Multi-Wire Sawing of Translucent Alumina Ceramics

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
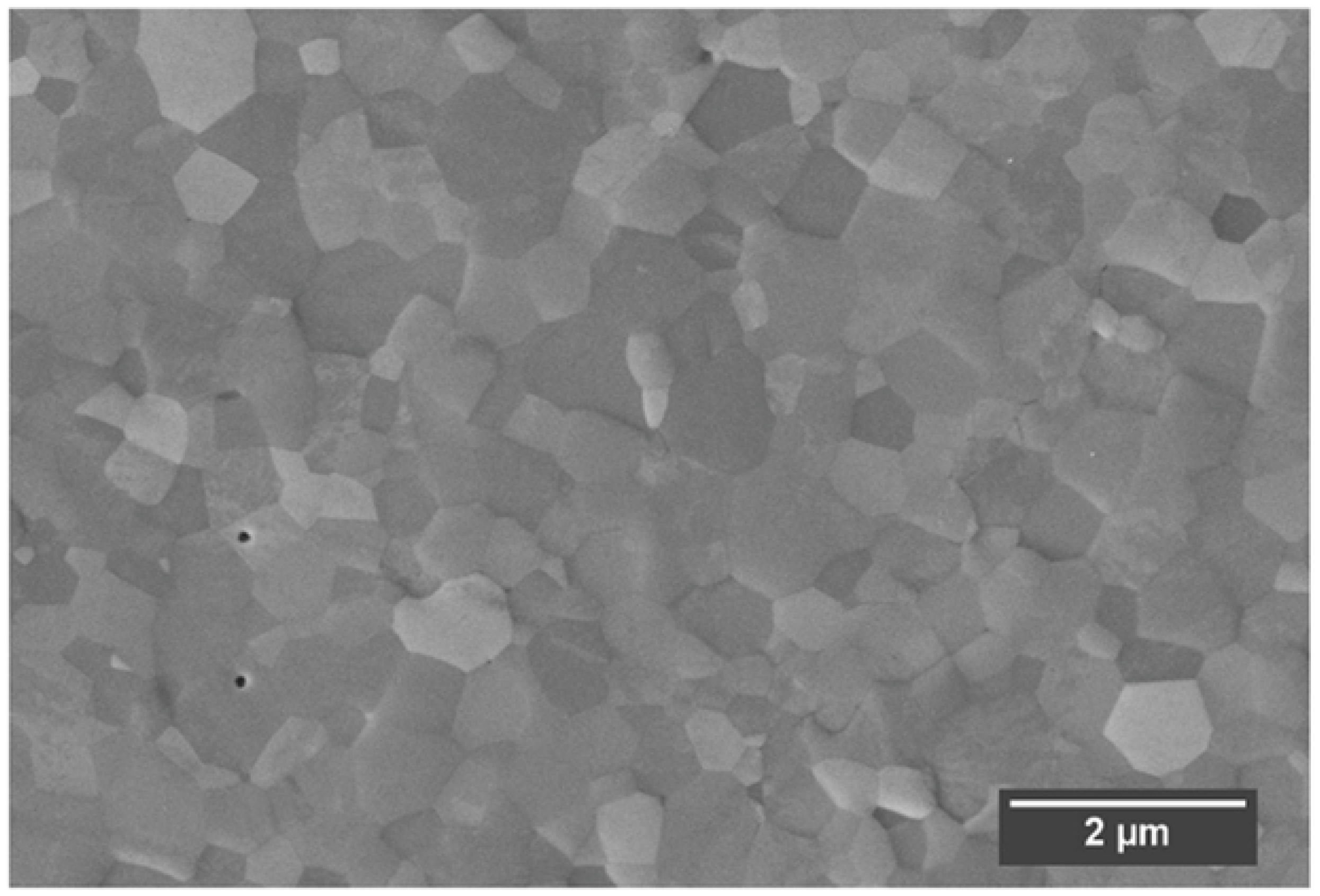
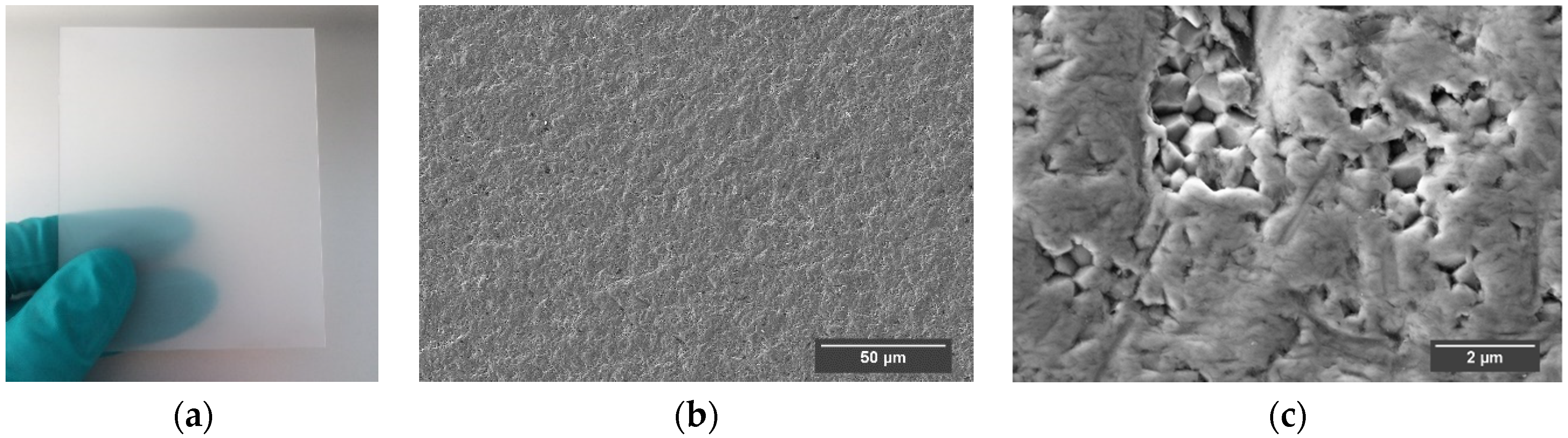
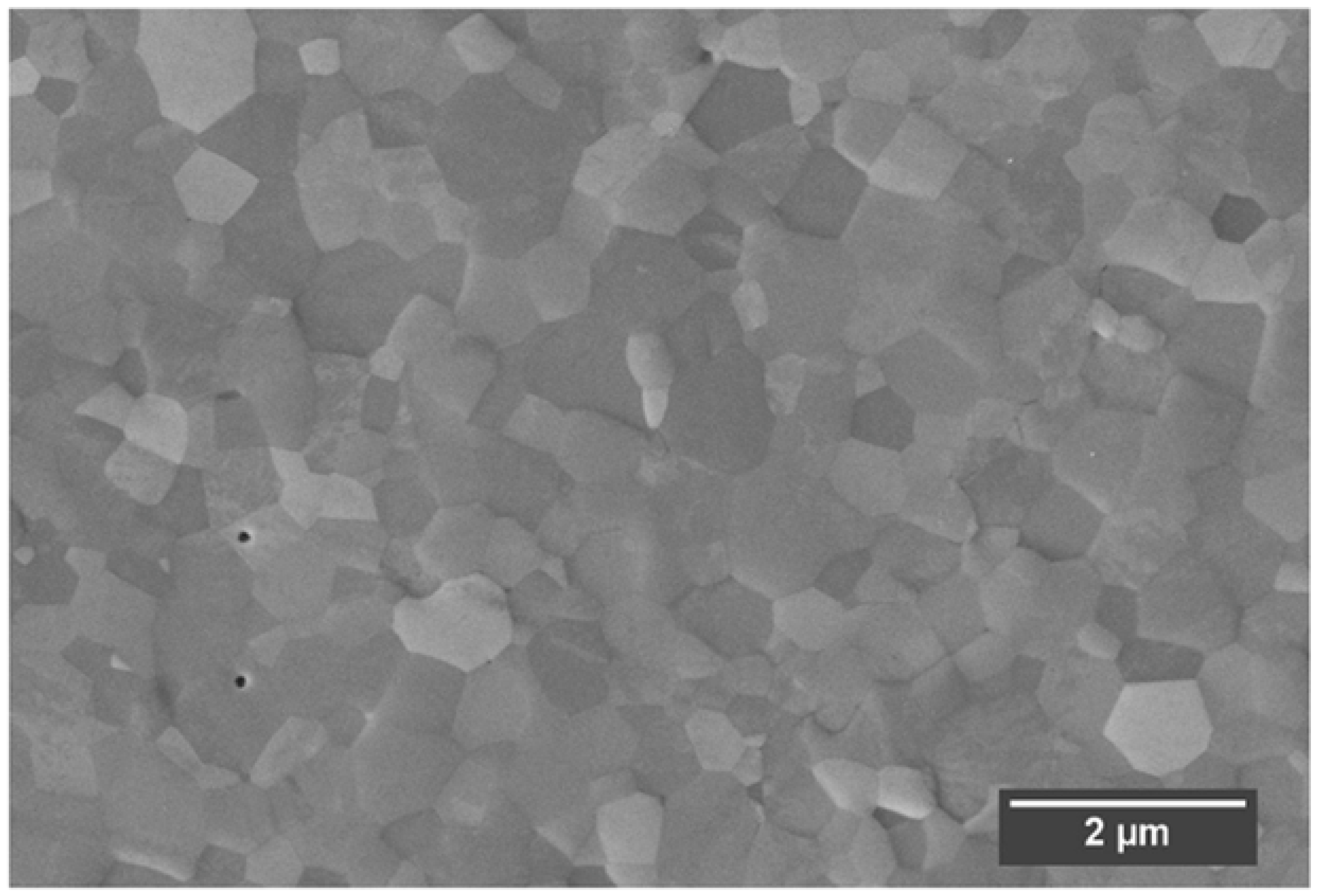
2.1. Used Ceramic Material
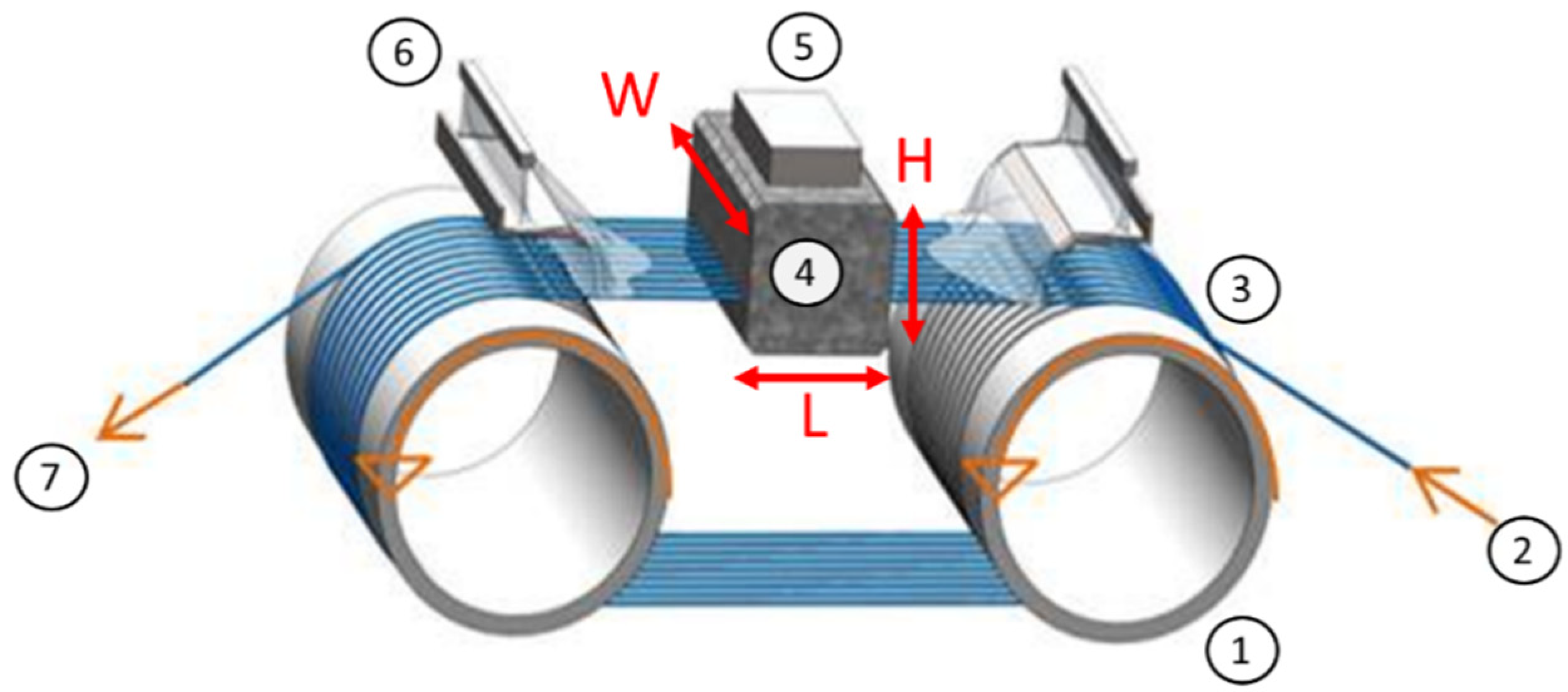
