Assessment of Cutting Performance of Cemented Tungsten Carbide Drills in Drilling Multidirectional T700 CFRP Plate

Abstract
1. Introduction
2. Experimental
2.1. Workpiece Material
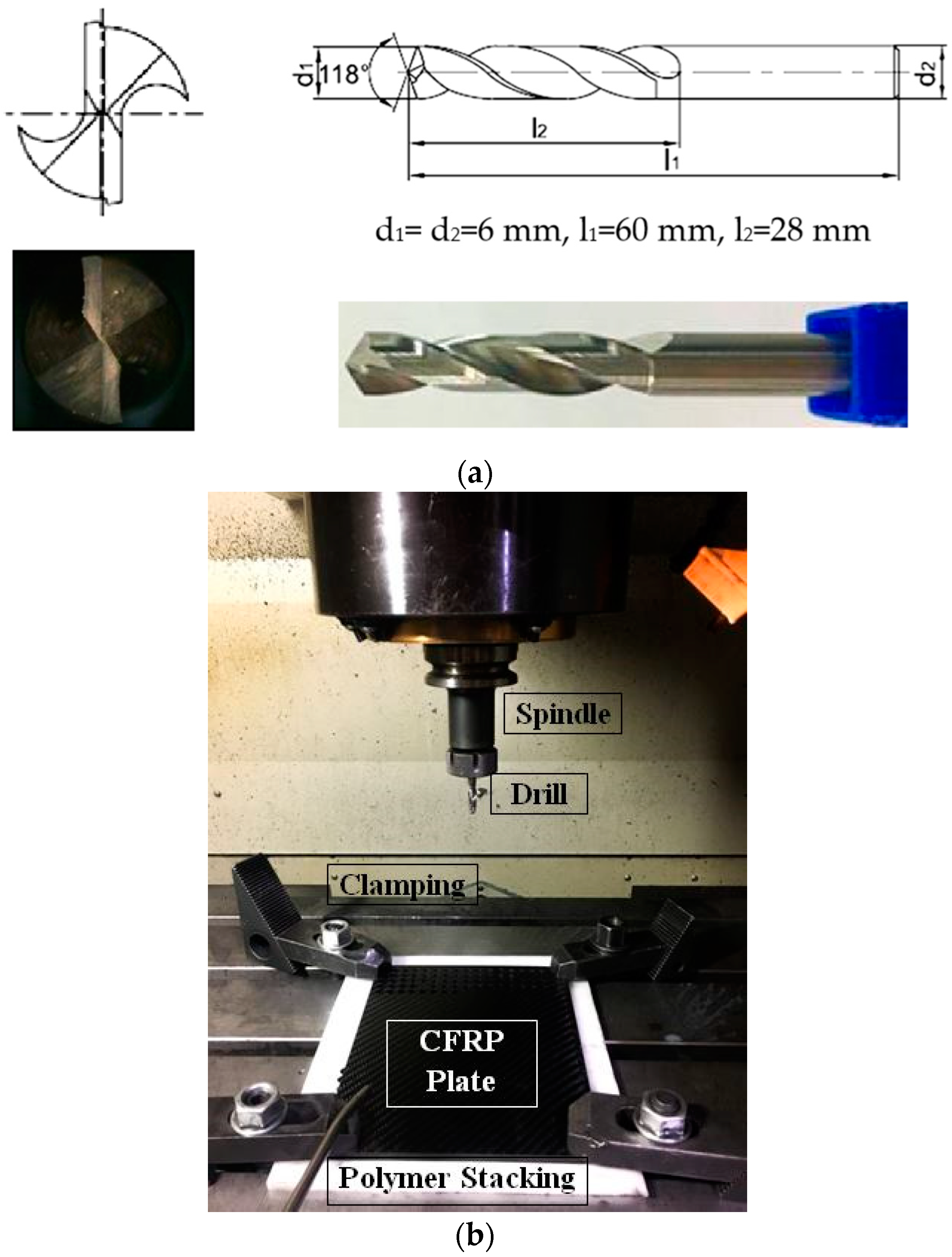
2.2. Drilling Setup and Parameters
2.3. Assessment Methods
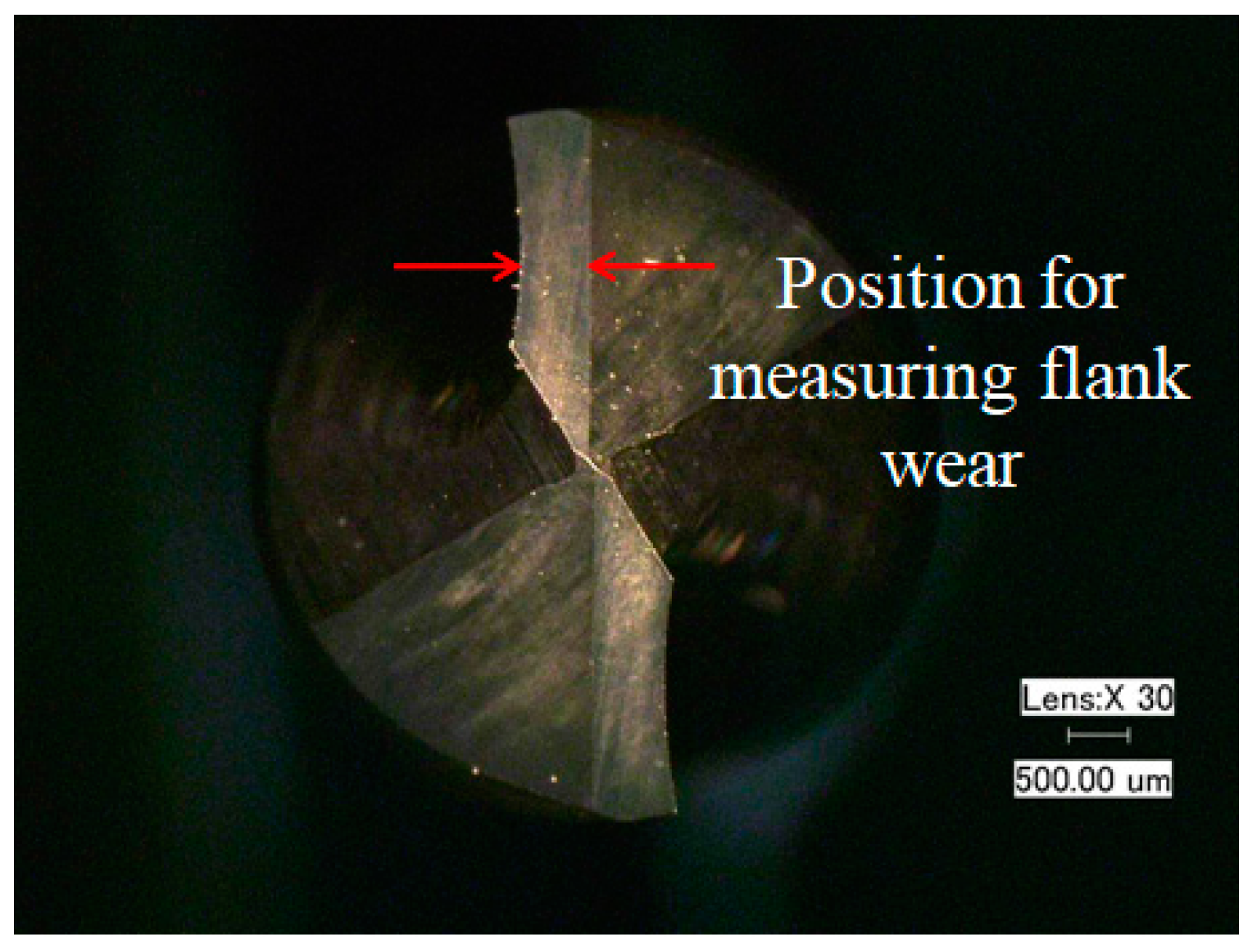
