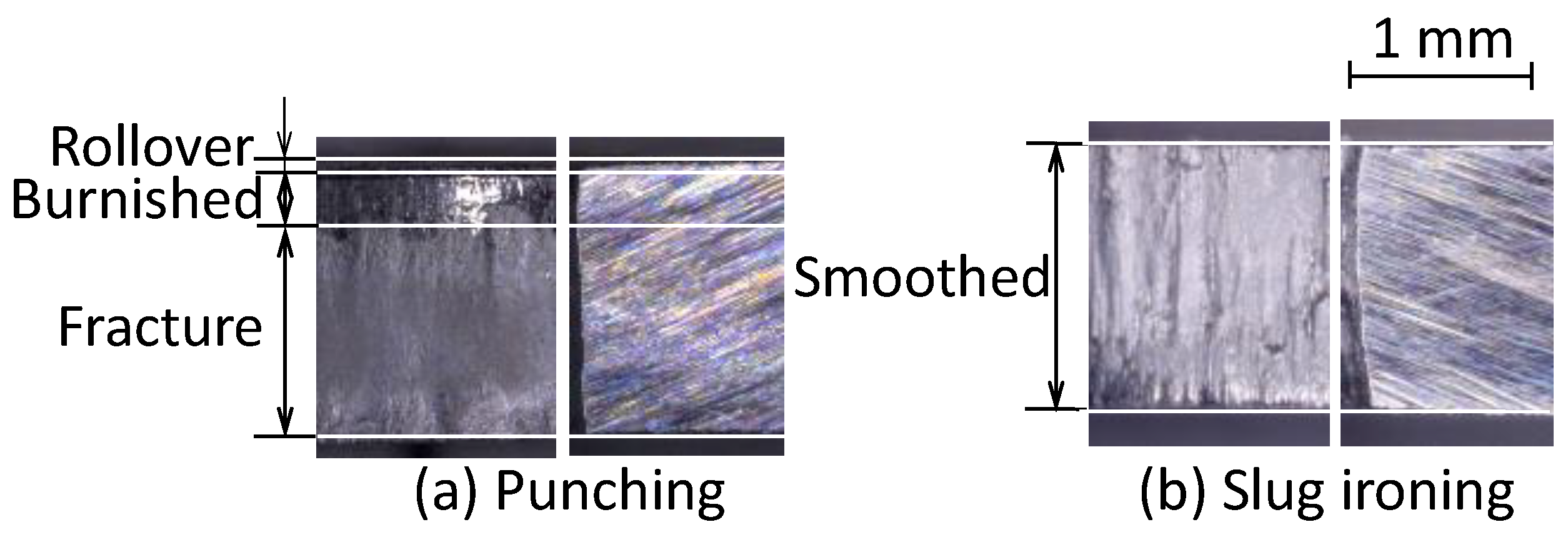
3.2. Ironing of Sheared Edge with Punched Slug
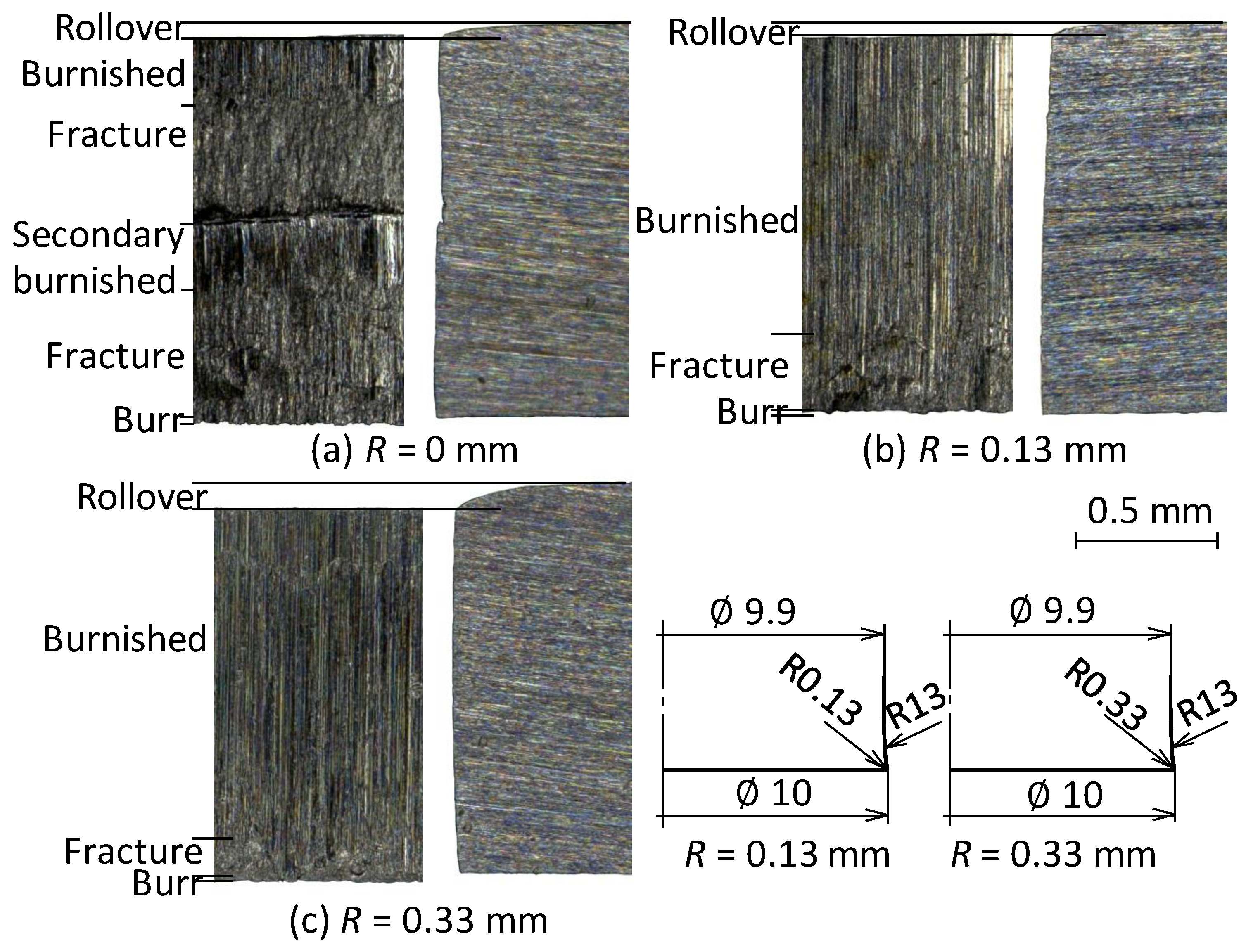
3.3. Slight Clearance Punching with Punch Having Small Round Corner
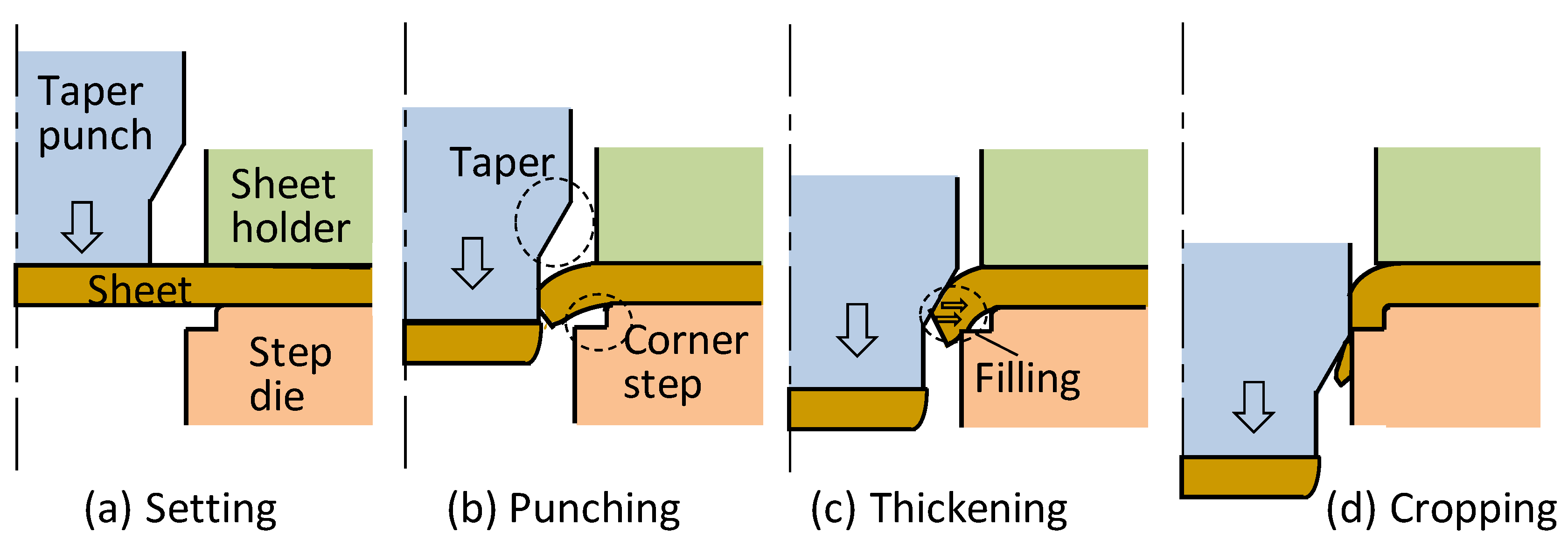
3.4. Thickening of Sheared Edge
4. Hydrogen-Induced Delayed Fracture of Sheared Ultra-High Strength Steels
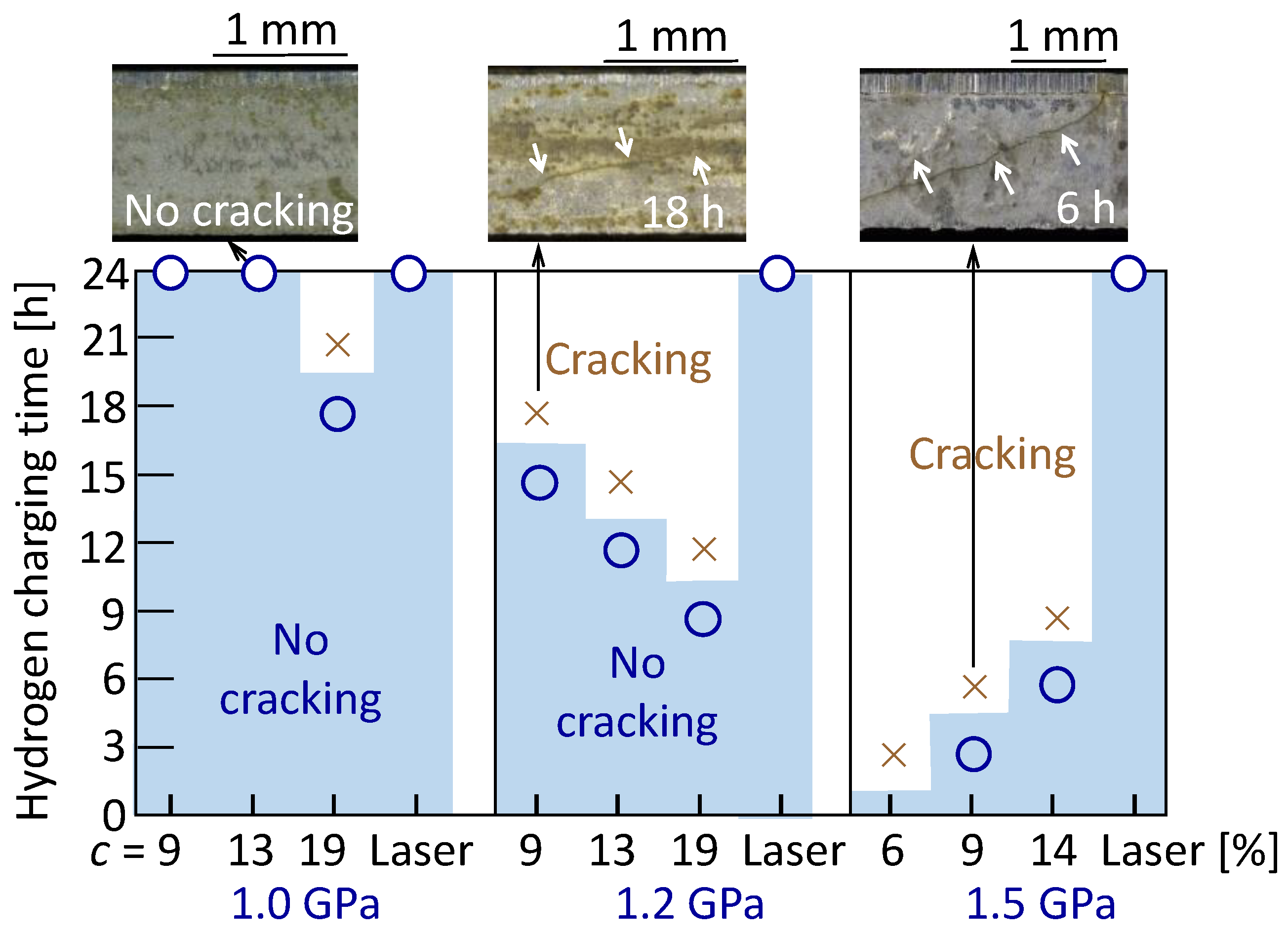
4.1. Cold Shearing
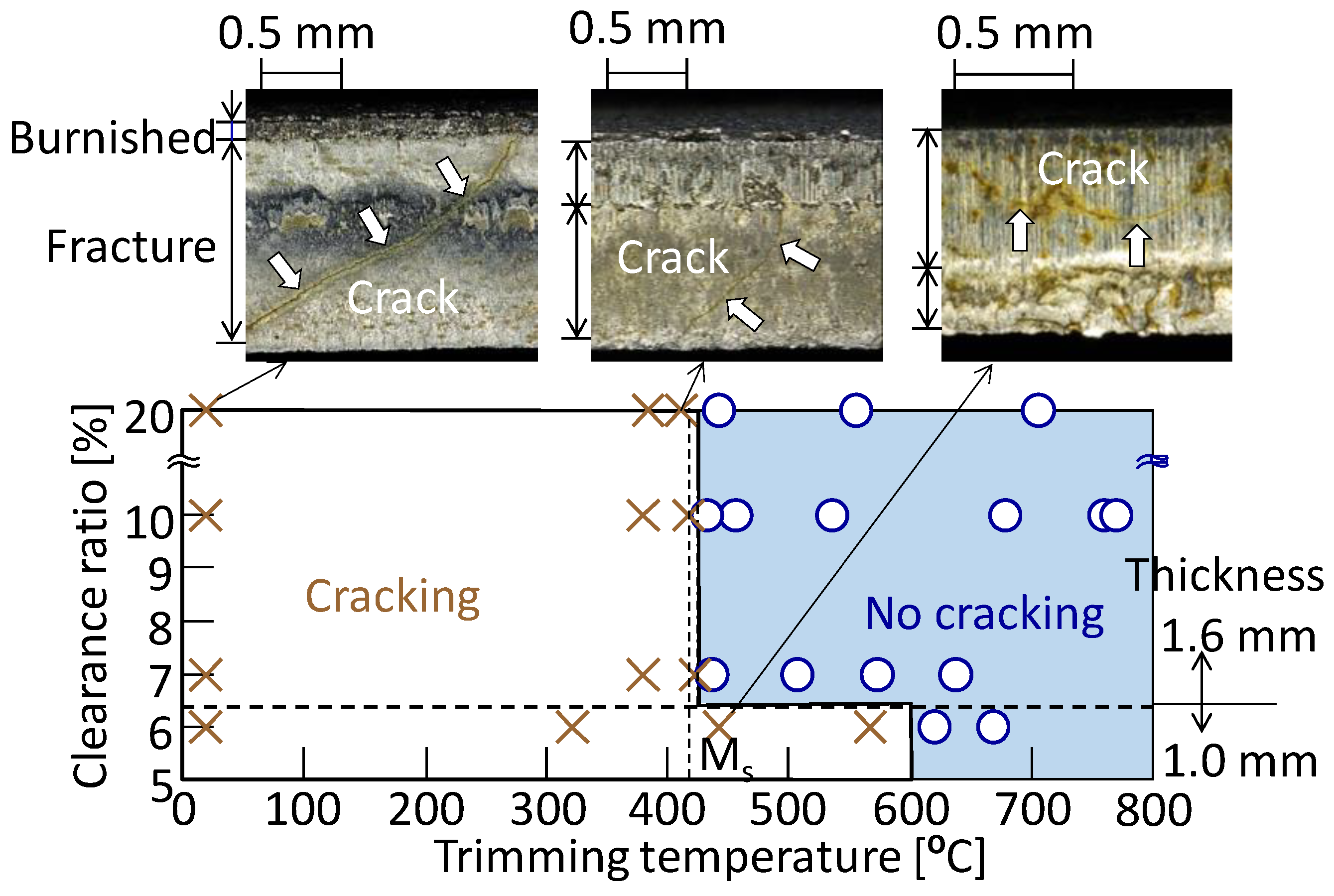
4.2. Hot Press Trimming in Hot Stamping
5. Conclusions
Funding
Conflicts of Interest
References
- Tisza, M.; Czinege, I. Comparative study of the application of steels and aluminium in lightweight production of automotive parts. Int. J. Lightweight Mater. Manuf. 2018, 1–4, 229–238. [Google Scholar] [CrossRef]
- Billur, M.S.; Altan, T. Challenges in forming advanced high strength steels. In Proceedings of the New Developments in Sheet Metal Forming, Fellbach, Germany, 22–23 May 2012; pp. 285–304. [Google Scholar]
- Mori, K.; Akita, K.; Abe, Y. Springback behaviour in bending of ultra-high-strength steel sheets using CNC servo press. Int. J. Mach. Tools Manuf. 2007, 47, 321–325. [Google Scholar] [CrossRef]
- Komgrit, L.; Hamasaki, H.; Hino, R.; Yoshida, F. Elimination of springback of high-strength steel sheet by using additional bending with counter punch. J. Mater. Process. Technol. 2016, 229, 199–206. [Google Scholar] [CrossRef]
- Bahloul, R.; Ben-Elechi, S.; Potiron, A. Optimisation of springback predicted by experimental and numerical approach by using response surface methodology. J. Mater. Process. Technol. 2006, 173, 101–110. [Google Scholar] [CrossRef]
- Sumikawa, S.; Ishiwatari, A.; Hiramoto, J.; Urabe, T. Improvement of springback prediction accuracy using material model considering elastoplastic anisotropy and Bauschinger effect. J. Mater. Process. Technol. 2016, 230, 1–7. [Google Scholar] [CrossRef]
