Thermographic Monitoring of Laser Cutting Machine †


{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
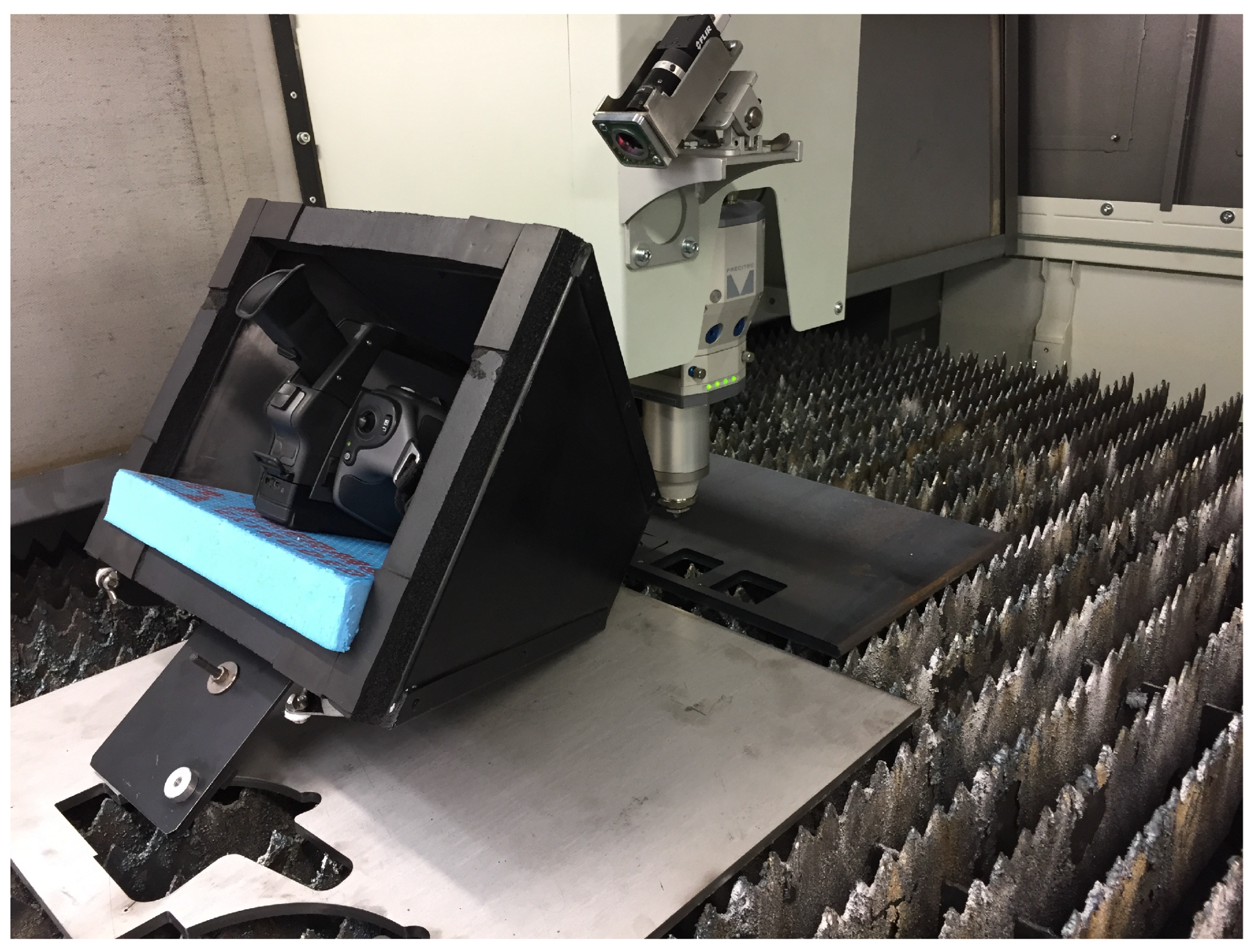
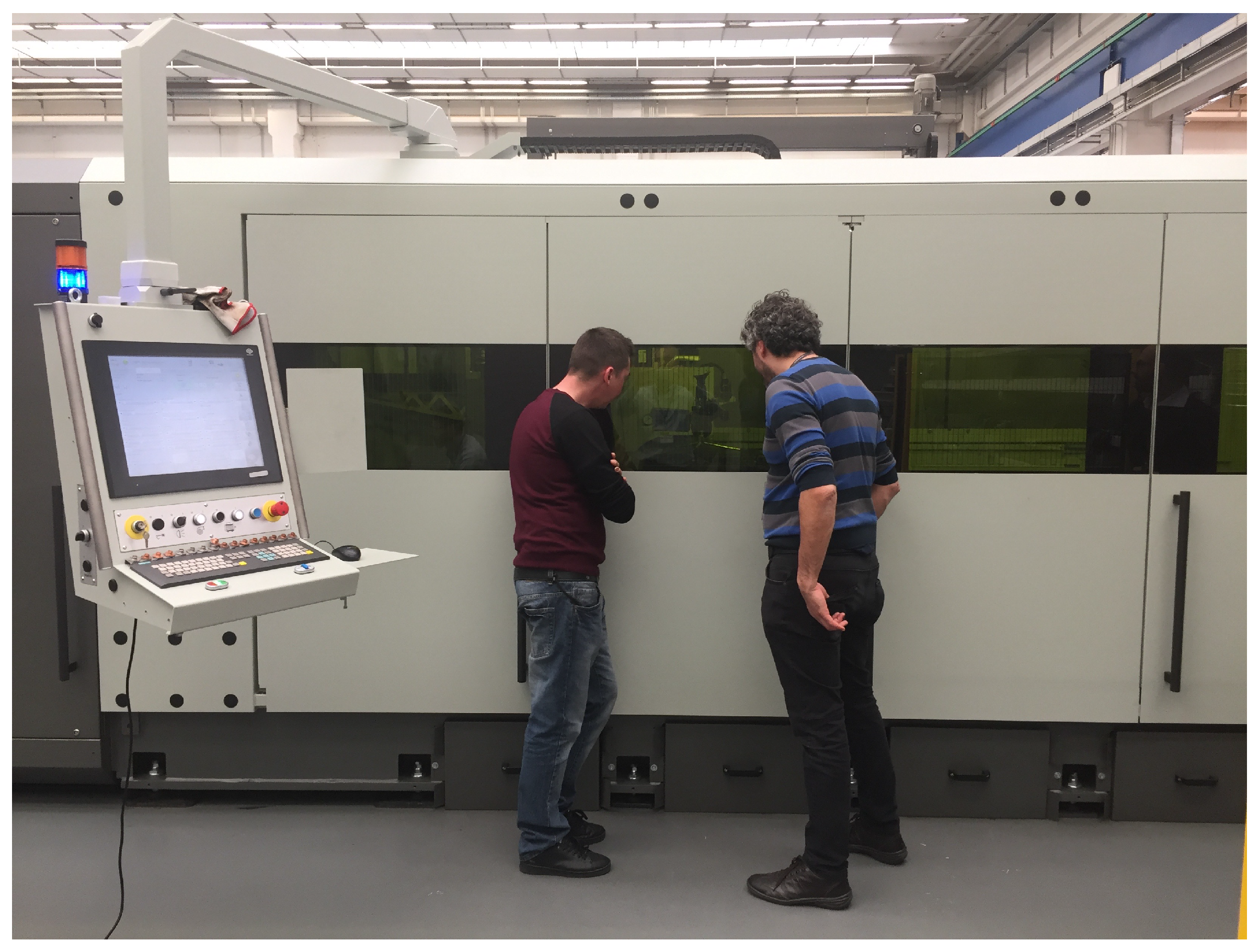
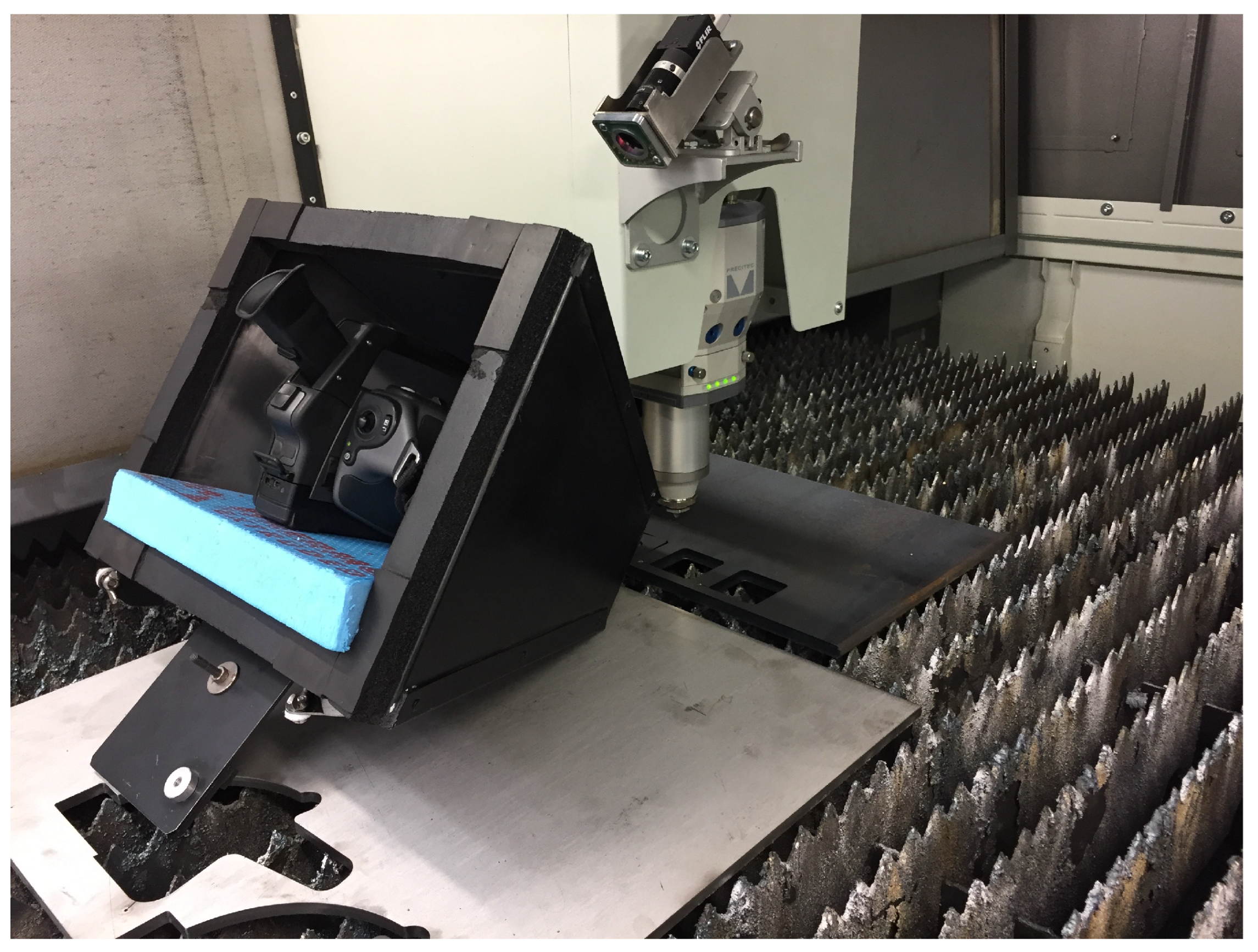
2. Materials and Methods
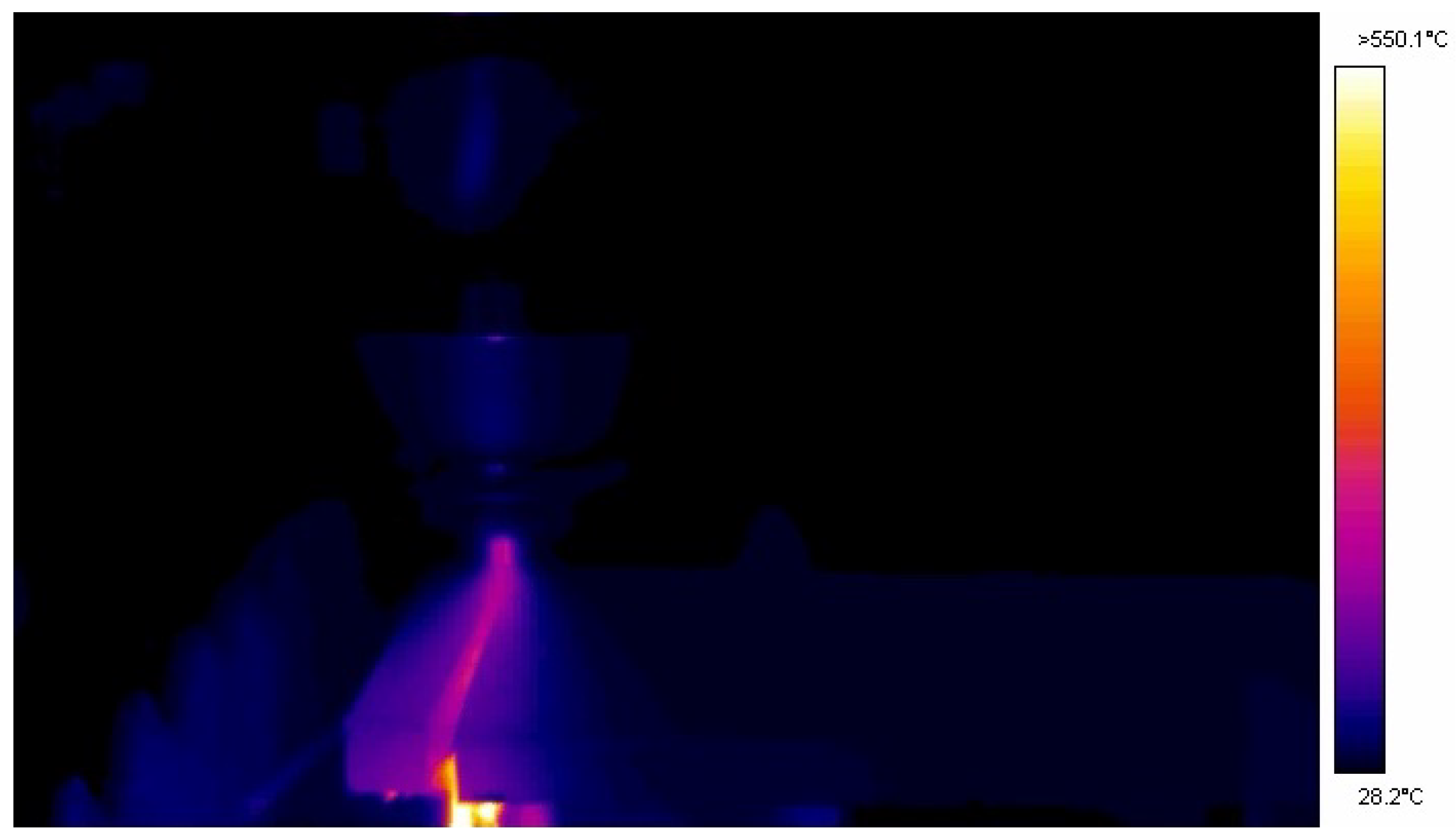
3. Results
Acknowledgments
References
- LT14 Fiber. Available online: https://www.blmgroup.com/en/ (accessed on 20 September 2019).
- Sheng, P.S.; Joshi, V.S. Analysis of heat-affected zone formation for laser cutting of stainless steel. J. Mater. Process. Technol. 1995, 53, 879–892. [Google Scholar] [CrossRef]