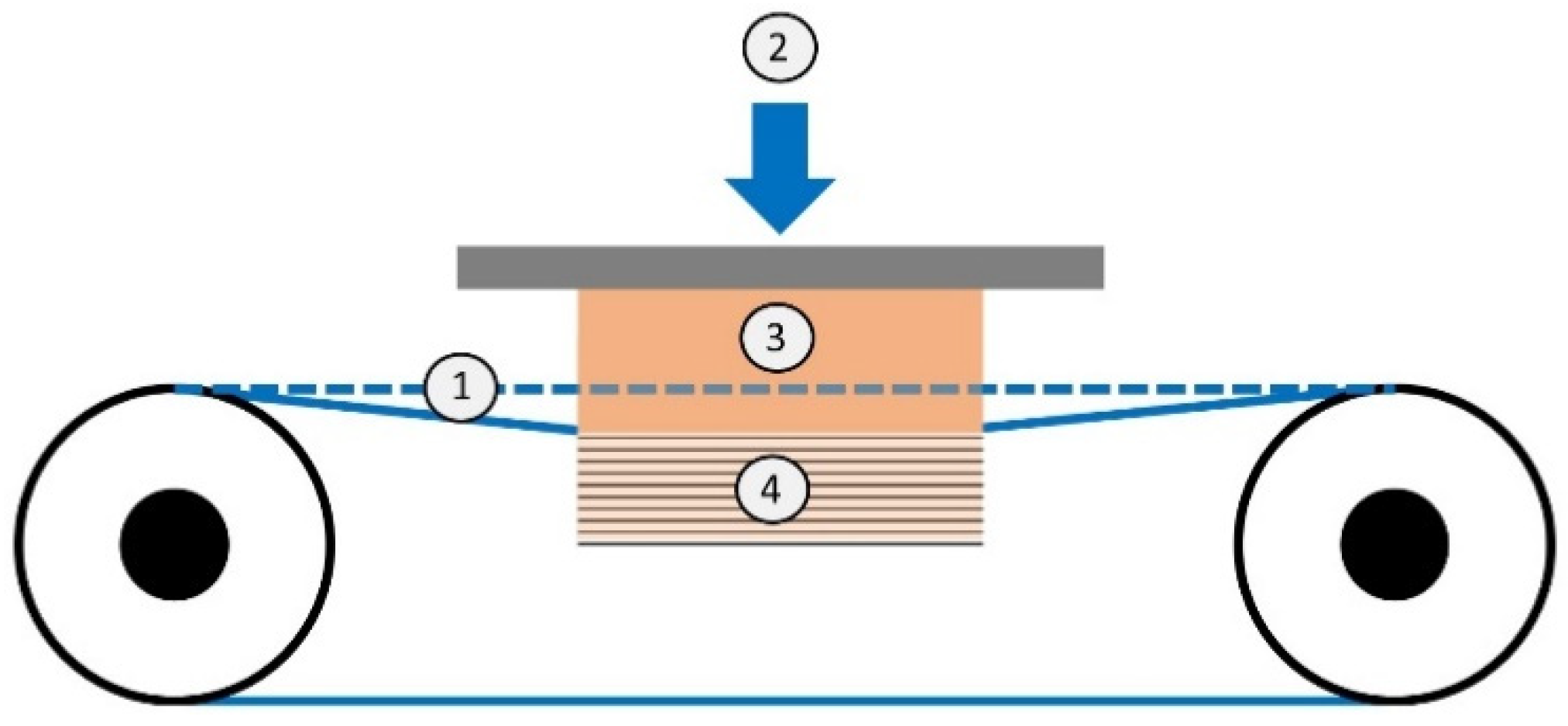
2.2. Multi-Wire Sawing
2.3. Experimental Procedure
3. Results and Discussion
3.1. Variation of the Workpiece Length
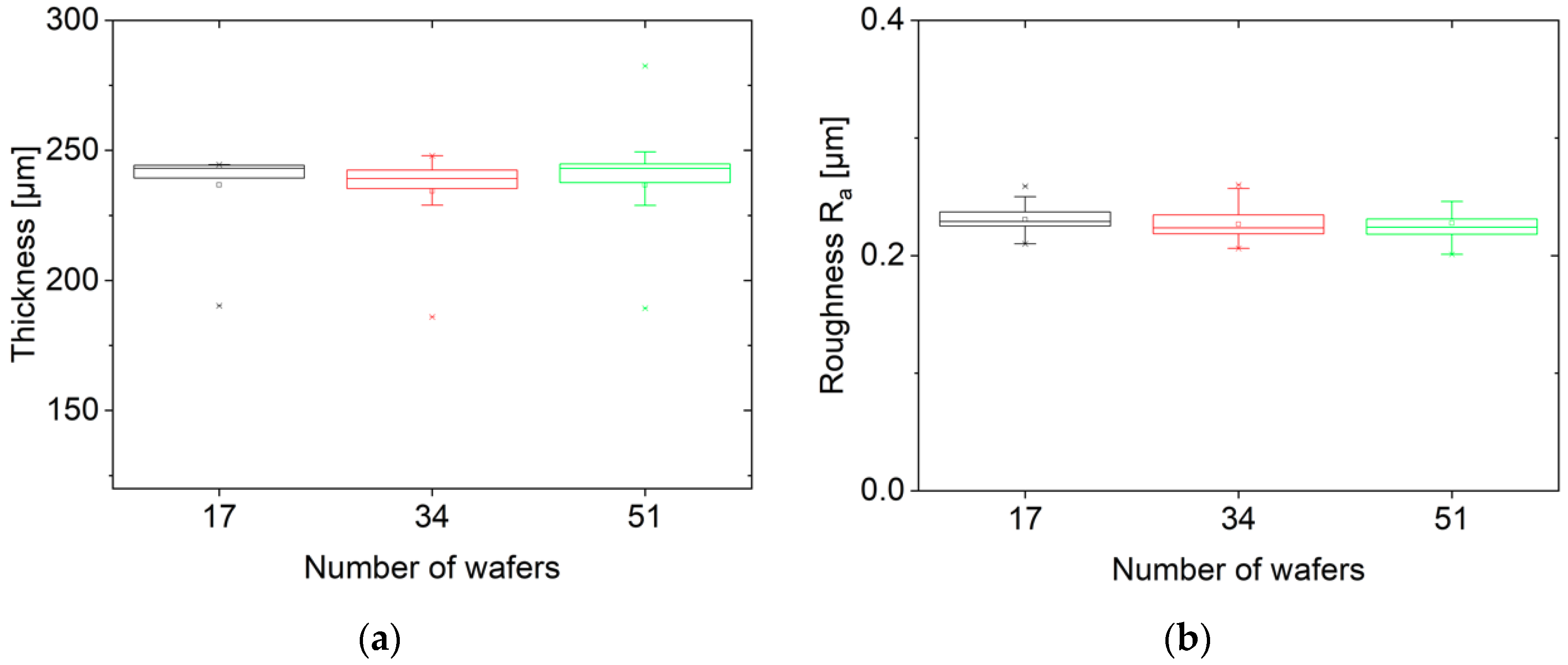
3.2. Variation of the Number of Wafers
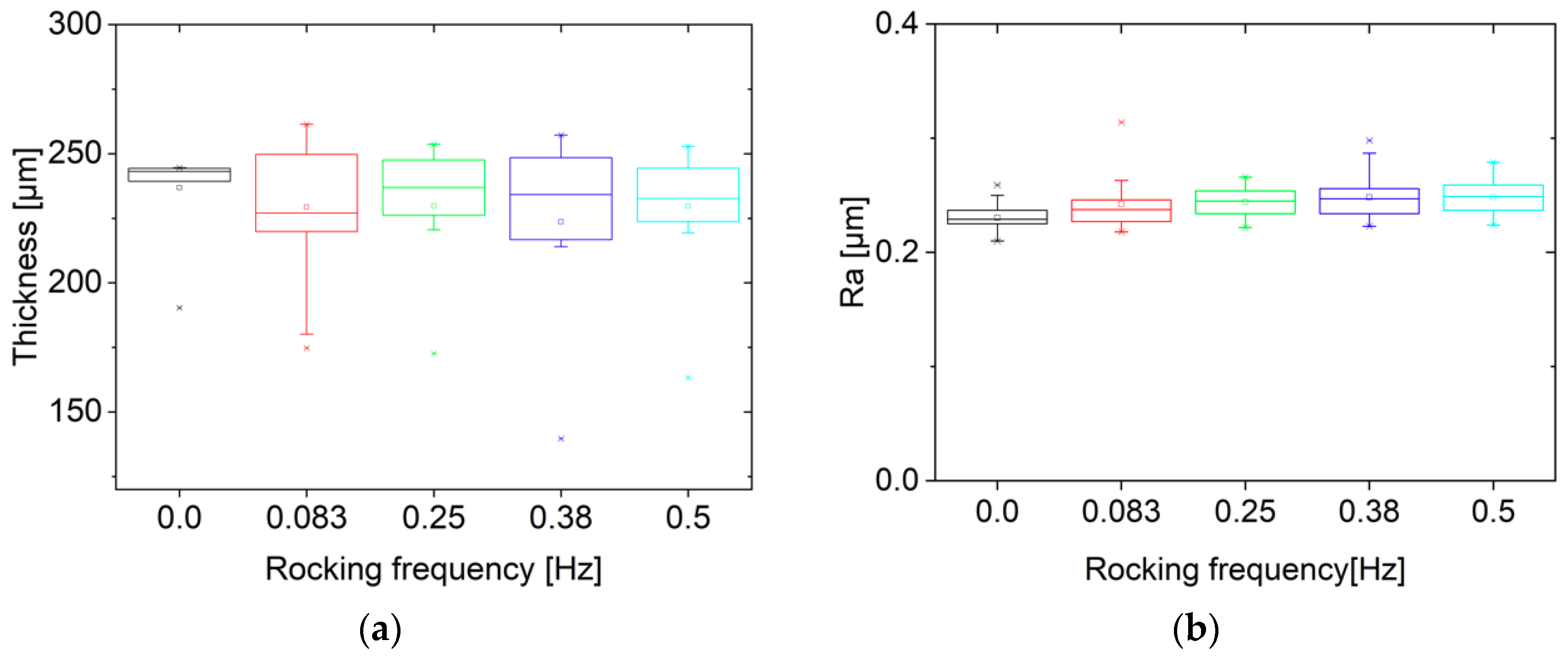
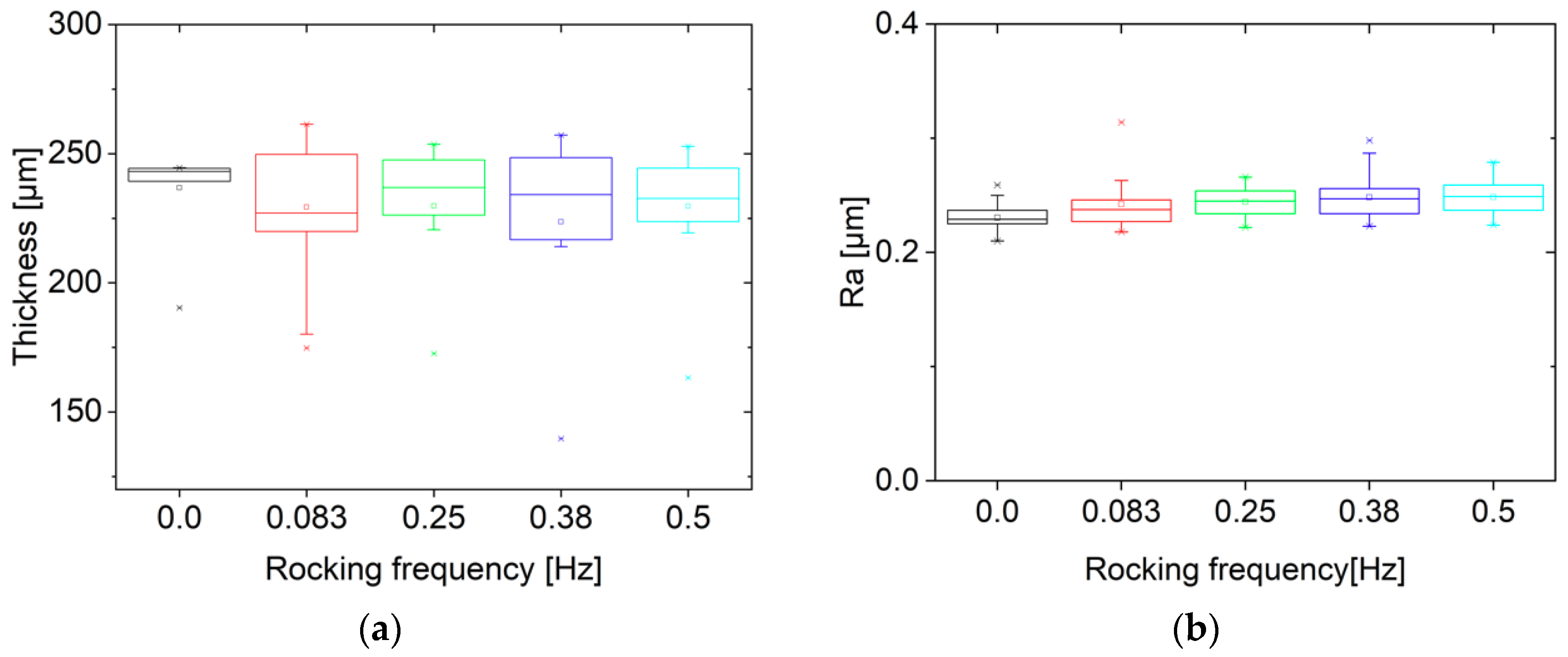