- Yang, X.A.; Ruan, F. A die design method for springback compensation based on displacement adjustment. Int. J. Mech. Sci. 2011, 53, 399–406. [Google Scholar] [CrossRef]
- Kaupper, M.; Merklein, M. Bendability of advanced high strength steels—A new evaluation procedure. CIRP Ann. Manuf. Technol. 2013, 62, 247–250. [Google Scholar] [CrossRef]
- Cora, Ö.N.; Ağcayazı, A.; Namiki, K.; Sofuoğlu, H.; Koç, M. Die wear in stamping of advanced high strength steels—Investigations on the effects of substrate material and hard-coatings. Tribol. Int. 2012, 52, 50–60. [Google Scholar] [CrossRef]
- Wang, X.Z.; Masood, S.H. Investigation of die radius arc profile on wear behaviour in sheet metal processing of advanced high strength steels. Mater. Des. 2011, 32, 1118–1128. [Google Scholar] [CrossRef]
- Kim, H.; Altan, T.; Yan, Q. Evaluation of stamping lubricants in forming advanced high strength steels (AHSS) using deep drawing and ironing tests. J. Mater. Process. Technol. 2009, 209, 4122–4133. [Google Scholar] [CrossRef]
- Abe, Y.; Ohmi, T.; Mori, K.; Masuda, T. Improvement of formability in deep drawing of ultra-high strength steel sheets by coating of die. J. Mater. Process. Technol. 2014, 24, 1838–1843. [Google Scholar] [CrossRef]
- Ko, D.C.; Kim, S.G.; Kim, B.M. Influence of microstructure on galling resistance of cold-work tool steels with different chemical compositions when sliding against ultra-high-strength steel sheets under dry condition. Wear 2015, 338, 362–371. [Google Scholar] [CrossRef]
- Levy, B.S.; Van Tyne, C.J. Review of the shearing process for sheet steels and its effect on sheared-edge stretching. J. Mater. Eng. Perform. 2012, 21, 1205–1213. [Google Scholar] [CrossRef]
- Shivpuri, R.; Singh, S.; Agarwal, K.; Liu, C. Energy release rate based approach for the wear of punches in precision blanking of high strength steel. CIRP Ann. Manuf. Technol. 2011, 60, 307–310. [Google Scholar] [CrossRef]