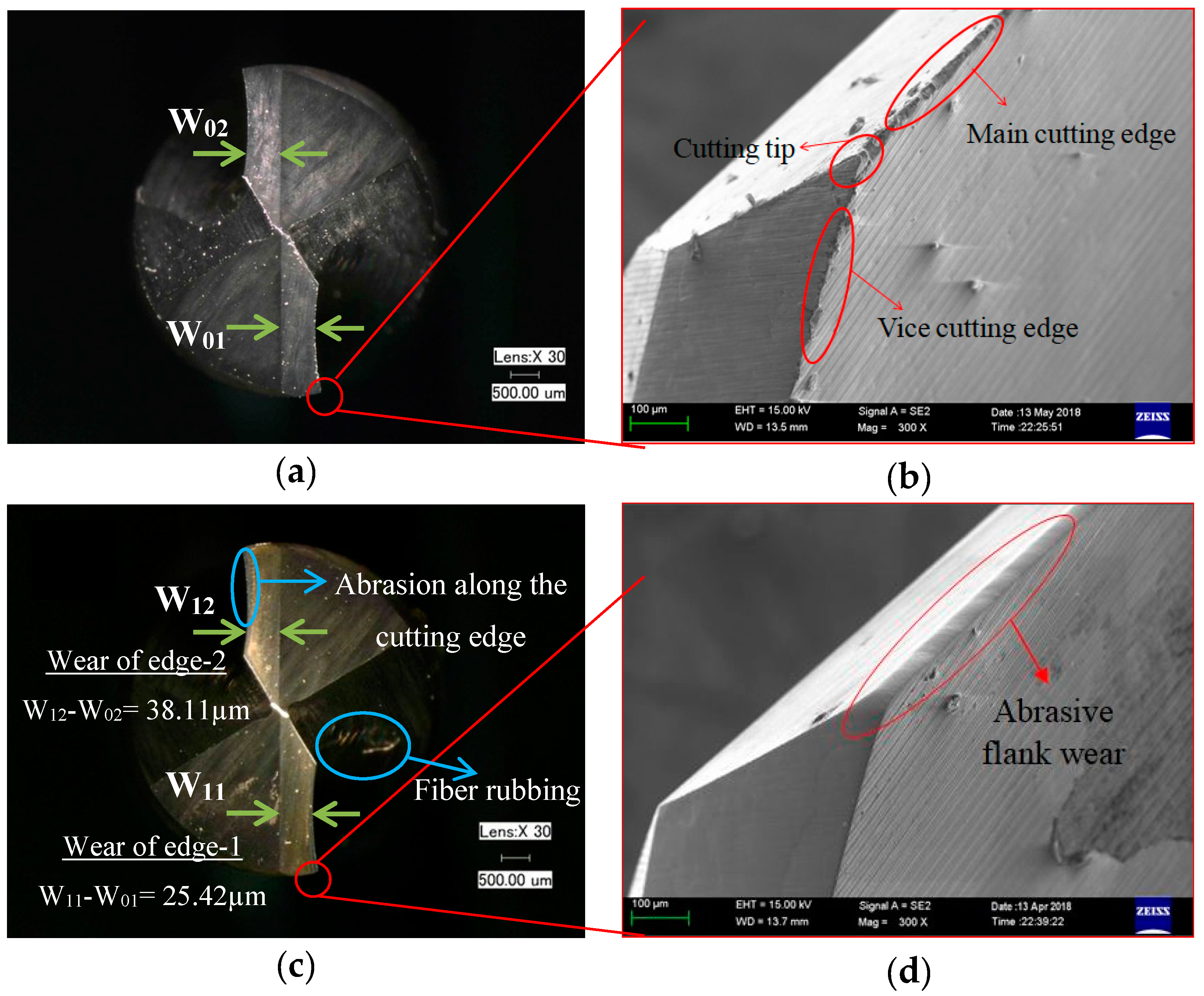
2.3.1. Tool Wear
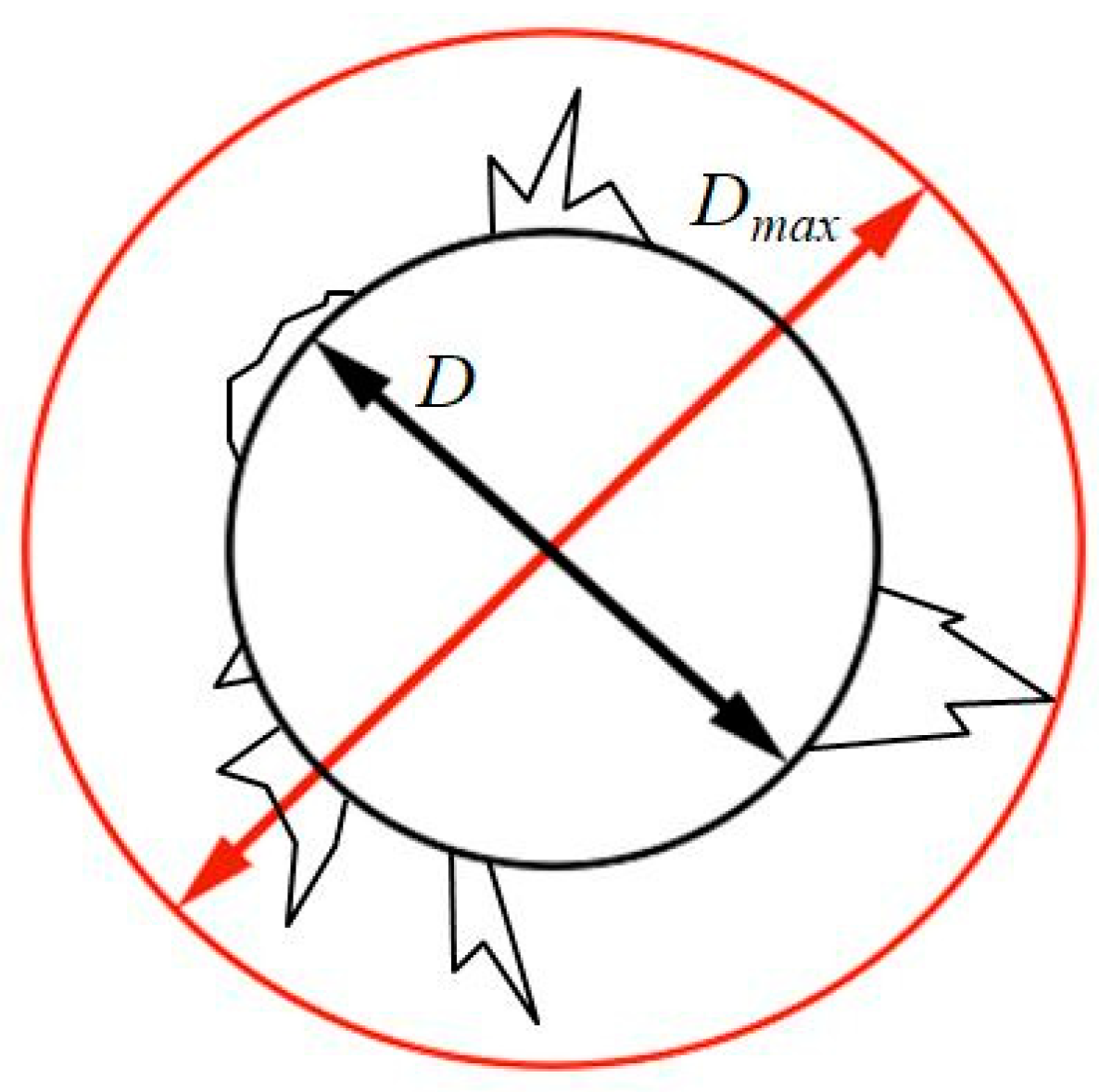
2.3.2. Delamination Factor (Fd)
2.3.3. Hole Diameter Error (Eh)
3. Results and Discussion
3.1. Tool Wear
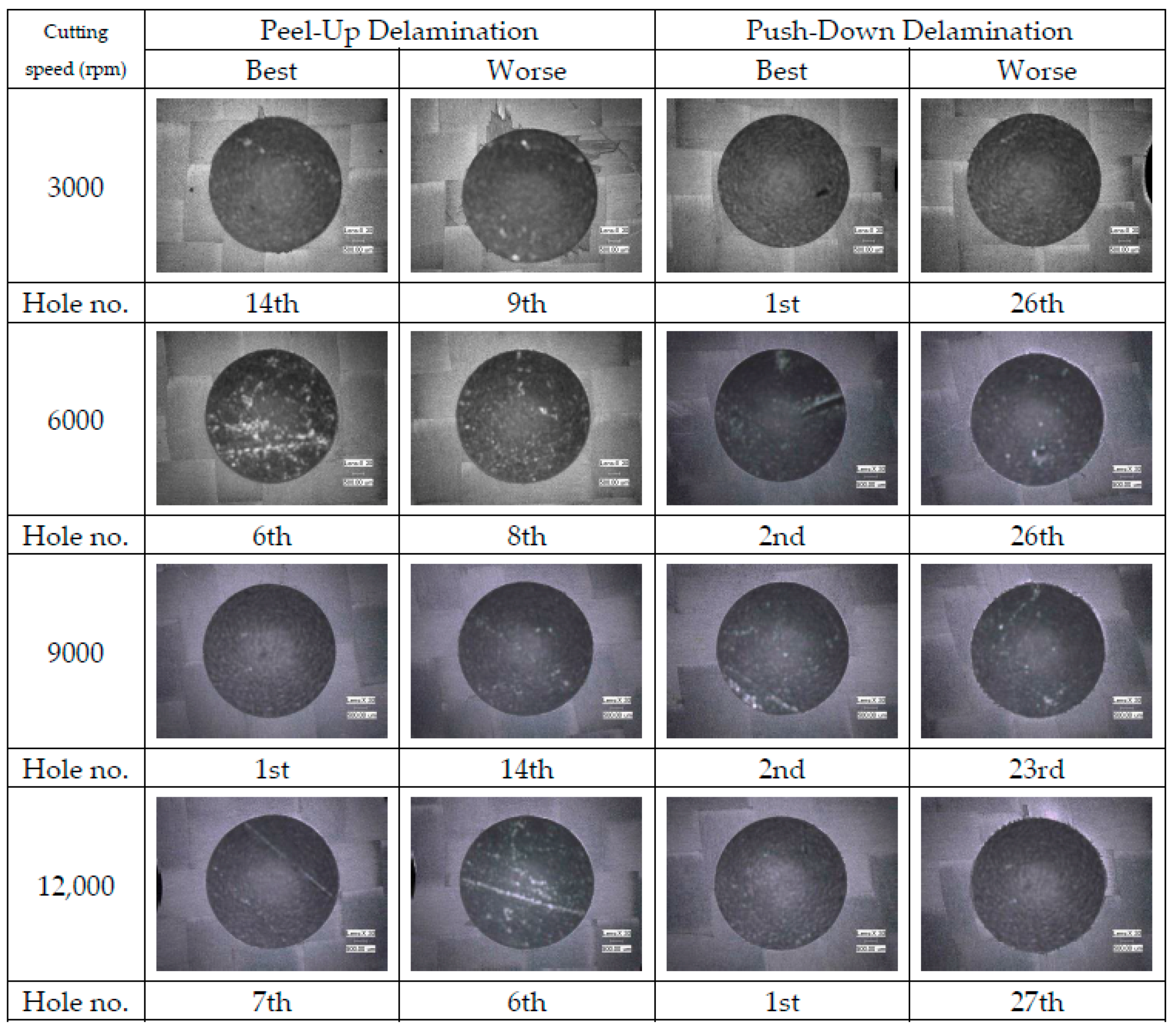
3.2. Delamination Factor (Fd)
