1. Introduction
Nowadays, companies are employing the most advanced technologies, such as Artificial Intelligence (AI) and Internet of Things (IoT), to meet the demands of a worldwide marketplace. This inevitably entails an automation of the industrial processes [
1,
2,
3] that improves their competitiveness and efficiency, which increases the quality of the organizations and paves the way for the fourth industrial revolution, noted as Industry 4.0.
Smart manufacturing [
4,
5,
6,
7] is a term used to refer to that future state of manufacturing, which is characterized by a range of interconnected automated systems that merge the physical and digital worlds. One way of developing smart manufacturing systems and processes is using Digital Twin technologies.
Digital Twins [
8,
9,
10], also named Digital Shadows, are a way of recreating physical entities virtually based on models of its behaviors. A Digital Twin is never a target by itself, but a way of achieving the organization goals. They are used in several industrial sectors to analyze the data generated, visualize the processes, or optimize the business operations by optimizing the operation and maintenance of industrial installations and manufacturing processes. In the next years, Digital Twins are expected to be implemented by countless industries for multiple purposes such as supply chains, logistics, or production lines.
The rolling process is the most common industrial process in steel manufacturing, which is used for making large length cross section like sheets and plates of steel and aluminum for structures. Rolling mills are used for performing the rolling process. Wire rod is one of the resulting products from the rolling process, which is mostly used as a quality raw material to produce screws, tires, or construction materials among others. It has a hot rolled round section that is turned into wire through cold rolling processes or wiredrawing.
Multiple elements are involved during the wire rod mill operation. The raw material is passed through regular rolls until the required cross-section profile is achieved. Rolls work usually in pairs (at least for the configuration noted as “two high rolling mills,” where the rolls rotate in the opposite direction to the movement of the work piece, and the work piece is fed between the rolls) and they are assembled in stands. Every roll in the process has a specific function in the making of the piece. At every stage, there are minor changes in the configuration of the metal. The size of the roll depends on the metal type, thickness, and formability. One of the most important tasks in the wire rod mill case is to determine the set of rolls to be used in the drawing process for a specific set of orders. Rolls are replaced frequently (every several days), because of the wear. Wear depends on various parameters, the most important being the tons of raw material rolled. Once a set of rolls is worn, they must be disassembled. The rolls are usually changed as a whole, or at least all of them in the same area of the rolling mill at the same time. The rolls are not discarded when disassembled, they are reconditioned in a maintenance workshop located in the same facility by grinding the roll and reshaping their tracks. There is also a warehouse where all the rolls of the plant are stored. Each roll is an expensive asset that is carefully managed through its life cycle, since it is provided by the seller until it is finally disposed. The wire rod mill has a series of determining factors which make this process complex: the number of assembled rolls is high (more than one hundred for this kind of rolling mill) and there are several sections, each one with specific requirements depending both on the track where they are going to be assembled and the kind of product to be rolled. There are also diameter restrictions for the rolls, being the fulfillment of those restrictions one of the most important parameters to take into account when changing the rolls. When the rolls are disassembled, they need to be grinded in order to be used again, reducing its diameter, and therefore, its lifetime.
The aim of this paper is to present a new Digital Twin model for the wire rod rolling mill that will allow to develop and simulate autonomous systems as alternative to the current human-decision process. The paper is structured as follows: first, the wire rod process is introduced, paying special attention to the rolls replacement operation. Then, the architecture of the simulator is presented. Finally, the conclusions and future research are featured. The work presented here constitutes a first approach, so only preliminary results are presented.
2. Theoretical Background: The Behavior of the Wire Rod Mill and the Rolls Exchange Process
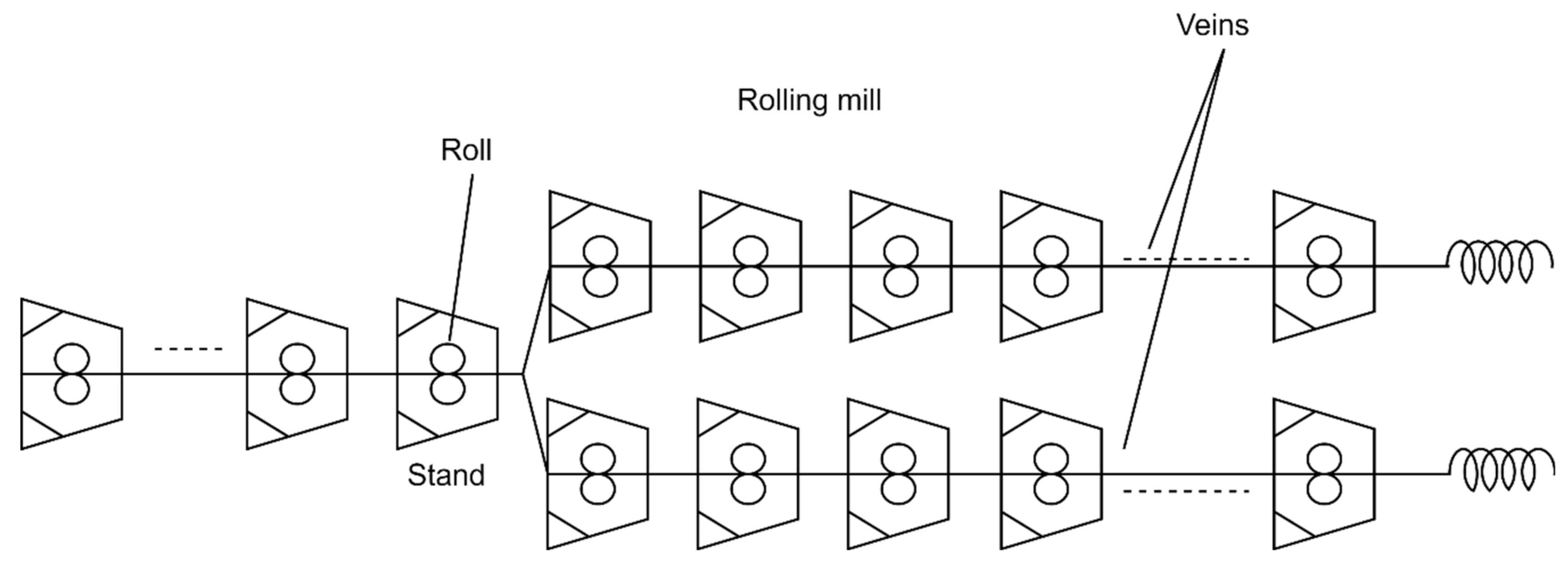
A wire rod mill uses billets that are heated in a reheating furnace (around 1.115 °C) as raw materials; these are long products that have a square section whose length is variable. The rolling process has at its beginning a first roughing mill, consisting of three rolling stands, whose goal is to reduce the square section of the billet (150 × 150 mm) to a square section of approximately 112 × 112 mm. Afterwards, the rolling process is divided in two parallel streams, named veins, as it is depicted in
Figure 1. Each vein starts with a second roughing mill formed by seven roll stands, which is followed by the intermediate section, with eleven additional rolling stands. Following this, the finishing area is equipped with two sections of rolling stands, the first one named “block” and the last one named “RSM” (Reducing Sizing Mill). These sections are in charge of providing the final quality to the rolled product. The process ends with a pair of rolls for keeping the traction. Finally, the coils of wire rod are formed.