3.3. Variation of the Rocking Frequency
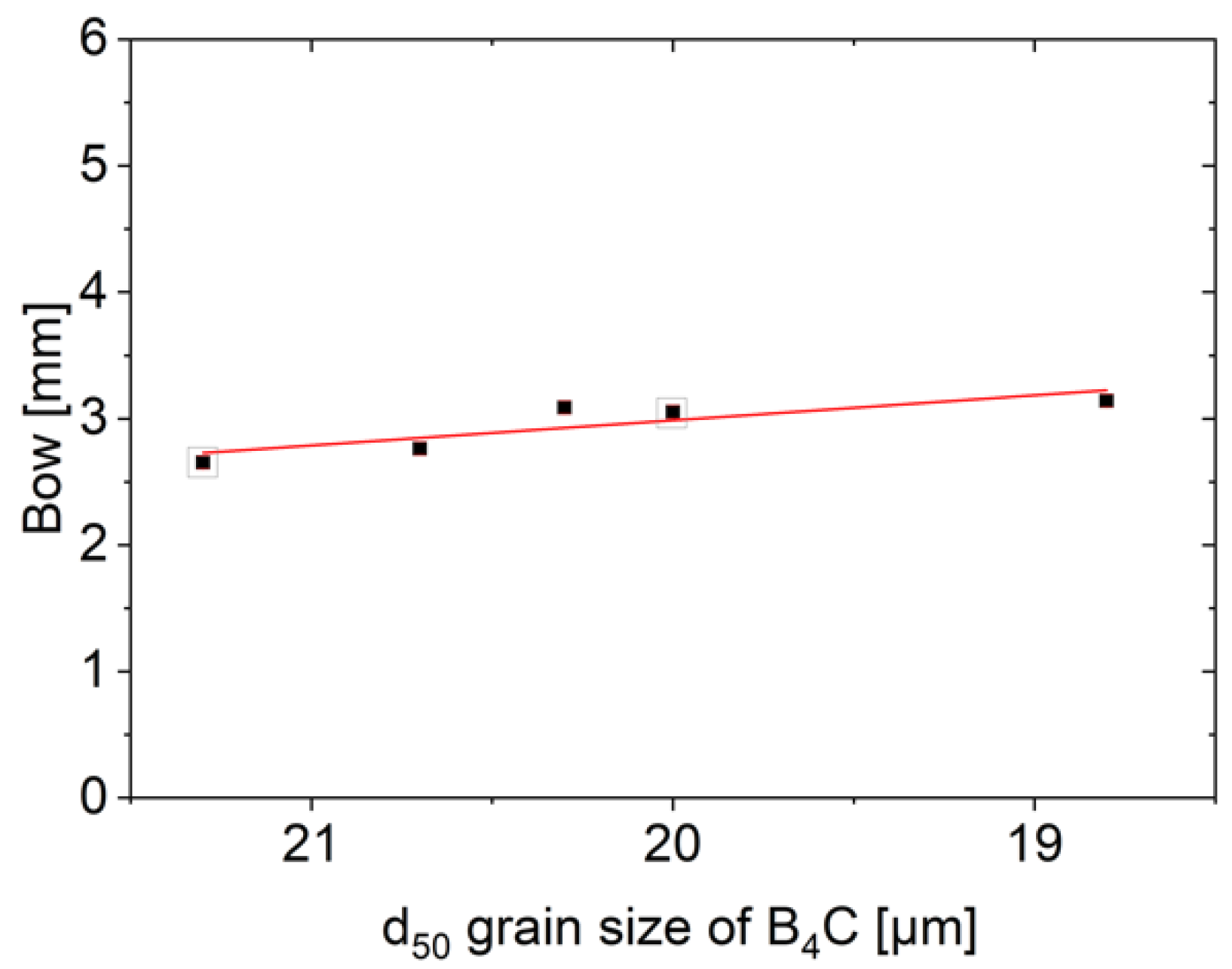
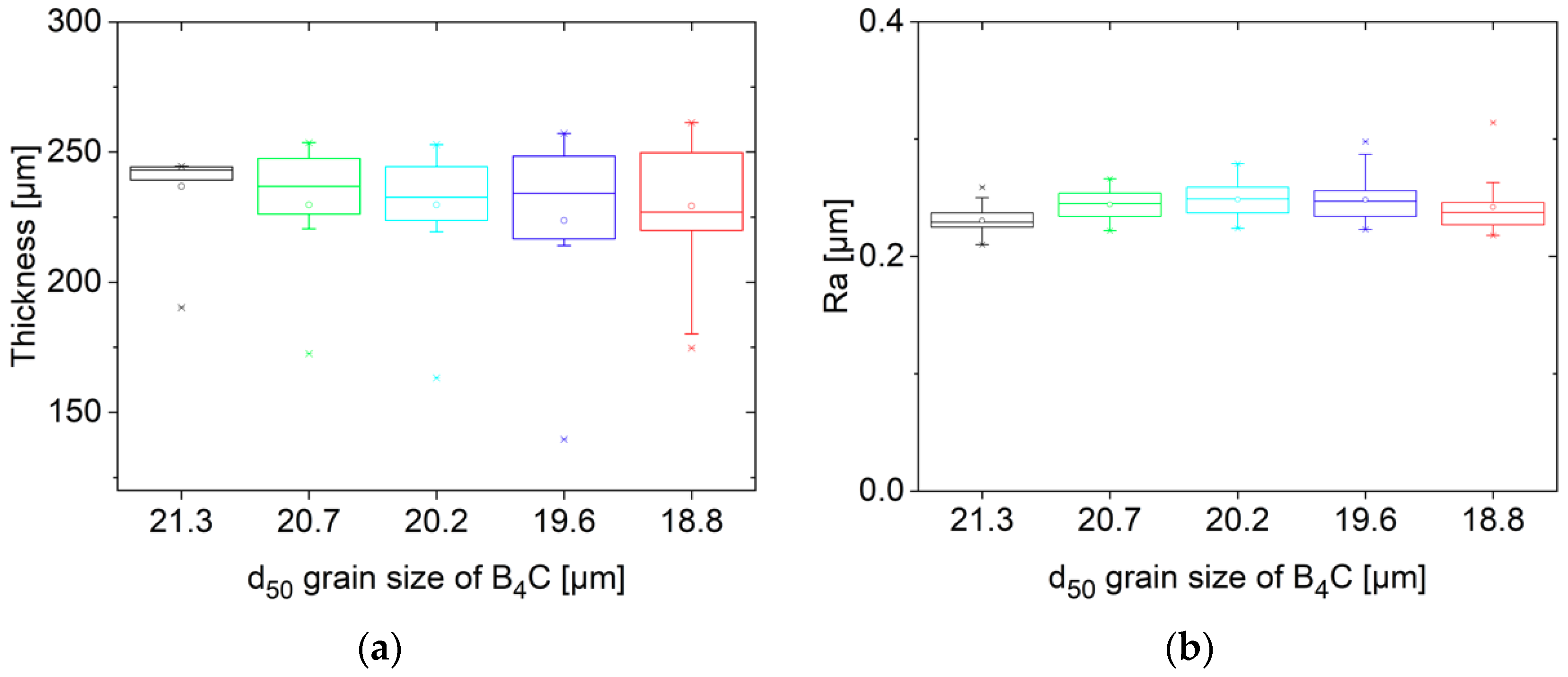
3.4. Wear of the Abrasive Particles
4. Conclusions
- (1)
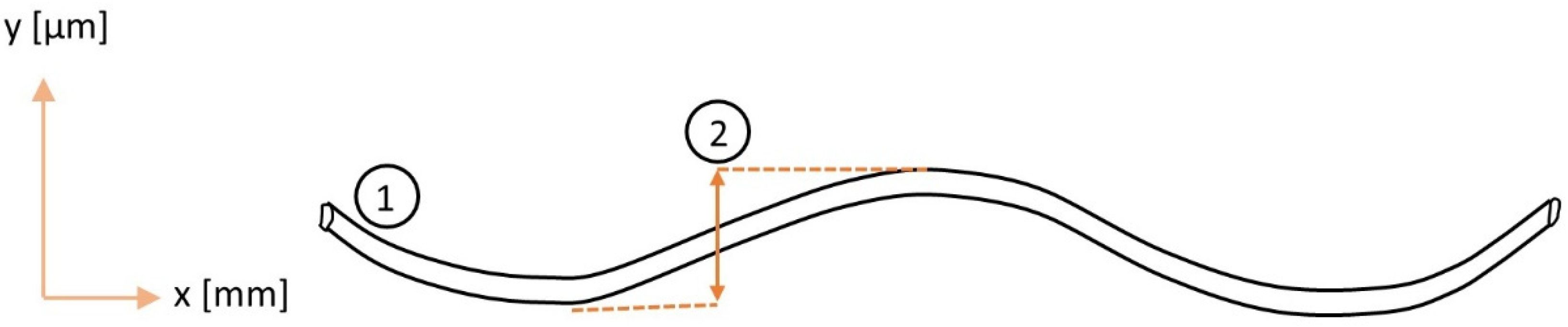
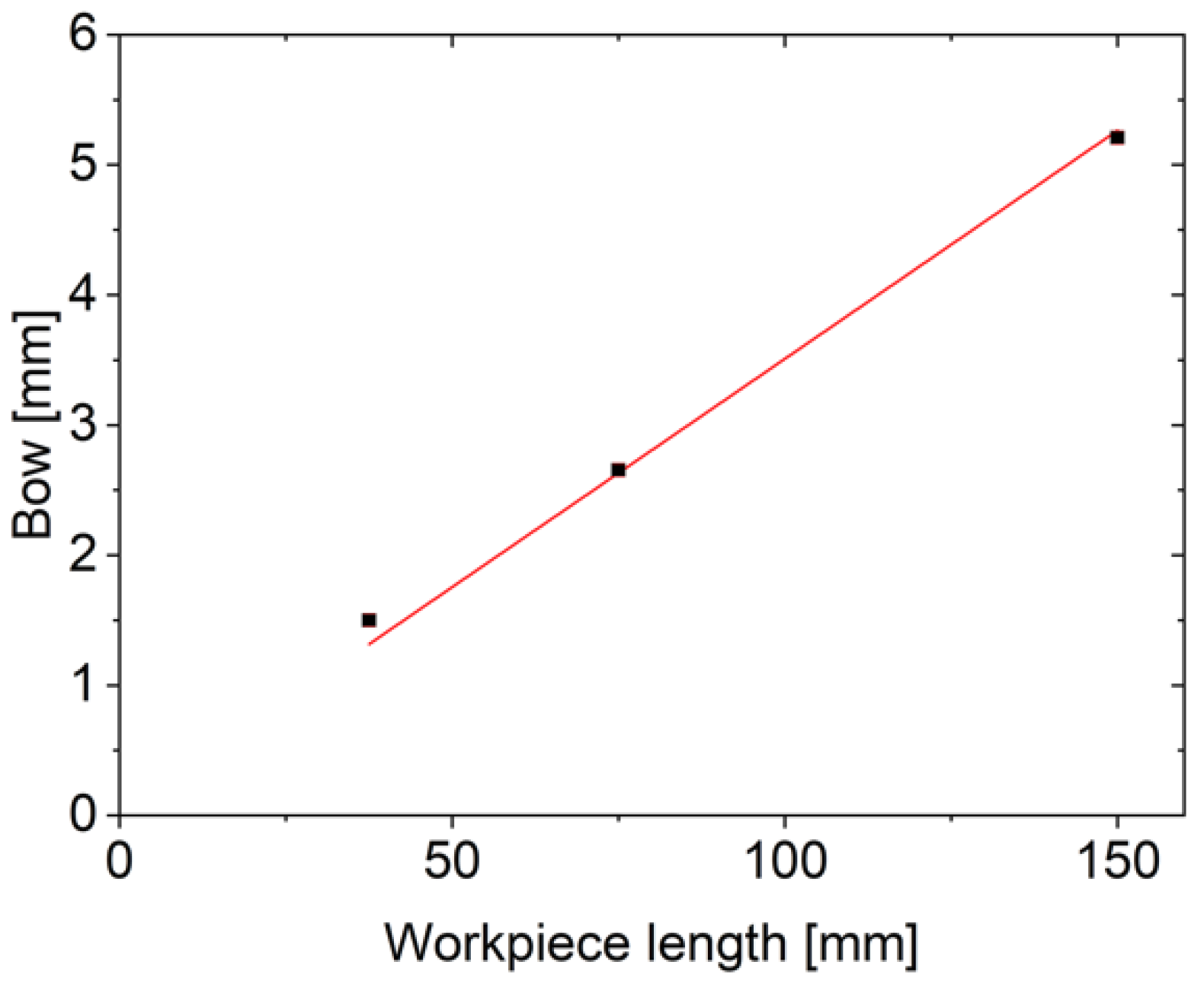
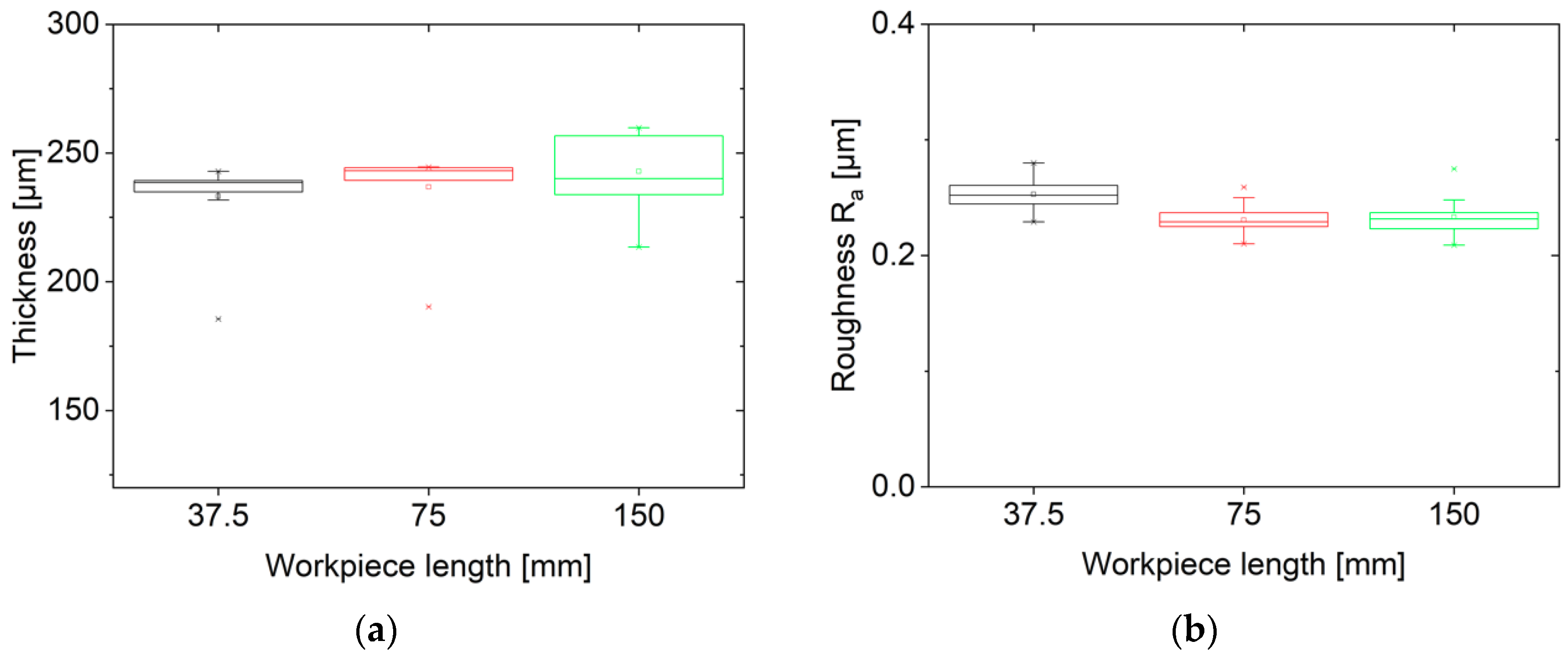