- Mackensen, A.; Golle, M.; Golle, R.; Hoffmann, H. Experimental investigation of the cutting force reduction during the blanking operation of AHSS sheet materials. CIRP Ann. Manuf. Technol. 2010, 59, 283–286. [Google Scholar] [CrossRef]
- Mori, K.; Saito, S.; Maki, S. Warm and hot punching of ultra high strength steel sheet. CIRP Ann. Manuf. Technol. 2008, 57, 321–324. [Google Scholar] [CrossRef]
- Mori, K.; Maeno, T.; Fuzisaka, S. Punching of ultra-high strength steel sheets using local resistance heating of shearing zone. J. Mater. Process. Technol. 2012, 212, 534–540. [Google Scholar] [CrossRef]
- Brecher, C.; Emonts, M.; Eckert, M.; Weinbach, M. Double sided irradiation for laser-assisted shearing of ultra high strength steels with process integrated hardening. Phys. Procedia 2014, 56, 1427–1435. [Google Scholar] [CrossRef][Green Version]
- Abe, Y.; Okamoto, Y.; Mori, K.; Jaafar, H. Deformation behaviour and reduction in flying speed of scrap in trimming of ultra-high strength steel sheets. J. Mater. Process. Technol. 2017, 250, 372–378. [Google Scholar] [CrossRef]
- Shin, J.H.; Kim, M.S.; Kim, S.I.; Seo, S.J.; Choi, S.H. Examining the microtexture evolution in a hole-edge punched into 780 MPa grade hot-rolled steel. Mater. Charact. 2016, 118, 535–546. [Google Scholar] [CrossRef]
- Achouri, M.; Germain, G.; Santo, P.D.; Saidane, D. Experimental and numerical analysis of micromechanical damage in the punching process for high-strength low-alloy steels. Mater. Des. 2014, 56, 657–670. [Google Scholar] [CrossRef]
- Tanaka, T.; Hagihara, S.; Tadano, Y.; Yoshimura, S.; Inada, T.; Mori, T.; Fuchiwaki, K. Analysis of shear droop on cut surface of high-tensile-strength steel in fine-blanking process. Mater. Trans. 2011, 52, 447–451. [Google Scholar] [CrossRef]
- Han, X.; Yang, K.; Ding, Y.; Tan, S.; Chen, J. Numerical and experimental investigations on mechanical trimming process for hot stamped ultra-high strength. J. Mater. Process. Technol. 2016, 234, 158–168. [Google Scholar] [CrossRef]