Figure 1 shows the outline of the process.
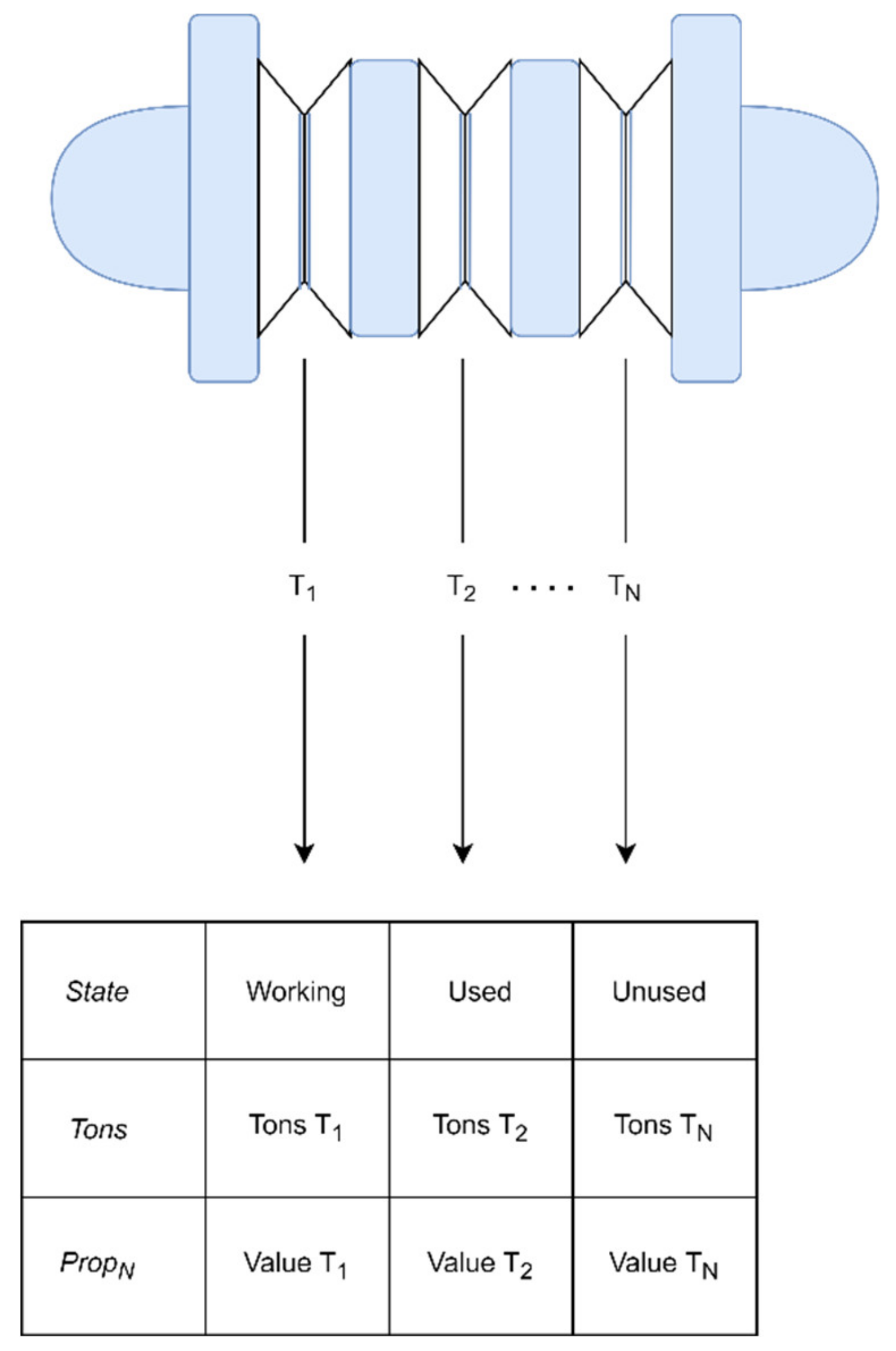
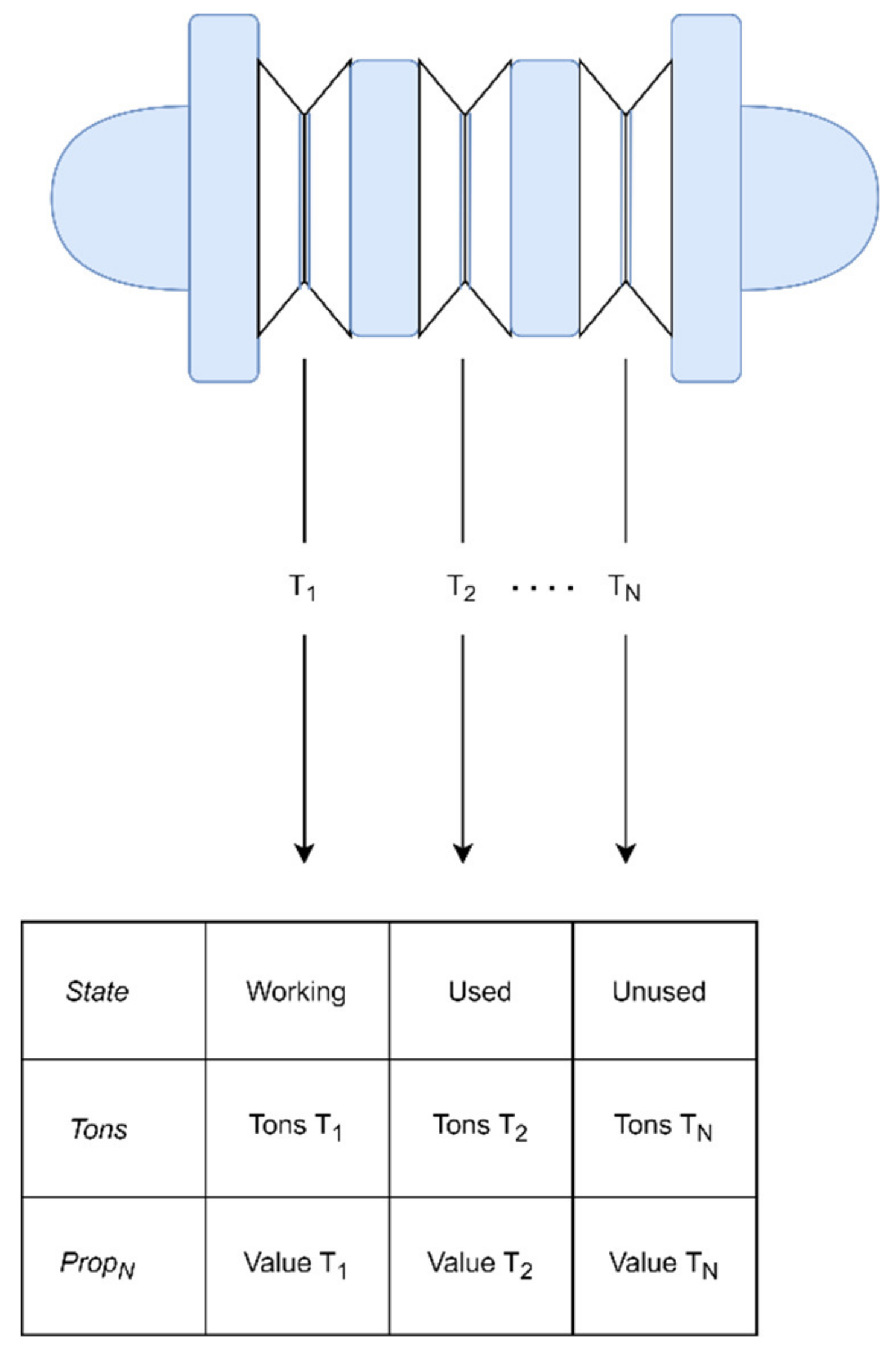
The stock of managed rolls in the factory is particularly high, having usually more than 4000 registered rolls, each with its specific features such as dimension, alloys, geometry, etc. The rolls are grinded and shaped with several tracks, as depicted in
Figure 2, each having its own state, which can be working, used, or unused, and its properties, such as the number of tons rolled since it was assembled. Each track is used independently of the others of the same roll for a specific assembly and once the track is worn, the roll is disassembled and that track is marked as used, being the roll able to be assembled again if it still has unused tracks. Each time new rolls are received and whenever all the tracks of a roll are used, its tracks are prepared, that is they are grinded, textured, and chromed, resting ready to be used.