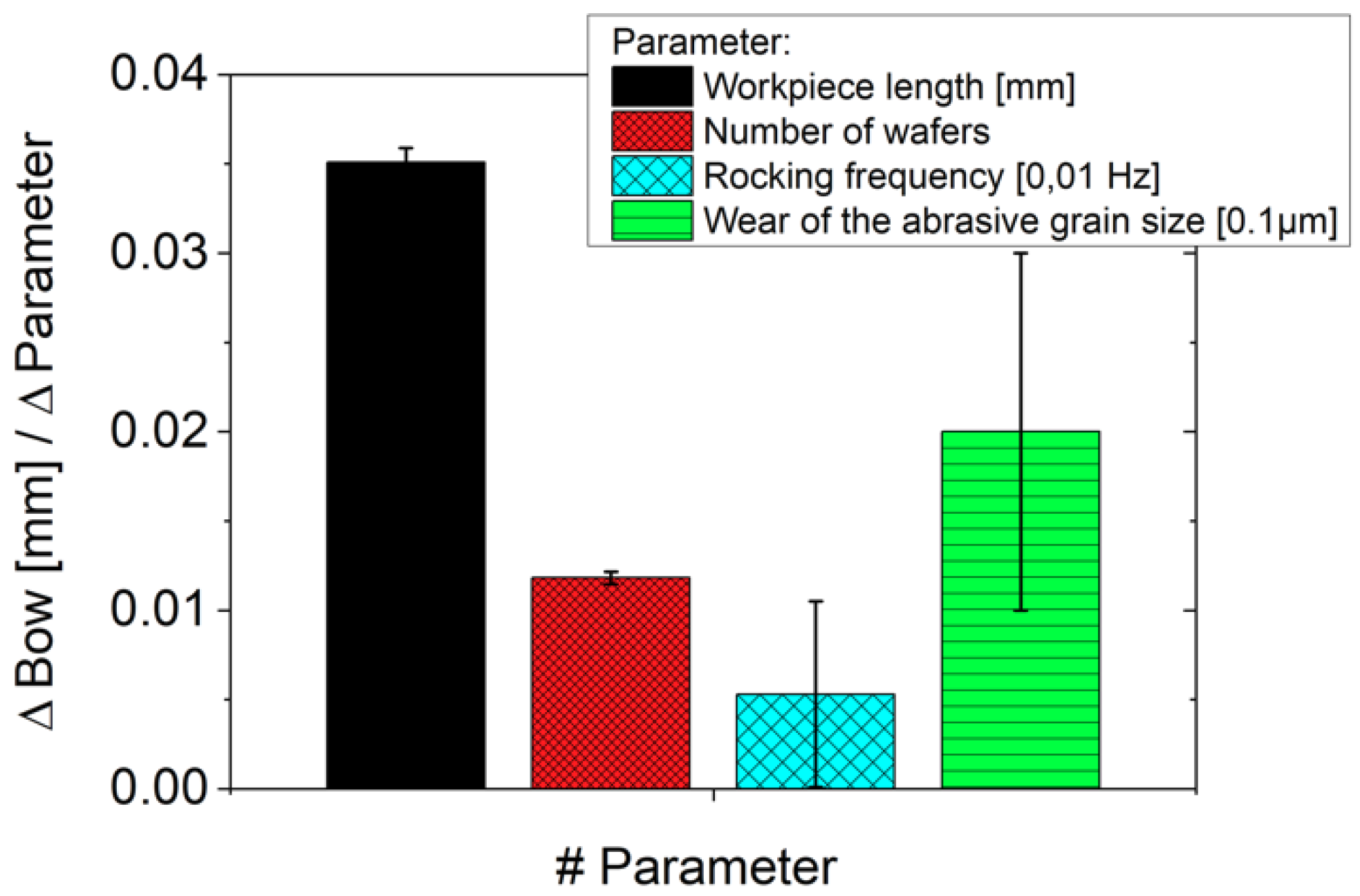
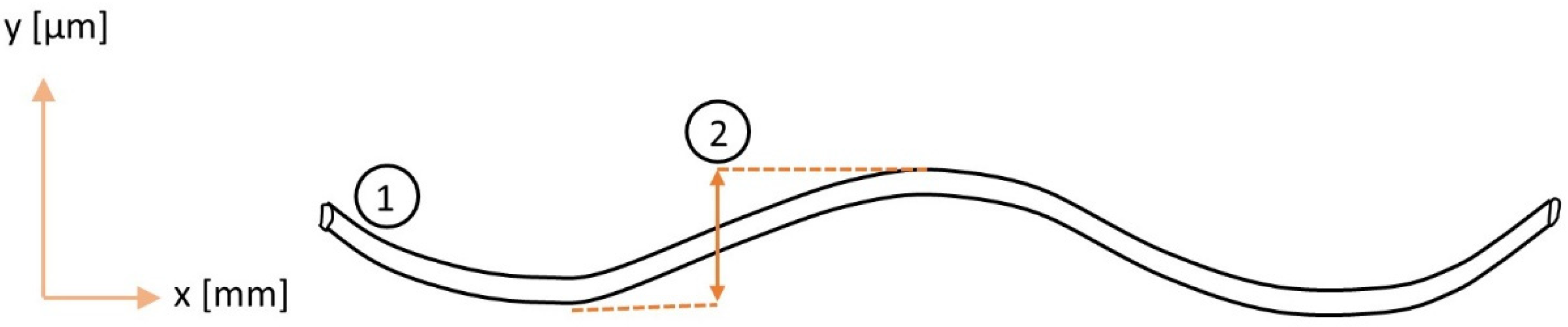
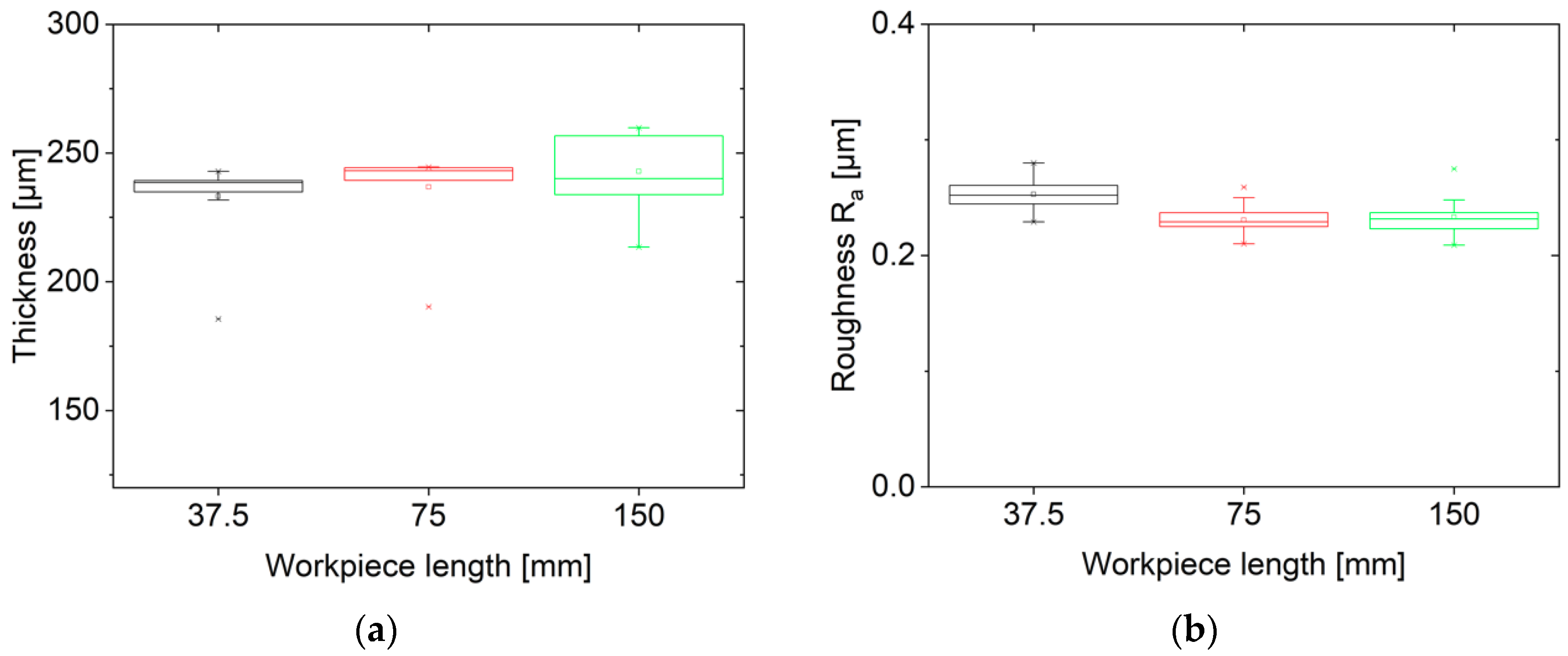
- As presumed from the model of Möller et al. [7] an increase of the workpiece length has a negative effect on the material removal rate and thus the cutting ability. The