Experimental Study on the Strength of Stainless Steel Fillet Welds †

Abstract
:1. Introduction
2. Welding Process and Procedure
3. Experimental Programme
3.1. Mechanical Properties of the Base Metal
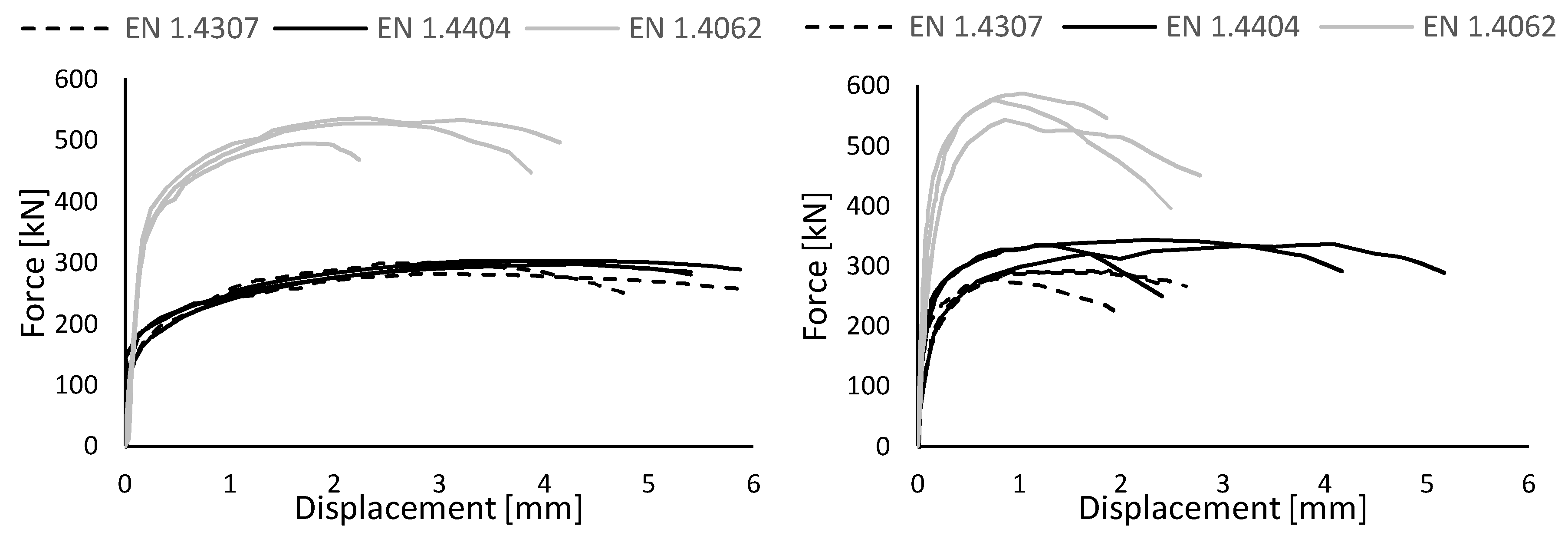
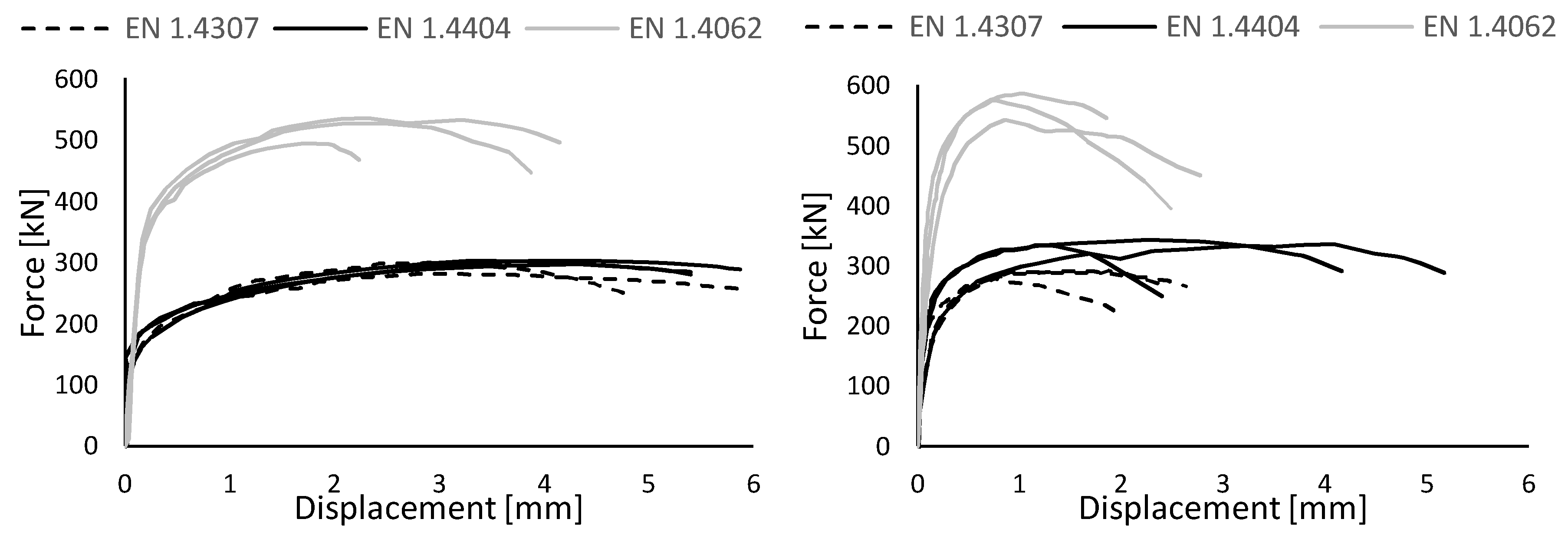
3.2. Experimental Results
4. Assessment of the Design Rules
5. Conclusions
Acknowledgments
References
- Baddoo, N.R.; Kosmač, A. Sustainable Duplex Stainless Steel Bridges. 2010. Available online: www.wordstainless.org (accessed on 15 June 2018).
