Effects of Machining Parameters on Finishing Additively Manufactured Nickel-Based Alloy Inconel 625


Abstract
1. Introduction
2. Machining Induced Effects on Additively Manufactured Materials
3. Additively Manufactured Nickel Alloy Inconel 625 Workpiece
4. Finish Milling Experiments
5. Results and Discussions
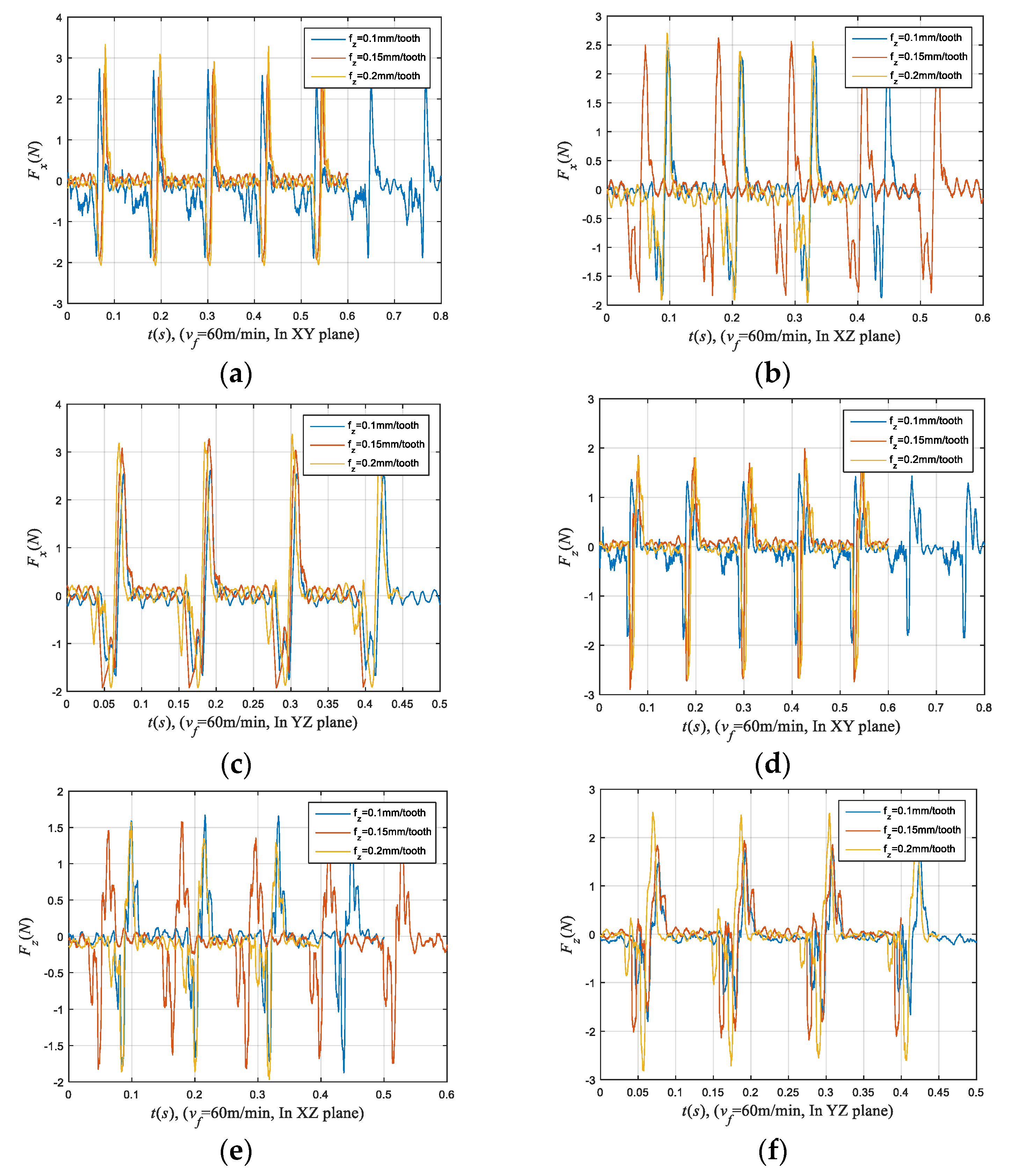
5.1. Effects on Cutting Forces
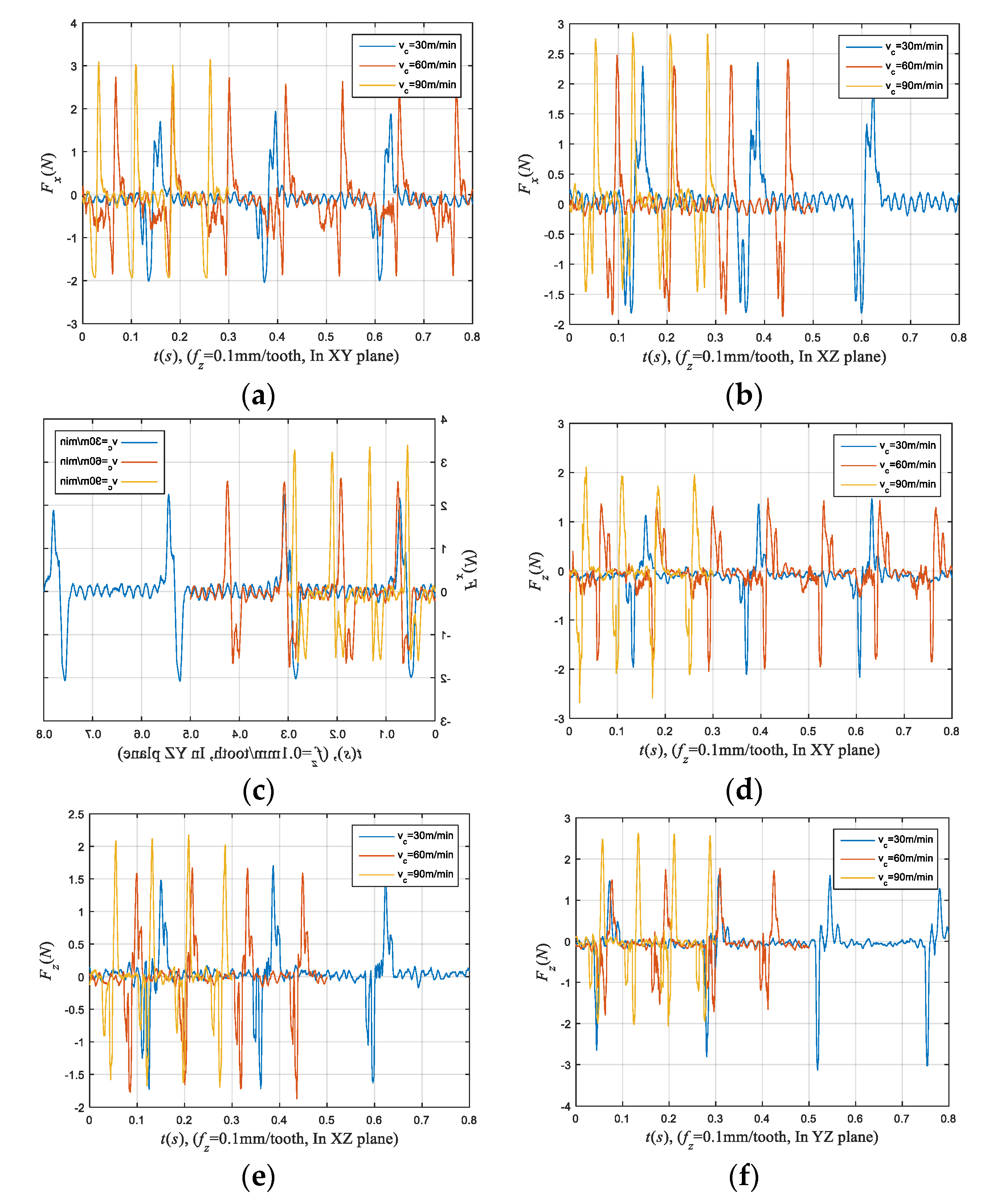
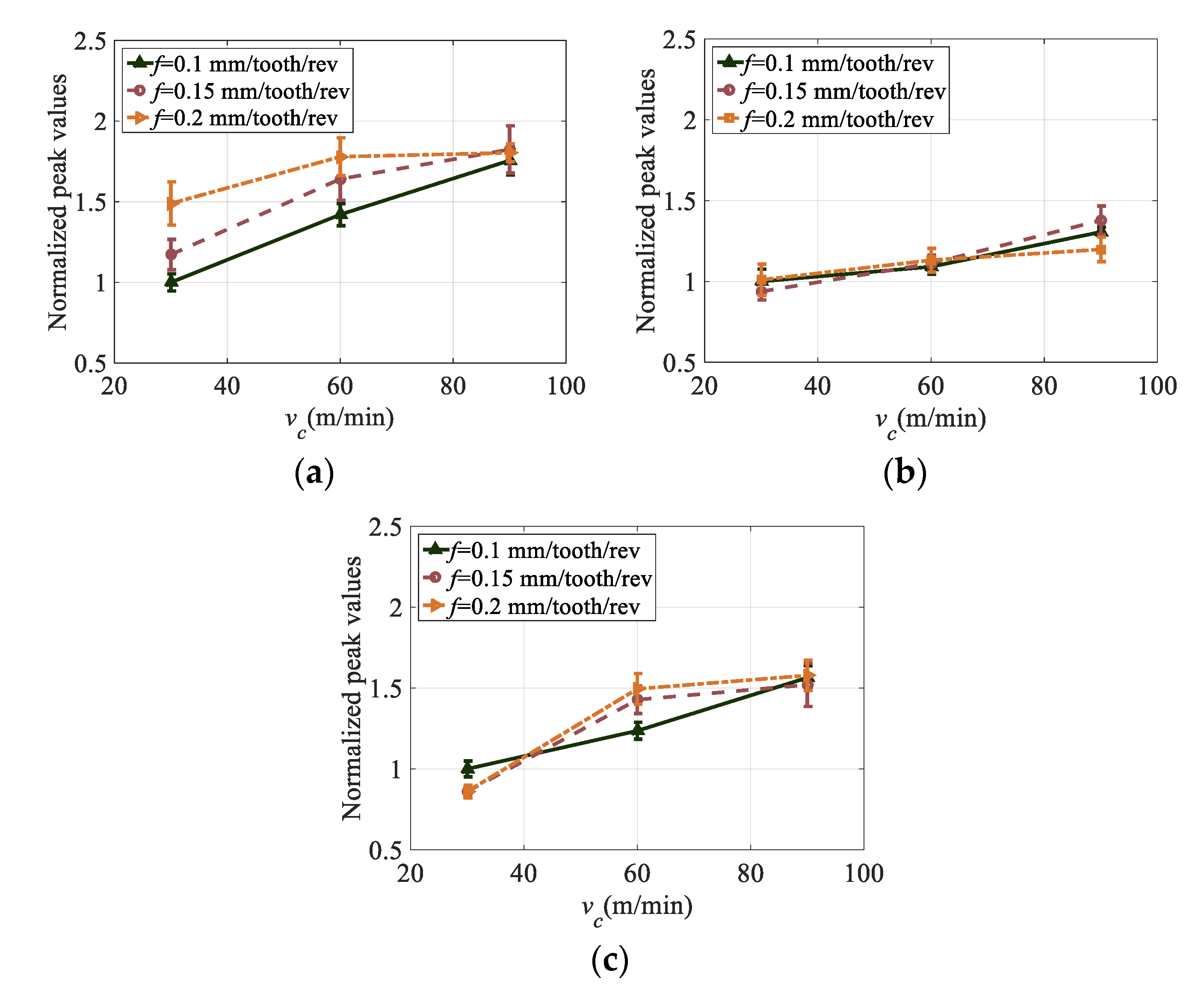
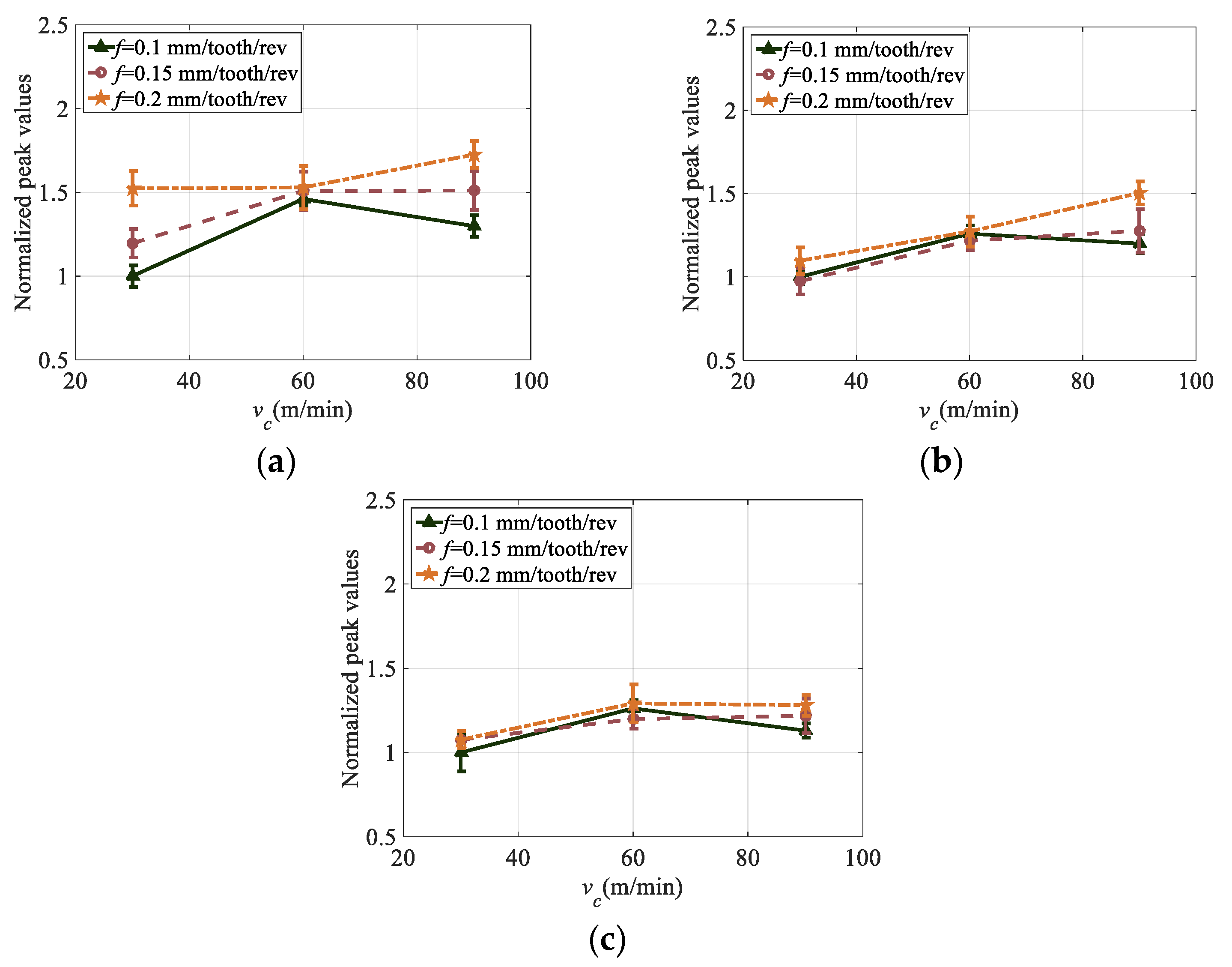
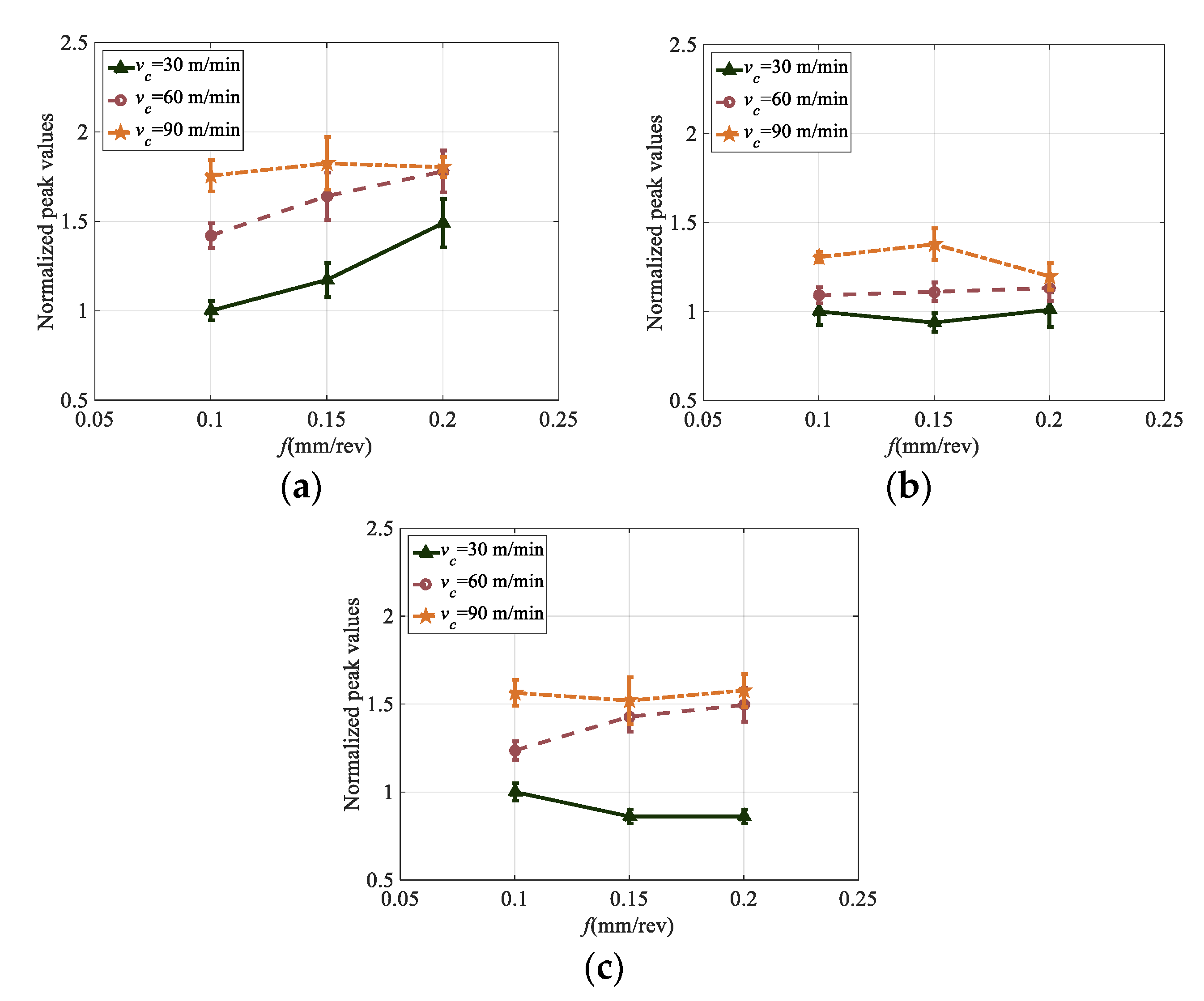
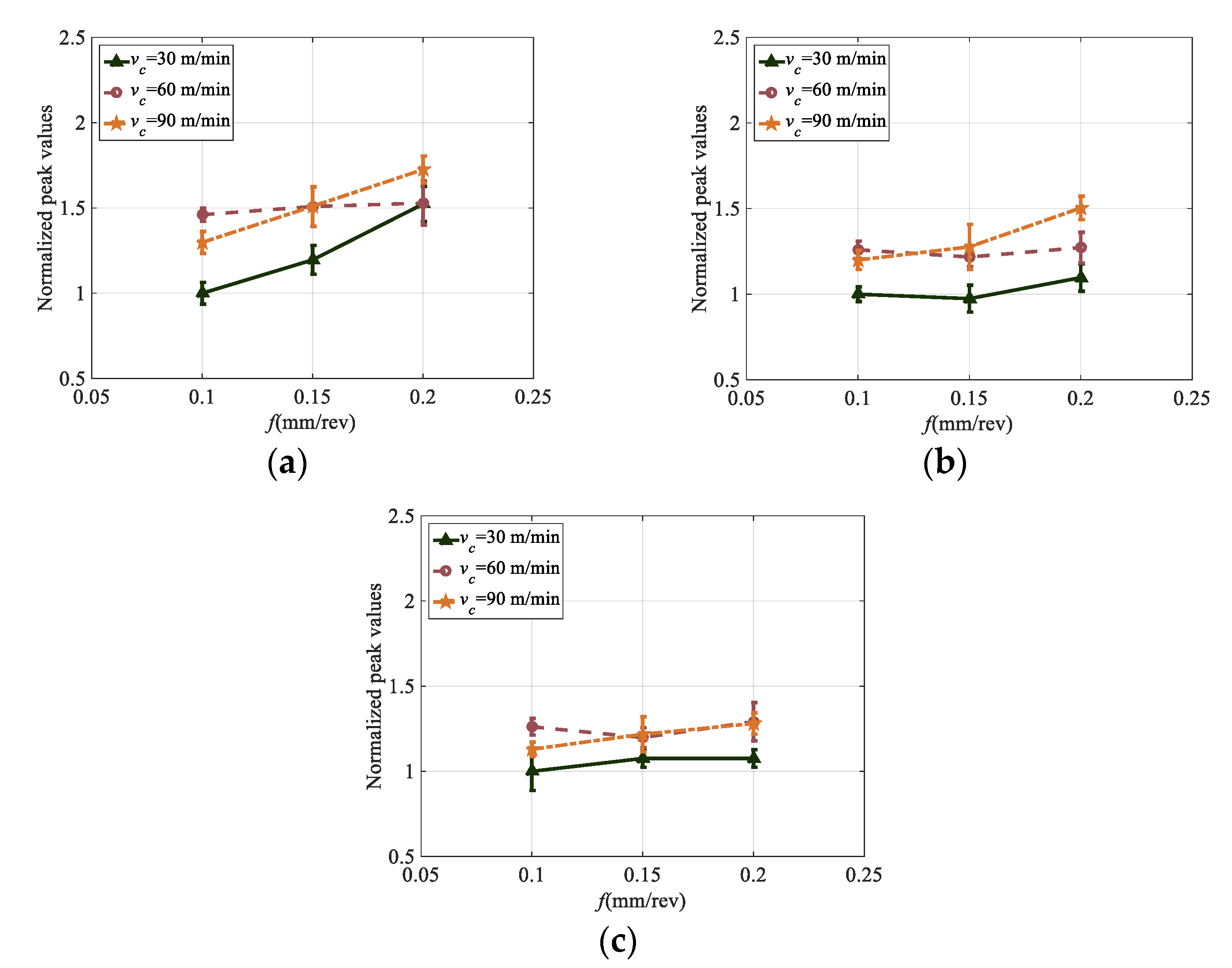
5.1.1. Effects of Cutting Speed and Feed Rate
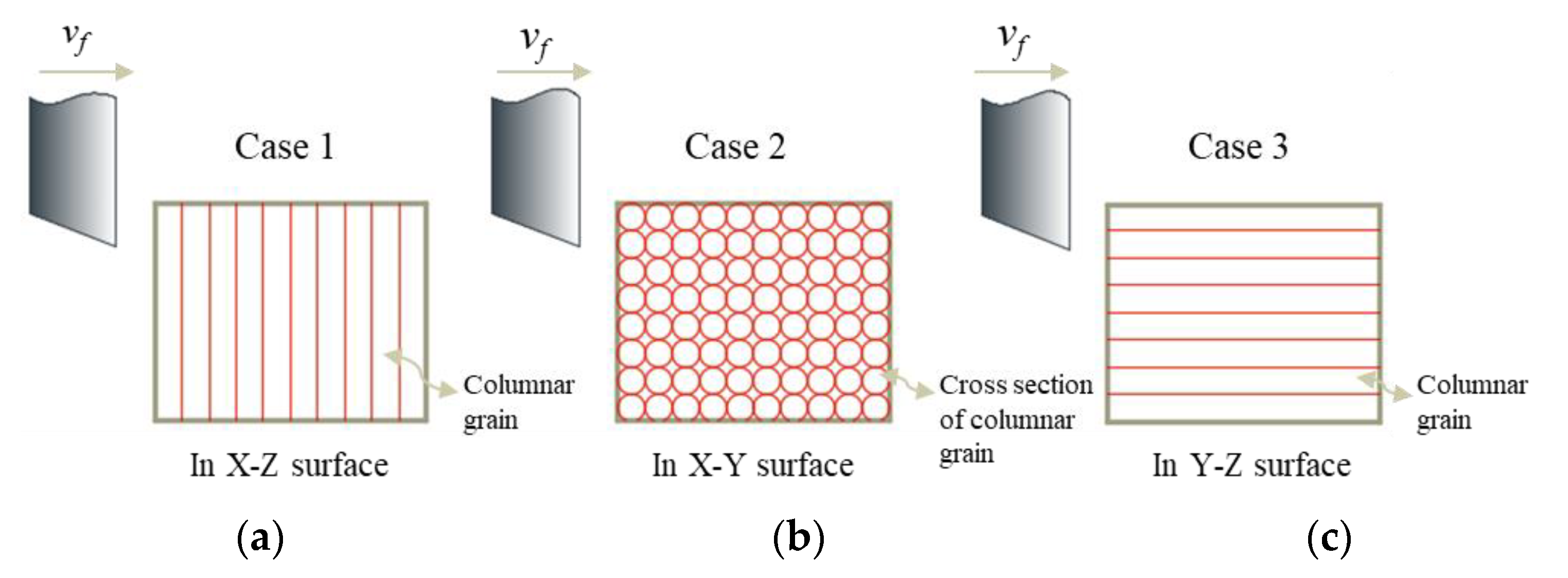
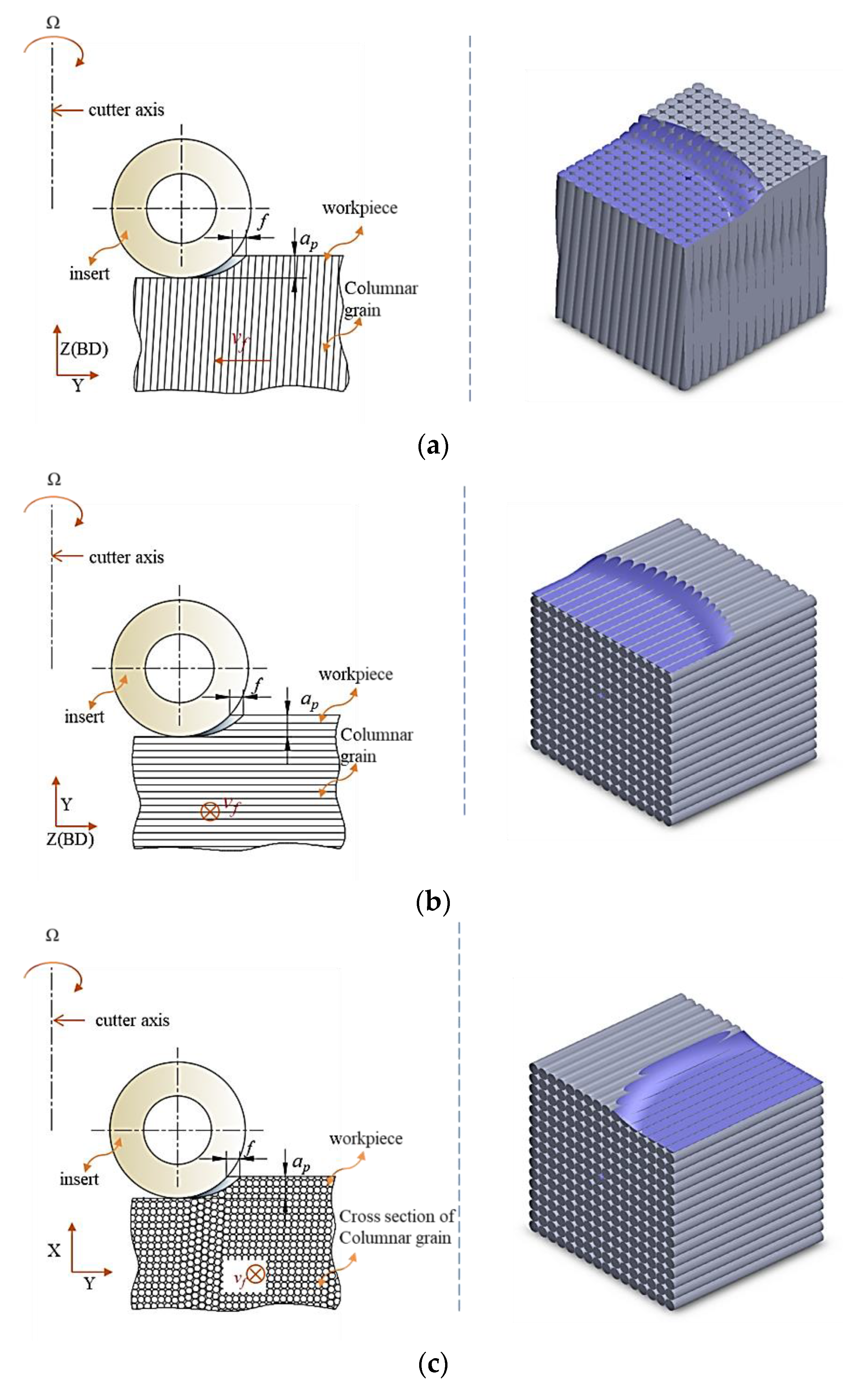
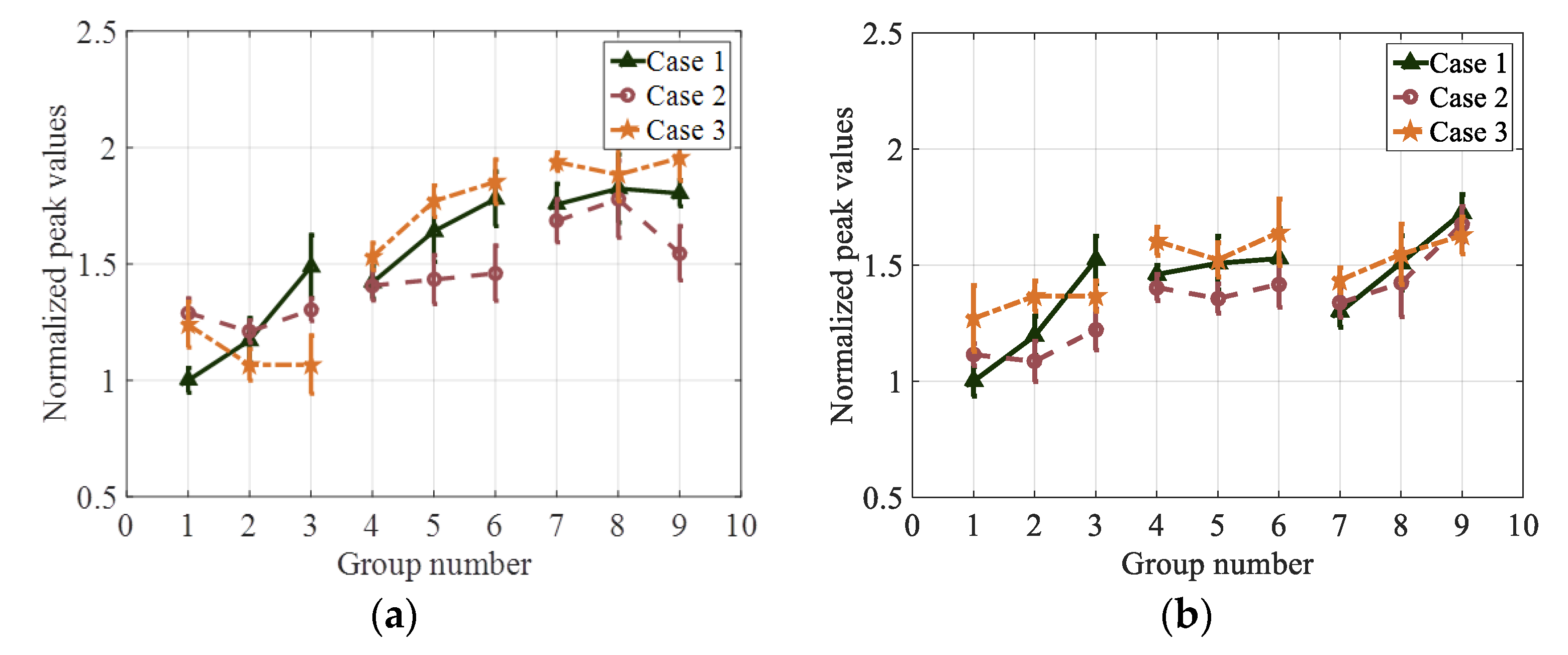
5.1.2. Effects of Cutting Direction
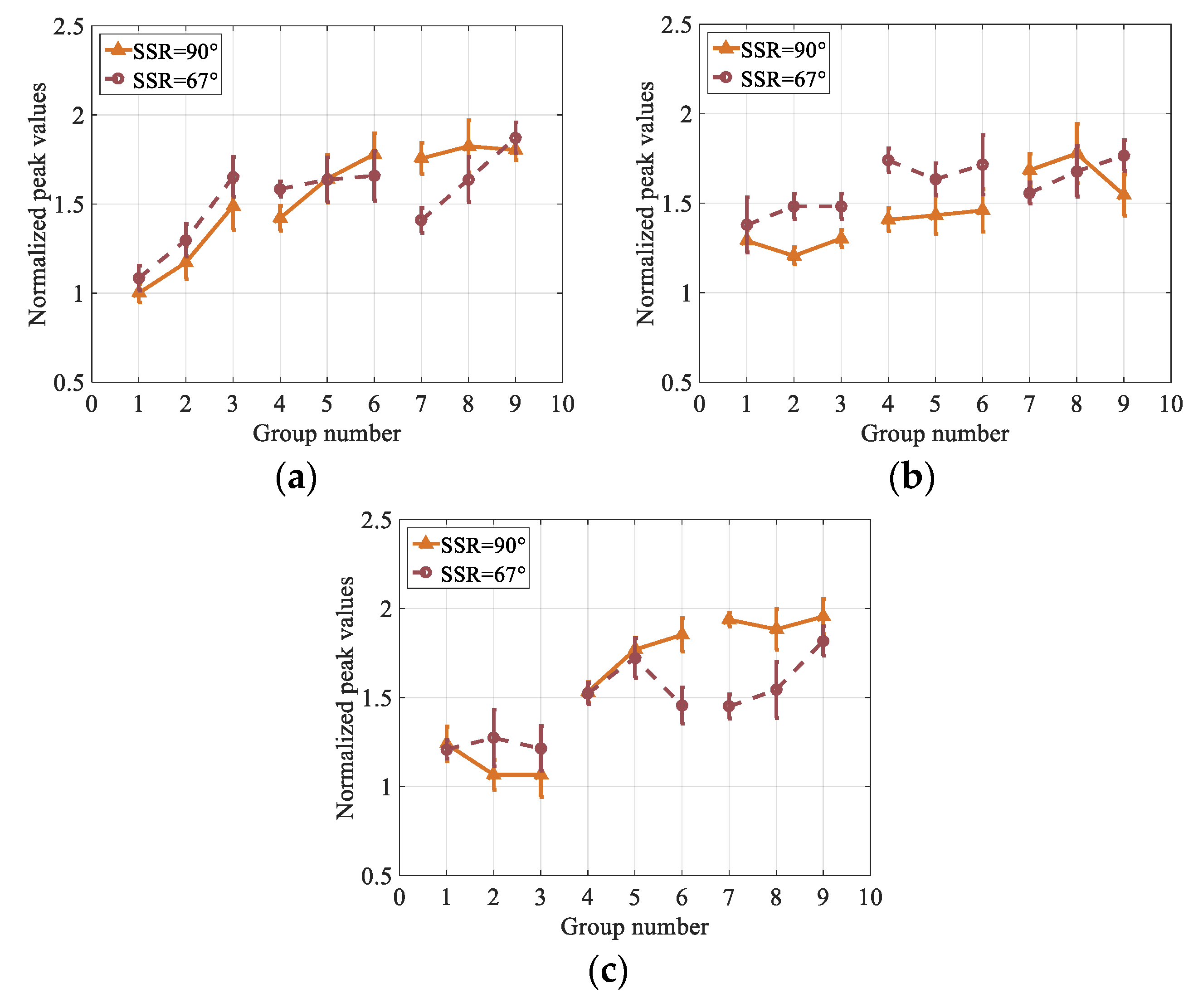
5.1.3. Effects of Scan Strategy Rotation
5.2. Effects on Tool Wear
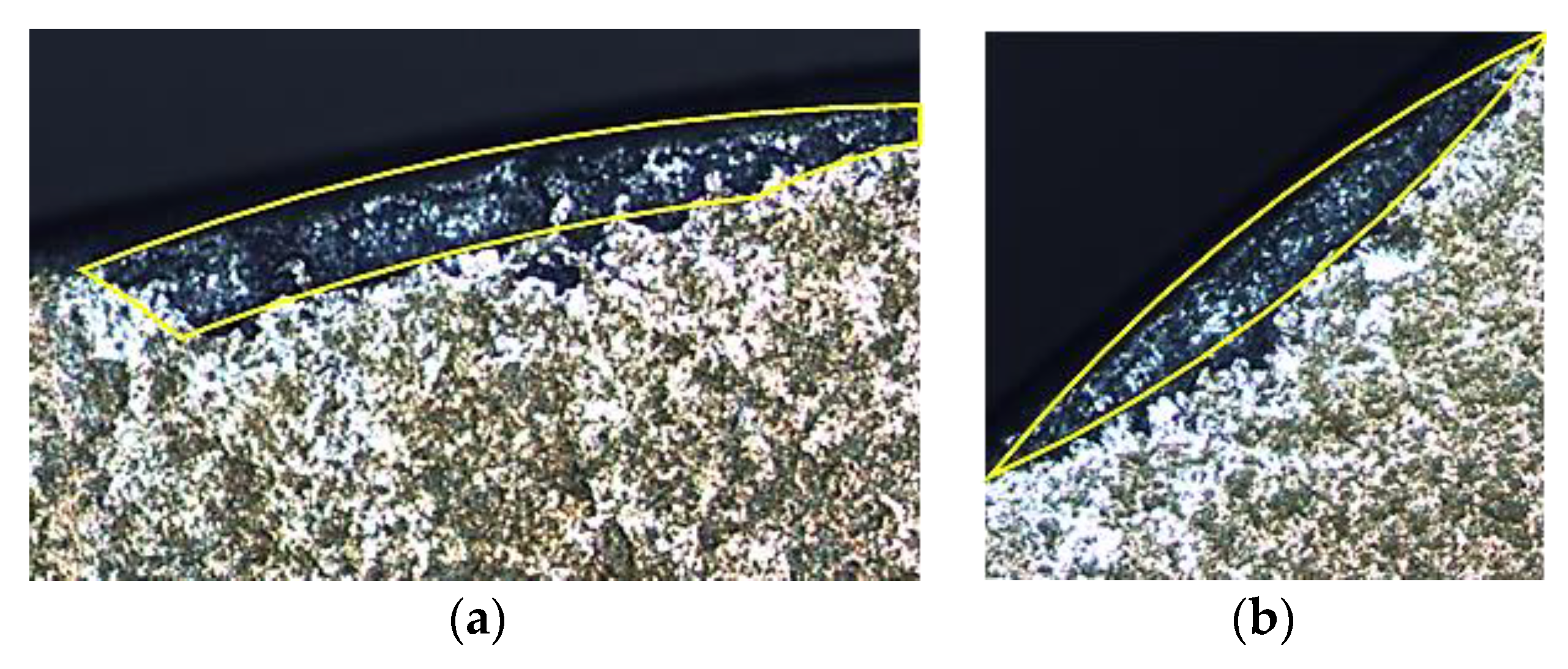