The rolls always work in pairs, as it is depicted in
Figure 1, so when the manager must choose the suitable track of a roll for a stand, that whose geometry and shape are compatible with the stand, two rolls with equal tracks must be chosen for each vein. In those cases, the manager must take into account the roll service life, the number of accumulated rolled tons, and the location in the warehouse of the roll, turning the problem into a highly dimension one that cannot be handled manually. A database is used for registering all the information as it is of great importance to keep track of the roll’s life cycle. There are different restrictions; for example, some rolls only suit in a particular section of the rolling mill and there is a diameter difference constraint between the rolls assembled on several rolling stands.
Currently, the operators of these facilities simplify the problem working with predefined roll pairs and using families and groups of similar rolls that are likely to work together. This is inefficient and reduces the flexibility of the roll changing process.
3. Digital Twin Design Approach
A simulator of the rolling mill has been developed in order to test further different approaches for selecting the appropriate rolls for the stands. The simulator is developed using Python. It is currently running in a Windows 10 operating system, although it could run in any Linux system. A backtracking algorithm is used to find the suitable set of rolls for each scheduled batch of orders, being a batch the set of jobs that the mill performs before the rolls are disassembled.
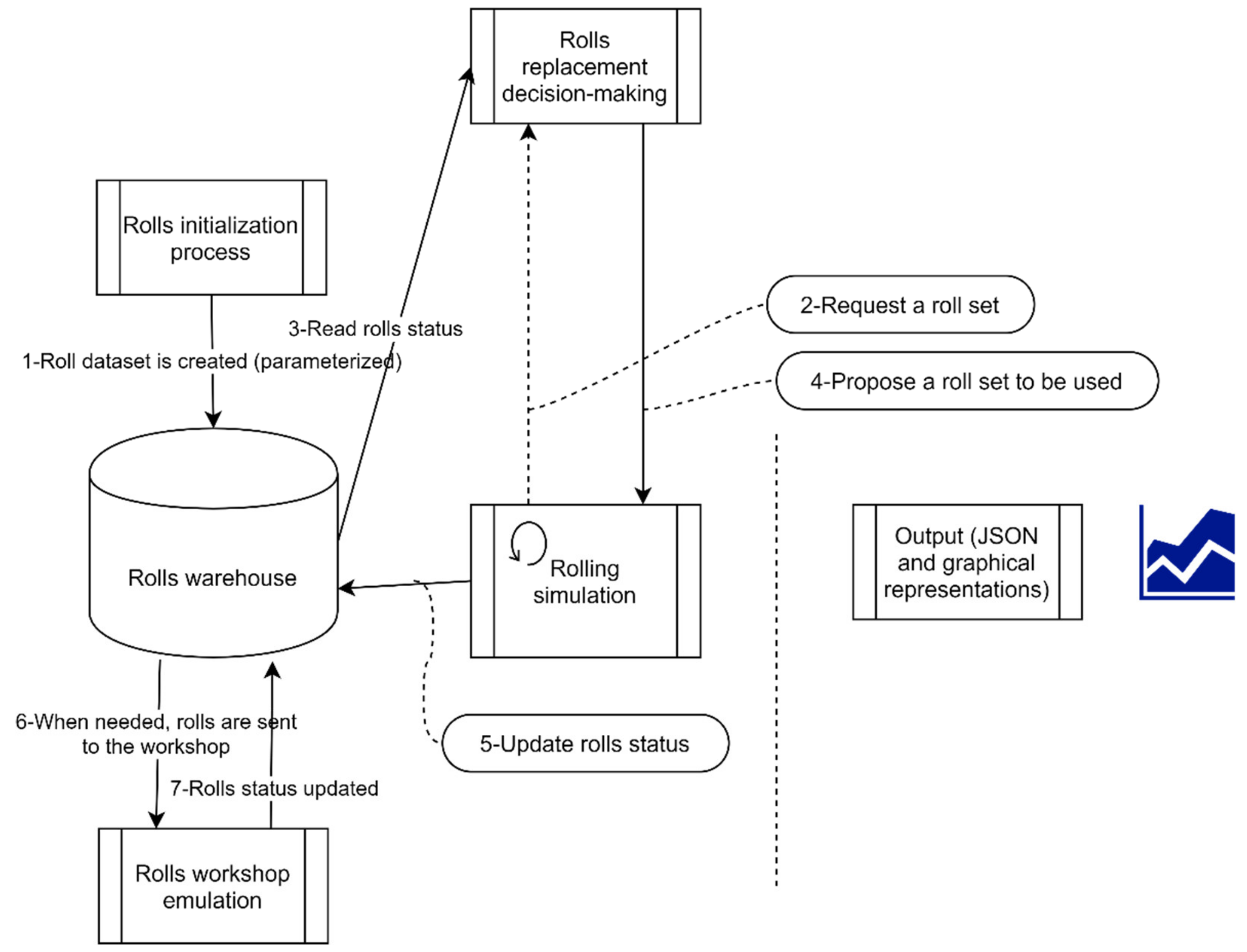
The general schema of the simulator can be seen in
Figure 3. As it is depicted, at the beginning, the variables are initialized. To do that, the simulator receives a JSON file as input with the required values and using them the roll dataset that will be used as the rolls warehouse’s stock is created (1). Next, the simulation starts, and, for each scheduled batch of orders, it requests a group of rolls (2) to replace the assembled ones. In order to do this, it has to read the rolls status (3) and once known, it proposes a roll set to be used (4). This part is designed as a separate module, because one of the main goals of this simulator is testing different approaches and comparing results among them. In order to try a first approach that could be used for validation of the present work, a backtracking algorithm has been implemented. The backtracking algorithm is executed for each vein and takes the compatible rolls for each of the stands, that are those which meet the geometry and shape requirements. Then, it checks for each stand its constraints: the two rolls of the same vein must have the same diameter and the diameter restrictions among the rolls of the current stand and the rolls of the previous stand have to be met. If not, it backtracks to the previous stand.
