Investigation of Feedstock Preparation for Injection Molding of Oxide–Oxide Ceramic Composites

Abstract
1. Introduction
2. Materials and Methods
2.1. Materials and Equipment
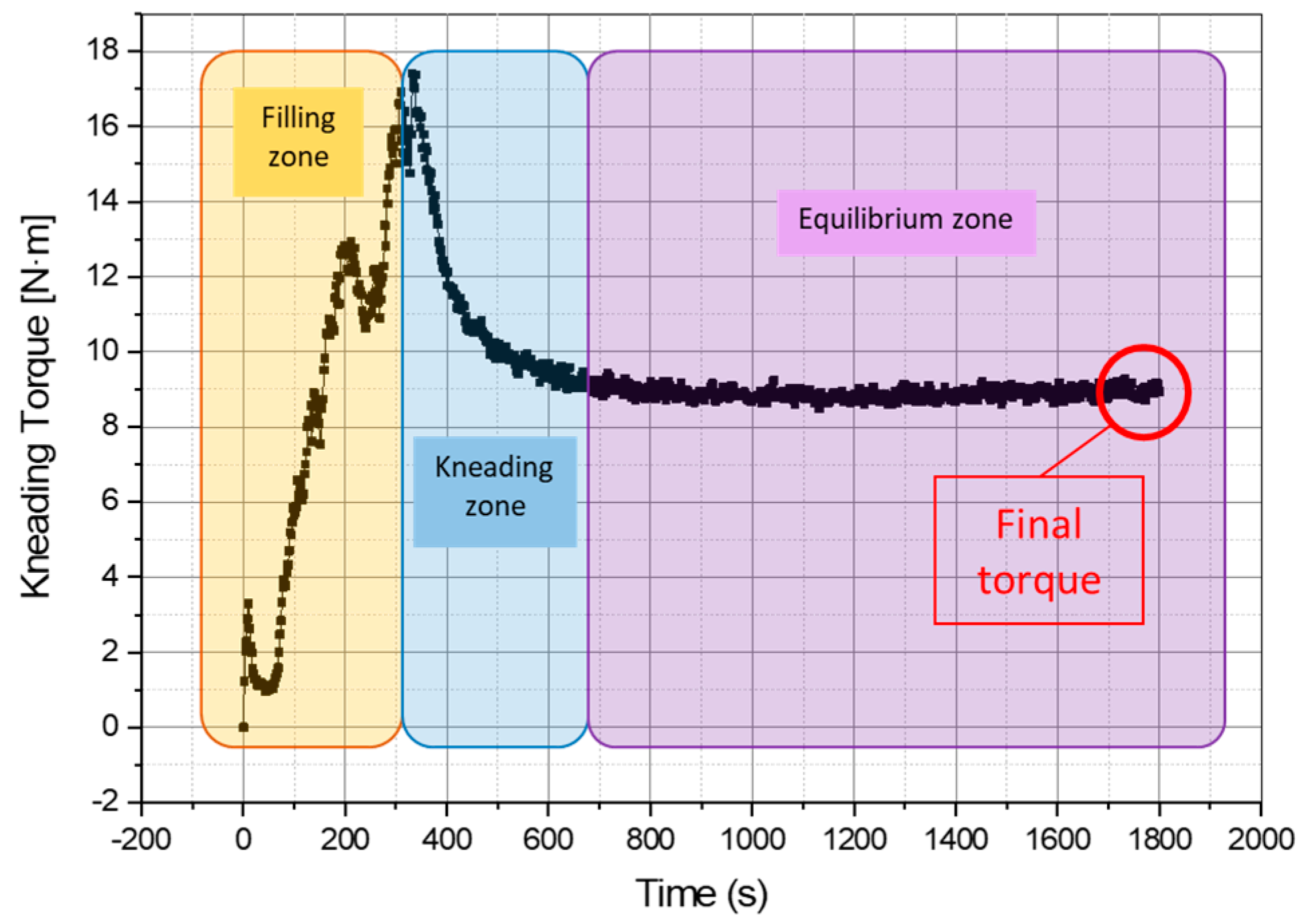
2.2. Kneading, Parameters, and Filling Sequence
2.3. Defining the Required Amount of Dispersant
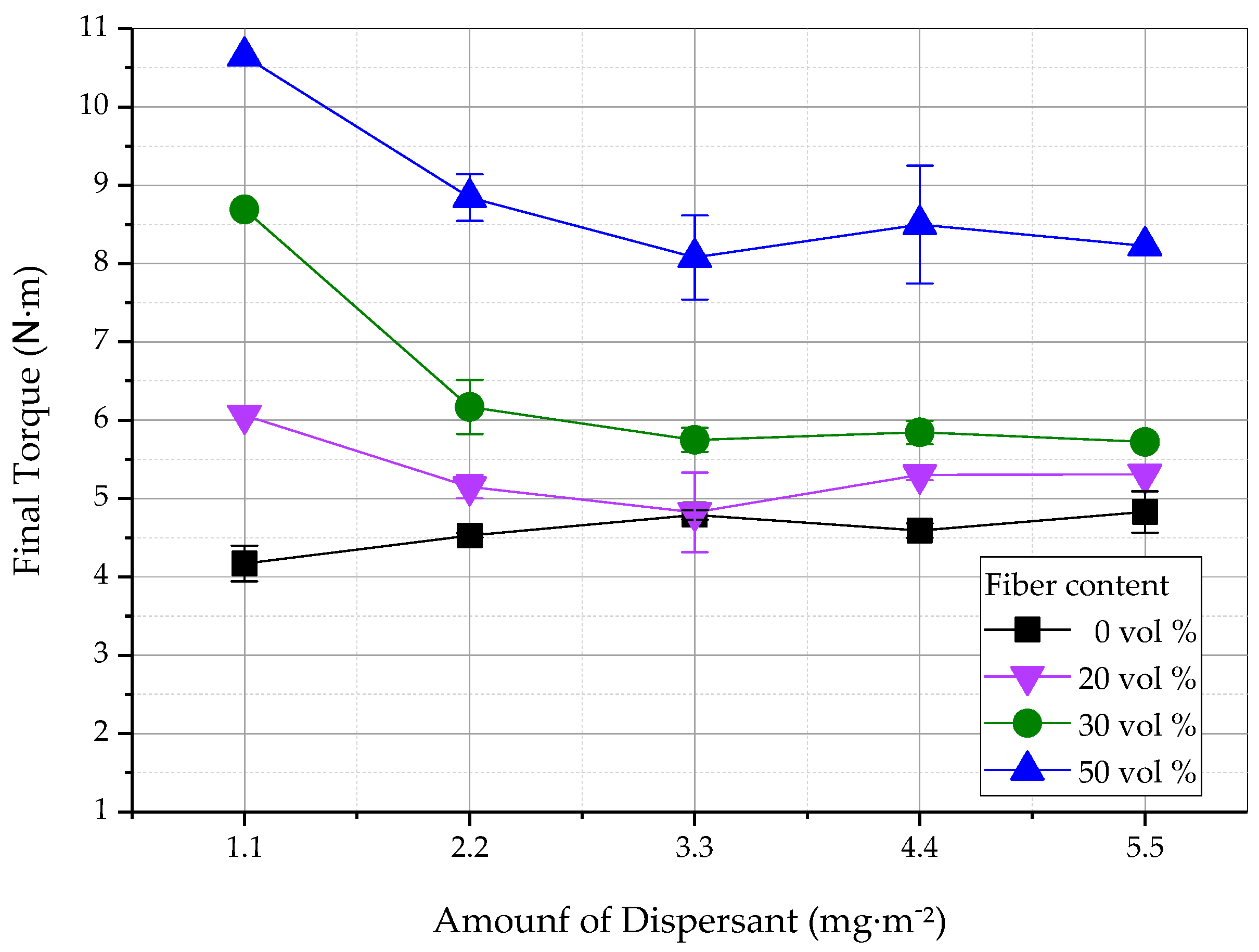
2.4. Experimental Investigation of Dispersant
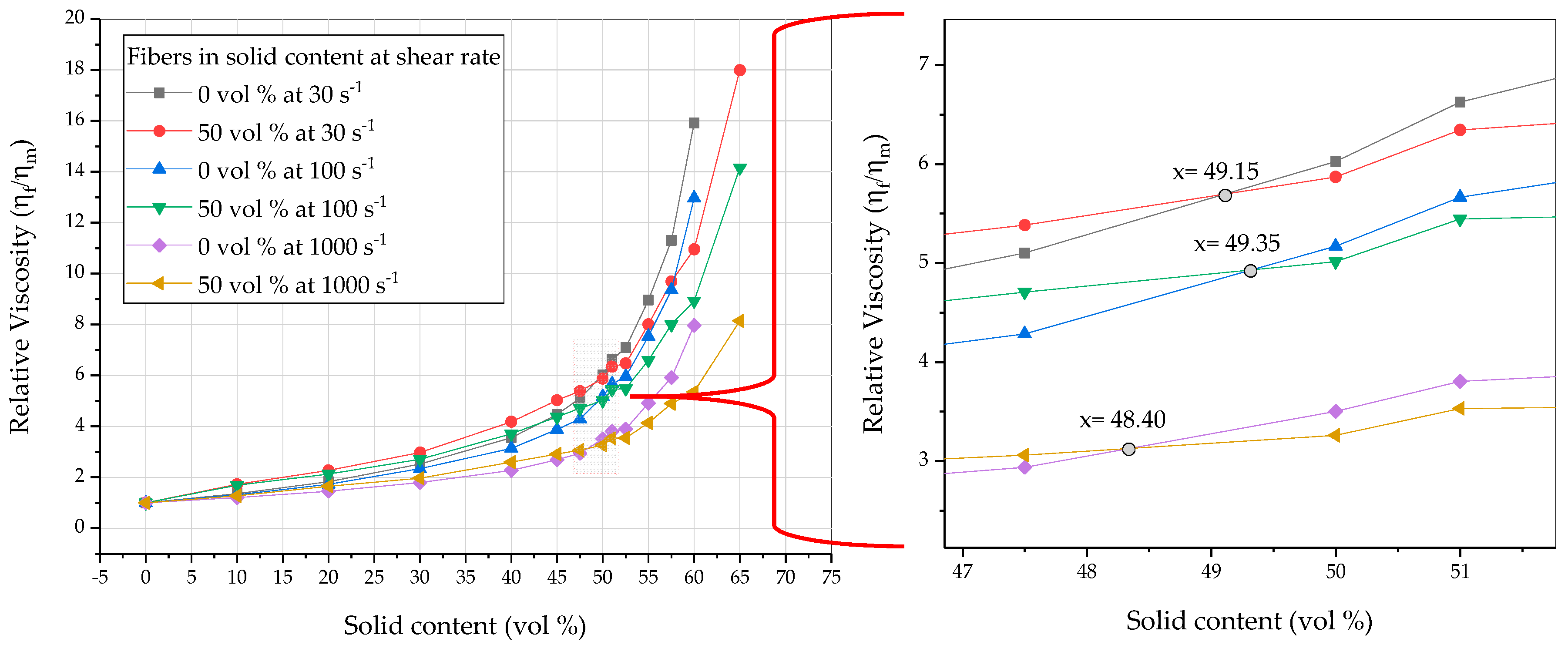
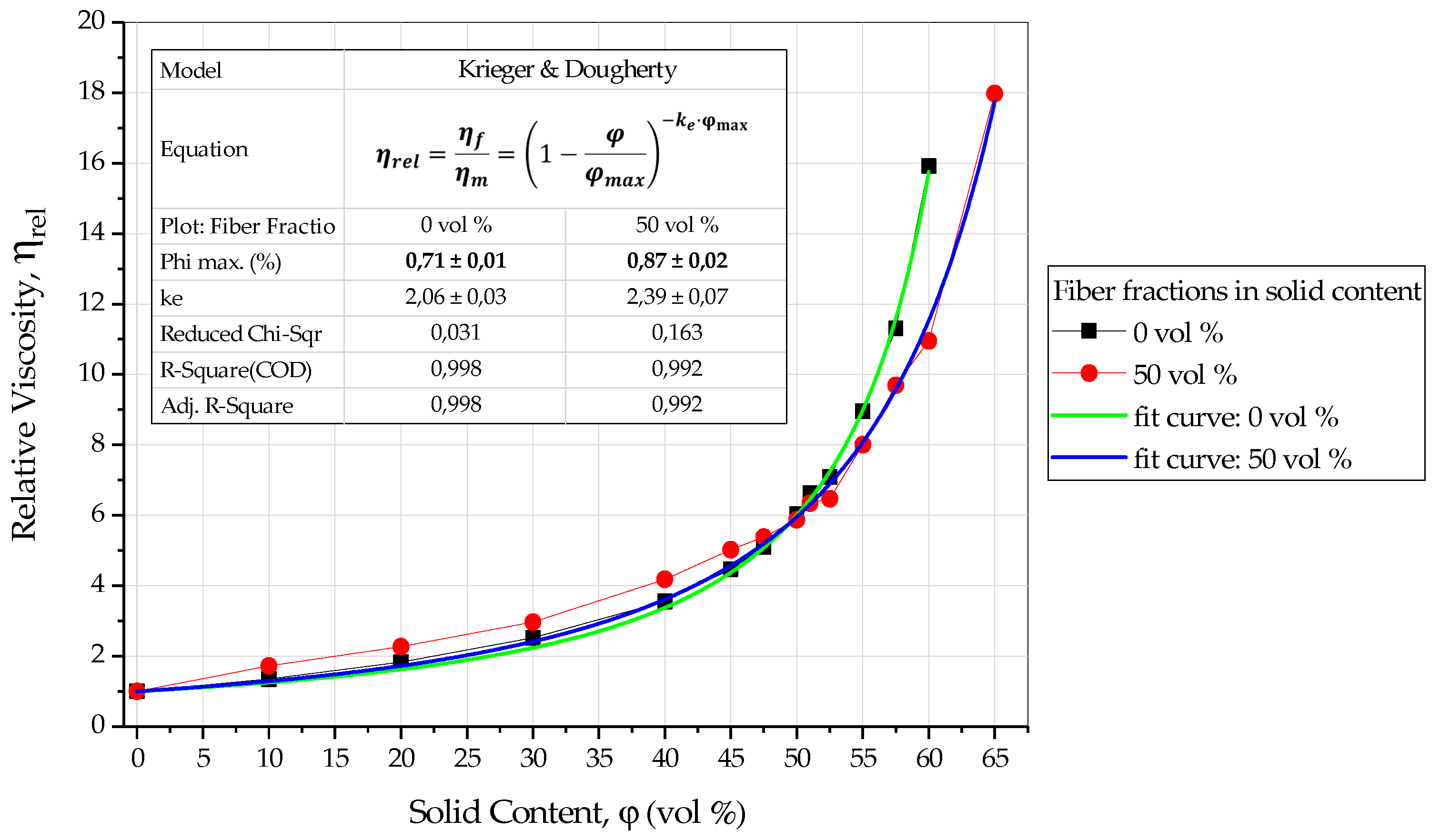
2.5. Investigation of Solid Content in Feedstock