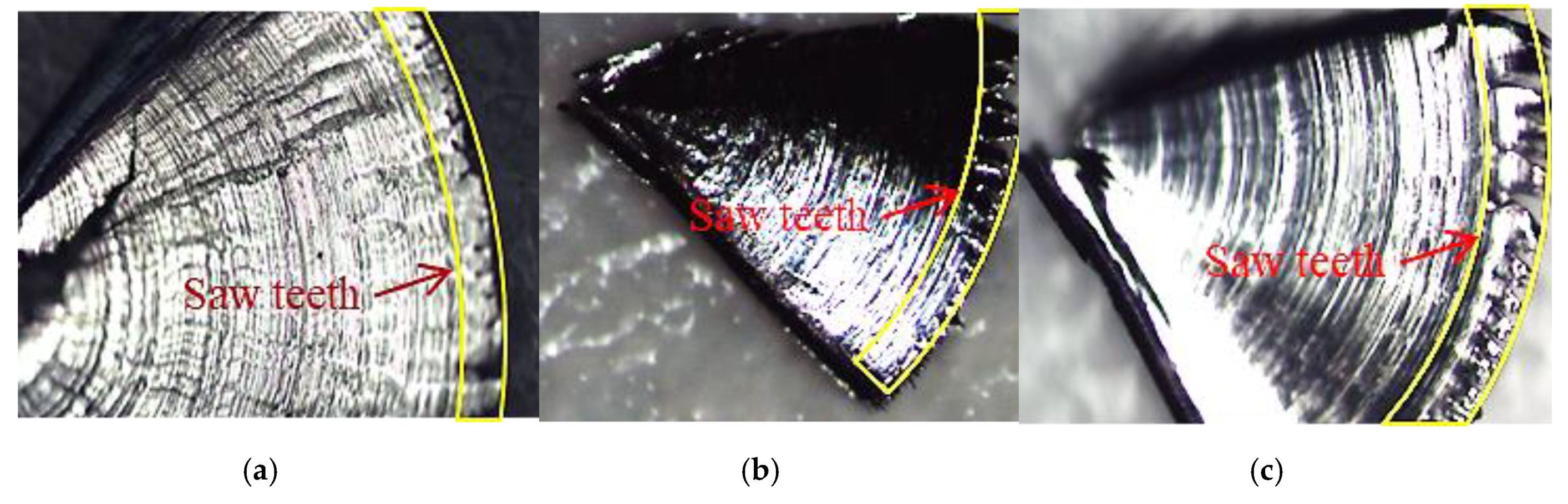
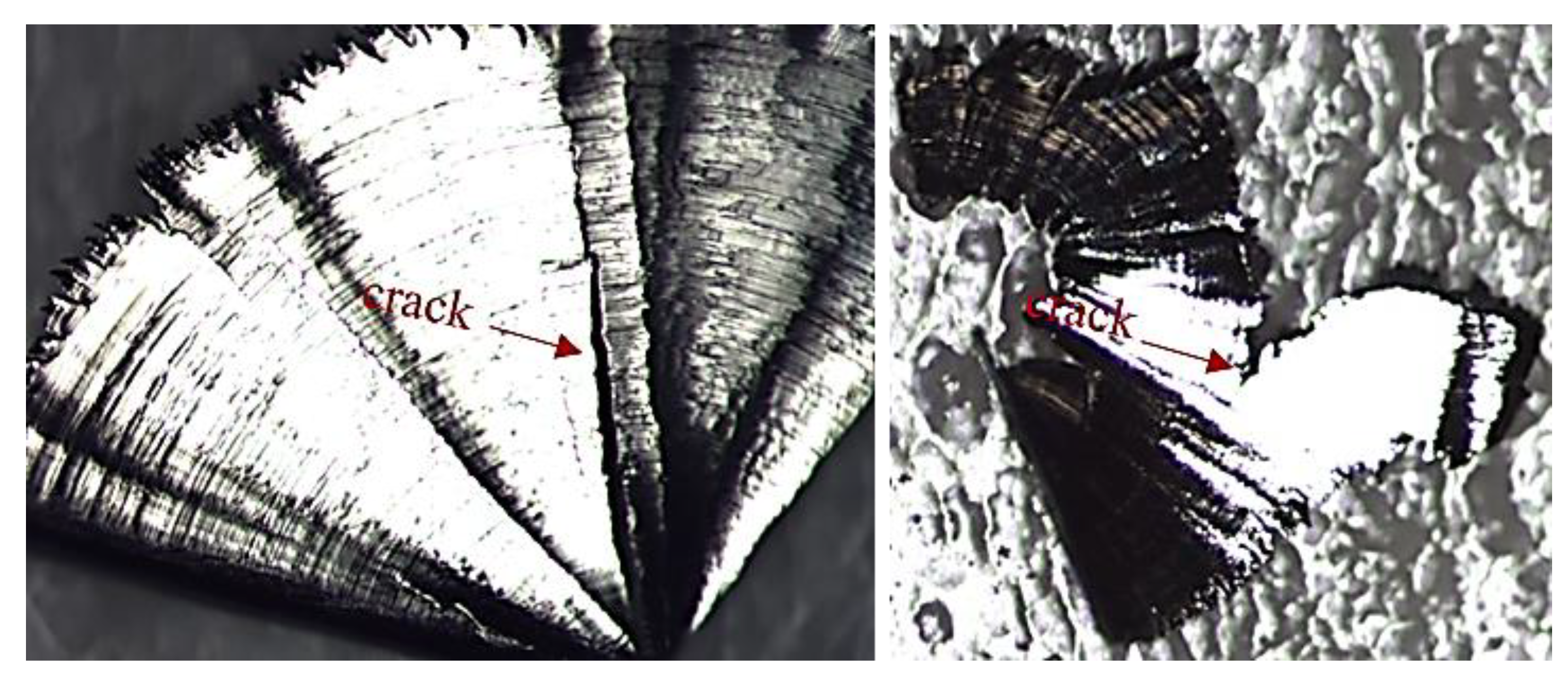
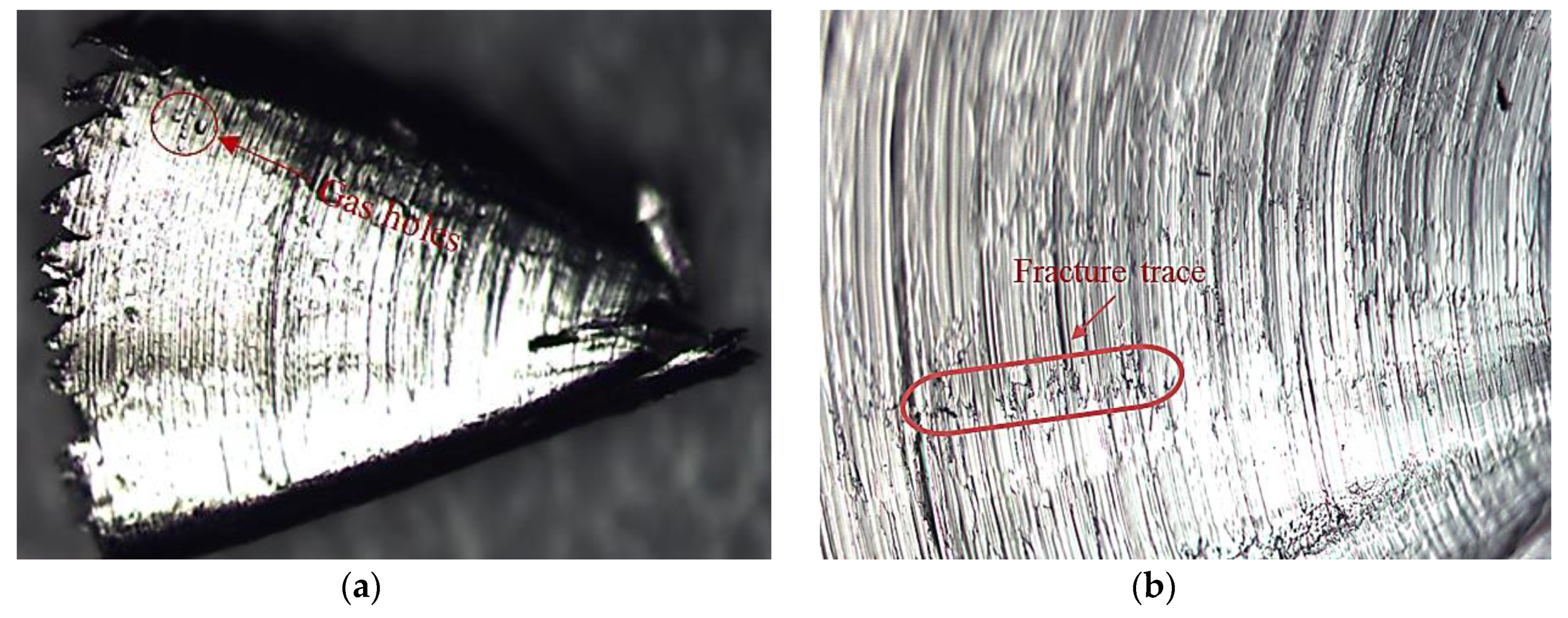
5.3. Effects on Chip Formation
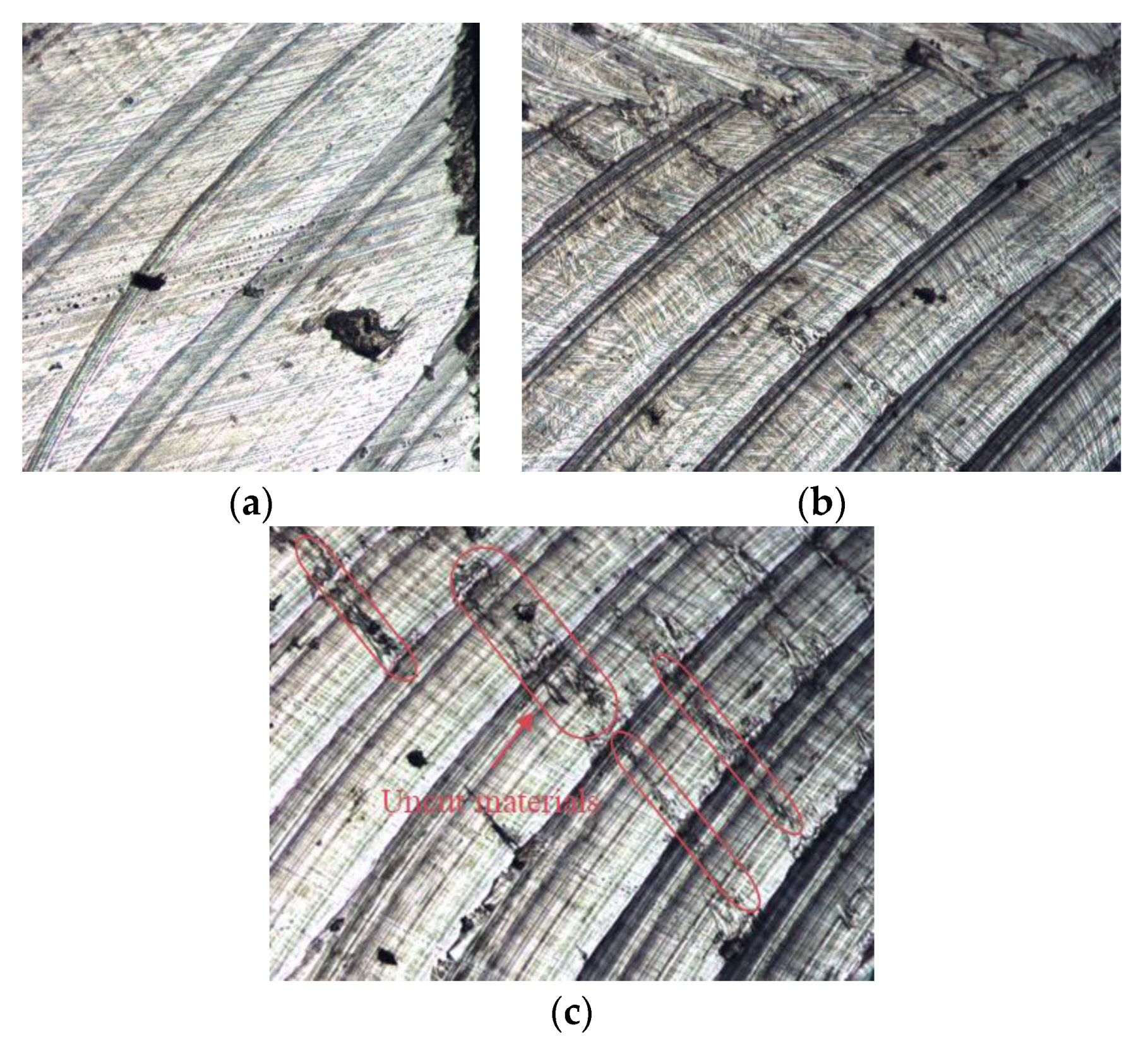
5.4. Effects on Surface Topography
6. Discussion
7. Conclusions
- (i)
- The milling force will generally increase with the cutting speed;
- (ii)
- The milling force will generally increase with the feed rate because of the increasing of the chip load;
- (iii)
- Cutting along the BD or normal to the BD will have influence on the milling force. The AM manufactured workpiece physical properties, microstructure is BD dependent. Henceforth, the machinability of the final workpiece also BD dependent and thus the milling force along or normal to the BD is very different. However, it is difficult to tell the discipline;
- (iv)
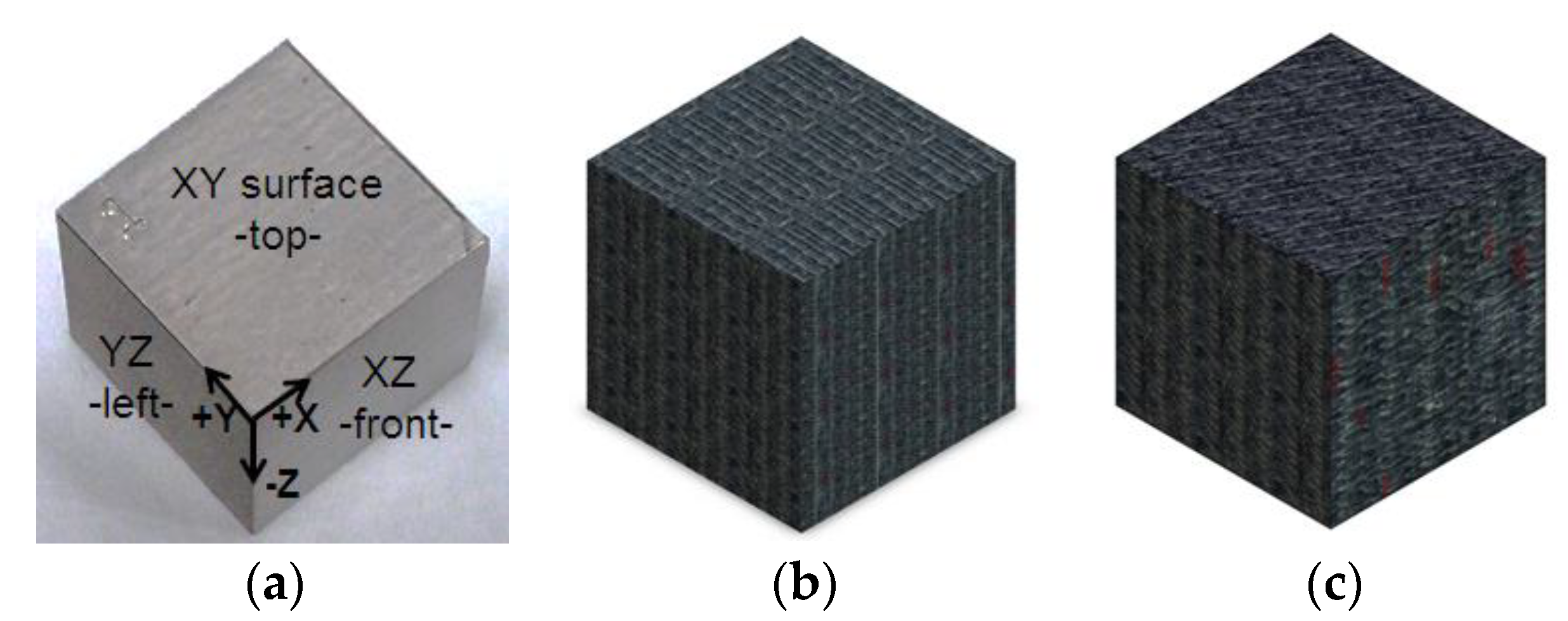