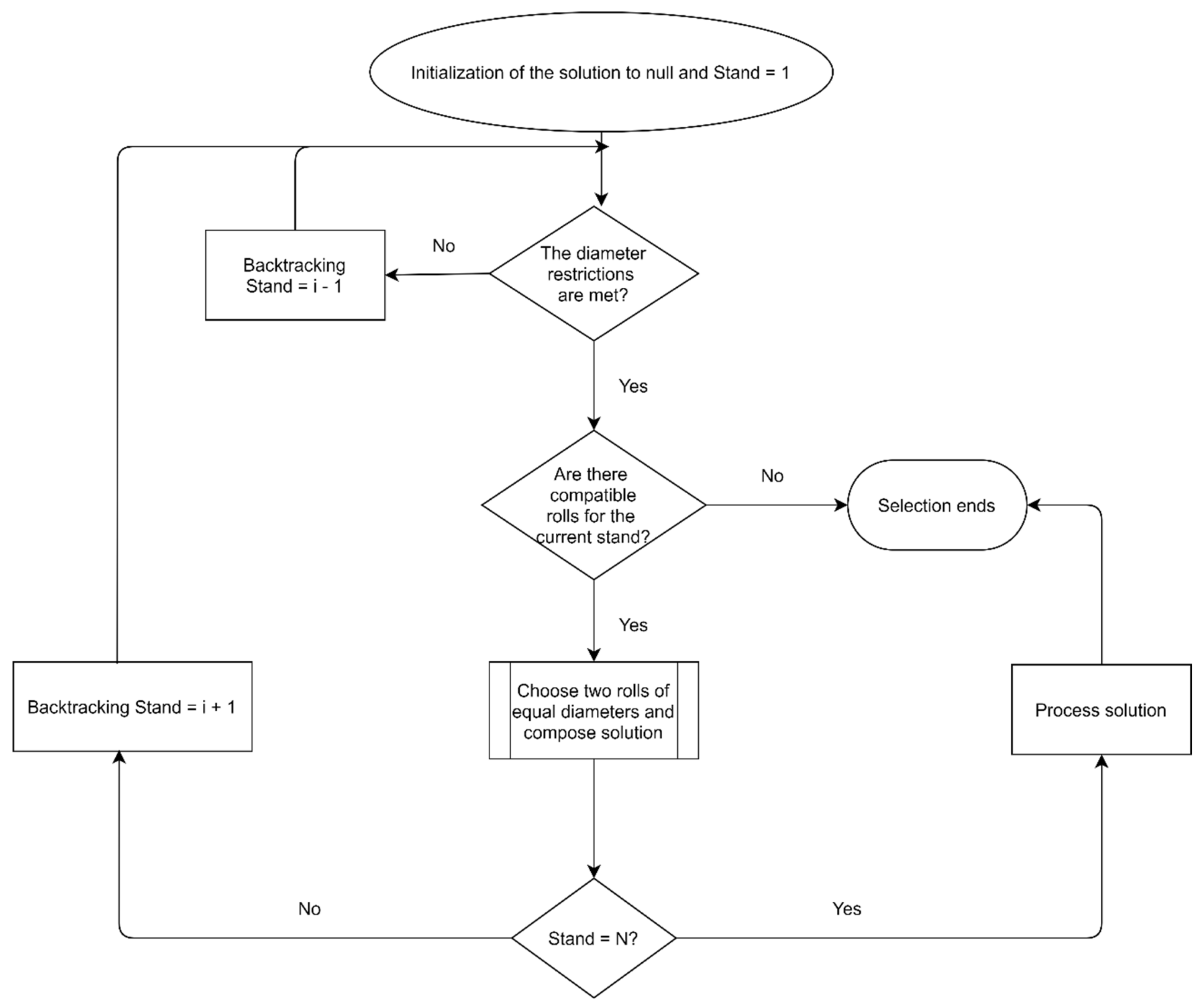
A flow chart of the backtracking algorithm is shown in
Figure 4. The number of rolls that are checked for each stand is restricted to prevent it from taking too much time. After simulating the rolling of a specific number of tons, the rolls are disassembled because the wear of the tracks that are working and those tracks are marked as used (5). When all the tracks of a roll are marked as used, the roll is sent to the rolls workshop (6), where it is grinded and left ready to work again, reducing the rolls diameter (7) (as consequence of the grinding operation). Otherwise, while the roll has some track available for rolling, it could be assembled again. When all batches of a simulation are performed, the simulator creates several JSON files as outputs with the results and they are displayed graphically. The wear of rolls (and as consequence the reduction of the diameter) is simulated using a model trained with historical data collected from the process.
There are N stands from 1 to N. At each step the diameter restrictions for the rolls that have been selected are checked and if they are fulfilled, it checks whether it has compatible rolls for the current stand (i) and goes to the previous stand otherwise (i − 1). If there are not compatible rolls for the current stand, the selection algorithm ends and no set is proposed, but if there are, two rolls of equal diameters are chosen and added to the solution. Then, it checks whether there have been chosen rolls for all the stands (stand = N), and if so, the solution is processed and the algorithm ends. If not, it continues with the next stand (i + 1). Each of the stages of the simulator is described in more detail below.
3.1. Algorithm Inputs: Initial Set of Rolls, Batches, and Restrictions
The system generates a set of rolls simulating the situation that could be found in the warehouse. In order to reproduce different scenarios, this initialization is parametrized. The JSON configuration file that the simulator has as input has defined the different types of rolls that are in the sections of the rolling mill (its geometry, the number of positions, and the shape of each of them), the batches scheduled to be done, and its restrictions. The simulator generates a set of rolls that suit that types and the user must choose the algorithm that wants to be used in order to find a set of rolls that can be employed to perform each batch. Here, the users can design their own strategies for selecting the rolls, hence enabling the evaluation of different approaches and comparing the results.
3.1.1. Types of Rolls
The types of rolls are defined indicating the quantity of each, the geometry, shapes of its tracks, number of tracks, and initial and final diameter. The actual diameter of the rolls is generated randomly.
