Modal Analysis, Metrology, and Error Budgeting of a Precision Motion Stage


Abstract
:1. Introduction
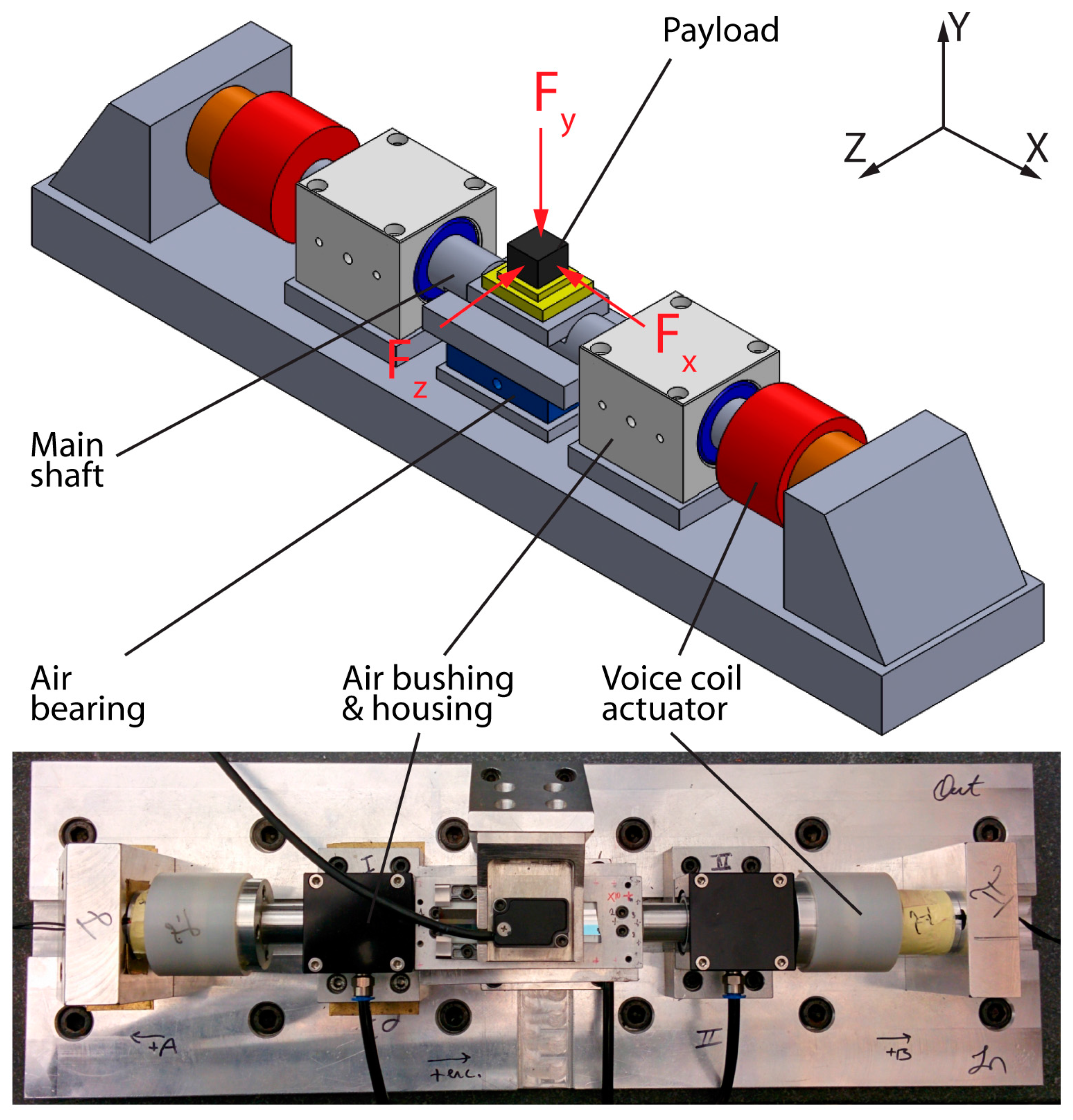
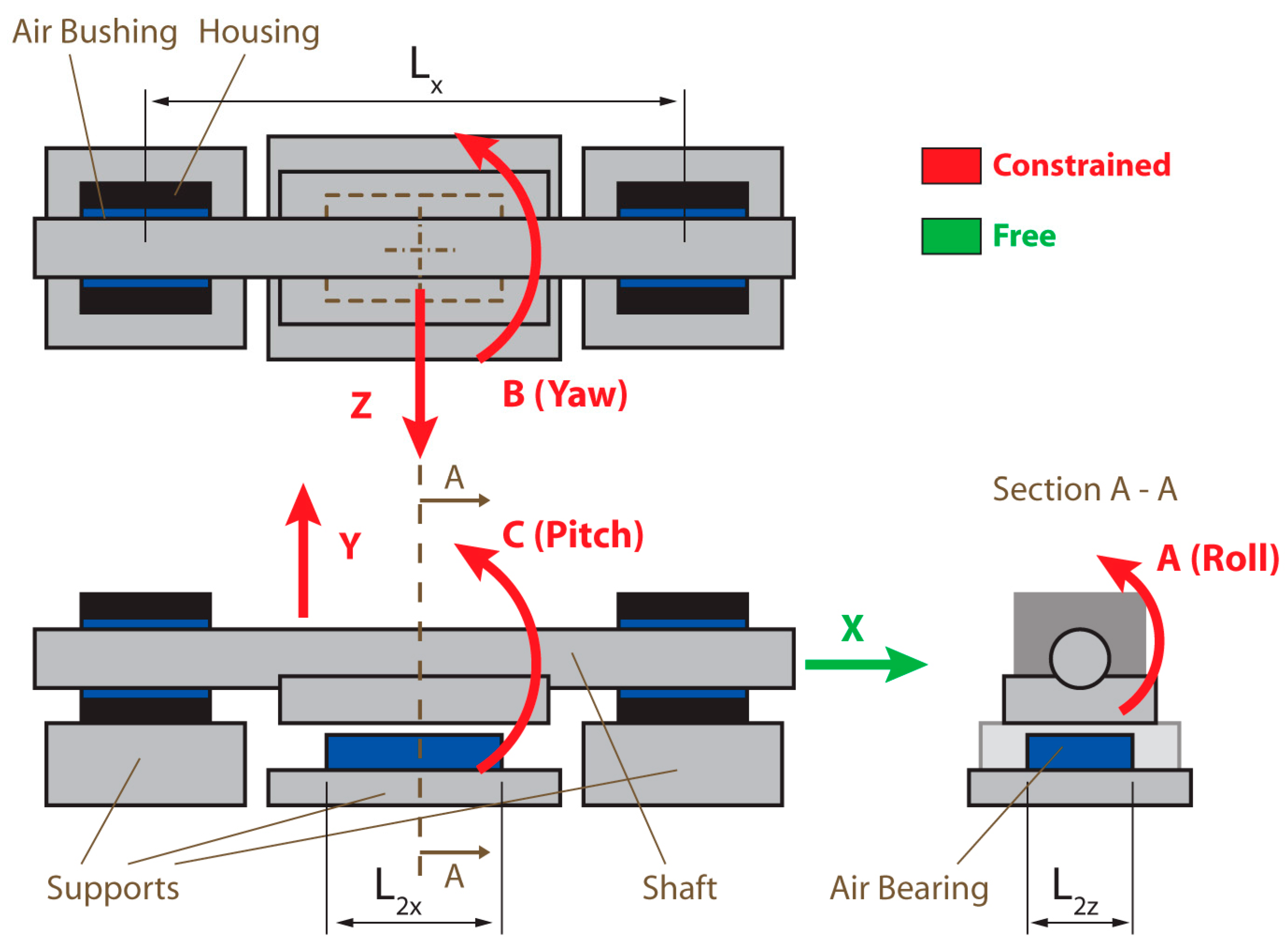
- The nano-positioner utilizes a single shaft engaged to air bushings, instead of the more commonly used double shaft arrangement. The roll resistance is provided by the air bearing at the bottom. This way, the self-aligning property of the air bushings, which are held in the housings using O-rings, is exploited to the greatest extent, making the manufacturing and assembly of the stage easy and low-cost.
- Actuation is provided by two voice coil actuators (VCA) operating in moving magnet mode in complementary double configuration.
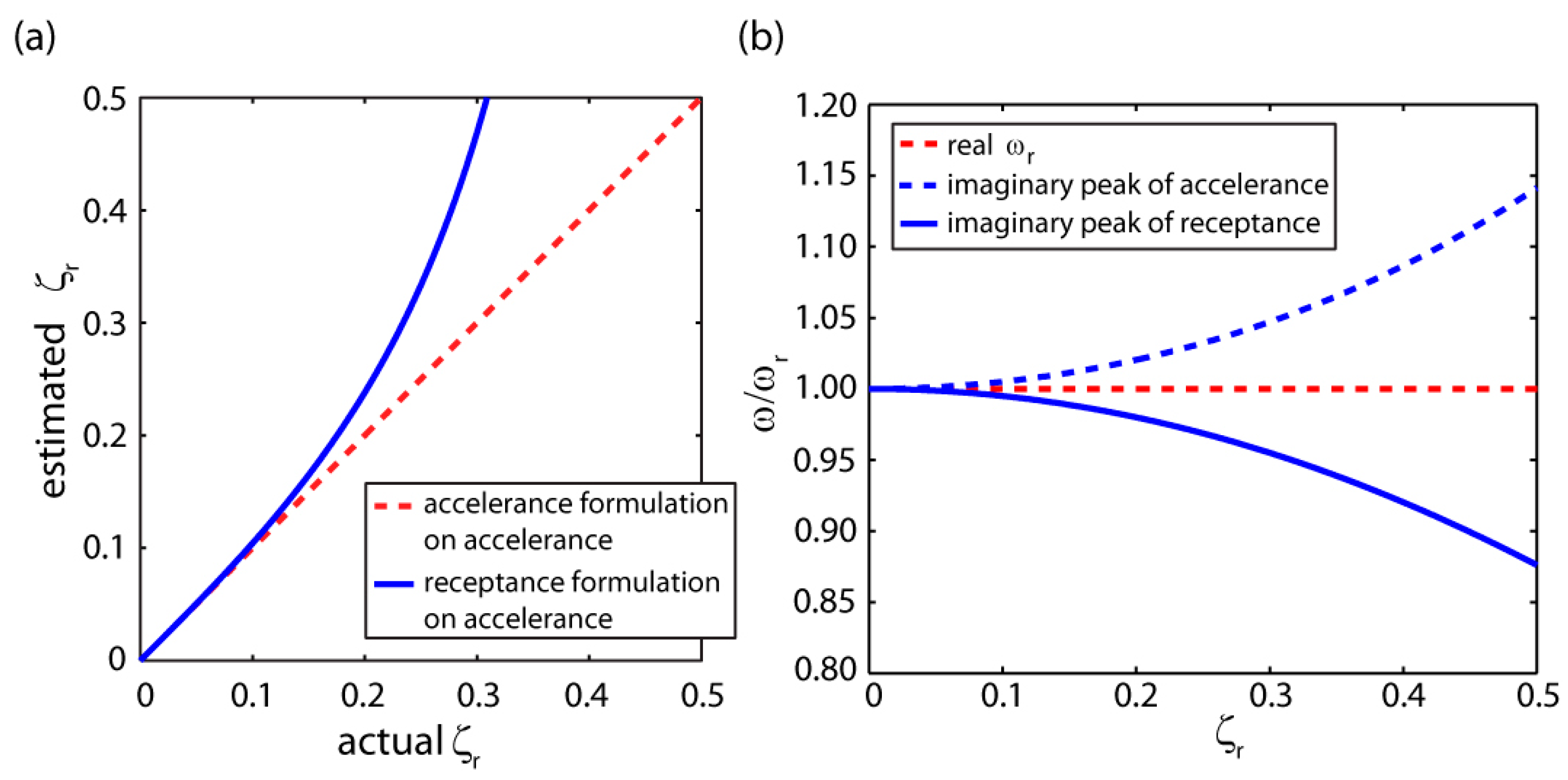
- A modified ‘peak-picking’ approach has been developed which directly utilizes the accelerance measurement, through its modified formulations for the estimation of modal parameters. This way, the bias at low frequency, observed in the receptance plots obtained from accelerance via double integration, is avoided. Searching the modal analysis literature [3,4,5], the authors were not able to find a peak picking method which directly works with accelerance. With this study, we hope to fill in this gap.