- Kotecki, D.J. Some Pitfalls in Welding of Duplex Stainless Steels. Soldagem Insp. 2010, 15, 336–343. [Google Scholar] [CrossRef]
- Stangenberg, H. ECSC Project—Structural Design of Stainless Steel Welded Connections; Final Report; Document WP4.1.5S.02; RWTH Institute of Steel Construction: Aachen, Germany, 2000. [Google Scholar]
- European Committee for Standardization (CEN). Eurocode 3: Design of Steel Structures—Part 1–4: General Rules—Supplementary Rules for Stainless Steels; Brussel CEN: Brussel, Belgium, 2015. [Google Scholar]
- Günther, H.P.; Hildebrand, J.; Rasche, C.; Versch, C.; Wudtke, I.; Kuhlmann, U.; Vormwald, M.; Werner, F. Welded connections of high-strength steels for the building industry. Weld World 2012, 56, 86–106. [Google Scholar] [CrossRef]
- European Committee for Standardization (CEN). Eurocode 3: Design of Steel Structures—Part 1–8: Design of Joints; Brussel CEN: Brussel, Belgium, 2009. [Google Scholar]
- ImageJ (Version 2) [GPL Software]. 2017. Available online: http://www.imagej.net/ (accessed on 15 June 2018).
- ASTM E562-11, Standard Test Method for Determining Volume Fraction by Systematic Manual Point Count; ASTM International: West Conshohocken, PA, USA, 2011.
- Van Nassau, L.; Meelker, H.; Hilkes, J. Welding duplex and super-duplex stainless steels. Duplex Stainl. Steels 1991, 1, 303–323. [Google Scholar]
- ISO 5817, Welding—Fusion-Welded Joints in Steel, Nickel, Titanium and Their Alloys (Beam Welding Excluded)—Quality Levels for Imperfections; Standard, International Organisation for Standardisation: Geneva, Switzerland, 2014.
- Fortan, M.; Dejans, A.; Debruyne, D.; Rossi, B. The strength of stainless steel fillet welds using GMAW. In Proceedings of the Stainless Steel in Structures—Fifth International Experts Seminar, London, UK, 18–19 Spetember 2017. [Google Scholar]
- Maes, A.; Mertens, S. Experimental Study of the Strength of Austenitic and Duplex Welds. Master’s Thesis, KU Leuven Campus De Nayer, Sint-Katelijne-Waver, Belgium, 2017. [Google Scholar]
- Fortan, M.; De Wilder, K.; Debruyne, D.; Rossi, B. Shear buckling of lean duplex stainless steel plate girders with non-rigid end posts. In Proceedings of the 8th International Conference on Steel and Aluminium Structures 2016, Hong Kong, China, 7–9 December 2016. [Google Scholar]
- Sutton, M.A.; Orteu, J.-J.; Schreier, H.W. Image Correlation for Shape, Motion and Deformation Measurements: Basic Concepts, Theory and Applications; Springer: New York, NY, USA, 2009. [Google Scholar]
- Arrayago, I.; Real, E.; Gardner, L. Description of stress-strain curves for stainless steel alloys. Mater. Des. 2015, 87, 540–552. [Google Scholar] [CrossRef]
- MatchID. Available online: www.matchidmbc.be (accessed on 15 June 2018).
- CloudCompare (Version 2.8.1) [GPL Software]. 2017. Available online: http://www.CloudCompare.org/ (accessed on 15 June 2018).