- Wu, X.; Bahmanpour, H.; Schmid, K. Characterization of mechanically sheared edges of dual phase steels. J. Mater. Process. Technol. 2012, 212, 1209–1224. [Google Scholar] [CrossRef]
- Choi, H.S.; Kim, B.M.; Ko, D.C. Effect of clearance and inclined angle on sheared edge and tool failure in trimming of DP980 sheet. J. Mech. Sci. Technol. 2014, 28, 2319–2328. [Google Scholar] [CrossRef]
- Hamedon, Z.; Abe, Y.; Mori, K. Improvement of formability of high strength steel sheets in shrink flanging. IOP Conf. Ser. Mater. Sci. Eng. 2016, 114, 012001. [Google Scholar] [CrossRef]
- Hasegawa, K.; Kawamura, K.; Urabe, T.; Hosoya, Y. Effects of microstructure on stretch-flange-formability of 980 MPa grade cold-rolled ultra high strength steel sheets. ISIJ Int. 2004, 44, 603–609. [Google Scholar] [CrossRef]
- Teng, Z.K.; Chen, X.M. Edge cracking mechanism in two dual-phase advanced high strength steels. Mater. Sci. Eng. A 2014, 618, 645–653. [Google Scholar] [CrossRef]
- Shih, H.C.; Shi, M.F. An innovative shearing process for AHSS edge stretchability improvements. ASME J. Manuf. Sci. Eng. 2011, 133, 061018. [Google Scholar] [CrossRef]
- Takuda, H.; Ozawa, K.; Hama, T.; Yoshida, T.; Nitta, J. Forming limit prediction in bore expansion by combination of finite element simulation and ductile fracture criterion. Mater. Trans. 2009, 50, 1930–1934. [Google Scholar] [CrossRef]
- Takuda, H.; Hama, T.; Nishida, K.; Yoshida, T.; Nitta, J. Prediction of forming limit in stretch flanging by finite element simulation combined with ductile fracture criterion. Comput. Meth. Mater. Sci. 2009, 9, 137–142. [Google Scholar]
- Wang, K.; Greve, L.; Wierzbicki, T. FE simulation of edge fracture considering pre-damage from blanking process. Int. J. Solids Struct. 2015, 71, 206–218. [Google Scholar] [CrossRef]
- Paul, S.K.; Mukherjee, M.; Kundu, S.; Chandra, S. Prediction of hole expansion ratio for automotive grade steels. Comput. Mater. Sci. 2014, 89, 189–197. [Google Scholar] [CrossRef]
