Structural Properties Ni20Cr10Al2Y Coatings for Geothermal Conditions †

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
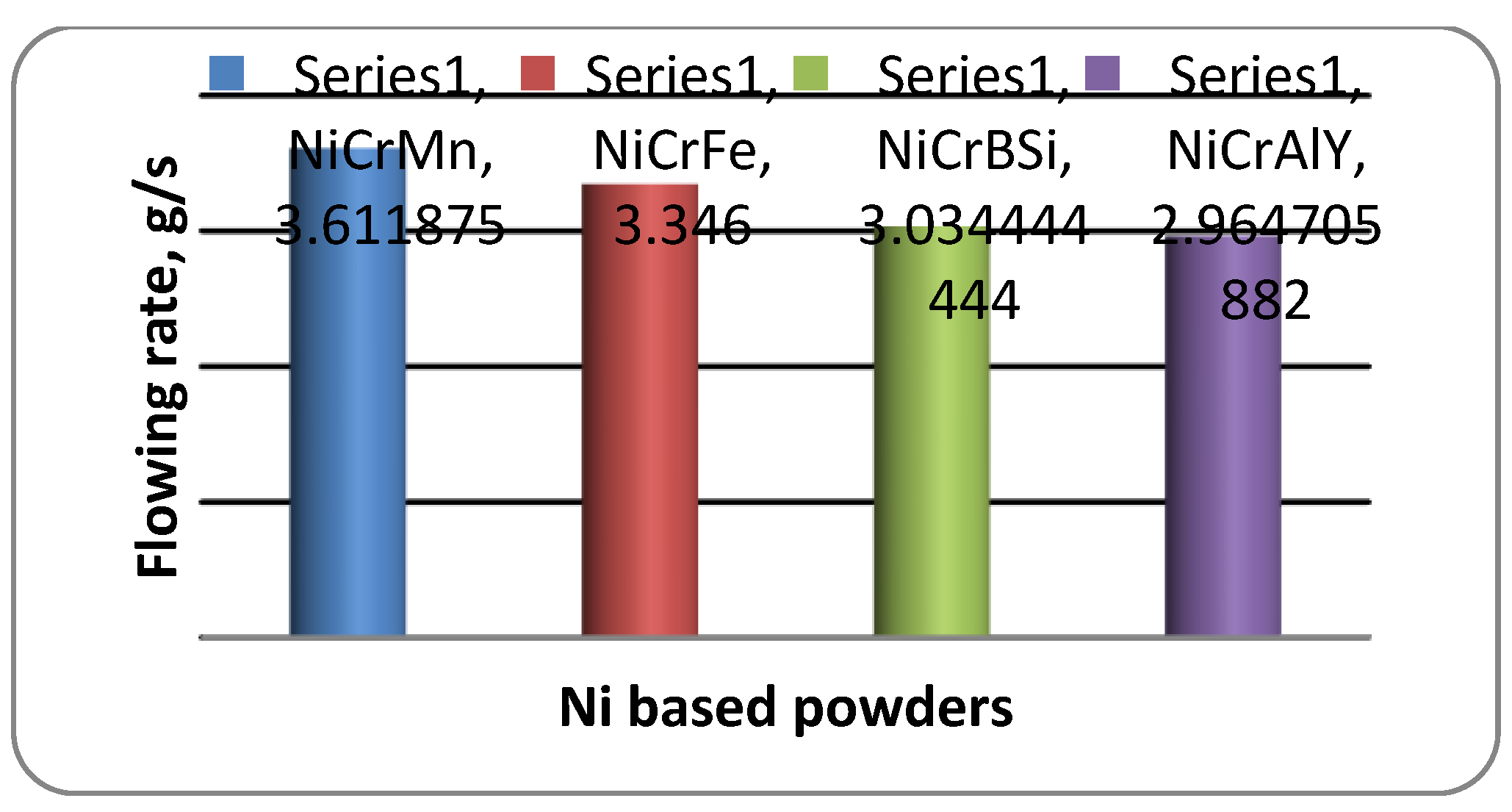