- Modal testing, laser interferometric metrology, and error budgeting, although being established methods, have been applied to a novel precision motion stage design [2] for the first time. Outcome from these tests has allowed an in-depth evaluation of several design features regarding the overall accuracy and applicability of the motion stage in the micro-machining framework.
- A hybrid error budget has been compiled which combines the commonly considered quasi-static geometric, thermal, and steady-state servo errors with the dynamic component due to cutting forces. The 3-axis harmonic deflections due to machining forces, at the workpiece level of the stage, could only be predicted using the spatial modal testing results.
2. Vibratory Dynamics
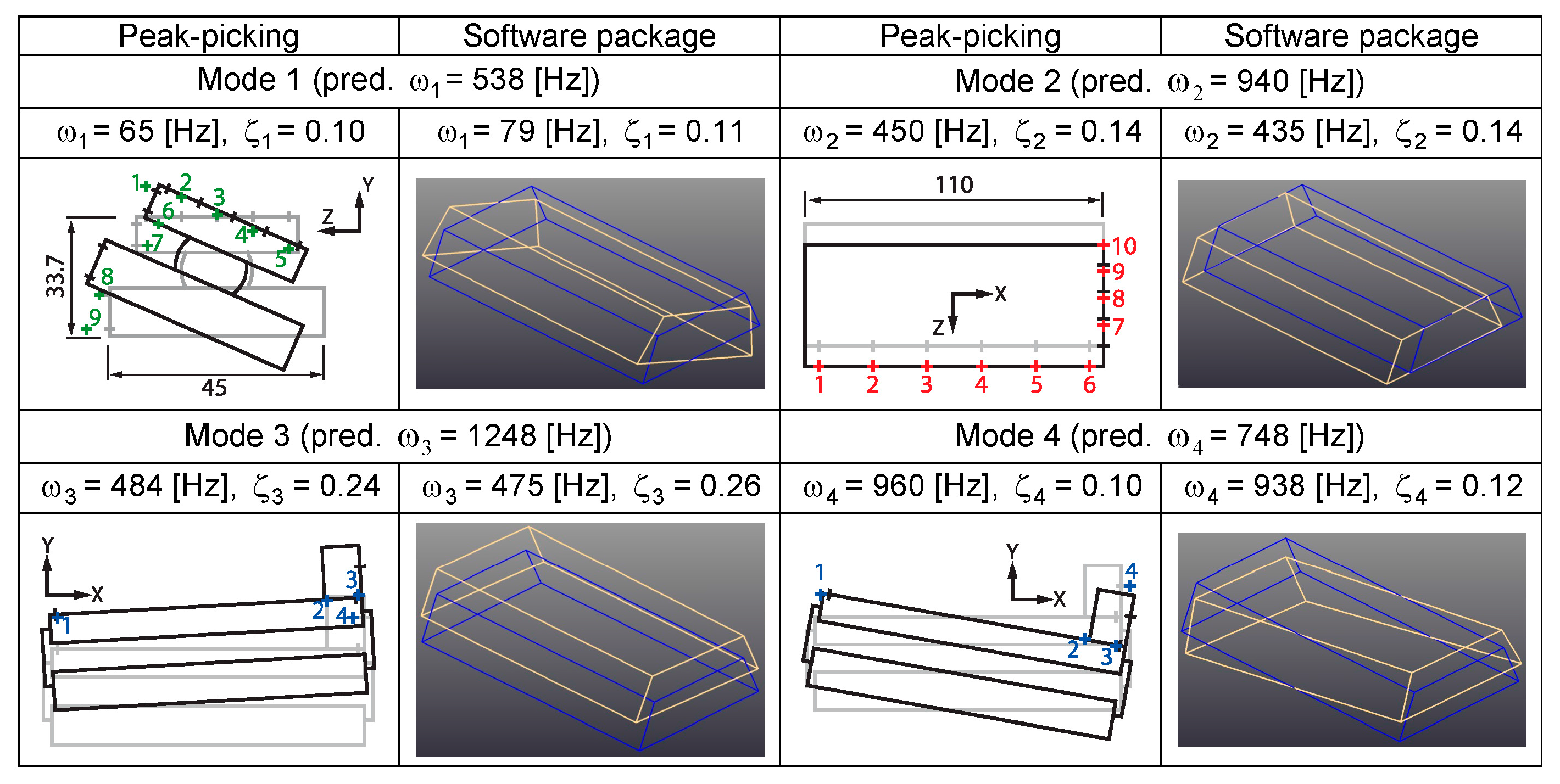
2.1. Predicted Vibration Modes
2.2. Summary of Modal Testing Methods
2.3. Modal Analysis Method 1 (Modified Peak-Picking Approach)
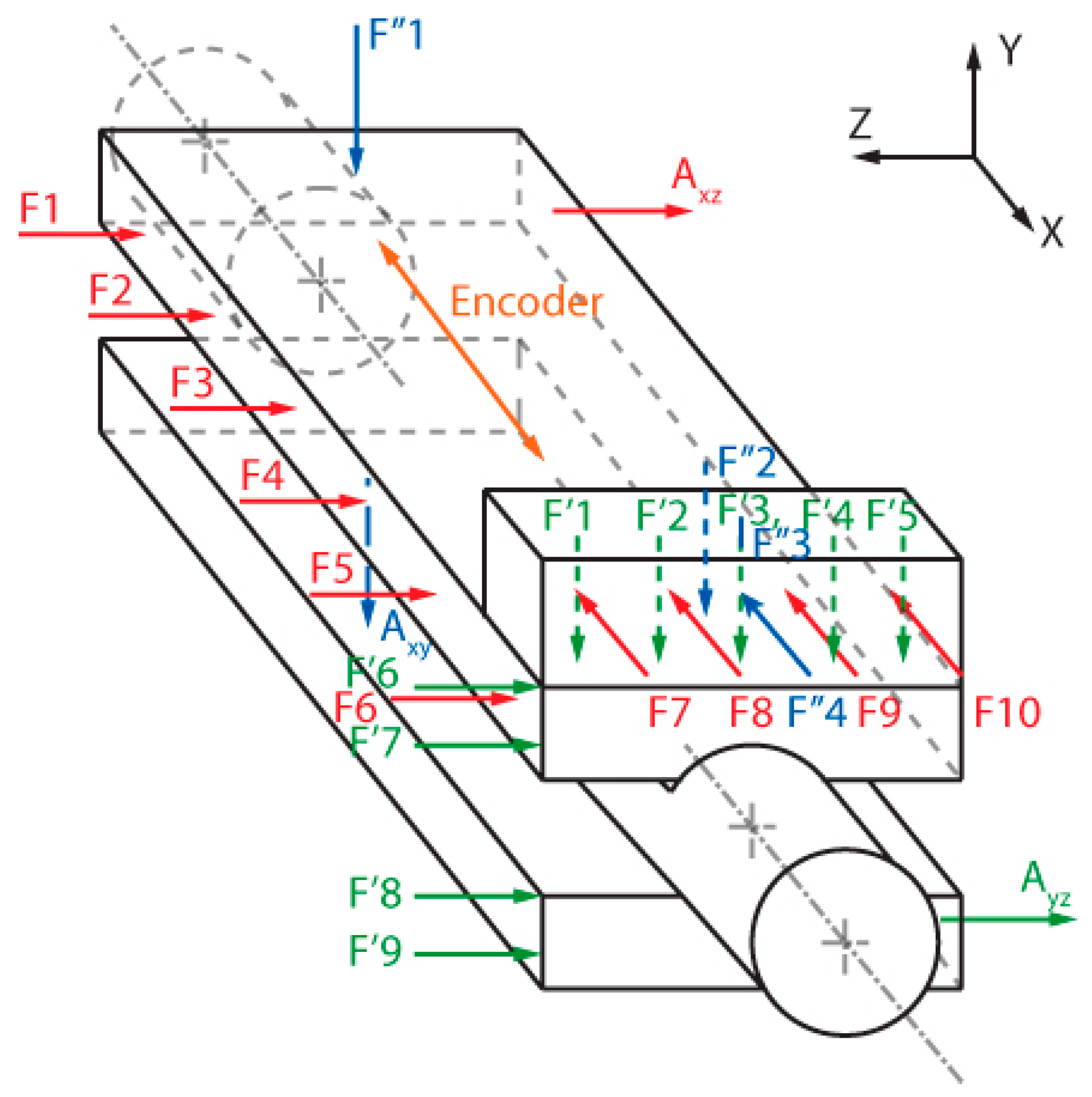
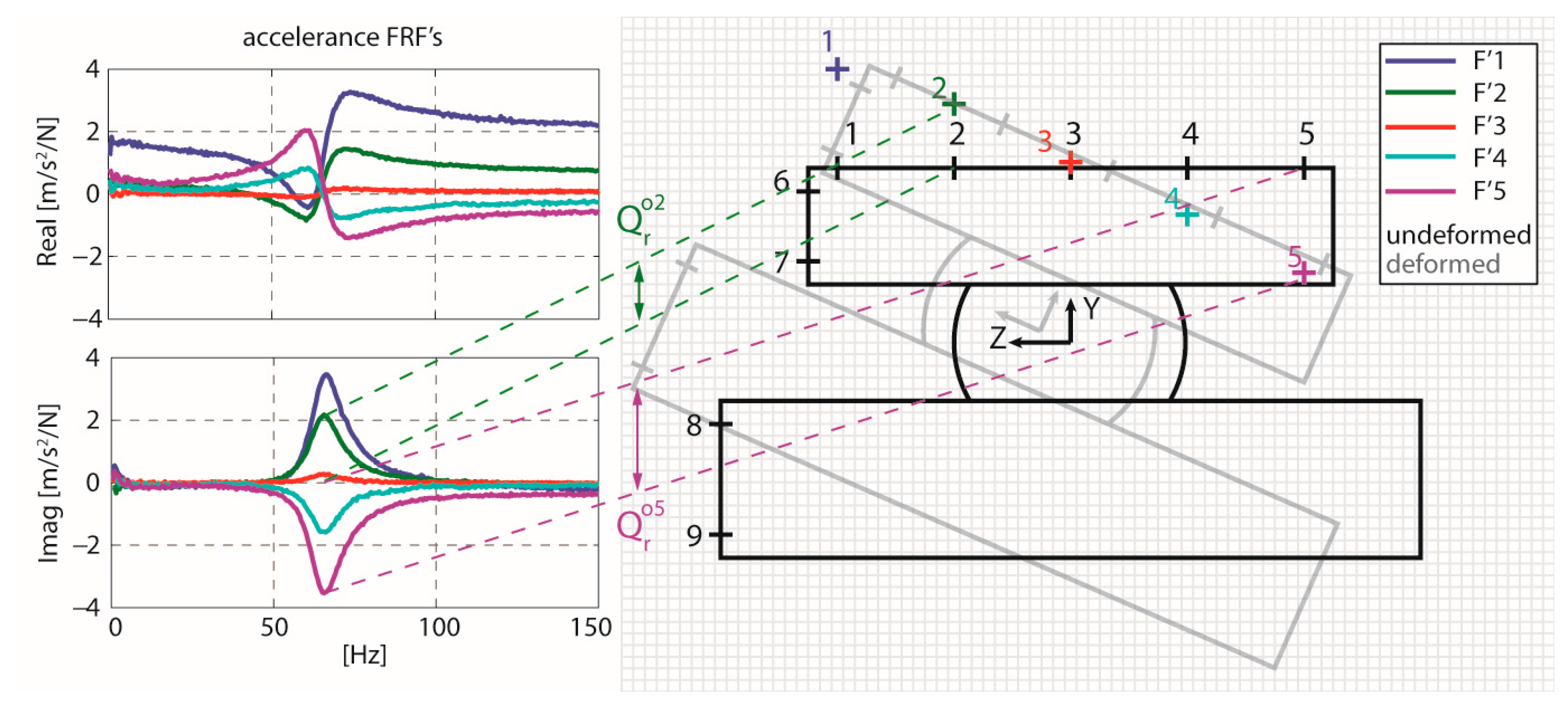
2.3.1. Impact and Measurement Points
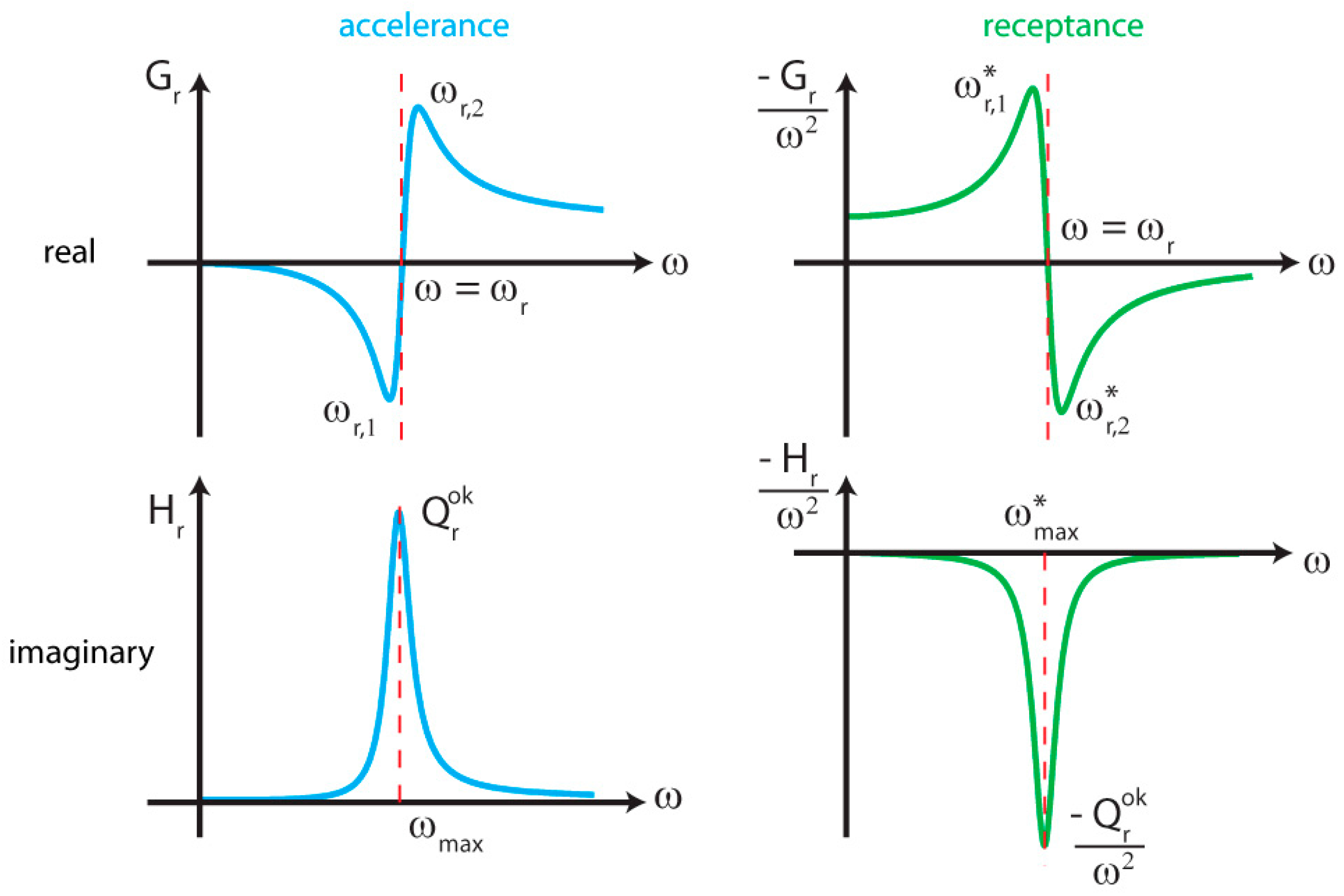
2.3.2. Method of Analysis
- Setting yields two positive roots as, and . Hence, in our approach, the frequency values coinciding with the minimum and maximum real components of accelerance around the natural frequency () are used to determine the damping ratio as,