- Levy, B.S.; Van Tyne, C.J. Failure during sheared edge stretching. J. Mater. Eng. Perform. 2008, 17, 842–848. [Google Scholar] [CrossRef]
- He, J.; Li, S.; Dong, L. Experiments and FE simulation of edge cracking considering prehardening after blanking process. Int. J. Mater. Form. 2019. [Google Scholar] [CrossRef]
- Mori, K.; Abe, Y.; Suzui, Y. Improvement of stretch flangeability of ultra high strength steel sheet by smoothing of sheared edge. J. Mater. Process. Technol. 2010, 210, 653–659. [Google Scholar] [CrossRef]
- Matsuno, T.; Nitta, J.; Sato, K.; Mizumura, M.; Suehiro, M. Effect of shearing clearance and angle on stretch-flange formability evaluated by saddle-type forming test. J. Mater. Process. Technol. 2015, 223, 98–104. [Google Scholar] [CrossRef]
- Chang, Y.; Han, S.; Li, X.; Wang, C.; Zheng, G.; Dong, H. Effect of shearing clearance on formability of sheared edge of the third-generation automotive medium-Mn steel with metastable austenite. J. Mater. Process. Technol. 2018, 259, 216–227. [Google Scholar] [CrossRef]
- Karelova, A.; Krempaszky, C.; Werner, E.; Tsipouridis, P.; Hebesberger, T.; Pichler, A. Hole expansion of dual-phase and complex-phase AHS steels—Effect of edge conditions. Steel Res. Int. 2009, 80, 71–77. [Google Scholar]
- Pathak, N.; Butcher, C.; Worswick, M. Assessment of the critical parameters influencing the edge stretchability of advanced high-strength steel sheet. J. Mater. Eng. Perform. 2016, 25, 4919–4932. [Google Scholar] [CrossRef]
- Xu, L.; Barlat, F.; Lee, M.G.; Choi, K.S.; Sun, X. Hole expansion of dual phase steels. WIT Trans. Built Environ. 2012, 124, 75–83. [Google Scholar]
- Abe, Y.; Mori, K.; Norita, K. Gradually contacting punch for improving stretch flangeability of ultra-high strength steel sheets. CIRP Ann. Manuf. Technol. 2013, 62, 263–266. [Google Scholar] [CrossRef]