2.6. Investigating the Effects of Increasing Fiber Content, Fiber Coating, and Alternative Binding Systems on the Rheological Properties
2.7. Effect of Kneading Time, Temperature, and Binding System on the Fiber Length
3. Results
3.1. Calculating Stearic Acid and Its Effects
3.2. Effect of Solid Content
3.3. Investigating the Effects of Increasing Fiber Content, Fiber Coating, and Alternative Binding Systems on Rheological Properties
3.4. Effects of Kneading Time, Temperature, and Binding System on the Fiber Length
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A




References
- Mutsuddy, B.C.; Ford, R.G. Ceramic Injection Molding, 1st ed.; Chapman & Hall: London, UK, 1995. [Google Scholar]
- Moritz, T.; Lenk, R. Ceramic injection moulding: A review of developments in production technology, materials and applications. Powder Inject. Mould. Int. 2009, 3, 23–34. [Google Scholar]
- Schmücker, P.M.M. All-Oxide Ceramic Matrix Composites with porous Matrices. In Ceramic Matrix Composites; Krenkel, W., Ed.; Wiley-VCH Verlag: Weinheim, Germany, 2008; pp. 205–229. [Google Scholar]
- Bose, A. Injection Molding of Metals and Ceramics; Metal Powder Industries Federation: Princeton, NJ, USA, 1997. [Google Scholar]
- German, R.M. Powder Injection Molding—Design & Applications; Innovative Material Solutions Inc.: State College, PA, USA, 2003. [Google Scholar]
- Abach, A.; Ehrenstein, G.W. Mehrkomponentenpulverspritzgießen von Al2O3 und funtionisiertem Al2O3. Available online: https://www.kunststoffe.de/fachinformationen/zeitschrift-kunststofftechnik/artikel/mehrkomponentenpulverspritzgiessen-von-al2o3-und-funktionalisiertem-al2o3-548874.html (accessed on 28 October 2018).