range of 37.5–150 mm workpiece length was analyzed. An increase of the size of the bow by 0.03 mm per mm of workpiece length was found. The thickness variation of the wafer material increases with increasing workpiece length.
- (2)
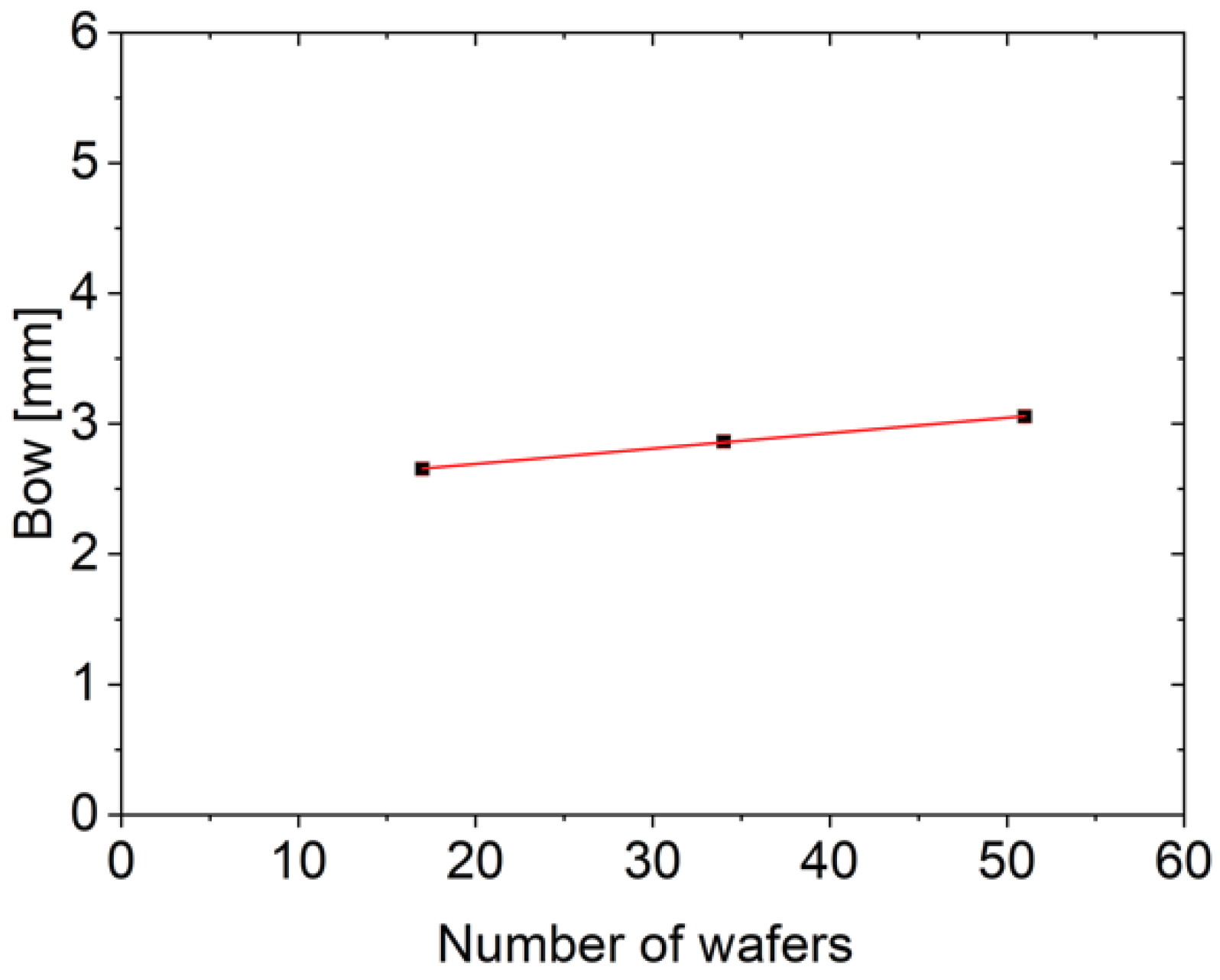
- Furthermore, the increase in the number of wafers reduces the cutting ability in the sawing process. In the range of 17–51 wafers, an increase of 0.01 mm bow per additional wire was been observed. The roughness values of the wafers are in the range of 0.20 to 0.25 µm and no thickness variation was found. This study showed that the size of the bow reacts by the factor of three more strongly to an extension of the workpiece length than to an increase in the number of wafers. To keep the size of the bow as small as possible, the block should be positioned in such a way that the working length is not the longest block edge.