- Shiozaki, T.; Tamai, Y.; Urabe, T. Effect of residual stresses on fatigue strength of high strength steel sheets with punched holes. Int. J. Fatigue 2015, 80, 324–331. [Google Scholar] [CrossRef]
- Abe, Y.; Mori, K.; Kosaka, R. Improvement of fatigue strength of hole edge of ultra-high strength steel sheet by punching process including thickening. Key Eng. Mater. 2016, 716, 428–434. [Google Scholar] [CrossRef]
- Lara, A.; Picas, I.; Casellas, D. Effect of the cutting process on the fatigue behaviour of press hardened and high strength dual phase steels. J. Mater. Process. Technol. 2013, 213, 1908–1919. [Google Scholar] [CrossRef]
- Hamedon, Z.; Abe, Y.; Mori, K.; Nakagawa, N. Thickened holes edge including compressed rollover for improving tensile fatigue strength of thick sheet. Procedia Manuf. 2018, 15, 612–618. [Google Scholar] [CrossRef]
- Murakawa, M.; Suzuki, M.; Shionome, T.; Komuro, F.; Hara, A.; Matsumoto, A.; Koga, N. Precision piercing and blanking of ultrahigh-strength steel sheets. Procedia Eng. 2014, 81, 1114–1120. [Google Scholar] [CrossRef]
- Thipprakmas, S.; Sontamino, A. Fabrication of clean cut surface on high strength steel using a new shaving die design. J. Mech. Sci. Technol. 2020, 34, 301–317. [Google Scholar] [CrossRef]
- Matsuno, T.; Sato, K.; Okamoto, R.; Mizumura, M.; Suehiro, M. Synergy effect of shear angle and anisotropic material ductility on hole-expansion ratio of high-strength steels. J. Mater. Process. Technol. 2016, 230, 167–176. [Google Scholar] [CrossRef]
- Yasutomi, T.; Yonemura, S.; Yoshida, T.; Mizumura, M.; Hiwatashi, S. Blanking method with aid of scrap to reduce tensile residual stress on sheared edge. J. Phys. Conf. Ser. 2017, 896, 012098. [Google Scholar] [CrossRef]
- Mori, K.; Abe, Y.; Murai, Y. Prevention of delayed cracking of punched 1.5 GPa ultra-high strength steel sheets by ironing with punched slug. Int. J. Adv. Manuf. Technol. submitted.