- Pötsch, G.; Michaeli, W. Metal/Ceramic Powder Injection Molding. In Injection Molding an Introduction, 2nd ed.; Carl Hanser Verlag: Munich, Germany, 2008; p. 230. [Google Scholar]
- Advani, S.G.; Sozer, E.M. Overview of Manufacturing Processes—Injection Molding. In Process Modeling in Composites Manufacturing, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2011; p. 31. [Google Scholar]
- Chou, C.-C.; Senna, M. Correlation between rheological behavior of aqueous suspensions of alumina and properties of cast bodies: Effect of dispersant and ultrafine powders. Am. Ceram. Soc. Bull. 1987, 66, 1129–1133. [Google Scholar]
- Chang, S.H.; Hwang, J.R.; Doong, J.L. Manufacturing Process Optimization of Short Glass Fiber Reinforced Polycarbonate Composites in Injection Molding. J. Reinf. Plast. Compos. 2000, 19, 301–321. [Google Scholar] [CrossRef]
- Chen, C.S.; Chen, T.J.; Chen, S.C.; Chien, R.D. Optimization of the injection molding process for short-fiber-reinforced composites. Mech. Compos. Mater. 2011, 47, 359–368. [Google Scholar] [CrossRef]
- Franciszczak, P.; Piesowicz, E.; Kalniņš, K. Manufacturing and properties of r-PETG/PET fibre composite—Novel approach for recycling of PETG plastic scrap into engineering compound for injection moulding. Compos. Part B Eng. 2018, 154, 430–438. [Google Scholar] [CrossRef]
- Mathurosemontri, S.; Uawongsuwan, P.; Nagai, S.; Hamada, H. The Effect of Processing Parameter on Mechanical Properties of Short Glass Fiber Reinforced Polyoxymethylene Composite by Direct Fiber Feeding Injection Molding Process. Energy Procedia 2016, 89, 255–263. [Google Scholar] [CrossRef]
- Matsuoka, T.; Takabatake, J.-I.; Inoue, Y.; Takahashi, H. Prediction of fiber orientation in injection molded parts of short-fiber-reinforced thermoplastics. Polym. Eng. Sci. 1990, 30, 957–966. [Google Scholar] [CrossRef]
- Sánchez-Sánchez, X.; Elias-Zuñiga, A.; Hernández-Avila, M. Processing of ultra-high molecular weight polyethylene/graphite composites by ultrasonic injection moulding: Taguchi optimization. Ultrason. Sonochem. 2018, 44, 350–358. [Google Scholar] [CrossRef] [PubMed]
- Sathishkumar, T.P.; Satheeshkumar, S.; Naveen, J. Glass fiber-reinforced polymer composites—A review. J. Reinf. Plast. Compos. 2014, 33, 1258–1275. [Google Scholar] [CrossRef]
- Tseng, H.-C.; Chang, R.-Y.; Hsu, C.-H. Improved fiber orientation predictions for injection molded fiber composites. Compos. Part A-Appl. Sci. Manuf. 2017, 99, 65–75. [Google Scholar] [CrossRef]
- Yan, X.; Cao, S. Structure and interfacial shear strength of polypropylene-glass fiber/carbon fiber hybrid composites fabricated by direct fiber feeding injection molding. Compos. Struct. 2018, 185, 362–372. [Google Scholar] [CrossRef]
- Francois, C. CMC Materials for Space and Aeronautical Applications. In Ceramic Matrix Composites; Krenkel, W., Ed.; Wiley-VCH Verlag: Weinheim, Germany, 2008; pp. 327–351. [Google Scholar]