- ii.
- Setting yields only as the positive root. For , can be assumed. Hence, the imaginary peak/dip location is used to identify the natural frequency (). For receptance, the imaginary peak location is obtained as,
- iii.
- Limit yields and 0. Hence, real part of accelerance has residues from the lower frequency modes, and using the horizontal axis crossing of for natural frequency estimation would be inaccurate.
- iv.
- Limit 0 yields 0 and 0. Hence, in accelerance, higher frequency modes typically do not have an influence on their lower frequency counterparts. In the case of receptance, the situation is reversed in which the higher frequency modes affect the real part only, and lower frequency modes exert very little influence.
2.4. Modal Analysis Method 2 (Software Package)
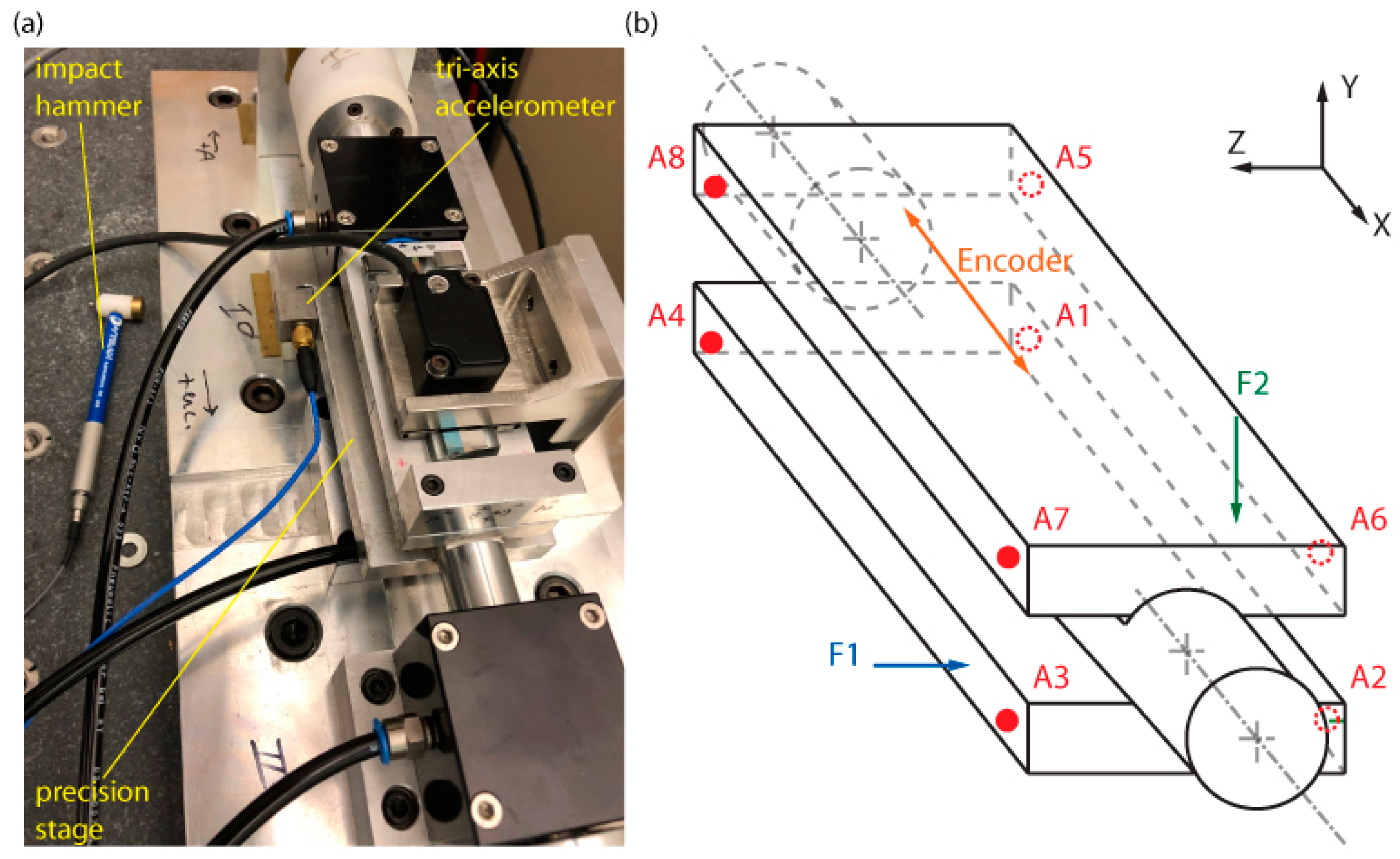
2.4.1. Impact and Measurement Points
2.4.2. Method of Analysis
2.5. Measurements from the Encoder
2.6. Comparative Results and Discussion
- For a quick and straightforward assessment of the most prominent vibration modes (starting from the first mode) the ‘peak-picking’ procedure can be applied, as it is shown to yield sufficient accuracy. This information can be incorporated in the determination of the control bandwidth.