- Chumrum, P.; Koga, N.; Premanond, V. Experimental investigation of energy and punch wear in piercing of advanced high-strength steel sheet. Int. J. Adv. Manuf. Technol. 2015, 79, 1035–1042. [Google Scholar] [CrossRef]
- Matsuno, T.; Kuriyama, Y.; Murakami, H.; Yonezawa, S.; Kanamaru, H. Effects of punch shape and clearance on hole expansion ratio and fatigue properties in punching of high strength steel sheets. Steel Res. Int. 2010, 81, 853–856. [Google Scholar]
- Mori, K.; Abe, Y.; Kidoma, Y.; Kadarno, P. Slight clearance punching of ultra-high strength steel sheets using punch having small round edge. Int. J. Mach. Tools Manuf. 2013, 65, 41–46. [Google Scholar] [CrossRef]
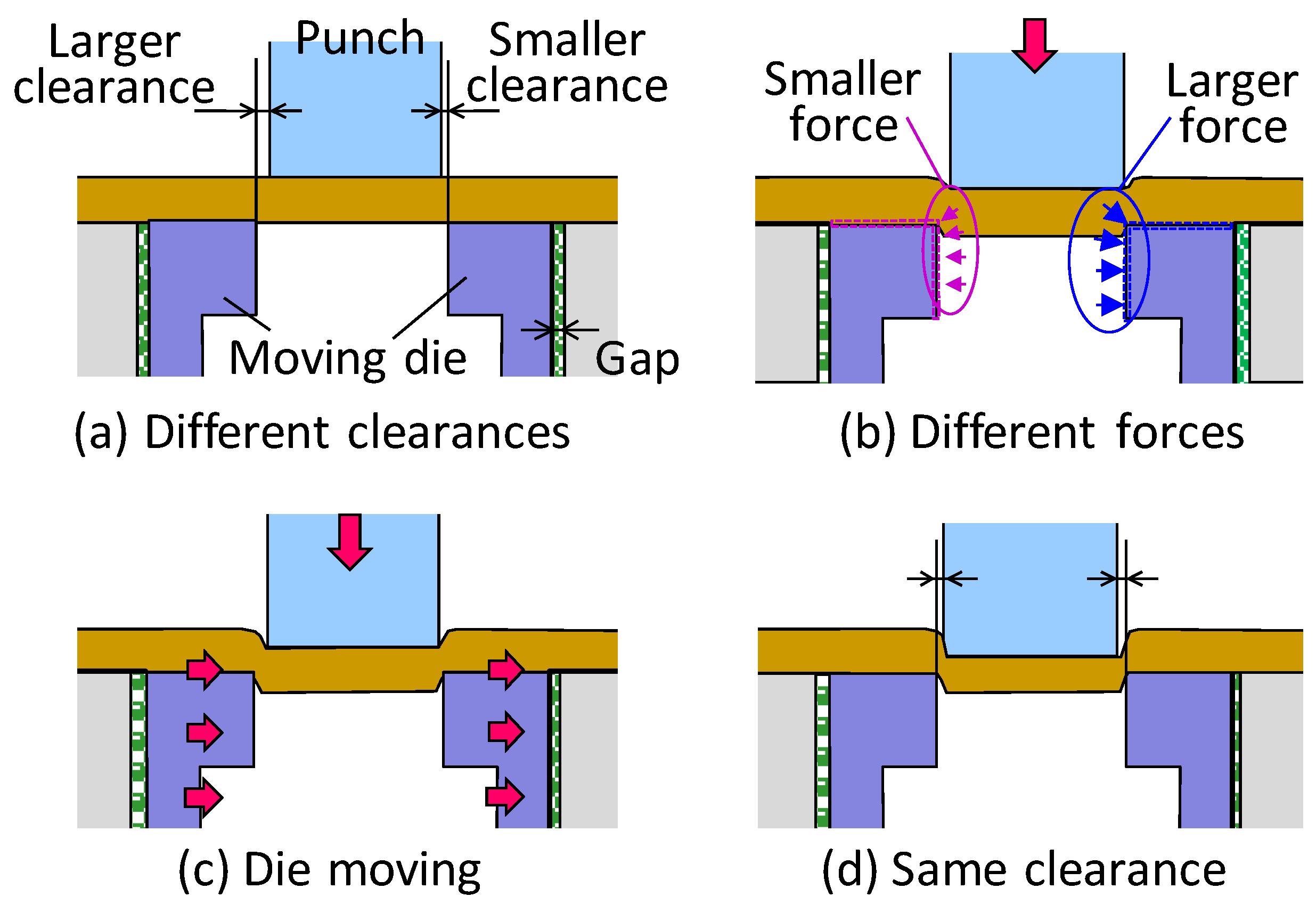
- Jaafar, H.; Mori, K.; Abe, Y.; Nakanishi, K. Automatic centring with moving die for cold small clearance punching of die-quenched steel sheets. J. Mater. Process. Technol. 2016, 227, 190–199. [Google Scholar] [CrossRef]
- Kadarno, P.; Mori, K.; Abe, Y.; Abe, T. Flanging using step die for improving fatigue strength of punched high strength steel sheet. Procedia Eng. 2014, 81, 1133–1138. [Google Scholar] [CrossRef]
- Kadarno, P.; Mori, K.; Abe, Y.; Abe, T. Punching process including thickening of hole edge for improvement of fatigue strength of ultra-high strength steel sheet. Manuf. Rev. 2014, 1, 4. [Google Scholar] [CrossRef][Green Version]
- Abe, Y.; Fujisawa, Y.; Murai, Y.; Mori, K. Thickening process of concave edge for increasing stiffness and fatigue strength of ultra-high strength steel sheets. Procedia Manuf. 2018, 15, 605–611. [Google Scholar] [CrossRef]
- Kuduzović, A.; Poletti, M.C.; Sommitsch, C.; Domankova, M.; Mitsche, S.; Kienreich, R. Investigations into the delayed fracture susceptibility of 34CrNiMo6 steel, and the opportunities for its application in ultra-high-strength bolts and fasteners. Mater. Sci. Eng. A 2014, 590, 66–73. [Google Scholar] [CrossRef]
- Gu, J.L.; Chang, K.D.; Fang, H.S.; Bai, B.Z. Delayed fracture properties of 1500 MPa bainite/martensite dual-phase high strength steel and its hydrogen traps. ISIJ Int. 2002, 42, 1560–1564. [Google Scholar] [CrossRef]
- Liu, Q.; Zhou, Q.; Venezuela, J.; Zhang, M.; Atrens, A. Hydrogen influence on some advanced high-strength steels. Corros. Sci. 2017, 125, 114–138. [Google Scholar] [CrossRef]
- Venezuela, J.; Zhou, Q.; Liu, Q.; Li, H.; Zhang, M.; Dargusch, M.S.; Atrens, A. The influence of microstructure on the hydrogen embrittlement susceptibility of martensitic advanced high strength steels. Mater. Today Commun. 2018, 17, 1–14. [Google Scholar] [CrossRef]
- Takashima, K.; Yoshioka, Y.; Yokoyama, K.; Funakawa, Y. Hydrogen embrittlement behavior of ultra-high strength dual phase steel sheet under sustained tensile-loading test. ISIJ Int. 2018, 58, 173–178. [Google Scholar] [CrossRef]