3.1.2. Batches, Jobs Performed with the Same Set of Rolls, and How They Are Defined
Changing the rolls is not an easy or quick operation, so it is avoided as much as possible. That is why the operators group the jobs that the mill has to do (batch) before performing them, reducing the number of replacements. For this very reason, the works that the simulator has to do are not single jobs but compositions (batches) of those that can be performed with the same set of rolls. The simulator is given a set of batches to perform and every batch received consists on each single job that has to be done before the rolls are disassembled. The batches are defined indicating the stands which take part, giving its number, geometry, shape and, for each of the single jobs that are part of it, the quality of the material and the number of tons rolled.
3.1.3. Restrictions Involved in the Rolls Exchange: Diameter Restrictions
Although this type of installation has several types of restrictions, the most important to be considered here are the restrictions between rolls diameters. These restrictions entail that the diameters of the rolls assembled in two consecutive stands must accomplish some constraints. A restriction between two stands with a given diameter (DA, DB) is applied in a factor (k) and is constrained to a given value (limit) using a relational operator (op). The evaluation of the restriction is performed evaluating the expression (DB − DA)/k op limit, where, as stated before, DB and DA are the diameters of the rolls, k is the factor, op is the relational operator (usually ±), and limit is the value to which the expression is constrained.
3.2. Outputs
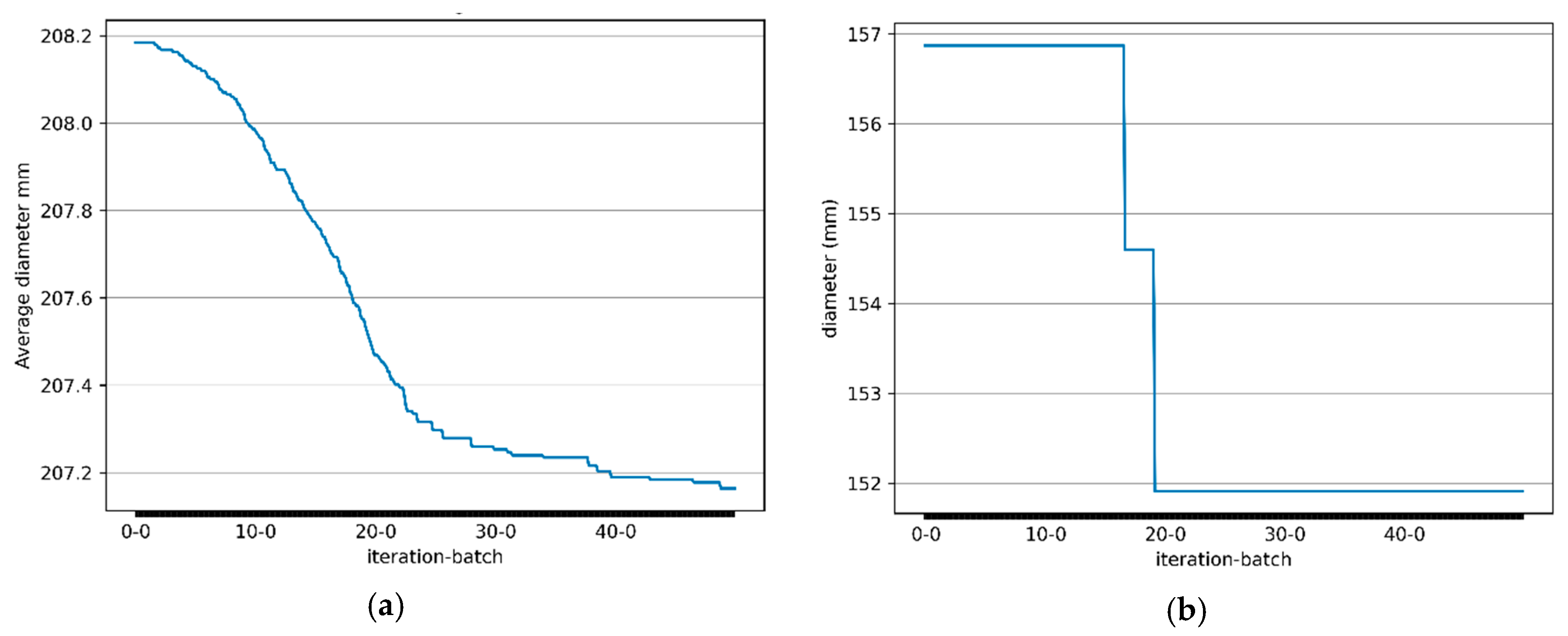
The batches defined in the configuration file are launched a certain amount of times defined previously and, for each batch, the diameter of the rolls is reduced according to a simple model which has been developed taking into account the number of tons laminated, the initial diameter of the roll, its geometry, and the shape of the track that works. Finally, the results are written to a JSON file and to observe them, they can be shown graphically by plotting the average, median, mode, and range diameters for each geometry and shape as well as the percentage of rolls grinded for each batch. In
Figure 5a, the evolution of the average diameter for a particular type of roll, with a particular geometry, number of positions, and shapes of each of them is shown. This measure is an indicator of the remaining life of this set of rolls, and some indicators, as the tons rolled by millimeter could be derived. In
Figure 5b, the evolution of the diameter of a particular roll is shown, as it is seen it has been assembled twice, and then the roll was no longer used.