- The scanning strategy will affect the milling force because it has effect on the physical parameters such as the density, the microstructure of the additively manufactured workpiece. The milling force is always bigger when cutting the cubic sample obtained with SRR = 90°;
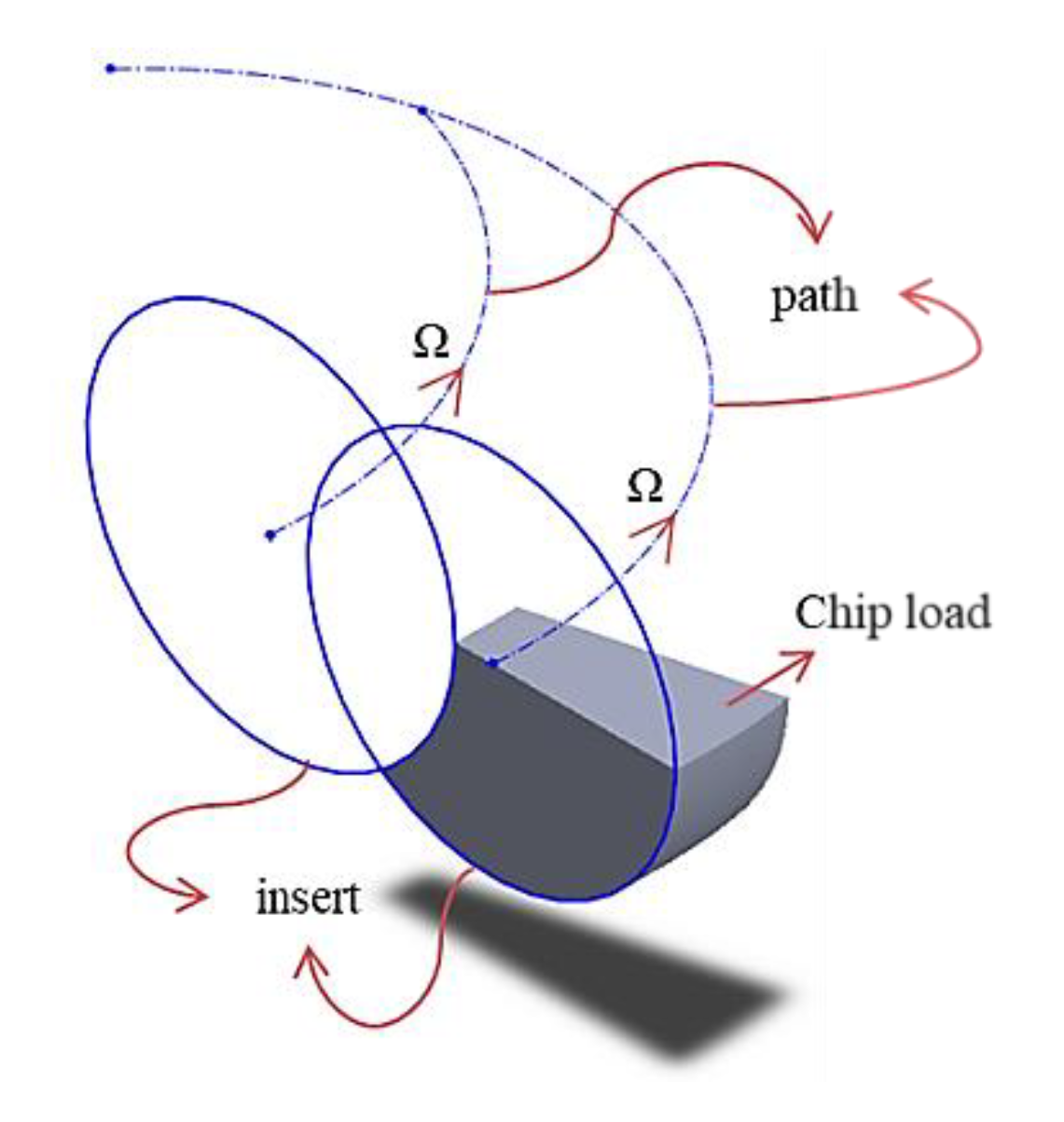
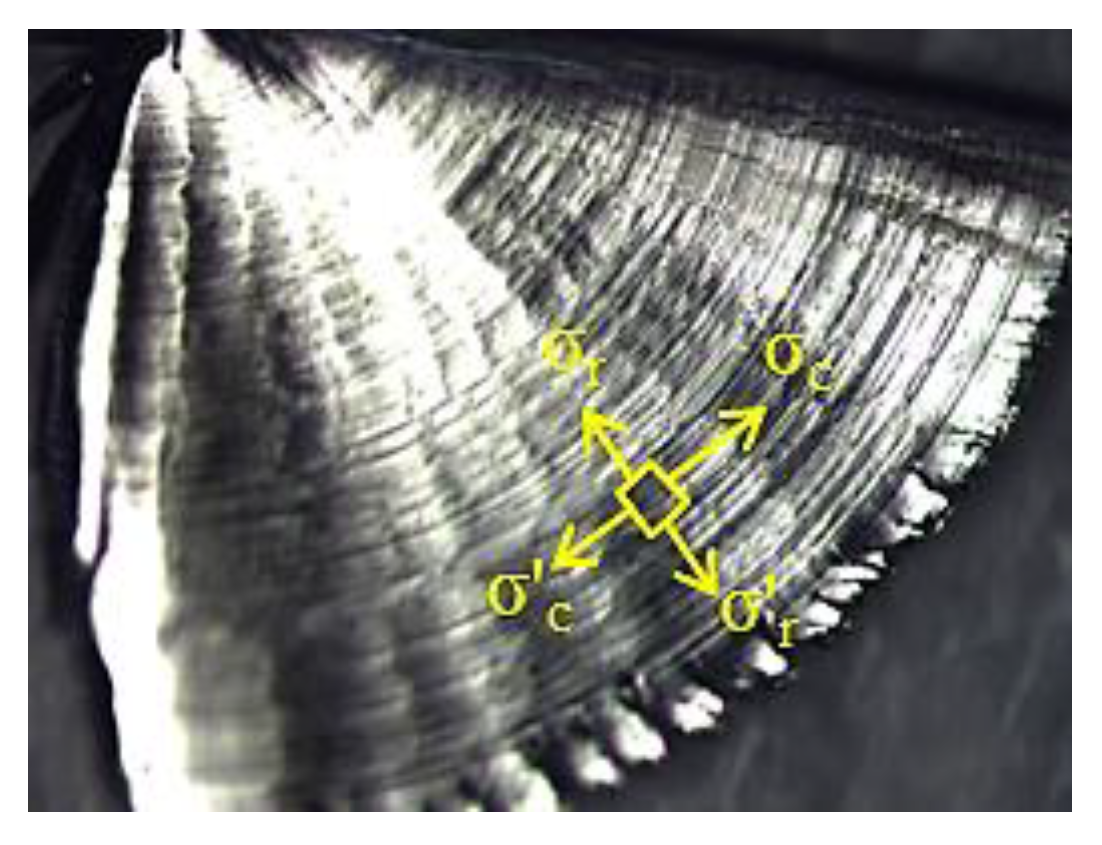
- (v)
- The shapes of the chips are regularly fan-shaped with saw-tooth formation along the outer and inner chip edges;
- (vi)
- Due to compressive stress build-up along the edges of the chips, there exists some cracks mostly along the radial direction and some along the circumferential direction;
- (vii)
- The main tool wear of the inserts is edge chipping, coat peeling is also observed;
- (viii)
- Side flow materials, jagged feed mark peaks as well as adhered and smeared materials are observed on the machined surface.
Author Contributions
Funding
Conflicts of Interest
References