- For further investigation of the vibratory dynamics, typically with >5 modes, as well as for the representation of mode shapes in three dimensions, a software package similar to the one utilized in this paper can be used.
- Results from the two methods can be combined in the assessment of design features, like the magnitude and geometry of the compliances of the stage and bearings, as exemplified in this study by the less than ideal roll resistance observed through modal testing.
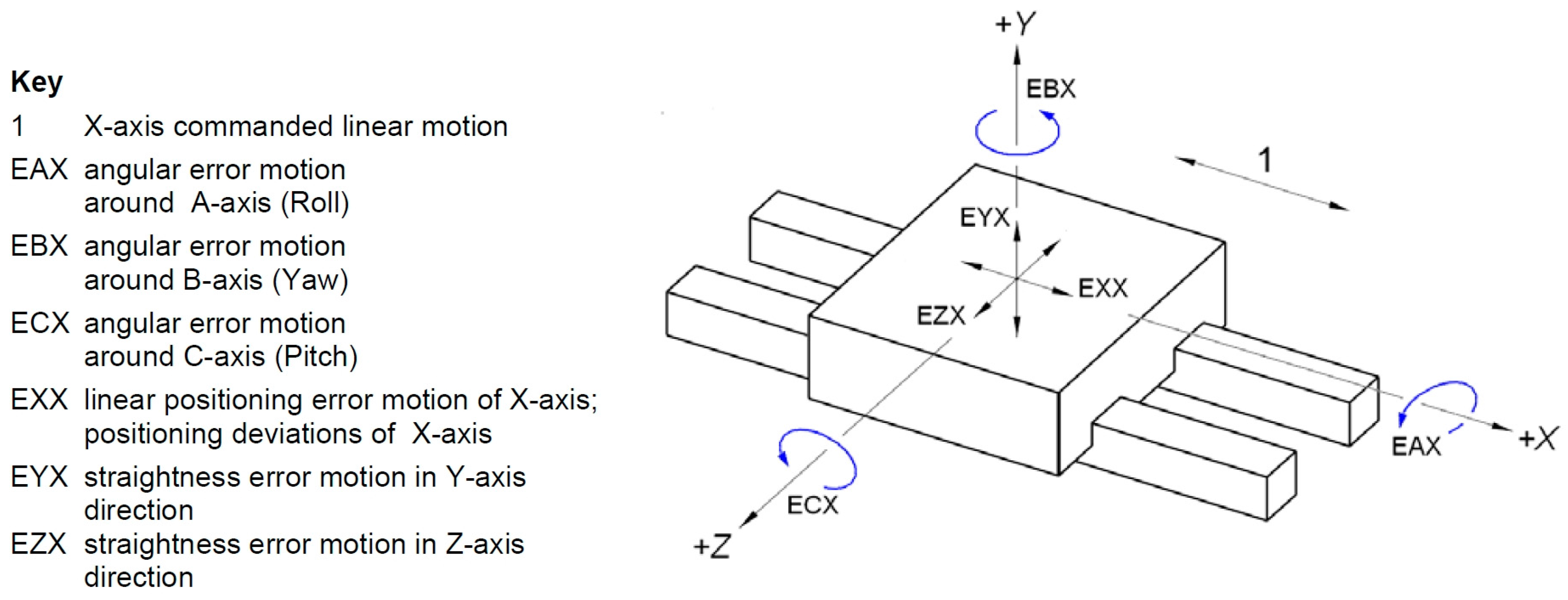
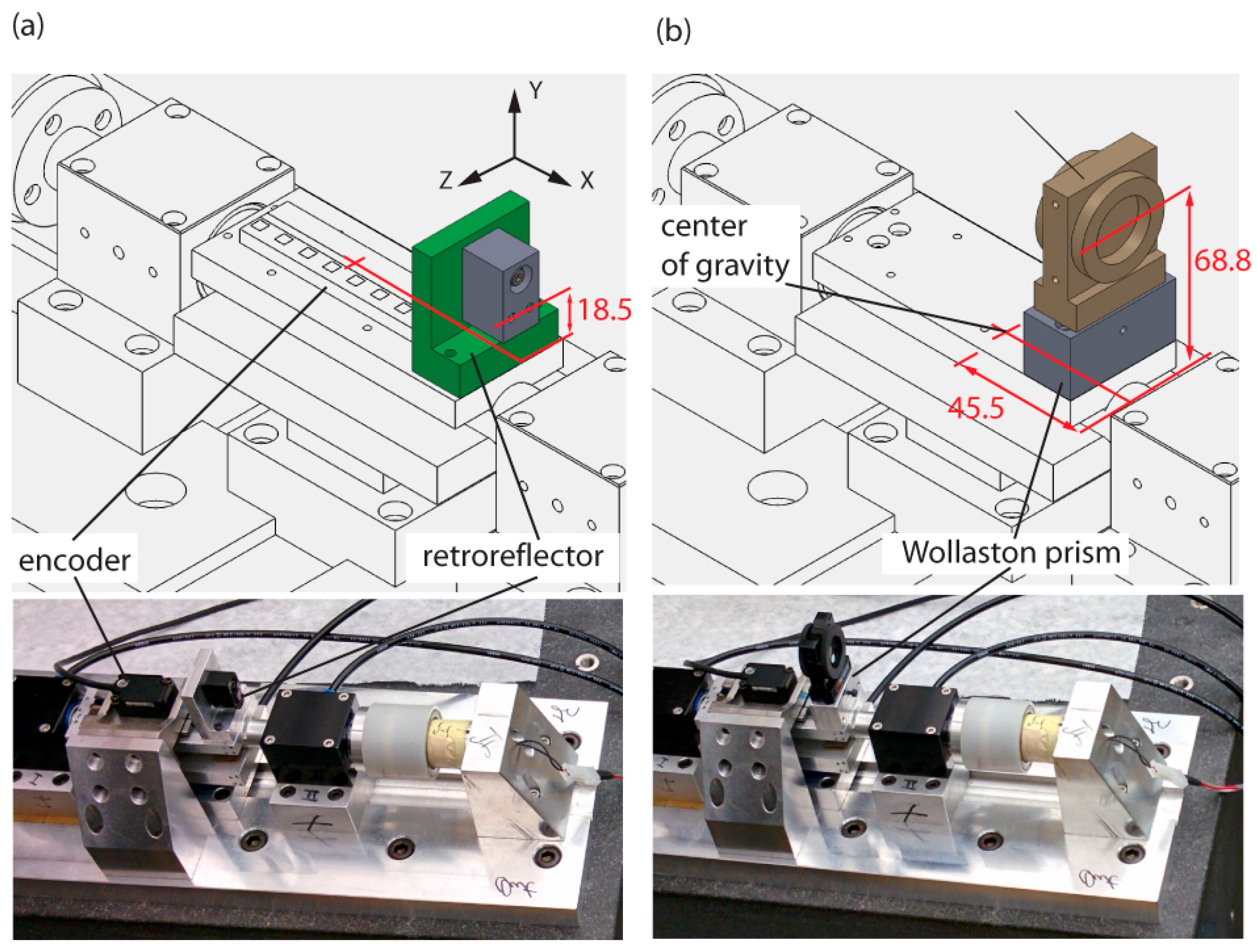
3. Laser Interferometric Metrology
3.1. Methodology of Measurements
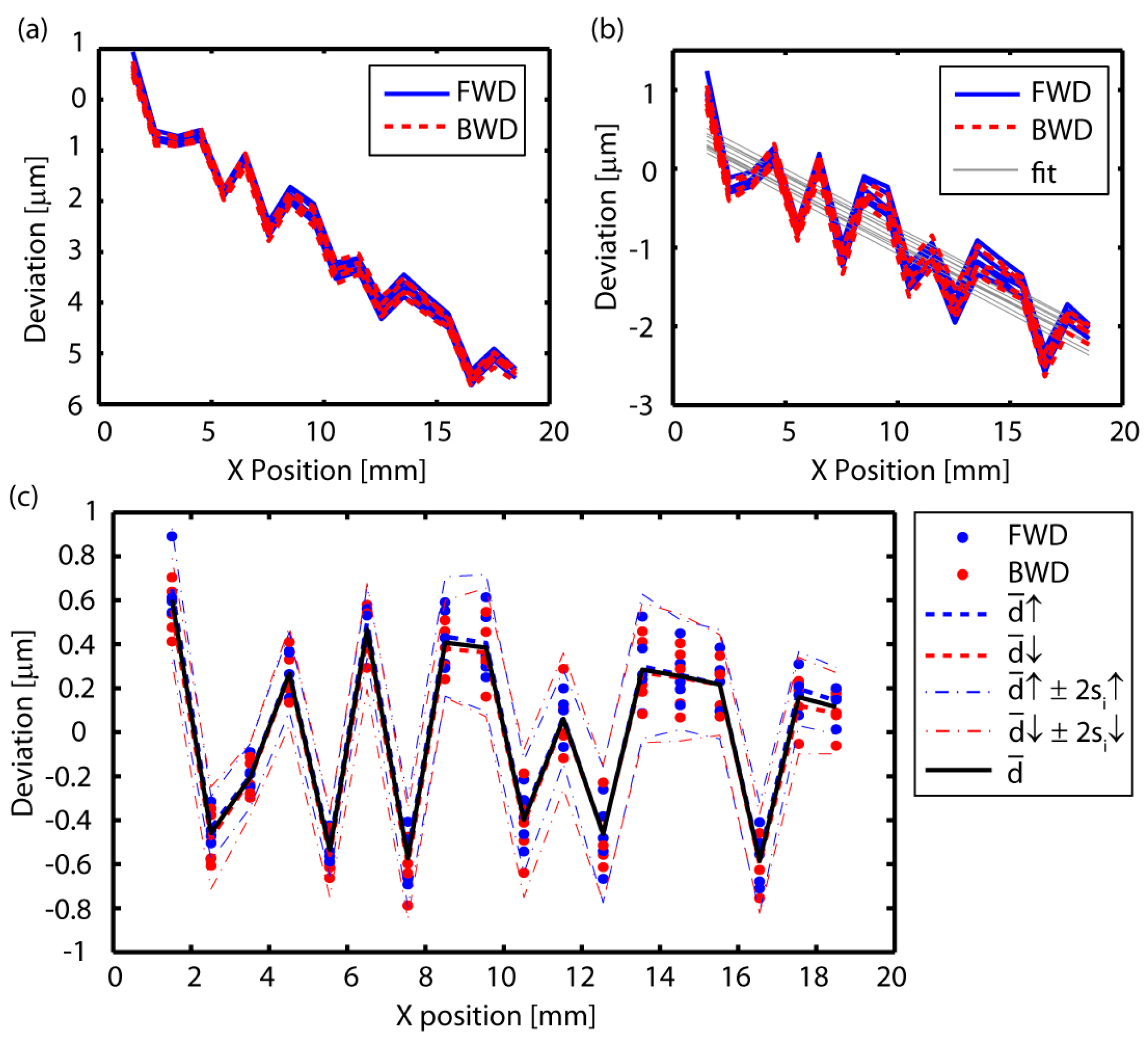
3.2. Evaluation of the Results
3.3. Measurement Results
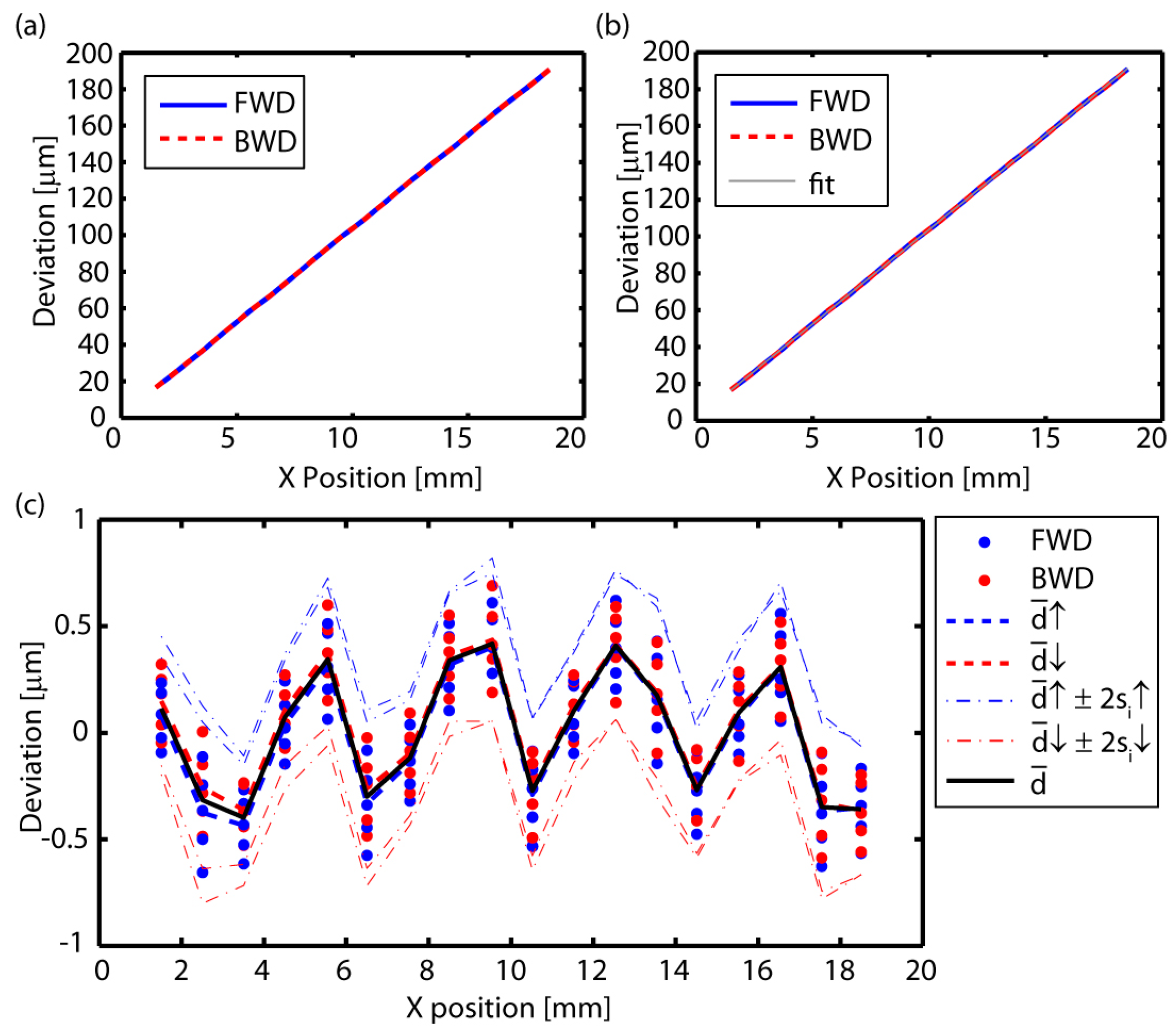
3.3.1. Linear Positioning Error (EXX)
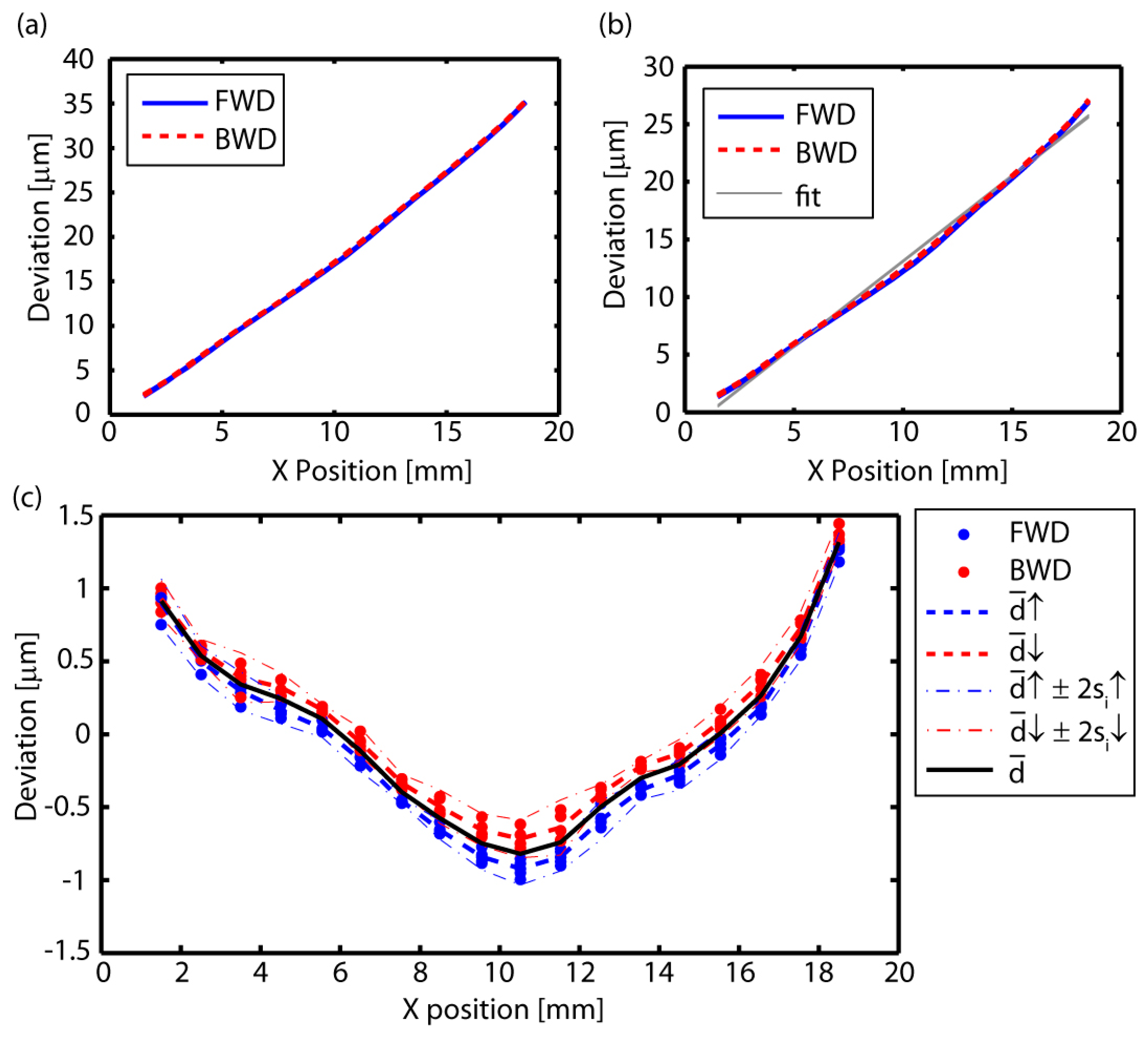
3.3.2. Straightness Error in Y (EYX)