- Kuhlmann, U.; Günther, H.-P.; Rasche, C. High-strength steel fillet welded connections. Steel Constr. 2008, 1, 77–84. [Google Scholar] [CrossRef]
- Lu, H.; Dong, P.; Boppudi, S. Strength analysis of fillet welds under longitudinal and transverse shear conditions. Mar. Struc. 2015, 43, 87–106. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
| Base Material | Filler Material | Travel Speed | Wire Speed | Voltage | Current | Pulse Frequency | Heat Input |
|---|---|---|---|---|---|---|---|
| cm/min | m/min | V | A | Hz | kJ/mm | ||
| 1.4307 | type 309LSi | 30 | 7.5 | 22.2 | 258 | 233 | 0.92 |
| 1.4404 | type 316LSi | 33 | 8.2 | 23 | 265 | 233 | 0.89 |
| 1.4062 | Böhler CN 24/9 LDX | 33 | 7.5 | 21 | 226 | 278 | 0.69 |
| Zone | Measured Ferrite Content and 95% Confidence Interval (%) | Recommended Ferrite Content (%) |
|---|---|---|
| Base material | 64 ± 8 | 40 to 60 |
| Heat affected zone | 70 ± 8 | 25 to 75 |
| Weld metal | 61 ± 2 | 25 to 75 |
| Name | Load Direction | Measured Fracture Surface | Tensile Strength | Experimental Failure Load | Predicted Failure Load | Strength Ratio |
|---|---|---|---|---|---|---|
| A | fu | Fexp | Fpred | Fexp/Fpred | ||
| - | mm2 | MPa | kN | kN | - | |
| 1.4307L1 | Longitudinal | 192 | 678 | 302 | 301 | 1.00 |
| 1.4307L2 | Longitudinal | 188 | 299 | 294 | 1.02 | |
| 1.4307L3 | Longitudinal | 177 | 284 | 278 | 1.02 | |
| 1.4307T1 | Transverse | 258 | 297 | 247 | 1.20 | |
| 1.4307T2 | Transverse | 250 | 281 | 239 | 1.17 | |
| 1.4307T3 | Transverse | 250 | 292 | 240 | 1.22 | |
| 1.4404L1 | Longitudinal | 182 | 609 | 303 | 257 | 1.18 |
| 1.4404L2 | Longitudinal | 183 | 297 | 258 | 1.15 | |
| 1.4404L3 | Longitudinal | 189 | 303 | 266 | 1.14 | |
| 1.4404T1 | Transverse | 290 | 338 | 250 | 1.35 | |
| 1.4404T2 | Transverse | 281 | 337 | 242 | 1.39 | |
| 1.4404T3 | Transverse | 306 | 343 | 263 | 1.30 | |
| 1.4062L1 | Longitudinal | 268 | 711 | 529 | 440 | 1.20 |
| 1.4062L2 | Longitudinal | 250 | 495 | 410 | 1.21 | |
| 1.4062L3 | Longitudinal | 275 | 536 | 451 | 1.19 | |
| 1.4062T1 | Transverse | 479 | 576 | 482 | 1.20 | |
| 1.4062T2 | Transverse | 457 | 587 | 459 | 1.28 | |
| 1.4062T3 | Transverse | 417 | 543 | 420 | 1.29 |
| Grade | Longitudinal | Transverse | ||
|---|---|---|---|---|
| Average Strength Ratio | CoV | Average Strength Ratio | CoV | |
| EN 1.4307 | 1.01 | 0.01 | 1.20 | 0.02 |
| EN 1.4404 | 1.16 | 0.02 | 1.35 | 0.03 |
| EN 1.4062 | 1.20 | 0.01 | 1.26 | 0.04 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fortan, M.; Dejans, A.; Debruyne, D.; Rossi, B. Experimental Study on the Strength of Stainless Steel Fillet Welds. Proceedings 2018, 2, 431. https://doi.org/10.3390/ICEM18-05290
Fortan M, Dejans A, Debruyne D, Rossi B. Experimental Study on the Strength of Stainless Steel Fillet Welds. Proceedings. 2018; 2(8):431. https://doi.org/10.3390/ICEM18-05290
Chicago/Turabian StyleFortan, Maarten, Arnout Dejans, Dimitri Debruyne, and Barbara Rossi. 2018. "Experimental Study on the Strength of Stainless Steel Fillet Welds" Proceedings 2, no. 8: 431. https://doi.org/10.3390/ICEM18-05290
APA StyleFortan, M., Dejans, A., Debruyne, D., & Rossi, B. (2018). Experimental Study on the Strength of Stainless Steel Fillet Welds. Proceedings, 2(8), 431. https://doi.org/10.3390/ICEM18-05290