- (3)
- When using the rocking unit the cutting ability of the Al2O3 ceramics cannot be improved. Any influence of the rocking frequency on the cutting ability was overlaid by the influence of the heavy wear of the abrasive grains. To see the influence of the rocking unit, a new batch of boron-carbide grains would have to be used for each process.
- (4)
- The wear of the boron-carbide abrasive grains causes an increase of the size of the bow of 0.02 mm per 0.01 µm wear of the d50 value of the abrasive particles. They have a wear rate of about 10.2 µm per cut m2. An increase in the variation of the wafer thickness became visible with decreasing abrasive grain size. This influence must, in any case, be accounted for when sawing ceramic blocks with a large cut surface (>0.43 m2) to avoid wire rupture. None of the examined parameters has a strong influence on the roughness of the ceramic wafers, thus enabling a reliable production of alumina ceramic wafers with uniform roughness values under the examined conditions.
Author Contributions
Funding
Conflicts of Interest
References
- Teomete, E. Mechanics of Wire Saw Machining Process: Experimental Analyses and Modeling. Ph.D. Thesis, Iowa State University, Ames, IA, USA, 2008. [Google Scholar]
- Li, Z.C.; Pei, Z.J.; Funkenbusch, P.D. Machining processes for sapphire wafers: A literature review. Eng. Manuf. 2011, 225, 975–989. [Google Scholar] [CrossRef]
- Wu, H. Wire sawing technology: A state-of-the-art review. Precis. Eng. 2016, 4, 1–9. [Google Scholar] [CrossRef]
- Yang, F.; Kao, I. Free Abrasive Machining in Slicing Brittle Materials with Wiresaw. J. Electron. Packag. 2001, 123, 254–259. [Google Scholar] [CrossRef]
- Buijs, M.; Korpel-van Houven, K. 3-body abrasion of brittle materials as studied by lapping. Wear 1993, 166, 237–245. [Google Scholar] [CrossRef]
- Buijs, M.; Korpel-van Houven, K. A model for lapping of glass. J. Mater. Sci. 1993, 28, 3014–3020. [Google Scholar] [CrossRef]
- Möller, H.J. Basic Mechanisms and Models of Multi-Wire Sawing. Adv. Eng. Mater. 2004, 6, 501–513. [Google Scholar] [CrossRef]
- Bidiville, A.; Wasmer, K.; Michler, J.; Nasch, P.M.; Van der Meer, M.; Ballif, C. Mechanisms of wafer sawing and impact on wafer properties. Prog. Photovolt. Res. Appl. 2010, 18, 563–572. [Google Scholar] [CrossRef]
- Theophil, L. Anpassung der Diamantdrahtsägeprozesse Für Eine Bessere Texturierfähigkeit von Multikristallinen Siliziumwafern. Master’s Thesis, TU Freiberg, Freiberg, Saxony, Germany, 2019. [Google Scholar]
- Gehl, E. Untersuchung der Topografie und Oberflächenschädigung an Siliziumwafern, Die Mit Unterschiedlichen Kühlschmierstoff und Prozessparametern Hergestellt Wurden. Bachelor’s Thesis, TU Freiberg, Freiberg, Saxony, Germany, 2014. [Google Scholar]
- Weber, B. Untersuchung der Material Begrenzenden Einflüsse beim Multidrahtsägen von Silicium Unter Verwendung Gerader und Strukturierter Drähte. Ph.D. Thesis, TU Freiberg, Freiberg, Saxony, Germany, 2015. [Google Scholar]
- Meißner, D.; Schoenfelder, S.; Hurka, B.; Zeh, J.; Sunder, K.; Koepge, R.; Wagner, T.; Grün, A.; Hagel, H.J.; Möller, H.J.; et al. Loss of wire tension in the wire web during the slurry based multi wire sawing process. Sol. Energy Mater. Sol. Cells 2014, 120, 346–355. [Google Scholar] [CrossRef]
- Nassauer, B.; Kuna, M. Impact of micromechanical parameters on wire sawing: A 3D discrete element analysis. Comput. Part. Mech. 2015, 2, 63–71. [Google Scholar] [CrossRef] [Green Version]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | |
|---|---|
| Process | HIP Al2O3 |
| Relative density | 99.8% |
| Grain size d50 value [µm] | 0.44 |
| Vickers hardness (H) | 2279 HV0.5 ± 1 2220 HV1 ± 5 2168 HV2 ± 13 |
| Elastic modulus (E) [GPa] | 436 ± 6 |
| Fracture toughness (KIC 4PB) [MPa·m0.51/2] | 3.7 ± 0.2 |
| Bending strength (4PB) [MPa] | 700 ± 80 |
| Sawing Parameters | |
|---|---|
| Wire condition | New |
| Wire speed [m/s] | 14 |
| Wire tension [N] | 25 |
| Pitch [mm] | 0.425 |
| Wire nominal diameter [mm] | 0.115 |
| B4C abrasive size d50 value [µm] | 22.5 |
| Table feed rate [mm/min] | 0.02 |
| B/F ratio | 0.64 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schmidtner, L.; Heinrich, H.; Fuchs, M.; Pötzsch, A.; Janz, S.; Herrmann, M.; Aneziris, C.; Kaden, T. Multi-Wire Sawing of Translucent Alumina Ceramics. J. Manuf. Mater. Process. 2020, 4, 2. https://doi.org/10.3390/jmmp4010002
Schmidtner L, Heinrich H, Fuchs M, Pötzsch A, Janz S, Herrmann M, Aneziris C, Kaden T. Multi-Wire Sawing of Translucent Alumina Ceramics. Journal of Manufacturing and Materials Processing. 2020; 4(1):2. https://doi.org/10.3390/jmmp4010002
Chicago/Turabian StyleSchmidtner, Lea, Hannes Heinrich, Marcel Fuchs, Anke Pötzsch, Stefan Janz, Mathias Herrmann, Christos Aneziris, and Thomas Kaden. 2020. "Multi-Wire Sawing of Translucent Alumina Ceramics" Journal of Manufacturing and Materials Processing 4, no. 1: 2. https://doi.org/10.3390/jmmp4010002
APA StyleSchmidtner, L., Heinrich, H., Fuchs, M., Pötzsch, A., Janz, S., Herrmann, M., Aneziris, C., & Kaden, T. (2020). Multi-Wire Sawing of Translucent Alumina Ceramics. Journal of Manufacturing and Materials Processing, 4(1), 2. https://doi.org/10.3390/jmmp4010002