3.3.3. Straightness error in Z (EZX)
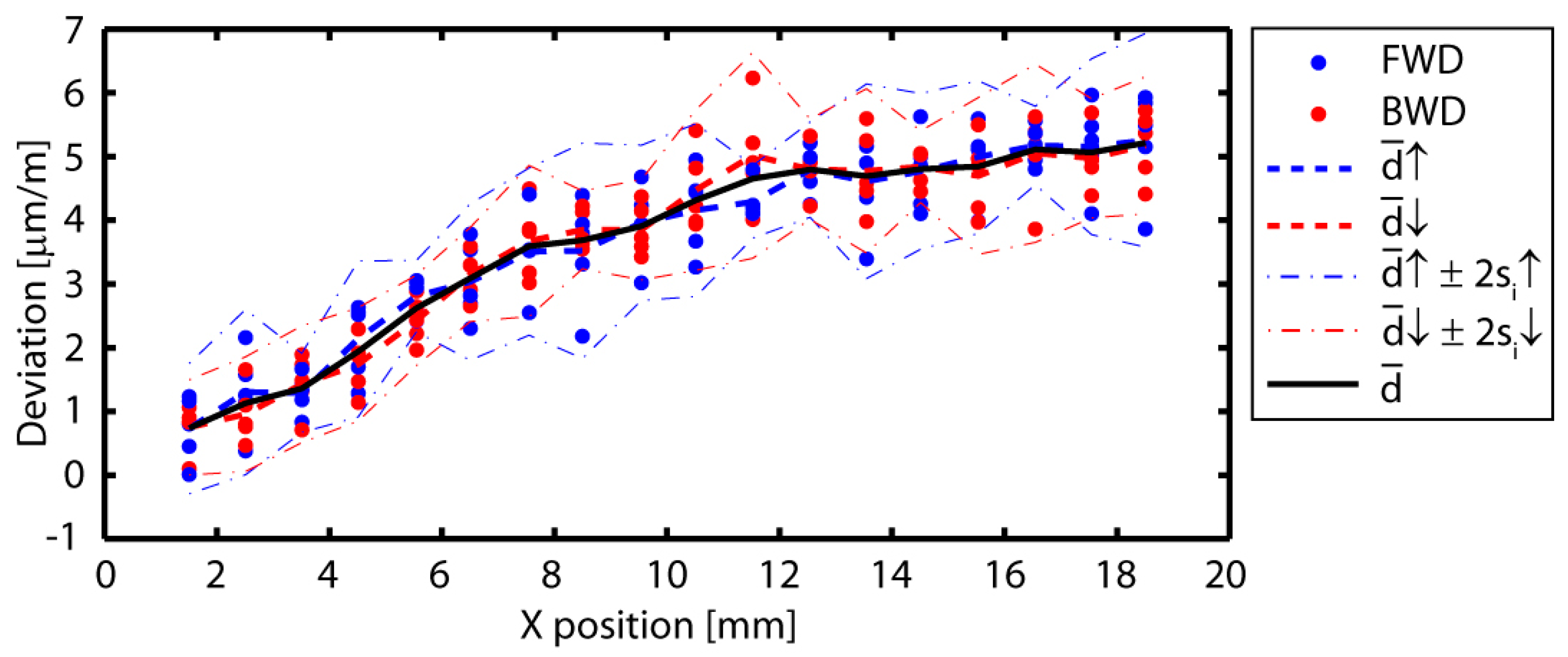
3.3.4. Yaw Error (EBX)
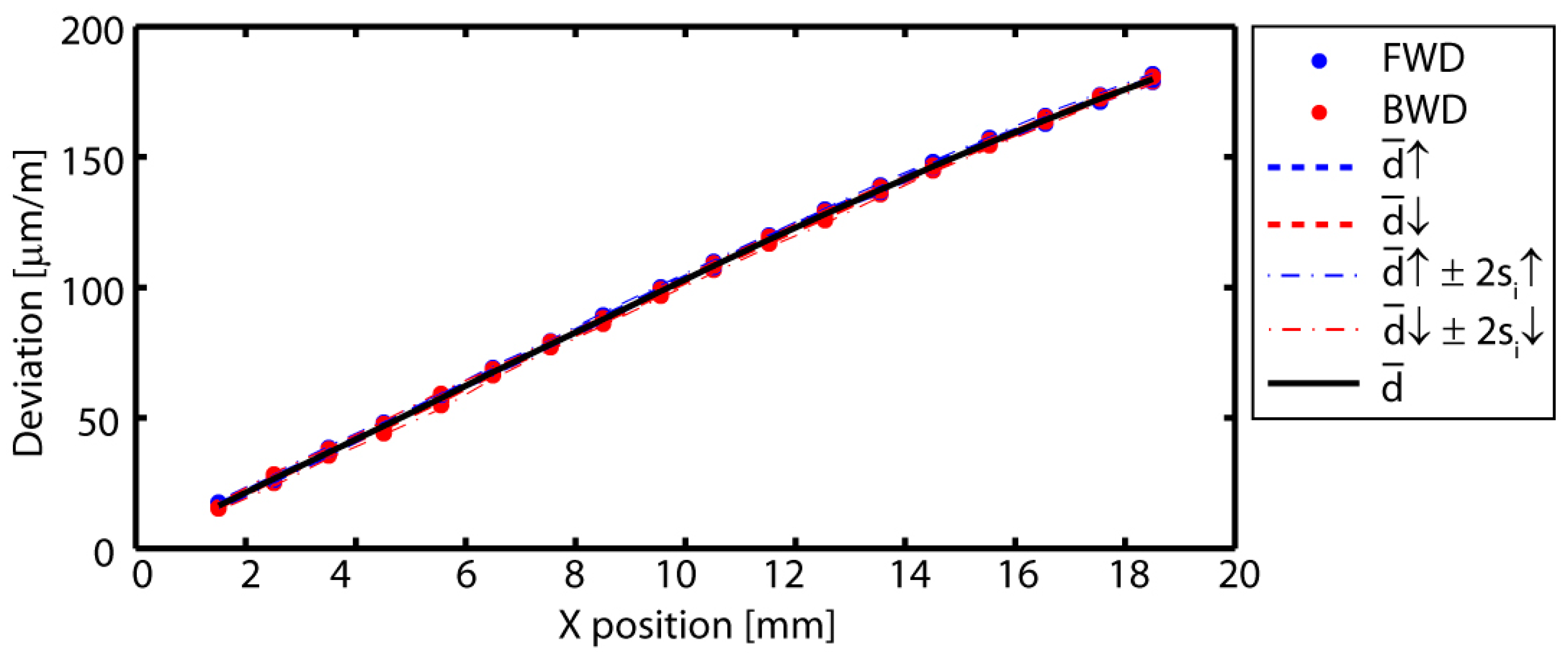
3.3.5. Pitch Error (ECX)
4. Error Budget
4.1. Predicted Error Budget
- The PV error due to position sensor resolution is given by = 0.97 nm, derived from the 4096 times arctangent interpolation of the 4 μm measurement signal period.
- The linear encoder scale is rated for ±1 μm grating error [25], hence the PV error due to encoder grating defects is given by = 2000 nm.
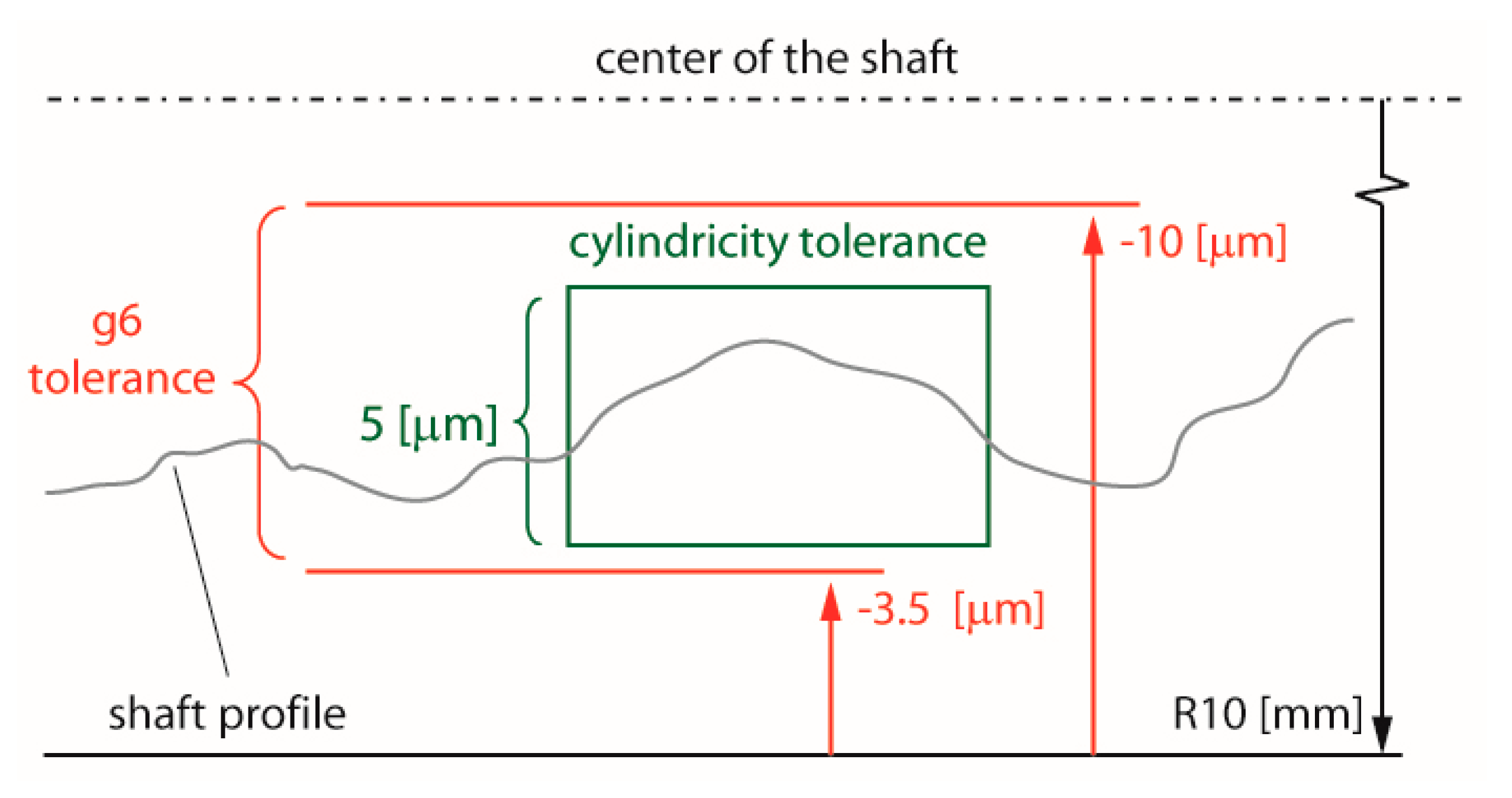
- The main shaft of the motion stage acts as the guideway for the air bushings. It is manufactured to a cylindricity tolerance of 5 μm as shown in Figure 17. Assuming that roughly half of the possible errors due to the errors in the shaft dimension are cancelled by its realignment in the air gap, PV errors in Y and Z directions can be assumed to be = 2.5 μm, and = 2.5 μm, respectively.
4.2. Actual Error Budget
4.2.1. Geometric Component
4.2.2. Thermal Component
Thermal Disturbance Sensitivities
- In the case of thermal expansion along the X-axis, combined effect of the expansion of the encoder scale and the top plate needs to be considered. If the encoder scale is thought of as fixed at its center to the top plate, the deviation in X-positioning would be represented by,where is the coefficient of thermal expansion of the glass encoder scale specified by the manufacturer [25], and is the coefficient of thermal expansion of Aluminum 6061. On the other hand, the encoder scale is held by clamps which do not exert a significant pressure on the scale and the scale can be thought of as decoupled from the top plate. In that case, X-axis positioning error needs to be revised as,which corresponds to a worse scenario due to > .