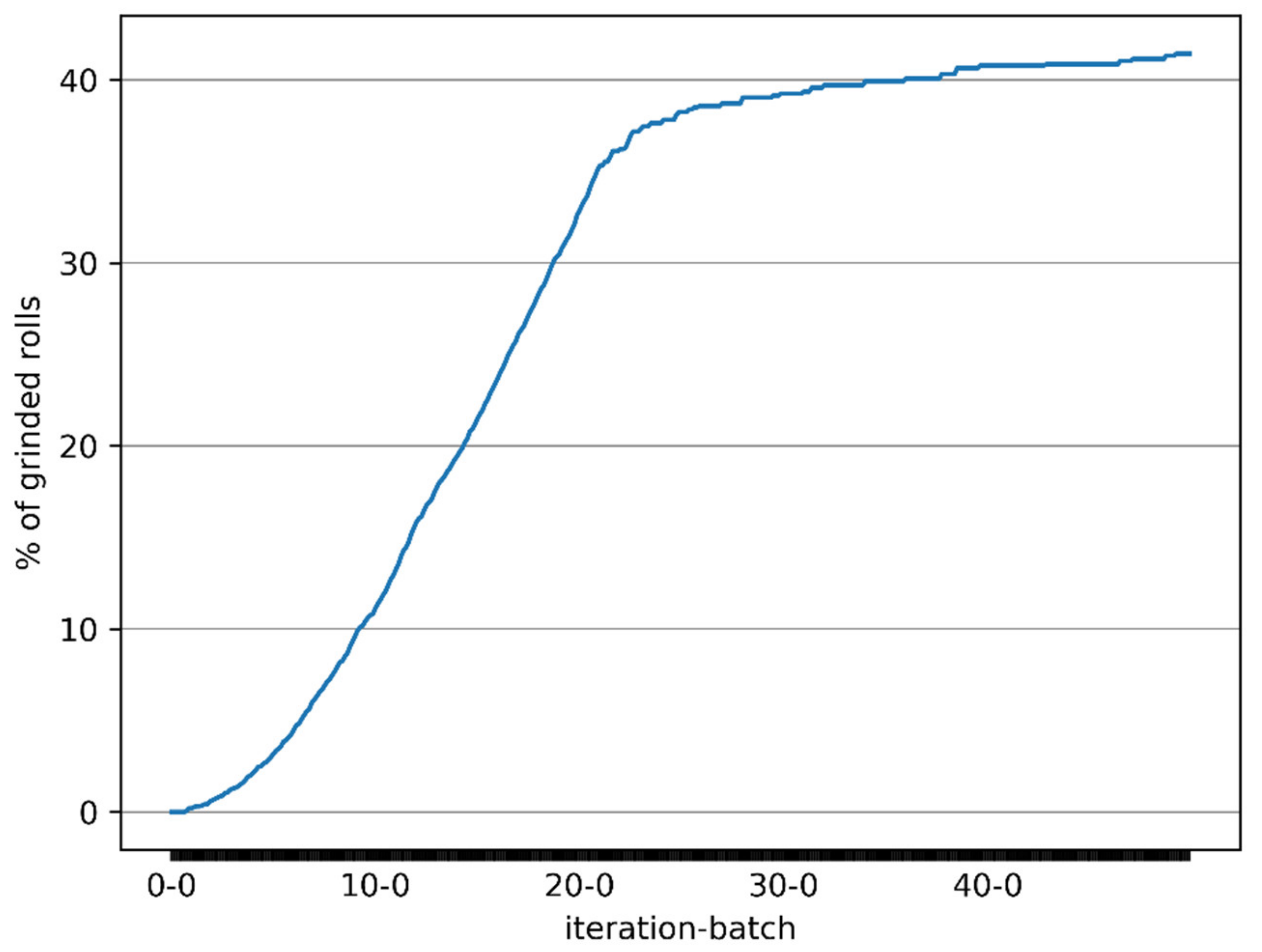
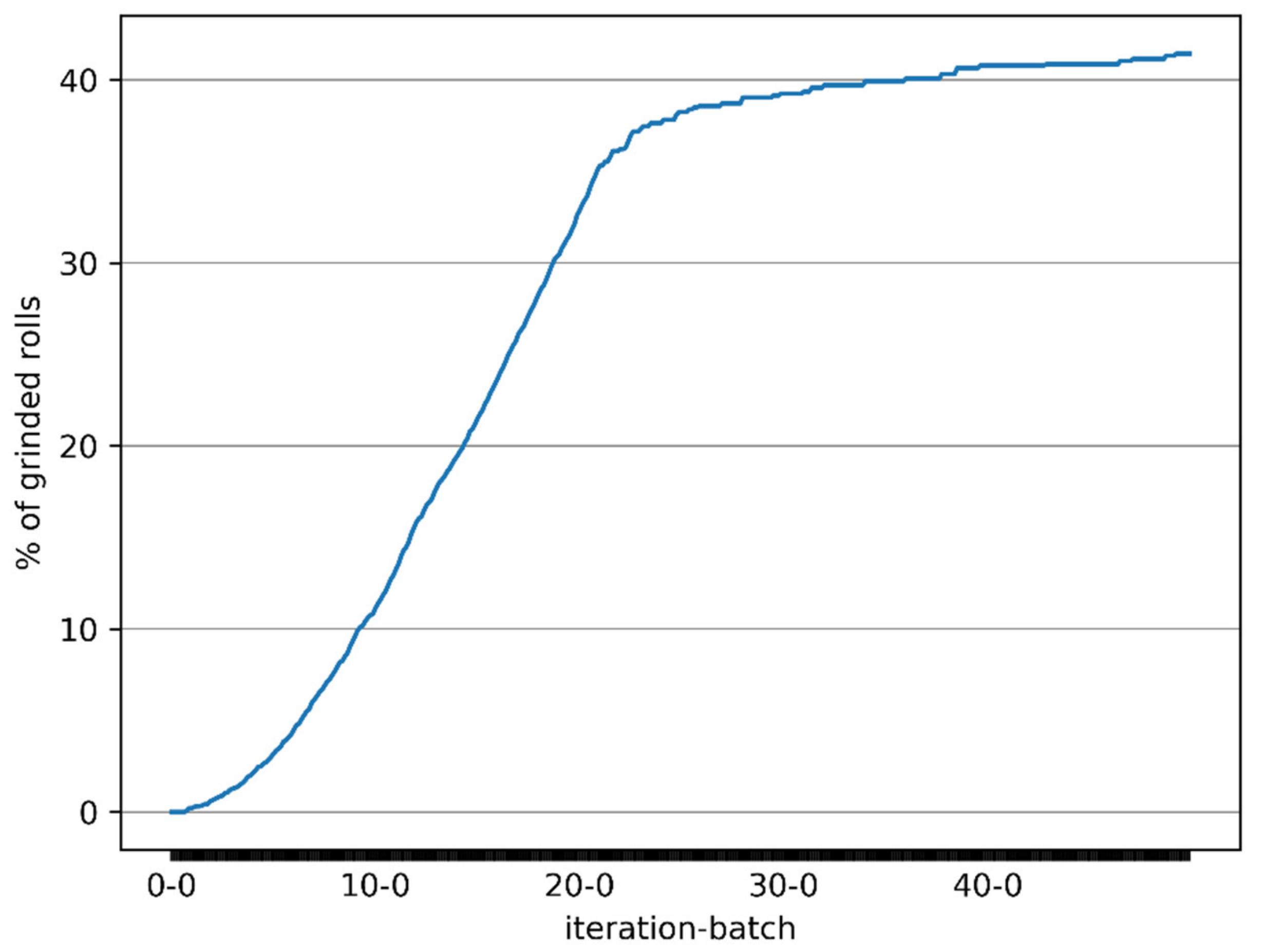
In
Figure 6, a set of eight batches has been launched fifty times (iterations) and the cumulative percentage of rolls grinded after each batch has been plotted. This is an indicator of how many rolls in the set have been grinded, and thus, their diameter has been reduced. The goal is to reduce diameters in a homogeneous way, to avoid that the differences in diameters in the collection or rolls are enlarged, which would imply a higher difficulty to find compatible rolls, forcing larger diameter reductions, with the consequent reduction in cylinder life. It is indicated in the X axe as iteration—batch, that is number of the execution—number of batch executing.