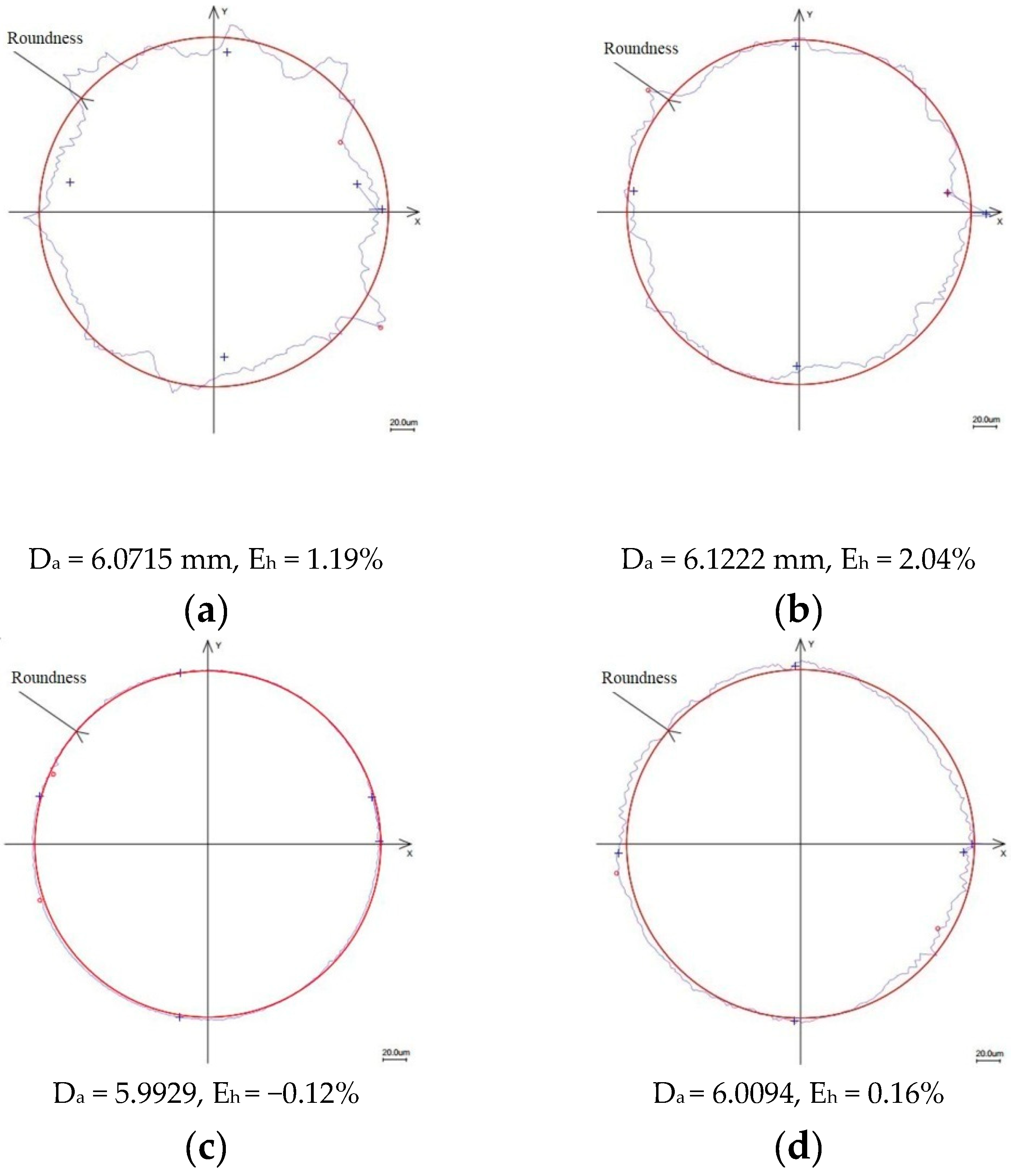
3.3. Hole Diameter Assessment
4. Conclusions
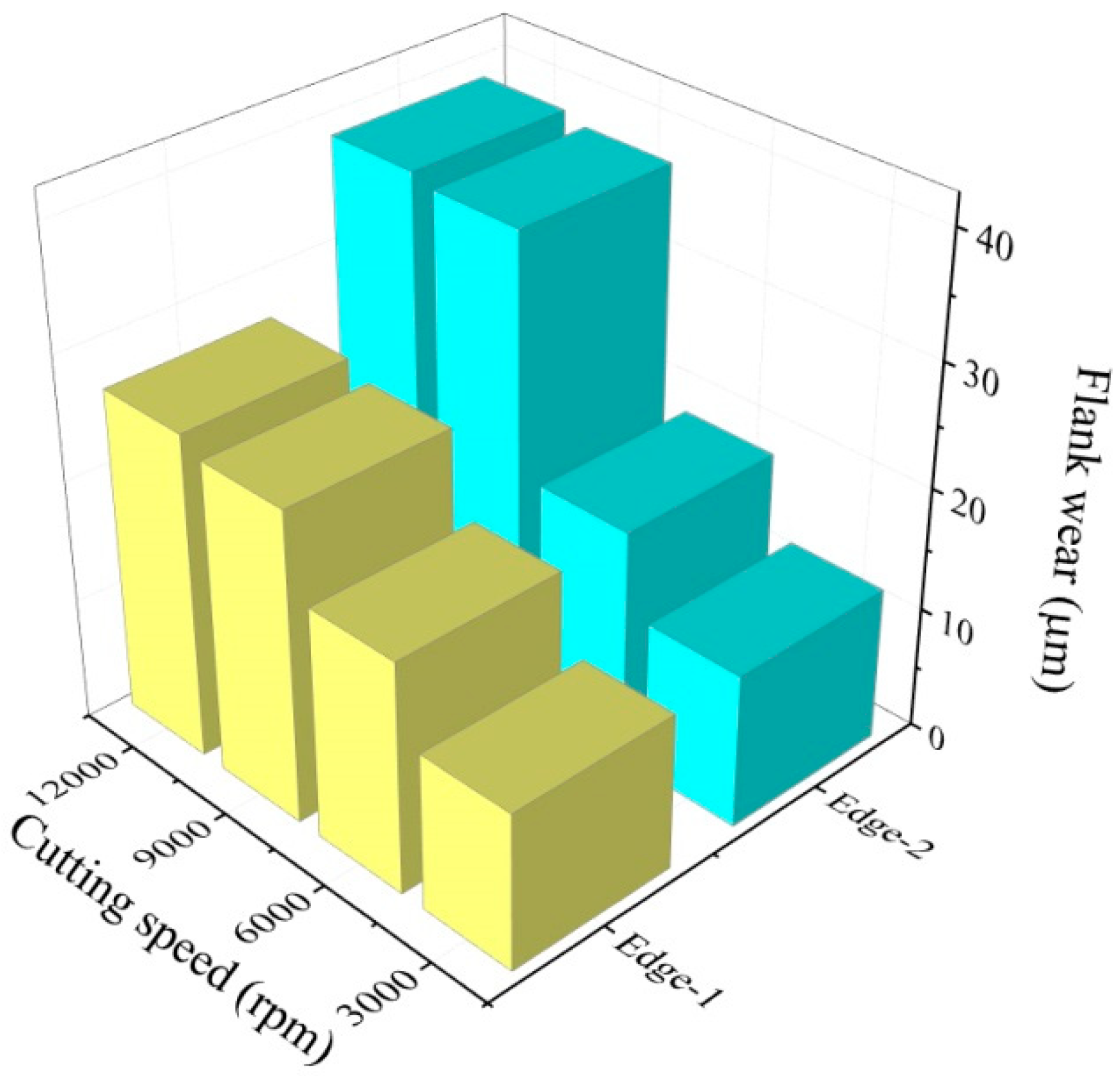
- The flank wear of the cemented WC drills increases with increasing cutting speeds during drilling of multi-directional T700 CFRP plate. At higher cutting speeds such as 12,000 rpm, there is only slight increase (~2%–4%) in flank wear of the cemented WC drill as compared to its preceding increments for cutting speeds 3000, 6000, and 9000 rpm. Abrasion is the principle cause of wear for cemented WC drills and is dominant on the flank of the primary cutting edge.
- Peel-up delamination decreases with increasing cutting speeds and it is least at 9000 rpm. At higher cutting speed of 12,000 rpm, the delamination on the entrance side tends to deteriorate slightly. Push-down delamination increases with increasing cutting speed. On the exit side, the delamination for 3000 rpm and 6000 rpm is the least.