- Ulutan, D.; Özel, T. Machining induced surface integrity in titanium and nickel alloys: A review. Int. J. Mach. Tools Manuf. 2011, 51, 250–280. [Google Scholar] [CrossRef]
- Thakur, A.; Gangopadhyay, S. State-of-the-art in surface integrity in machining of nickel-based superalloys. Int. J. Mach. Tools Manuf. 2016, 100, 25–54. [Google Scholar] [CrossRef]
- Ezugwu, E.O.; Bonney, J.; Yamane, Y. An overview of the machinability of aero engine alloys. J. Mater. Process. Technol. 2003, 135, 233–253. [Google Scholar] [CrossRef]
- M’Saoubi, R.; Axinte, D.; Soo, S.L.; Nobel, C.; Attia, H.; Kappmeyer, G.; Engin, S.; Sim, W.M. High performance cutting of advanced aerospace alloys and composite materials. CIRP Ann. Manuf. Technol. 2015, 64, 557–580. [Google Scholar] [CrossRef]
- Hällgren, S.; Pejryd, L.; Ekengren, J. Additive manufacturing and high speed machining—cost comparison of short lead time manufacturing methods. Procedia Cirp 2016, 50, 384–389. [Google Scholar] [CrossRef]
- Piili, H.; Happonen, A.; Väistöc, T.; Venkataramanan, V.; Partanen, J.; Salminen, A. Cost estimation of laser additive manufacturing of stainless steel. Phys. Procedia 2015, 78, 388–396. [Google Scholar] [CrossRef]
- Kaynak, Y.; Tascioglu, E. Finish machining-induced surface roughness, microhardness and XRD analysis of selective laser melted Inconel 718 alloy. Procedia Cirp 2018, 71, 500–504. [Google Scholar] [CrossRef]
- Brown, D.; Li, C.; Liu, Z.Y.; Fang, X.Y.; Guo, Y.B. Surface integrity of Inconel 718 by hybrid selective laser melting and milling. J. Virtual Phys. Prototyp. 2018, 13, 26–31. [Google Scholar] [CrossRef]
- Calleja, A.; Urbikain, G.; González, H.; Cerrillo, I.; Polvorosa, R.; Lamikiz, A. Inconel®718 superalloy machinability evaluation after laser cladding additive manufacturing process. Int. J. Adv. Manuf. Technol. 2018, 97, 2873–2885. [Google Scholar] [CrossRef]