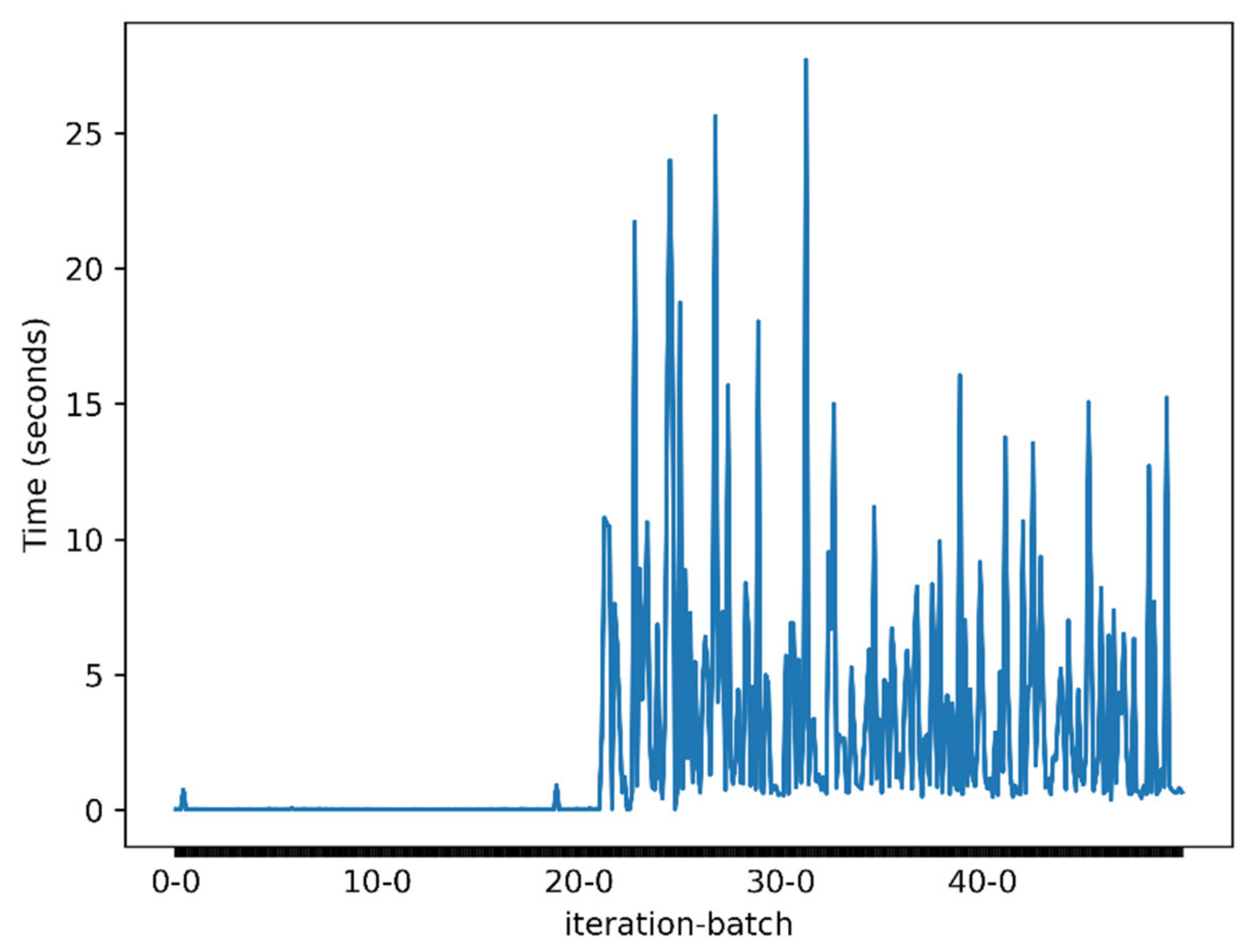
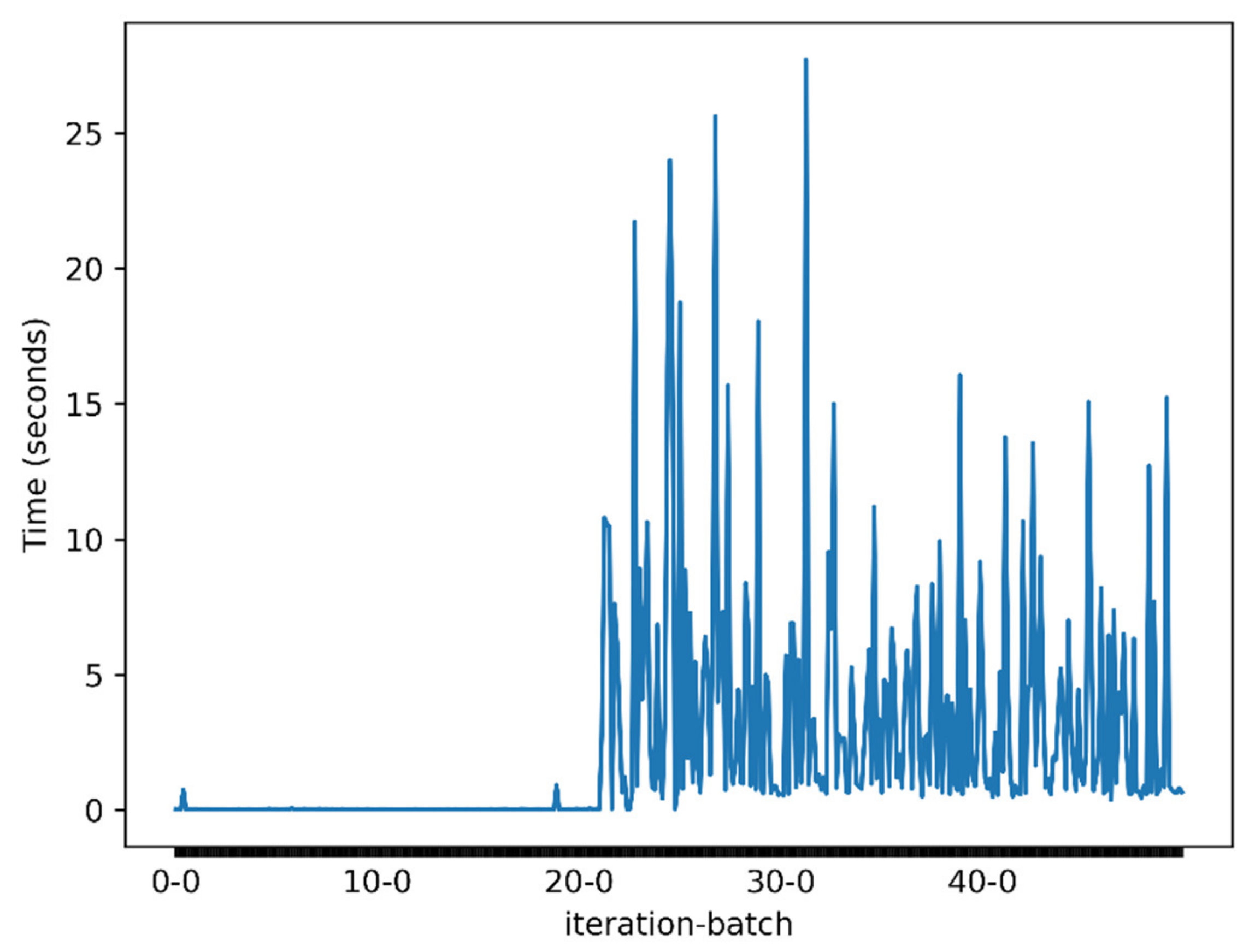
In order to accelerate the process, a filtering strategy is applied first, selecting for each stand just only those rolls that have positions ready to be assembled and whose geometry and shape are compatible with the roll stand. In this way, the number of rolls that are checked for each stand is limited, having also a maximum number of checked rolls for each pair of each stream. In
Figure 7, a set of 5600 rolls has been launched without time restriction and the number of pairs of rolls checked for each stream has been limited to ten, as it is seen, when there are no compatible solutions, the execution time boosts significantly, being the number of rolls checked for each stand very small the time it lasts as maximum is about twenty five seconds, and this would increase exponentially with the number of rolls checked. Future rolls reduction approaches must take into account the maintenance of rolls diameter compatibility.