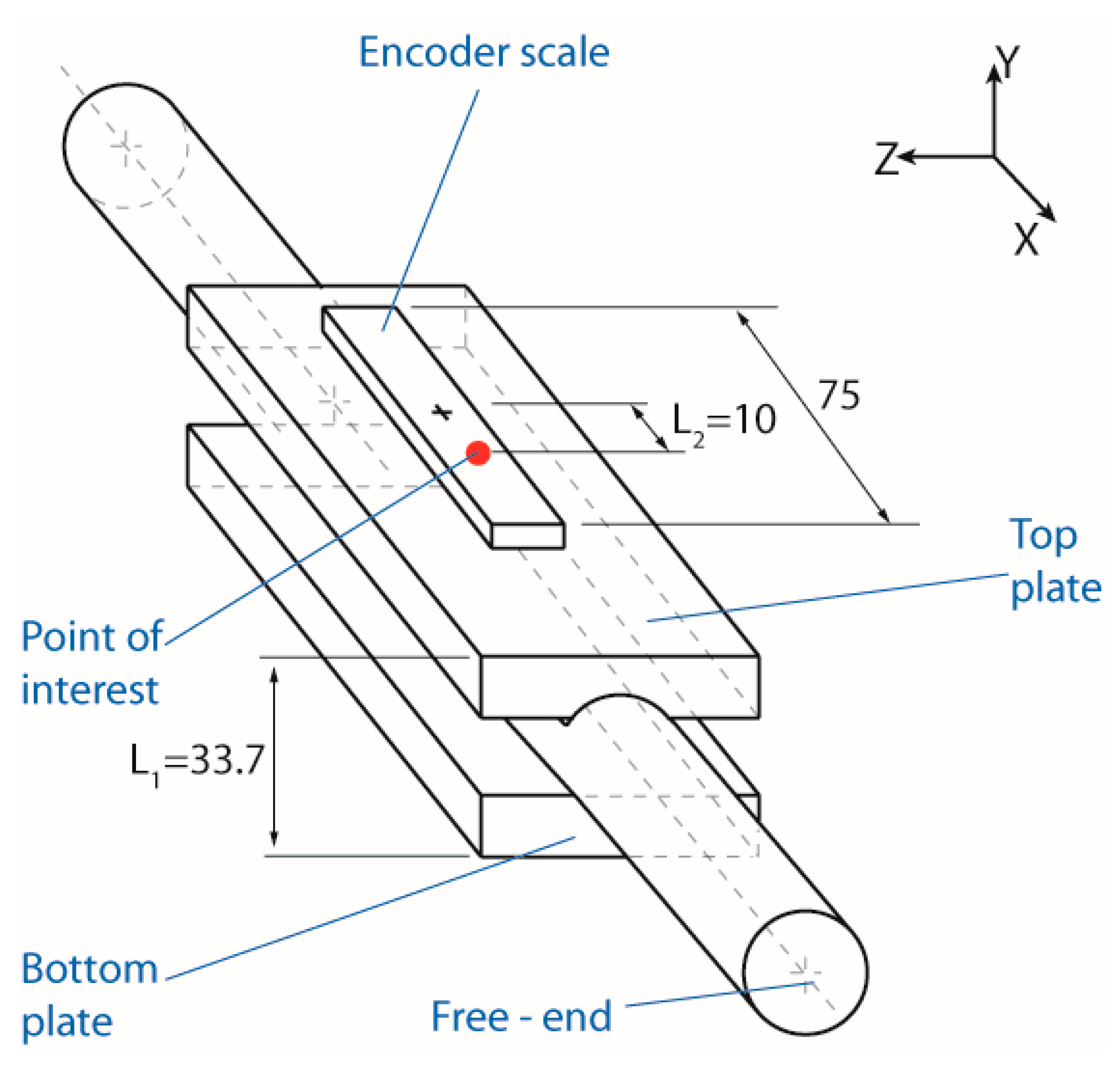
- Along the Y-axis, thermal expansion of the stage would push the point of interest upwards bywhere is the thickness of the stage, and is the temperature variation. If the stage body was only constrained by the air bearing at the bottom, the thermal expansion would be . As the air bushings are expected to counteract this, is used to approximate the equilibrium position.
- Thermal expansion along the Z axis does not affect the point of interest.The thermal sensitivity in X and Y axes can be defined as,The total linear thermal sensitivity of positioning can be expressed as,
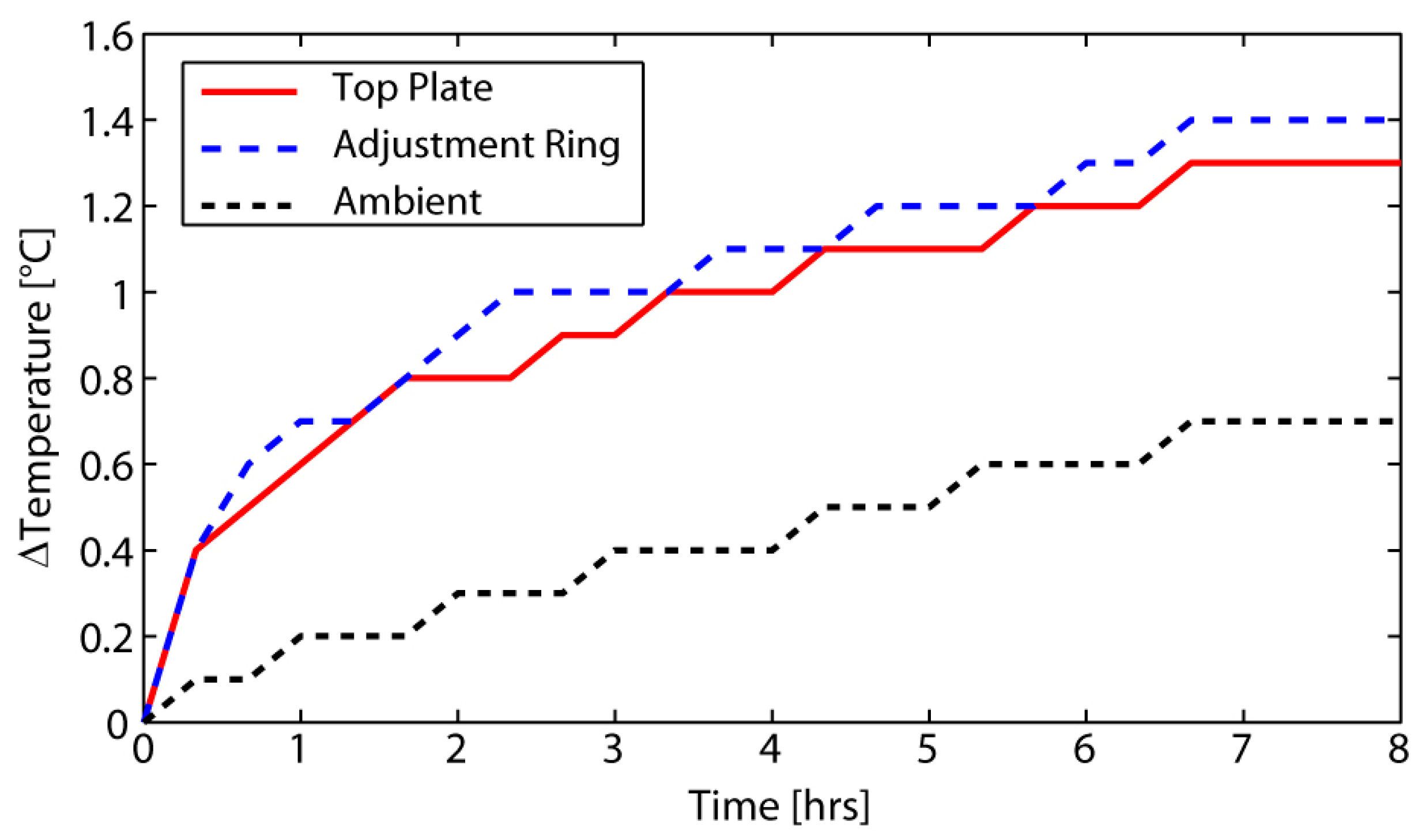
Thermal Disturbances and the Resulting Thermal Error
4.2.3. Machining Force Component
4.2.4. Compilation of the Error Budget
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Tan, K.K.; Lee, T.H.; Huang, S. Precision Motion Control: Design and Implementation, 2nd ed.; Springer: Berlin, Germany, 2008. [Google Scholar]
- Okyay, A. Mechatronic Design, Dynamics, Controls, and Metrology of a Long-Stroke Linear Nano-Positioner. Ph.D. Thesis, University of Waterloo, Waterloo, ON, Canada, 2016. [Google Scholar]
- Ewins, D.J. Modal Testing: Theory and Practice; RSP: Taunton, UK, 1986. [Google Scholar]
- Schmitz, T.L.; Smith, K.S. Machining Dynamics: Frequency Response to Improved Productivity; Springer: Berlin, Germany, 2009. [Google Scholar]
- De Silva, C.W. Vibration: Fundamentals and Practice; CRC Press: Boca Raton, FL, USA, 1999. [Google Scholar]
- Chang, S.H.; Tseng, C.K.; Chien, H.C. An ultra-precision XYθZ piezo-micropositioner, I. design and analysis. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 1999, 46, 897–905. [Google Scholar] [CrossRef] [PubMed]
- Tenzer, P.E.; Mrad, R.B. A systematic procedure for the design of piezoelectric inchworm precision positioners. IEEE-ASME Trans. Mechatron. 2004, 9, 427–435. [Google Scholar] [CrossRef]
- Dong, W.; Tang, J.; ElDeeb, Y. Design of a linear-motion dual-stage actuation system for precision control. Smart Mater. Struct. 2009, 18, 095035. [Google Scholar] [CrossRef]
- Huo, D.; Cheng, K.; Wardle, F. A holistic integrated dynamic design and modelling approach applied to the development of ultraprecision micro-milling machines. Int. J. Mach. Tool Manuf. 2010, 50, 335–343. [Google Scholar] [CrossRef]
- Moon, J.H.; Pahk, H.J.; Lee, B.G. Design, modeling, and testing of a novel 6-dof micropositioning stage with low profile and low parasitic motion. Int. J. Adv. Manuf. Technol. 2011, 55, 163–176. [Google Scholar] [CrossRef]
- Li, Y.; Huang, J.; Tang, H. A compliant parallel xy micromotion stage with complete kinematic decoupling. IEEE Trans. Autom. Sci. Eng. 2012, 9, 538–553. [Google Scholar] [CrossRef]
- Liu, C.H.; Jywe, W.Y.; Hsu, C.C.; Hsu, T.H. Development of a laser-based high-precision six-degrees-of-freedom motion errors measuring system for linear stage. Rev. Sci. Instrum. 2005, 76, 055110. [Google Scholar] [CrossRef]
- Gao, W.; Arai, Y.; Shibuya, A.; Kiyono, S.; Park, C.H. Measurement of multi-degree-of-freedom error motions of a precision linear air-bearing stage. Precis. Eng. 2006, 30, 96–103. [Google Scholar] [CrossRef]
- Kimura, A.; Gao, W.; Lijiang, Z. Position and out-of-straightness measurement of a precision linear air-bearing stage by using a two-degree-of-freedom linear encoder. Meas. Sci. Technol. 2010, 21, 054005. [Google Scholar] [CrossRef]
- Lee, J.C.; Gao, W.; Shimizu, Y.; Hwang, J.; Oh, J.S.; Park, C.H. Precision measurement of carriage slide motion error of a drum roll lathe. Precis. Eng. 2012, 36, 244–251. [Google Scholar] [CrossRef]
- Lee, H.W.; Liu, C.H. High precision optical sensors for real-time on-line measurement of straightness and angular errors for smart manufacturing. Smart Sci. 2016, 4, 134–141. [Google Scholar] [CrossRef]
- New Way Air Bearings. Catalogue; New Way Air Bearings: Aston, PA, USA, 2017; Available online: http://www. newwayairbearings.com/catalog/components (accessed on 17 January 2018).