- Cutting speed has opposite effect on delamination on the entrance and the exit side of the drilled hole in multidirectional T700 CFRP plate. Moreover, the effect of increase in cutting speed on peel-up delamination is more significant than that on push-down delamination.
- The hole diameter error Eh (%) decreases with increasing cutting speeds and so does the hole oversize. Moreover, the Eh (%) or the hole oversize decreases with increasing number of holes during drilling of multidirectional T700 CFRP plate. The holes corresponding to cutting speed of 9000 rpm show good circumferential profile with the least hole undersize of Eh (%) −0.12% and the actual diametric profile almost coinciding with nominal diameter.
- The microscopic delamination examination, narrower range of low Fd values, and least Eh (%) for 9000 rpm show that 9000 rpm is the most optimum cutting speed along with 400 mm/min feed rate for drilling multidirectional T700 CFRP plate with conventional cemented WC twist drills.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Chin, S.C.; Yahaya, F.M.; Ing, D.S.; Kusbiantoro, A.; Chong, W.K. Experimental study on shear strengthening of rc deep beams with large openings using CFRP. In Proceedings of the International Conference on Architecture, Structure and Civil Engineering, Antalya, Turkey, 7–8 September 2015. [Google Scholar]
- Ishikawa, T. Trend in carbon fiber reinforced plastic (CFRP) technology and recent applications of CFRP to aerospace structures. SEIKEI KAKOU 2005, 17, 294. [Google Scholar]
- Shanygin, A.; Fomin, V.; Kondakov, I. Designing pro-composite aircraft concepts and layouts to maximize potential benefits of high specific strength of CFRP. In Proceedings of the 28th Congress of the International Council of the Aeronautical Sciences, Brisbane, Australia, 23–28 September 2012. [Google Scholar]
- M’Saoubi, R.; Axinte, D.; Soo, S.L.; Nobel, C.; Attia, H.; Kappmeyer, G.; Engin, S.; Sim, W.M. High performance cutting of advanced aerospace alloys and composite materials. CIRP Ann. 2015, 64, 557–580. [Google Scholar] [CrossRef]
- Mays, G. Products and systems for the protection and repair of concrete structures: The current position of European standards. In Repair, Rejuvenation and Enhancement of Concrete; Thomas Telford: London, UK, 2002. [Google Scholar]
- Isbilir, O.; Ghassemieh, E. Comparative study of tool life and hole quality in drilling of CFRP/titanium stack using coated carbide drill. Mach. Sci. Technol. 2013, 17, 380–409. [Google Scholar] [CrossRef]
- Sakamoto, S.; Iwasa, H. Effect of cutting revolution speed on cutting temperature in helical milling of CFRP composite laminates. Key Eng. Mater. 2012, 523, 58–63. [Google Scholar] [CrossRef]
- Olvera, D.; Lopez de Lacalle, L.N.L.; Urbikain, G.; Lamikiz, A.; Rodal, P.; Zamakona, I. Hole making using ball helical milling on titanium alloys. Mach. Sci. Technol. 2012, 16, 173–188. [Google Scholar] [CrossRef]
- Karpat, Y.; Değer, B.; Bahtiyar, O. Drilling thick fabric woven CFRP laminates with double point angle drills. J. Mater. Process. Technol. 2012, 212, 2117–2127. [Google Scholar] [CrossRef]
- Ramirez, C.; Poulachon, G.; Rossi, F.; M’Saoubi, R. Tool wear monitoring and hole surface quality during CFRP drilling. Procedia CIRP 2014, 13, 163–168. [Google Scholar] [CrossRef]
- Melentiev, R.; Priarone, P.C.; Robiglio, M.; Settineri, L. Effects of tool geometry and process parameters on delamination in CFRP drilling: An overview. Procedia CIRP 2016, 45, 31–34. [Google Scholar] [CrossRef]
- Abrao, A.M.; Rubio, J.C.; Faria, P.E.; Davim, J.P. The effect of cutting tool geometry on thrust force and delamination when drilling glass fibre reinforced plastic composite. Mater. Des. 2008, 29, 508–513. [Google Scholar] [CrossRef]
- Shyha, I.S.; Aspinwall, D.K.; Soo, S.L.; Bradley, S. Drill geometry and operating effects when cutting small diameter holes in CFRP. Int. J. Mach. Tools Manuf. 2009, 49, 1008–1014. [Google Scholar] [CrossRef]
- Tsao, C.; Hocheng, H. Effect of tool wear on delamination in drilling composite materials. Int. J. Mech. Sci. 2007, 49, 983–988. [Google Scholar] [CrossRef]
- Lazar, M.-B.; Xirouchakis, P. Experimental analysis of drilling fiber reinforced composites. Int. J. Mach. Tools Manuf. 2011, 51, 937–946. [Google Scholar] [CrossRef]
- Tsao, C.; Hocheng, H. Computerized tomography and C-Scan for measuring delamination in the drilling of composite materials using various drills. Int. J. Mach. Tools Manuf. 2005, 45, 1282–1287. [Google Scholar] [CrossRef]
- Durão, L.M.P.; Gonçalves, D.J.; Tavares, J.M.R.; de Albuquerque, V.H.C.; Vieira, A.A.; Marques, A.T. Drilling tool geometry evaluation for reinforced composite laminates. Compos. Struct. 2010, 92, 1545–1550. [Google Scholar] [CrossRef]
- Marques, A.T.; Durão, L.M.; Magalhães, A.G.; Silva, J.F.; Tavares, J.M.R. Delamination analysis of carbon fibre reinforced laminates: evaluation of a special step drill. Compos. Sci. Technol. 2009, 69, 2376–2382. [Google Scholar] [CrossRef]
- Durão, L.M.P.; Magalhães, A.G.; Tavares, J.M.R.; Marques, A.T. Delamination Analysis after Carbon/Epoxy Plate Drilling. Repository of the University of Porto. 2005. Available online: https://web.fe.up.pt/~tavares/downloads/publications/artigos/ENVC2005_artigo__LD_JT.pdf (accessed on 21 May 2018).