- Gerendas, K.T.M.; Cadoret, Y.; Wilhelmi, C.; Machry, T.; Knoche, R.; Behrendt, T.; Aumeier, T.; Denis, S.; Göring, J.; Koch, D.; et al. Improvement of oxide/oxide CMC and development of combustor and turbine components in the HIPOC program. In Proceedings of the ASME 2011 Turbo Expo: Turbine Technical Conference and Exposition, Vancouver, BC, Canada, 6–10 June 2011. [Google Scholar]
- Parlier, M.; Ritti, M.; Jankowiak, A. Potential and perspectives for oxide/oxide composites high temperature materials potential and perspectives for oxide/oxide composites. J. Aerosp. Lab. 2011, 1, 1–12. [Google Scholar]
- Zok, F.W. Developments in oxide fiber composites. J. Am. Ceram. Soc. 2006, 89, 3309–3324. [Google Scholar] [CrossRef]
- Edirisinghe, M.J. The effect of processing additives on the properties of a ceramic-polymer formulation. Ceram. Int. 1991, 17, 89–96. [Google Scholar] [CrossRef]
- Weber, O. Wasserlösliche Bindersysteme Zum Minimieren Von Pulver-Binder-Segregationsefekten Im Mikropulverspritzguss. Ph.D. Thesis, Albert Ludwigs University of Freiburg, Freiburg im Breisgau, Germany, 2015. [Google Scholar]
- Li, Y.M.; Liu, X.Q.; Luo, F.H.; Yue, J.L. Effects of surfactant on properties of MIM feedstock. Trans. Nonferr. Met. Soc. China 2007, 17, 1–8. [Google Scholar] [CrossRef]
- Krieger, I.M.; Dougherty, T.J. A Mechanism for Non-Newtonian Flow in Suspensions of Rigid Spheres. Trans. Soc. Rheol. 1959, 3, 137–152. [Google Scholar] [CrossRef]
- 3M Ceramic Textiles and Composites. NextelTM Ceramic Textiles Technical Notebook; No. 98-0400-5870-7; 3M Ceramic Textiles and Composites: Maplewood, MN, USA, 2004. [Google Scholar]
- German, R.M. Particle Packing Density. In Powder Injection Molding, 1st ed.; Metal Powder Industries Federation: New York, NY, USA, 1990; pp. 23–60. [Google Scholar]
- Chang, C.; Powell, R.L. Effect of particle size distributions on the rheology of concentrated bimodal suspensions. J. Rheol. 1994, 38, 85–98. [Google Scholar] [CrossRef]
- Ranganathan, S.; Advani, S.G. Characterization of orientation clustering in short-fiber composites. J. Polym. Sci. Part B Polym. Phys. 1990, 28, 2651–2672. [Google Scholar] [CrossRef]
- Schramm, G. A Practical Approach to Rheology and Rheometry, 2nd ed.; Thermo Electron (Karlsruhe) GmbH: Karlsruhe, Germany, 2004. [Google Scholar]
- Fu, S.-Y.; Lauke, B. Effects of fiber length anf fiber orientation distributions on the tensile strength of short-fiber-reinforced polymers. Compos. Sci. Technol. 1996, 56, 1179–1190. [Google Scholar] [CrossRef]
- Fu, S.Y.; Hu, X.; Yue, C.Y. Effects of Fiber Length and Orientation Distributions on the Mechanical Properties of Short-Fiber-Reinforced Polymers. Mater. Sci. Res. Int. 1999, 48, 74–83. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value | Unit |
|---|---|---|
| Kneading temperature | 125 | °C |
| Kneading time | 30 | min |