- Barenyi, I. Changes in mechanical properties of selected uhss steels after their cutting by laser and plasma. Univ. Rev. 2014, 8, 94–105. [Google Scholar]
- Petkovic, D.; Nikolic, V.; Milovancevic, M.; Lazov, L. Estimation of the most influential factors on the laser cutting process heat affected zone (HAZ) by adaptive neuro-fuzzy technique. Infrared Phys. Technol. 2016, 77, 12–15. [Google Scholar] [CrossRef]
- Miraoui, I.; Boujelbene, M.; Zaied, M. High-Power Laser Cutting of Steel Plates: Heat Affected Zone Analysis. Adv. Mater. Sci. Eng. 2016, 2016, 1242565. [Google Scholar] [CrossRef]
- Canisius, M.; Oberlander, M.; Herzog, D.; Schmidt-Lehr, M.; Ploog, P.; Albert, F.; Emmelmann, C. Correlation between Temperature Field and Heat Affected Zone during Laser Cutting of Carbon Fiber Reinforced Polymers. In Proceedings of the Lasers in Manufacturing Conference 2015, Munich, Germany, 22–25 June 2015. [Google Scholar]
- Carslaw, H.S.; Jaeger, J.C. Conduction of Heat in Solids; Oxford University Press: Oxford, UK, 1959. [Google Scholar]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bison, P.; Ferrarini, G.; Zanon, G. Thermographic Monitoring of Laser Cutting Machine. Proceedings 2019, 27, 28. https://doi.org/10.3390/proceedings2019027028
Bison P, Ferrarini G, Zanon G. Thermographic Monitoring of Laser Cutting Machine. Proceedings. 2019; 27(1):28. https://doi.org/10.3390/proceedings2019027028
Chicago/Turabian StyleBison, Paolo, Giovanni Ferrarini, and Gabriele Zanon. 2019. "Thermographic Monitoring of Laser Cutting Machine" Proceedings 27, no. 1: 28. https://doi.org/10.3390/proceedings2019027028
APA StyleBison, P., Ferrarini, G., & Zanon, G. (2019). Thermographic Monitoring of Laser Cutting Machine. Proceedings, 27(1), 28. https://doi.org/10.3390/proceedings2019027028