- Tsao, C.; Hocheng, H. Parametric study on thrust force of core drill. J. Mater. Process. Technol. 2007, 192, 37–40. [Google Scholar] [CrossRef]
- Tsao, C. Taguchi analysis of drilling quality associated with core drill in drilling of composite material. Int. J. Adv. Manuf. Technol. 2007, 32, 877–884. [Google Scholar] [CrossRef]
- Tsao, C. Investigation into the effects of drilling parameters on delamination by various step-core drills. J. Mater. Process. Technol. 2008, 206, 405–411. [Google Scholar] [CrossRef]
- Tsao, C. Experimental study of drilling composite materials with step-core drill. Mater. Des. 2008, 29, 1740–1744. [Google Scholar] [CrossRef]
- Tsao, C.; Chiu, Y. Evaluation of drilling parameters on thrust force in drilling carbon fiber reinforced plastic (CFRP) composite laminates using compound core-special drills. Int. J. Mach. Tools Manuf. 2011, 51, 740–744. [Google Scholar] [CrossRef]
- Silva, J.M.; Ferreira, F.; Abreu, S.M.; Matos, J.E.; Durão, L.M.P. Correlation of drilling damage with mechanical strength: A geometrical approach. Compos. Struct. 2017, 181, 306–314. [Google Scholar] [CrossRef]
- Faria, P.E.; Rubio, J.C.; Abrao, A.M.; Davim, J.P. The influence of tool wear on delamination when drilling glass fibre reinforced epoxy composite with high speed steel and cemented carbide tools. Int. J. Mater. Prod. Technol. 2009, 37, 129–139. [Google Scholar] [CrossRef]
- Davim, J.P.; Reis, P. Study of delamination in drilling carbon fiber reinforced plastics (CFRP) using design experiments. Compos. Struct. 2003, 59, 481–487. [Google Scholar] [CrossRef]
- Rawat, S.; Attia, H. Wear mechanisms and tool life management of WC–Co drills during dry high speed drilling of woven carbon fibre composites. Wear 2009, 267, 1022–1030. [Google Scholar] [CrossRef]
- Chen, W.-C. Some experimental investigations in the drilling of carbon fiber-reinforced plastic (CFRP) composite laminates. Int. J. Mach. Tools Manuf. 1997, 37, 1097–1108. [Google Scholar] [CrossRef]
- Faraz, A.; Biermann, D.; Weinert, K. Cutting edge rounding: An innovative tool wear criterion in drilling CFRP composite laminates. Int. J. Mach. Tools Manuf. 2009, 49, 1185–1196. [Google Scholar] [CrossRef]
- Gordon, S.; Hillery, M. A review of the cutting of composite materials. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2003, 217, 35–45. [Google Scholar] [CrossRef]
- Sheikh-Ahmad, J.; Davim, J. Tool wear in machining processes for composites. In Machining Technology for Composite Materials; Woodhead Publishing: Cambridge, UK, 2012; pp. 116–153. [Google Scholar] [CrossRef]
- Fernández-Valdivielso, A.; Lopez de Lacalle, L.N.L.; Urbikain, G.; Rodriguez, A. Detecting the key geometrical features and grades of carbide inserts for the turning of nickel-based alloys concerning surface integrity. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2016, 230, 3725–3742. [Google Scholar] [CrossRef]
- Rawat, S.; Attia, H. Characterization of the dry high speed drilling process of woven composites using Machinability Maps approach. CIRP Ann. 2009, 58, 105–108. [Google Scholar] [CrossRef]
- Brinksmeier, E.; Fangmann, S.; Rentsch, R. Drilling of composites and resulting surface integrity. CIRP Ann. 2011, 60, 57–60. [Google Scholar] [CrossRef]
- Murphy, C.; Byrne, G.; Gilchrist, M. The performance of coated tungsten carbide drills when machining carbon fibre-reinforced epoxy composite materials. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2002, 216, 143–152. [Google Scholar] [CrossRef]
- Garg, A.C. Delamination—A damage mode in composite structures. Eng. Fract. Mech. 1988, 29, 557–584. [Google Scholar] [CrossRef]
- Gaugel, S.; Sripathy, P.; Haeger, A.; Meinhard, D.; Bernthaler, T.; Lissek, F.; Kaufeld, M.; Knoblauch, V.; Schneider, G. A comparative study on tool wear and laminate damage in drilling of carbon-fiber reinforced polymers (CFRP). Compos. Struct. 2016, 155, 173–183. [Google Scholar] [CrossRef]
- Krishnaraj, V.; Prabukarthi, A.; Ramanathan, A.; Elanghovan, N.; Kumar, M.S.; Zitoune, R.; Davim, J.P. Optimization of machining parameters at high speed drilling of carbon fiber reinforced plastic (CFRP) laminates. Compos. Part B Eng. 2012, 43, 1791–1799. [Google Scholar] [CrossRef]
- Davim, J.P.; Reis, P. Drilling carbon fiber reinforced plastics manufactured by autoclave—Experimental and statistical study. Mater. Des. 2003, 24, 315–324. [Google Scholar] [CrossRef]
- Xu, J.; An, Q.; Cai, X.; Chen, M. Drilling machinability evaluation on new developed high-strength T800S/250F CFRP laminates. Int. J. Precis. Eng. Manuf. 2013, 14, 1687–1696. [Google Scholar] [CrossRef]