| Kneading Temperature (°C) | Kneading Time (min) |
|---|---|
| 125 | 30 |
| 125 | 60 |
| 160 | 30 |
| 160 | 60 |
| *F: Fraction | Volume Fraction of Fibers in Solid Content in vol % | ||||||
|---|---|---|---|---|---|---|---|
| 0 | 20 | 30 | 50 | ||||
| Stearic acid (SA) concentrations in mg·m−2 | 1.1 | Total SA in Feedstock | g | 1.16 | 0.93 | 0.82 | 0.59 |
| *F Powder | weight % | 100 | 99.75 | 99.64 | 98.98 | ||
| *F Fiber | weight % | 0 | 0.25 | 0.36 | 1.02 | ||
| 2.2 | Total SA in Feedstock | g | 2.29 | 1.86 | 1.63 | 1.17 | |
| *F Powder | weight % | 100 | 99.75 | 99.57 | 98.97 | ||
| *F Fiber | weight % | 0 | 0.25 | 0.43 | 1.03 | ||
| 3.3 | Total SA in Feedstock | g | 3.48 | 2.79 | 2.45 | 1.76 | |
| *F Powder | weight % | 100 | 99.75 | 99.59 | 99.03 | ||
| *F Fiber | weight % | 0 | 0.25 | 0.41 | 0.97 | ||
| 4.4 | Total SA in Feedstock | g | 4.64 | 3.72 | 3.26 | 2.35 | |
| *F Powder | weight % | 100 | 99.75 | 99.57 | 99.02 | ||
| *F Fiber | weight % | 0 | 0.25 | 0.43 | 0.98 | ||
| 5.5 | Total SA in Feedstock | g | 5.80 | 4.66 | 4.08 | 2.93 | |
| *F Powder | weight % | 100 | 99.74 | 99.58 | 99.01 | ||
| *F Fiber | weight % | 0 | 0.26 | 0.42 | 0.99 | ||
| Specimen | Disperse Component (mN·m−1) | Polar Component (mN·m−1) |
|---|---|---|
| TM-DAR Powder | 37.00 | 26.78 |
| Nextel 610 Fiber | 25.51 | 21.53 |
| Paraffin Wax-based Binder | 23.17 | 0.10 |
| PEG4000-based Binder | 30.93 | 22.11 |
| Binder | Fiber Content | Shear Rate | Decrease in Viscosity in the Presence of PVA Sizing | Binder | Fiber Content | Shear Rate | Decrease in Viscosity in the Presence of PVA Sizing |
|---|---|---|---|---|---|---|---|
| s−1 | % | s−1 | % | ||||
| PW-based | 30 | 100 | 13.4 | PEG-based | 30 | 100 | 19.9 |
| 1000 | 13.4 | 1000 | 10.7 | ||||
| 50 | 100 | 15.8 | 50 | 100 | 21.4 | ||
| 1000 | 15.8 | 1000 | 41.1 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tülümen, H.M.; Hanemann, T.; Piotter, V.; Stenzel, D. Investigation of Feedstock Preparation for Injection Molding of Oxide–Oxide Ceramic Composites. J. Manuf. Mater. Process. 2019, 3, 9. https://doi.org/10.3390/jmmp3010009
Tülümen HM, Hanemann T, Piotter V, Stenzel D. Investigation of Feedstock Preparation for Injection Molding of Oxide–Oxide Ceramic Composites. Journal of Manufacturing and Materials Processing. 2019; 3(1):9. https://doi.org/10.3390/jmmp3010009
Chicago/Turabian StyleTülümen, Hasan Metin, Thomas Hanemann, Volker Piotter, and David Stenzel. 2019. "Investigation of Feedstock Preparation for Injection Molding of Oxide–Oxide Ceramic Composites" Journal of Manufacturing and Materials Processing 3, no. 1: 9. https://doi.org/10.3390/jmmp3010009
APA StyleTülümen, H. M., Hanemann, T., Piotter, V., & Stenzel, D. (2019). Investigation of Feedstock Preparation for Injection Molding of Oxide–Oxide Ceramic Composites. Journal of Manufacturing and Materials Processing, 3(1), 9. https://doi.org/10.3390/jmmp3010009