- Kim, D.; Park, E.; Kim, N.; Park, H. Experimental investigation on tool wear during the milling processes for the post-processing of selective laser melted Inconel 718 alloys. In Proceedings of the ASME International Manufacturing Science and Engineering Conference, MSEC2018-6561, 2018, V001T01A011, College Station, TX, USA, 18–22 June 2018. [Google Scholar]
- Guo, J.; Au, K.H.; Sun, C.N.; Goh, M.H.; Kum, C.W.; Liu, K.; Kang, R. Novel rotating-vibrating magnetic abrasive polishing method for double-layered internal surface finishing. J. Mater. Process. Technol. 2019, 264, 422–437. [Google Scholar] [CrossRef]
- Li, D.; Guo, Q.; Guo, S.; Peng, H.; Wu, Z. The microstructure evolution and nucleation mechanisms of dynamic recrystallization in hot-deformed Inconel 625 superalloy. Mater. Des. 2011, 32, 696–705. [Google Scholar] [CrossRef]
- Das, S.; Wohlert, M.; Beaman, J.J.; Bourell, D.L. Producing metal parts with selective laser sintering/hot isostatic pressing. JOM 1998, 50, 17–20. [Google Scholar] [CrossRef]
- Murr, L.E. Metallurgy of additive manufacturing: Examples from electron beam melting. Addit. Manuf. 2015, 5, 40–53. [Google Scholar] [CrossRef]
- Arısoy, Y.M.; Criales, L.E.; Özel, T.; Lane, B.; Moylan, S.; Donmez, A. Influence of scan strategy and process parameters on microstructure and its optimization in additively manufactured nickel alloy 625 via laser powder bed fusion. Int. J. Adv. Manuf. Technol. 2016, 90, 1393–1417. [Google Scholar] [CrossRef]
- EOS GmbH Electro Optical Systems. EOS Titanium Ti64 Material Data Sheet. 2020. Available online: http://www.rpplusm.com/assets/eos_titanium_ti64_en-(1).pdf (accessed on 1 April 2020).
- EOS GmbH Electro Optical Systems. EOS Nickel alloy Inconel 625 Material Data Sheet. 2020. Available online: https://dmlstechnology.com/images/files/MATERIALS_EOS_NickelAlloy_IN625.pdf (accessed on 1 April 2020).