If no solution is found, it is considered that it does not exist. The tests performed have been done with a small set of rolls, around 2800, in a Windows 10 desktop computer powered by an Intel Core i5-8500 processor of 3.00 GHz with 8.00 GB of DDR4 RAM, but more accurate tests will be done in the future. The time it lasts in finding a solution is very variable, from 2/100 s to more than three seconds or even not finding one. The results have proved that the probability of the algorithm finding a solution decreases with the generated rolls actual diameters difference; for example, if the randomly generated actual diameter for the rolls is generated between the initial diameter and the final diameter plus eighty percent of the difference, the algorithm usually finds a solution for every batch (higher probabilities of meeting the diameter restrictions among rolls); however, if the actual diameter is generated among the final and half the initial diameter, it can last three seconds or more and usually it does not find a solution at all before ending its execution. If the number of rolls is increased, it is easier to find suitable rolls, as the possibilities of finding compatibles ones are greater; for example, with 5600 rolls, solutions are found when the randomly generated actual diameter is among the initial and the final diameters, being the times very variable, from 2/100 s to more than three.
4. Conclusions
The developed Digital Twin, although it could be improved, is an accurate representation of the wire rod rolling mill, however, as we stated at the beginning, Digital Twins are never a target by themselves, but a way of achieving the organization goals. In this case, the organization goal that wants to be achieved is an upgrading of the rolls selection system by increasing its efficiency.
Future research could compare the performance of several selection algorithms in order to choose that of greater efficiency. This problem is an example of Constraint Satisfaction Problem, whose natural way of solving is some kind of Domain-pruning strategy such as the current backtracking algorithm implemented in the simulator. First approaches could be performed using asynchronous backtracking algorithm (ABT) [
11], an agents distributed algorithm. Following this approach, each stand will be implemented as an intelligent agent. The method needs a total order among agents, each holding exactly one variable. In this case, the order is given by the sequence of stands along the rolling mill, and the variable would be the rolls to be assembled for each stand. During the computation, the agents sent their assigned values to the agents that are connected to them by outgoing links. This approach would give a reference standard to compare with more sophisticated further approaches such as Reinforcement Learning methods.
Author Contributions
Conceptualization, V.R.M. and J.M.V.B.; methodology, V.R.M.; software, A.M.V.J. and J.G.G.; validation, A.M.V.J. and J.V.B.; formal analysis, A.M.V.J.; investigation, V.R.M.; writing—original draft preparation, A.M.V.J. and V.R.M. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by AGENCIA ESTATAL DE INVESTIGACION (Spain), grant number MCIU-19-PCI2019-103443.
Acknowledgments
The authors acknowledge CHIST-ERA SOON (Social Network of Machines) project for supporting this work.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Erol, S.; Jäger, A.; Hold, P.; Ott, K.; Sihn, W. Tangible Industry 4.0: A scenario-based approach to learning for the future of production. Procedia CiRp 2016, 54, 13–18. [Google Scholar] [CrossRef]
- Oztemel, E.; Gursev, S. Literature review of Industry 4.0 and related technologies. J. Intell. Manuf. 2020, 31, 127–182. [Google Scholar] [CrossRef]
- Alcácer, V.; Cruz-Machado, V. Scanning the Industry 4.0: A Literature Review on Technologies for Manufacturing Systems. Eng. Sci. Technol. Int. J. 2019, 22, 899–919. [Google Scholar] [CrossRef]
- Tao, F.; Cheng, J.; Cheng, Y.; Gu, S.; Zheng, T.; Yang, H. SDMSim: A manufacturing service supply–demand matching simulator under cloud environment. Robot.-Comput.-Integr. Manuf. 2017, 45, 34–46. [Google Scholar] [CrossRef]
- Tao, F.; Cheng, J.; Qi, Q. IIHub: An industrial Internet-of-Things hub toward smart manufacturing based on cyber-physical system. IEEE Trans. Ind. Inform. 2017, 14, 2271–2280. [Google Scholar] [CrossRef]
- Davis, J.; Edgar, T.; Porter, J.; Bernaden, J.; Sarli, M. Smart manufacturing, manufacturing intelligence and demand-dynamic performance. Comput. Chem. Eng. 2012, 47, 145–156. [Google Scholar] [CrossRef]
- Mittal, S.; Khan, M.A.; Romero, D.; Wuest, T. Smart manufacturing: Characteristics, technologies and enabling factors. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017. [Google Scholar] [CrossRef]
- Grieves, M.; Vickers, J. Digital twin: Mitigating unpredictable, undesirable emergent behavior in complex systems. In Transdisciplinary Perspectives on Complex Systems; Springer: Berlin/Heidelberg, Germany, 2017; pp. 85–113. [Google Scholar]
- Glaessgen, E.; Stargel, D. The digital twin paradigm for future NASA and US Air Force vehicles. In Proceedings of the 53rd AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics and Materials Conference 20th AIAA/ASME/AHS Adaptive Structures Conference 14th AIAA, Honolulu, HI, USA, 23–26 April 2012; p. 1818. [Google Scholar]
- Lu, Y.; Liu, C.; Wang, K.I.-K.; Huang, H.; Xu, X. Digital Twin-driven smart manufacturing: Connotation, reference model, applications and research issues. Robot.-Comput.-Integr. Manuf. 2020, 61, 101837. [Google Scholar] [CrossRef]
- Yokoo, M. Asynchronous Backtracking. In Distributed Constraint Satisfaction: Foundations of Cooperation in Multi-Agent Systems; Yokoo, M., Ed.; Springer Series on Agent Technology; Springer: Berlin/Heidelberg, Germany, 2001; pp. 55–68. ISBN 978-3-642-59546-2. [Google Scholar]
| Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).

 ,
, 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}