- Yoshino, M.; Ohji, Y.; Takagi, S.; Hasegawa, K. Influence of sheared edge on hydrogen embrittlement resistance in an ultra-high strength steel sheet. ISIJ Int. 2014, 54, 1416–1425. [Google Scholar] [CrossRef]
- Mori, K.; Abe, Y.; Sedoguchi, K. Delayed fracture in cold blanking of ultra-high strength steel sheets. CIRP Ann. Manuf. Technol. 2019, 68, 297–300. [Google Scholar] [CrossRef]
- Mori, K.; Bariani, P.F.; Behrens, B.A.; Brosius, A.; Bruschi, S.; Maeno, T.; Merklein, M.; Yanagimoto, J. Hot stamping of ultrahigh strength steel parts. CIRP Ann. Manuf. Technol. 2017, 66, 755–777. [Google Scholar] [CrossRef]
- Nakagawa, Y.; Mori, K.; Maeno, T. Springback-free mechanism in hot stamping of ultra-high-strength steel parts and deformation behaviour and quenchability for thin sheet. Int. J. Adv. Manuf. Technol. 2018, 95, 459–467. [Google Scholar] [CrossRef]
- So, H.; Faßmann, D.; Hoffmann, H.; Golle, R.; Schaper, M. An investigation of the blanking process of the quenchable boron alloyed steel 22MnB5 before and after hot stamping process. J. Mater. Process. Technol. 2012, 212, 437–449. [Google Scholar] [CrossRef]
- Nothhaft, K.; Suh, J.; Golle, M.; Picas, I.; Casellas, D.; Volk, W. Shear cutting of press hardened steel: Influence of punch chamfer on process forces, tool stresses and sheared edge qualities. Prod. Eng. Res. Devel. 2012, 6, 413–420. [Google Scholar] [CrossRef]
- Hou, H.; Li, H.; He, L. Effect of technological parameters on microstructure and accuracy of B1500HS steel parts in the hot blanking. Int. J. Adv. Manuf. Technol. 2018, 95, 3275–3287. [Google Scholar] [CrossRef]
- Matsuno, T.; Sekito, Y.; Kawasaki, K. Microstructure characterization of fine grains near hot-sheared surface formed during hot-stamping process. J. Mater. Process. Technol. 2016, 229, 570–581. [Google Scholar] [CrossRef]
- Nakagawa, Y.; Mori, K.; Maeno, T.; Umemiya, R. Delayed cracking in hot stamping with hot trimming for ultra-high strength steel components. Int. J. Adv. Manuf. Technol. 2019, 105, 5081–5090. [Google Scholar] [CrossRef]














© 2020 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mori, K.-i. Review of Shearing Processes of High Strength Steel Sheets. J. Manuf. Mater. Process. 2020, 4, 54. https://doi.org/10.3390/jmmp4020054
Mori K-i. Review of Shearing Processes of High Strength Steel Sheets. Journal of Manufacturing and Materials Processing. 2020; 4(2):54. https://doi.org/10.3390/jmmp4020054
Chicago/Turabian StyleMori, Ken-ichiro. 2020. "Review of Shearing Processes of High Strength Steel Sheets" Journal of Manufacturing and Materials Processing 4, no. 2: 54. https://doi.org/10.3390/jmmp4020054
APA StyleMori, K.-i. (2020). Review of Shearing Processes of High Strength Steel Sheets. Journal of Manufacturing and Materials Processing, 4(2), 54. https://doi.org/10.3390/jmmp4020054