- Shunmugavel, M.; Polishetty, A.; Nomani, J.; Goldberg, M.; Littlefair, G. Metallurgical and Machinability Characteristics of Wrought and Selective Laser Melted Ti-6Al-4V. J. Metall. 2016, 7407918. [Google Scholar] [CrossRef]
- Deng, D.; Peng, R.L.; Brodin, H.; Moverare, J. Microstructure and mechanical properties of Inconel 718 produced by selective laser melting: Sample orientation dependence and effects of post heat treatments. Mater. Sci. Eng. A 2018, 713, 294–306. [Google Scholar] [CrossRef]
- Arısoy, Y.M.; Guo, C.; Kaftanoğlu, B.; Özel, T. Investigations on microstructural changes in machining of Inconel 100 alloy using face turning experiments and 3D finite element simulations. Int. J. Mech. Sci. 2016, 107, 80–92. [Google Scholar] [CrossRef]
- Shunmugavel, M.; Polishetty, A.; Goldberg, M.; Nomani, J.; Littlefair, G. Influence of build orientation on machinability of selective laser melted titanium alloy-Ti-6Al-4V, World Academy of Science, Engineering and Technology. Int. J. Chem. Mol. Nucl. Mater. Metall. Eng. 2017, 11, 515–519. [Google Scholar]
- Fortunato, A.; Lulaj, A.; Melkote, S.; Liverani, E.; Ascari, A.; Umbrello, D. Milling of maraging steel components produced by selective laser melting. Int. J. Adv. Manuf. Technol. 2018, 94, 1895–1902. [Google Scholar] [CrossRef]
- Guo, P.; Zou, B.; Huang, C.; Gao, H. Study on microstructure, mechanical properties and machinability of efficiently additive manufactured AISI 316L stainless steel by high-power direct laser deposition. J. Mater. Process. Technol. 2017, 240, 12–22. [Google Scholar] [CrossRef]
- Le Coz, G.; Fischer, M.; Piquard, R.; D’Acunto, A.; Laheurte, P.; Dudzinski, D. Micro Cutting of Ti-6Al-4V Parts Produced by SLM Process. Procedia Cirp 2017, 58, 228–232. [Google Scholar] [CrossRef]
- Shunmugavel, M.; Polishetty, A.; Goldberg, M.; Singh, R.; Littlefair, G. A comparative study of mechanical properties and machinability of wrought and additive manufactured (selective laser melting) titanium alloy Ti-6Al-4V. Rapid Prototyp. J. 2017, 23, 1051–1056. [Google Scholar] [CrossRef]
- Imbrogno, S.; Bordin, A.; Bruschi, S.; Umbrello, D. Experimental analysis on semi-finishing machining of Ti6Al4V additively manufactured by direct melting laser sintering. AIP Conf. Proc. 2016, 1769, 080007. [Google Scholar]
- Oyelola, O.; Crawforth, P.; M’Saoubi, R.; Clare, A.T. On the machinability of directed energy deposited Ti6Al4V. Addit. Manuf. 2018, 19, 39–50. [Google Scholar] [CrossRef]
- Bordin, A.; Bruschi, S.; Ghiotti, A.; Bariani, P.F. Analysis of tool wear in cryogenic machining of additive manufactured Ti6Al4V alloy. Wear 2015, 328, 89–99. [Google Scholar] [CrossRef]
- Bordin, A.; Sartori, S.; Bruschi, S.; Ghiotti, A. Experimental investigation on the feasibility of dry and cryogenic machining as sustainable strategies when turning Ti6Al4V produced by Additive Manufacturing. J. Clean. Prod. 2017, 142, 4142–4151. [Google Scholar] [CrossRef]
- Shunmugavel, M.; Polishetty, A.; Goldberg, M.; Singh, R.; Littlefair, G. Tool Wear and Surface Integrity Analysis of Machined Heat Treated Selective Laser Melted Ti-6Al-4V. Int. J. Mater. Form. Mach. Process. 2016, 3, 50–63. [Google Scholar] [CrossRef]
- Sartori, S.; Moro, L.; Ghiotti, A.; Bruschi, S. On the tool wear mechanisms in dry and cryogenic turning Additive Manufactured titanium alloys. Tribol. Int. 2017, 105, 264–273. [Google Scholar] [CrossRef]
- Shunmugavel, M.; Goldberg, M.; Polishetty, A.; Nomani, J.; Sun, S.; Littlefair, G. Chip formation characteristics of selective laser melted Ti–6Al–4V. Aust. J. Mech. Eng. 2017, 17, 109–126. [Google Scholar] [CrossRef]
- Oyelola, O.; Crawforth, P.; M’Saoubi, R.; Clare, A.T. Machining of Additively Manufactured Parts: Implications for Surface Integrity. Procedia Cirp 2016, 45, 119–122. [Google Scholar] [CrossRef]
- Polishetty, A.; Shunmugavel, M.; Goldberg, M.; Littlefair, G.; Singh, R.K. Cutting Force and Surface Finish Analysis of Machining Additive Manufactured Titanium Alloy Ti-6Al-4V. Procedia Manuf. 2017, 7, 284–289. [Google Scholar] [CrossRef]
- Huang, X.; Bai, Q.; Li, Y.T.; Zhang, B. Machining Finish of Titanium Alloy Prepared by Additive Manufacturing. In Applied Mechanics and Materials; Trans Tech Publication: Zurich, Switzerland, 2017; pp. 43–48. [Google Scholar]
- Rotella, G.; Imbrogno, S.; Candamano, S.; Umbrello, D. Surface Integrity of machined additively manufactured Ti alloys. J. Mater. Process. Technol. 2018, 259, 180–185. [Google Scholar] [CrossRef]
- Sartori, S.; Bordin, A.; Ghiotti, A.; Bruschi, S. Analysis of the Surface Integrity in Cryogenic Turning of Ti6Al4V Produced by Direct Melting Laser Sintering. Procedia Cirp 2016, 45, 123–126. [Google Scholar] [CrossRef]
- Bruschi, S.; Bertolini, R.; Bordin, A.; Medea, F.; Ghiotti, A. Influence of the machining parameters and cooling strategies on the wear behavior of wrought and additive manufactured Ti6Al4V for biomedical applications. Tribol. Int. 2016, 102, 133–142. [Google Scholar] [CrossRef]
- Li, S.; Wei, Q.; Shi, Y.; Zhu, Z.; Zhang, D. Microstructure Characteristics of Inconel 625 Superalloy Manufactured by Selective Laser Melting. J. Mater. Sci. Technol. 2015, 31, 946–952. [Google Scholar] [CrossRef]
- Fei, J.; Liu, G.; Patel, K.; Özel, T. Cutting force investigation in face milling of additively fabricated nickel alloy 625 via powder bed fusion. Int. J. Mechatron. Manuf. Syst. 2019, 12, 196–210. [Google Scholar] [CrossRef]
- Patel, K.; Fei, J.; Liu, G.; Özel, T. Milling investigations and yield strength calculations for nickel alloy Inconel 625 manufactured with laser powder bed fusion process. Prod. Eng. 2019, 13, 693–702. [Google Scholar] [CrossRef]
- Criales, L.E.; Arısoy, Y.M.; Lane, B.; Moylan, S.; Donmez, A.; Özel, T. Laser powder bed fusion of nickel alloy 625: Experimental investigations of effects of process parameters on melt pool size and shape with spatter analysis. Int. J. Mach. Tools Manuf. 2017, 121, 22–36. [Google Scholar] [CrossRef]
- Murr, L.E.; Gaytan, S.M.; Ramirez, D.A.; Martinez, E.; Hernandez, J.; Amato, K.N.; Shindo, P.W.; Medina, F.R.; Wicker, R.B. Metal Fabrication by Additive Manufacturing Using Laser and Electron Beam Melting Technologies. J. Mater. Sci. Technol. 2012, 28, 1–14. [Google Scholar] [CrossRef]
- Kechagias, J.D.; Nikolaos, K.-E.A.; Fountas, A.; Vaxevanidis, N.M.; Manolakos, D.E. A comparative investigation of Taguchi and full factorial design for machinability prediction in turning of a titanium alloy. Measurement 2020, 151, 107213. [Google Scholar] [CrossRef]
- Parida, A.K.; Maity, K. Comparison the machinability of Inconel 718, Inconel 625 and Monel 400 in hot turning operation. Eng. Sci. Technol. Int. J. 2018, 21, 364–370. [Google Scholar] [CrossRef]
- Lotfi, M.; Jahanbakhsh, M.; Akhavan Farid, A. Wear estimation of ceramic and coated carbide tools in turning of Inconel 625: 3D FE analysis. Tribol. Int. 2016, 99, 107–116. [Google Scholar] [CrossRef]
- Lotfi, M.; Ashrafi, H.; Amini, S.; Akhavan Farid, A.; Jahanbakhsh, M. Characterization of various coatings on wear suppression in turning of Inconel 625: A three-dimensional numerical simulation. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2016, 231, 734–744. [Google Scholar] [CrossRef]
- Jahanbakhsh, M.; Akhavan Farid, A.; Lotfi, M. Optimal flank wear in turning of Inconel 625 super-alloy using ceramic tool. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 232, 208–216. [Google Scholar] [CrossRef]
- Özel, T.; Altay, A.; Donmez, A.; Leach, R. Surface topography investigations on nickel alloy 625 fabricated via laser powder bed fusion. Int. J. Adv. Manuf. Technol. 2018, 94, 4451–4458. [Google Scholar] [CrossRef]
- Altintas, Y. Manufacturing Automation: Metal Cutting Mechanics, Machine Tool Vibrations, and CNC Design, 2nd ed.; Cambridge University Press: Cambridge, UK, 2012. [Google Scholar]
- Montevecchi, F.; Grossi, N.; Takagi, H.; Scippa, A.; Sasahara, H.; Campatelli, G. Cutting Forces Analysis in Additive Manufactured AISI H13 Alloy. Procedia Cirp 2016, 46, 476–479. [Google Scholar] [CrossRef]
- Wang, J.F.; Sun, Q.J.; Wang, H.; Liu, J.P.; Feng, J.C. Effect of location on microstructure and mechanical properties of additive layer manufactured Inconel 625 using gas tungsten arc welding. Mater. Sci. Eng. A 2016, 676, 395–405. [Google Scholar] [CrossRef]
- Xu, F.; Lv, Y.; Liu, Y.; Shu, F.; He, P.; Xu, B. Microstructural Evolution and Mechanical Properties of Inconel 625 Alloy during Pulsed Plasma Arc Deposition Process. J. Mater. Sci. Technol. 2013, 29, 480–488. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test Number | Ω (rpm) | vc (m/min) | f (mm/rev) | vf (mm/min) |
|---|---|---|---|---|
| 1 | 636.6 | 30 | 0.1 | 63.7 |
| 2 | 636.6 | 30 | 0.15 | 95.5 |
| 3 | 636.6 | 30 | 0.2 | 127.3 |
| 4 | 1273 | 60 | 0.1 | 127.3 |
| 5 | 1273 | 60 | 0.15 | 191 |
| 6 | 1273 | 60 | 0.2 | 254.6 |
| 7 | 1910 | 90 | 0.1 | 191 |
| 8 | 1910 | 90 | 0.15 | 286.5 |
| 9 | 1910 | 90 | 0.2 | 382 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fei, J.; Liu, G.; Patel, K.; Özel, T. Effects of Machining Parameters on Finishing Additively Manufactured Nickel-Based Alloy Inconel 625. J. Manuf. Mater. Process. 2020, 4, 32. https://doi.org/10.3390/jmmp4020032
Fei J, Liu G, Patel K, Özel T. Effects of Machining Parameters on Finishing Additively Manufactured Nickel-Based Alloy Inconel 625. Journal of Manufacturing and Materials Processing. 2020; 4(2):32. https://doi.org/10.3390/jmmp4020032
Chicago/Turabian StyleFei, Jixiong, Guoliang Liu, Kaushalendra Patel, and Tuğrul Özel. 2020. "Effects of Machining Parameters on Finishing Additively Manufactured Nickel-Based Alloy Inconel 625" Journal of Manufacturing and Materials Processing 4, no. 2: 32. https://doi.org/10.3390/jmmp4020032
APA StyleFei, J., Liu, G., Patel, K., & Özel, T. (2020). Effects of Machining Parameters on Finishing Additively Manufactured Nickel-Based Alloy Inconel 625. Journal of Manufacturing and Materials Processing, 4(2), 32. https://doi.org/10.3390/jmmp4020032