- Peeters, B.; Van der Auweraer, H.; Guillaume, P.; Leuridan, J. The polymax frequency-domain method: A new standard for modal parameter estimation? Shock Vib. 2004, 11, 395–409. [Google Scholar] [CrossRef]
- Heylen, W.; Lammens, S.; Sas, P. Modal Analysis Theory and Testing; Department of Mechanical Engineering, Katholieke Universiteit Leuven: Leuven, Belgium, 1995. [Google Scholar]
- International Organization for Standardization. ISO/DIS 230-1 Test Code for Machine Tools, Part 1: Geometric Accuracy of Machines Operating Under No-Load or Quasi-Static Conditions; ISO: Geneva, Switzerland, 2009. [Google Scholar]
- International Organization for Standardization. ISO 230-2 Test Code for Machine Tools, Part 2: Determination of Accuracy and Repeatability of Positioning Numerically Controlled Axes; ISO: Geneva, Switzerland, 2006. [Google Scholar]
- National Institute of Standards and Technology (NIST). Engineering Metrology Toolbox; NIST: Gaithersburg, MD, USA, 2017. Available online: http://emtoolbox.nist.gov/Wavelength/Edlen.asp (accessed on 17 January 2018).
- Kuipers, J.B. Quaternions and Rotation Sequences: A Primer with Applications to Orbits, Aerospace, and Virtual Reality; Princeton University Press: Princeton, NJ, USA, 1999. [Google Scholar]
- Renishaw. RLE Fiber Optic Laser Encoder; Renishaw: Hong Kong, China, 2015. [Google Scholar]
- Dr. Johannes Heidenhain GmbH. Exposed Linear Encoders; Dr. Johannes Heidenhain GmbH: Traunreut, Germany, 2000. [Google Scholar]
- Altintas, Y. Manufacturing Automation: Metal Cutting Mechanics, Machine Tool Vibrations, and CNC Design, 2nd ed.; Cambridge University Press: New York, NY, USA, 2012. [Google Scholar]
- Chae, J.; Park, S.S.; Freiheit, T. Investigation of micro-cutting operations. Int. J. Mach. Tool Manuf. 2006, 46, 313–332. [Google Scholar] [CrossRef]
- Cheng, K.; Huo, D. (Eds.) Micro-Cutting: Fundamentals and Application; John Wiley & Sons: Hoboken, NJ, USA, 2013. [Google Scholar]
- Thompson, D.C. The design of an ultra-precision CNC measuring machine. CIRP Ann. Manuf. Technol. 1989, 38, 501–504. [Google Scholar] [CrossRef]
- Shen, Y.L. Comparison of combinatorial rules for machine error budgets. CIRP Ann. Manuf. Technol. 1993, 42, 619–622. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Symbol | Value |
|---|---|---|
| Air bushing axial stiffness | 23 N/μm | |
| Air bushing rotational stiffness | 2.8 Nm/mrad | |
| Air bearing axial stiffness | 35 N/μm | |
| Air bearing roll stiffness (estimated) | 4.7 Nm/mrad | |
| Air bearing pitch stiffness (estimated) | 7.3 Nm/mrad | |
| Air bearing length along the X-axis | 50 mm | |
| Air bearing length along the Z-axis | 40 mm | |
| Distance between the middle of the air bushings along the X-axis | 180 mm |
| Property | Symbol | Value |
|---|---|---|
| Mass | 1.318 kg | |
| Moment of inertia in A (Roll) | 409 kg mm2 | |
| Moment of inertia in B (Yaw) | 17,439 kg mm2 | |
| Moment of inertia in C (Pitch) | 17,454 kg mm2 |
| Direction | Expression | Natural Frequency (Hz) |
|---|---|---|
| Y (Vertical) | 1248 | |
| Z (Horizontal) | 940 | |
| A (Roll) | 538 | |
| B (Yaw) | 741 | |
| C (Pitch) | 748 |
| Feature | Method 1 (Modified Peak-Picking) | Method 2 (Software Package) |
|---|---|---|
| Frequency response function (FRF) acquisition system | CutPRO® MalTF module by Manufacturing Automation Laboratory (MAL), Inc. | LMS Test.Lab® by Siemens-PLM Software |
| Testing procedure | Roving hammer | Roving accelerometer |
| Accelerometer type | Dytran® 3035AG (1-channel) | PCB Electronics® 356A02 (3-channel) |
| Impact hammer type | Dytran® 5800SL | Dytran® 5800SL |
| Identification of the natural frequency and damping ratio | Modified peak-picking method | PolyMAX [18] |
| Identification of the mode shape vectors | Modified peak-picking method | Least-Squares Frequency Domain (LSFD) [19] |
| Presentation of the mode shapes | Manual 2D drawings | Automated 3D animations |
| i | (mm) | i | (mm) | i | (mm) |
|---|---|---|---|---|---|
| 1 | 1.509 | 7 | 7.548 | 13 | 13.545 |
| 2 | 2.508 | 8 | 8.501 | 14 | 14.509 |
| 3 | 3.507 | 9 | 9.549 | 15 | 15.533 |
| 4 | 4.510 | 10 | 10.515 | 16 | 16.547 |
| 5 | 5.548 | 11 | 11.526 | 17 | 17.549 |
| 6 | 6.501 | 12 | 12.543 | 18 | 18.505 |
| Parameter | Definition | Formula |
|---|---|---|
| Reversal value | , | |
| Mean reversal value | ||
| Range mean bidirectional positional deviation | ||
| Systematic positional deviation | ||
| Repeatability of positioning | , , , | |
| Accuracy | − |
| EXX (Linear) | EYX (Vertical) | EZX (Horizontal) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| (μm) | bi | bi | bi | ||||||
| N/A | N/A | 0.1 | N/A | N/A | 0.2 | N/A | N/A | 0.1 | |
| N/A | N/A | 0.0 | N/A | N/A | 0.1 | N/A | N/A | 0.0 | |
| N/A | N/A | 1.2 | N/A | N/A | 2.1 | N/A | N/A | 0.8 | |
| 1.2 | 1.2 | 1.2 | 2.1 | 2.2 | 2.3 | 0.8 | 0.8 | 0.9 | |
| 0.7 | 0.7 | 0.7 | 0.4 | 0.3 | 0.5 | 0.8 | 0.9 | 0.9 | |
| 1.6 | 1.7 | 1.8 | 2.3 | 2.4 | 2.5 | 1.6 | 1.5 | 1.6 | |
| EBX (Yaw) | ECX (Pitch) | |||||
|---|---|---|---|---|---|---|
| (μm/m) | bi | bi | ||||
| N/A | N/A | 0.7 | NA | NA | 2.0 | |
| N/A | N/A | 0.0 | NA | NA | −1.0 | |
| N/A | N/A | 4.5 | NA | NA | 163.4 | |
| 4.4 | 4.5 | 4.5 | 163.7 | 163.2 | 163.8 | |
| 3.2 | 3.4 | 3.4 | 6.6 | 4.5 | 6.6 | |
| 6.6 | 7.2 | 7.2 | 167.0 | 167.2 | 167.5 | |
| Error Components | PV Magnitude (nm) |
|---|---|
| Position sensor resolution () | 0.97 |
| Position sensor grating error () | 2000 |
| Y straightness () | 2500 |
| Z straightness () | 2500 |
| Arithmetic sum | 7001 |
| RMS sum | 1173 |
| Mean | 4087 |
| Component | Accuracy (A) | Repeatability (R) | Units |
|---|---|---|---|
| EXX | 1.8 | 0.7 | (µm) |
| EYX | 2.5 | 0.5 | (µm) |
| EZX | 1.6 | 0.9 | (µm) |
| EBX | 7.2 | 3.4 | (µm/m) |
| ECX | 167.5 | 6.6 | (µm/m) |
| Quantity | Symbol | Value |
|---|---|---|
| Thermal coefficient of expansion of Aluminum 6061 | 23.5 ppm/K | |
| Thermal coefficient of expansion of the glass encoder scale | 8 ppm/K | |
| Thickness of the moving body | 33.7 mm | |
| Distance between the center of the top plate and the encoder scale | 10 mm | |
| Thermal sensitivity along the X-axis | 235 nm/K | |
| Thermal sensitivity along the Y-axis | 396 nm/K | |
| Total thermal sensitivity | 460 nm/K |
| PV Magnitude (nm) | |||
|---|---|---|---|
| Repeatable Errors Conserved | Repeatable Errors Subtracted | Estimated at Design Phase | |
| Linear (EXX) | 3964 | 675 | 2001 |
| Straightness | |||
| Vertical (EYX) | 2503 | 486 | 2500 |
| Horizontal (EZX) | 1620 | 936 | 2500 |
| Angular | (included in Linear) | - | |
| Servo | 30 | 30 | - |
| Thermal | 92 | 92 | - |
| Machining force | 1748 | 1748 | |
| Total Error | |||
| Arithmetic Sum | 9957 | 3967 | 7001 |
| RMS Sum | 1518 | 621 | 1173 |
| Mean | 5738 | 2294 | 4087 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Okyay, A.; Erkorkmaz, K.; Khamesee, M.B. Modal Analysis, Metrology, and Error Budgeting of a Precision Motion Stage. J. Manuf. Mater. Process. 2018, 2, 8. https://doi.org/10.3390/jmmp2010008
Okyay A, Erkorkmaz K, Khamesee MB. Modal Analysis, Metrology, and Error Budgeting of a Precision Motion Stage. Journal of Manufacturing and Materials Processing. 2018; 2(1):8. https://doi.org/10.3390/jmmp2010008
Chicago/Turabian StyleOkyay, Ahmet, Kaan Erkorkmaz, and Mir Behrad Khamesee. 2018. "Modal Analysis, Metrology, and Error Budgeting of a Precision Motion Stage" Journal of Manufacturing and Materials Processing 2, no. 1: 8. https://doi.org/10.3390/jmmp2010008
APA StyleOkyay, A., Erkorkmaz, K., & Khamesee, M. B. (2018). Modal Analysis, Metrology, and Error Budgeting of a Precision Motion Stage. Journal of Manufacturing and Materials Processing, 2(1), 8. https://doi.org/10.3390/jmmp2010008