- Zhang, J.G.; Wang, B.; Sun, F.H.; Gao, H. Improvement on the Cutting Performance of CVD Diamond Coated Drills in Drilling CFRP. Key Eng. Mater. 2012, 499, 366–371. [Google Scholar] [CrossRef]
- Xu, J.; An, Q.; Chen, M. A comparative evaluation of polycrystalline diamond drills in drilling high-strength T800S/250F CFRP. Compos. Struct. 2014, 117, 71–82. [Google Scholar] [CrossRef]
- Shyha, I.; Soo, S.L.; Aspinwall, D.; Bradley, S. Effect of laminate configuration and feed rate on cutting performance when drilling holes in carbon fibre reinforced plastic composites. J. Mater. Process. Technol. 2010, 210, 1023–1034. [Google Scholar] [CrossRef]
- Halim, A.; Huda, N.F.; Aminanda, Y. Experimental Study of Cutting Parameter for Drilling on Fabric Carbon/Epoxy Laminates. Adv. Mater. Res. 2011, 311, 240–243. [Google Scholar] [CrossRef]
- Lopez de Lacalle, L.N.L.; Rivero, A.; Lamikiz, A. Mechanistic model for drills with double point-angle edges. Int. J. Adv. Manuf. Technol. 2009, 40, 447–457. [Google Scholar] [CrossRef]
- Hocheng, H.; Tsao, C. The path towards delamination-free drilling of composite materials. J. Mater. Process. Technol. 2005, 167, 251–264. [Google Scholar] [CrossRef]
- Capello, E. Workpiece damping and its effect on delamination damage in drilling thin composite laminates. J. Mater. Process. Technol. 2004, 148, 186–195. [Google Scholar] [CrossRef]
- Harris, M.; Qureshi, M.A.M.; Saleem, M.Q.; Khan, S.A.; Bhutta, M.M.A. Carbon fiber-reinforced polymer composite drilling via aluminum chromium nitride-coated tools: Hole quality and tool wear assessment. J. Reinf. Plast. Compos. 2017, 36, 1403–1420. [Google Scholar] [CrossRef]
- Zimmermann, M.; Heberger, L.; Schneider, F.; Effgen, C.; Aurich, J.C. Investigation of chip formation and workpiece load when machining carbon-fiber-reinforced-polymer (CFRP). Procedia Manuf. 2016, 6, 124–131. [Google Scholar] [CrossRef]
- Cadorin, N.; Zitoune, R. Wear signature on hole defects as a function of cutting tool material for drilling 3D interlock composite. Wear 2015, 332, 742–751. [Google Scholar] [CrossRef]
- Masuda, M.; Kuroshima, Y.; Chujo, Y. Failure of tungsten carbide-cobalt alloy tools in machining of carbon materials. Wear 1993, 169, 135–140. [Google Scholar] [CrossRef]
- Teti, R. Machining of composite materials. CIRP Ann. 2002, 51, 611–634. [Google Scholar] [CrossRef]
- Haeger, A.; Schoen, G.; Lissek, F.; Meinhard, D.; Kaufeld, M.; Schneider, G.; Schuhmacher, S.; Knoblauch, V. Non-destructive Detection of Drilling-induced Delamination in CFRP and its Effect on Mechanical Properties. Procedia Eng. 2016, 149, 130–142. [Google Scholar] [CrossRef]
- Ho-Cheng, H.; Dharan, C. Delamination during drilling in composite laminates. J. Eng. Ind. 1990, 112, 236–239. [Google Scholar] [CrossRef]
- Raj, D.S.; Karunamoorthy, L. Study of the effect of tool wear on hole quality in drilling CFRP to select a suitable drill for multi-criteria hole quality. Mater. Manuf. Process. 2016, 31, 587–592. [Google Scholar] [CrossRef]
- Palanikumar, K. Experimental investigation and optimisation in drilling of GFRP composites. Measurement 2011, 44, 2138–2148. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Tensile Strength (MPa) | Elastic Modulus (GPa) | Density (g/cm3) |
|---|---|---|---|
| T700S fiber | 4900 | 230 | 1.80 |
| Prepreg | 4860 | 234 | 1.79 |
| Cutting Speed (rpm) | Feed Rate (mm/min) |
|---|---|
| 3000 | 400 |
| 6000 | |
| 9000 | |
| 12,000 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ali, M.; Xiang, L.; Yue, D.; Liu, G. Assessment of Cutting Performance of Cemented Tungsten Carbide Drills in Drilling Multidirectional T700 CFRP Plate. J. Manuf. Mater. Process. 2018, 2, 43. https://doi.org/10.3390/jmmp2030043
Ali M, Xiang L, Yue D, Liu G. Assessment of Cutting Performance of Cemented Tungsten Carbide Drills in Drilling Multidirectional T700 CFRP Plate. Journal of Manufacturing and Materials Processing. 2018; 2(3):43. https://doi.org/10.3390/jmmp2030043
Chicago/Turabian StyleAli, Mohsin, Li Xiang, Dong Yue, and Guojian Liu. 2018. "Assessment of Cutting Performance of Cemented Tungsten Carbide Drills in Drilling Multidirectional T700 CFRP Plate" Journal of Manufacturing and Materials Processing 2, no. 3: 43. https://doi.org/10.3390/jmmp2030043
APA StyleAli, M., Xiang, L., Yue, D., & Liu, G. (2018). Assessment of Cutting Performance of Cemented Tungsten Carbide Drills in Drilling Multidirectional T700 CFRP Plate. Journal of Manufacturing and Materials Processing, 2(3), 43. https://doi.org/10.3390/jmmp2030043