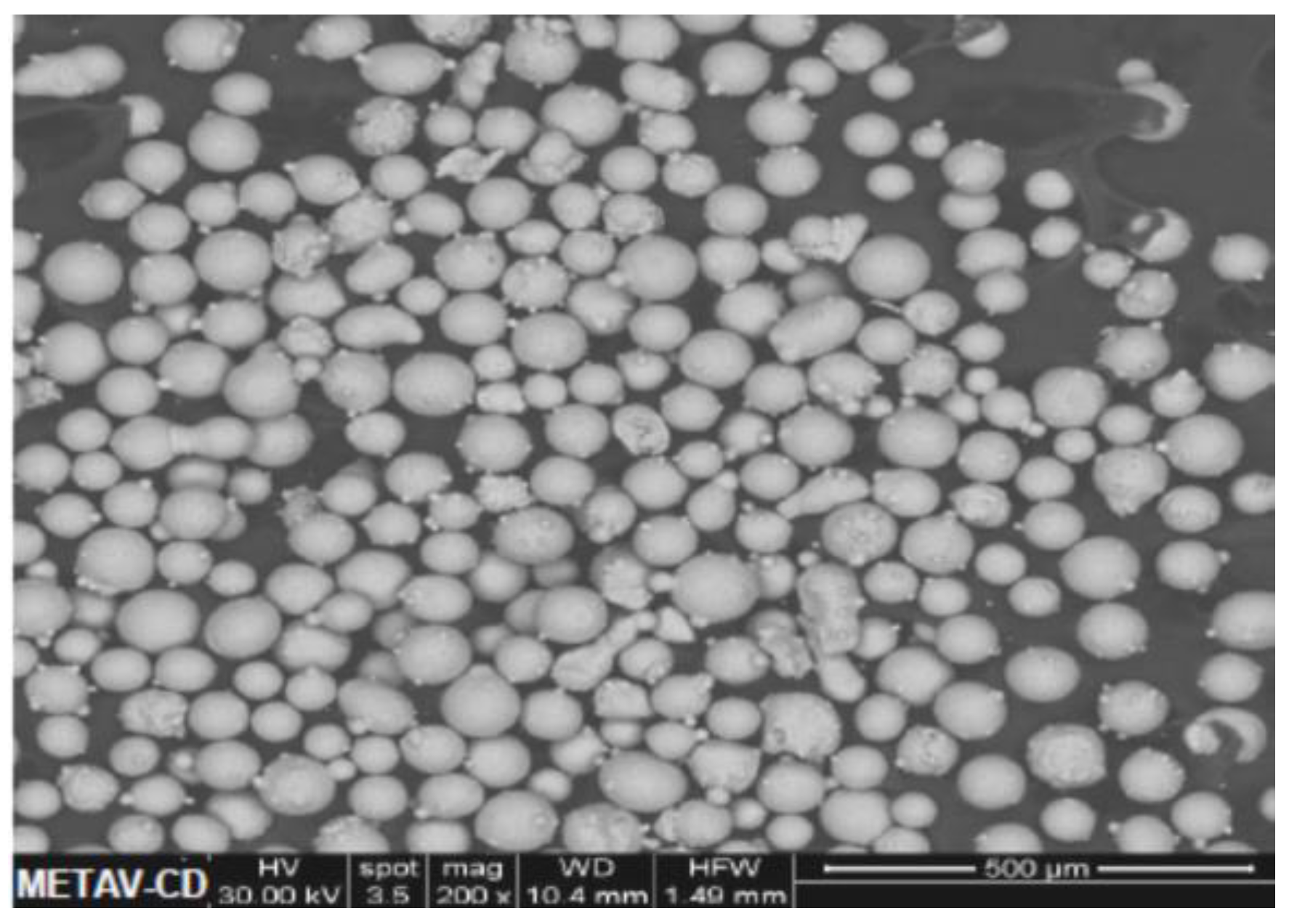
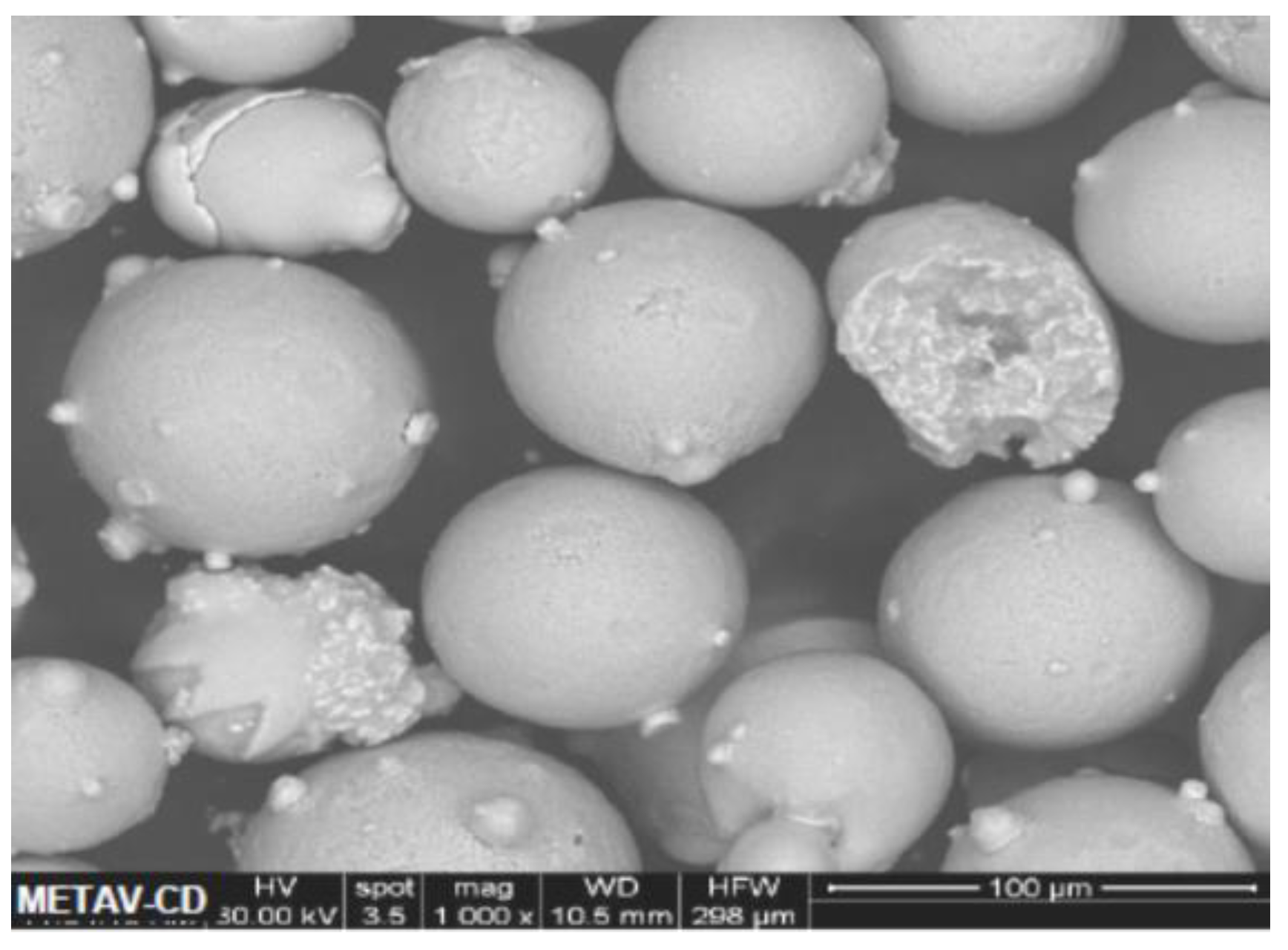
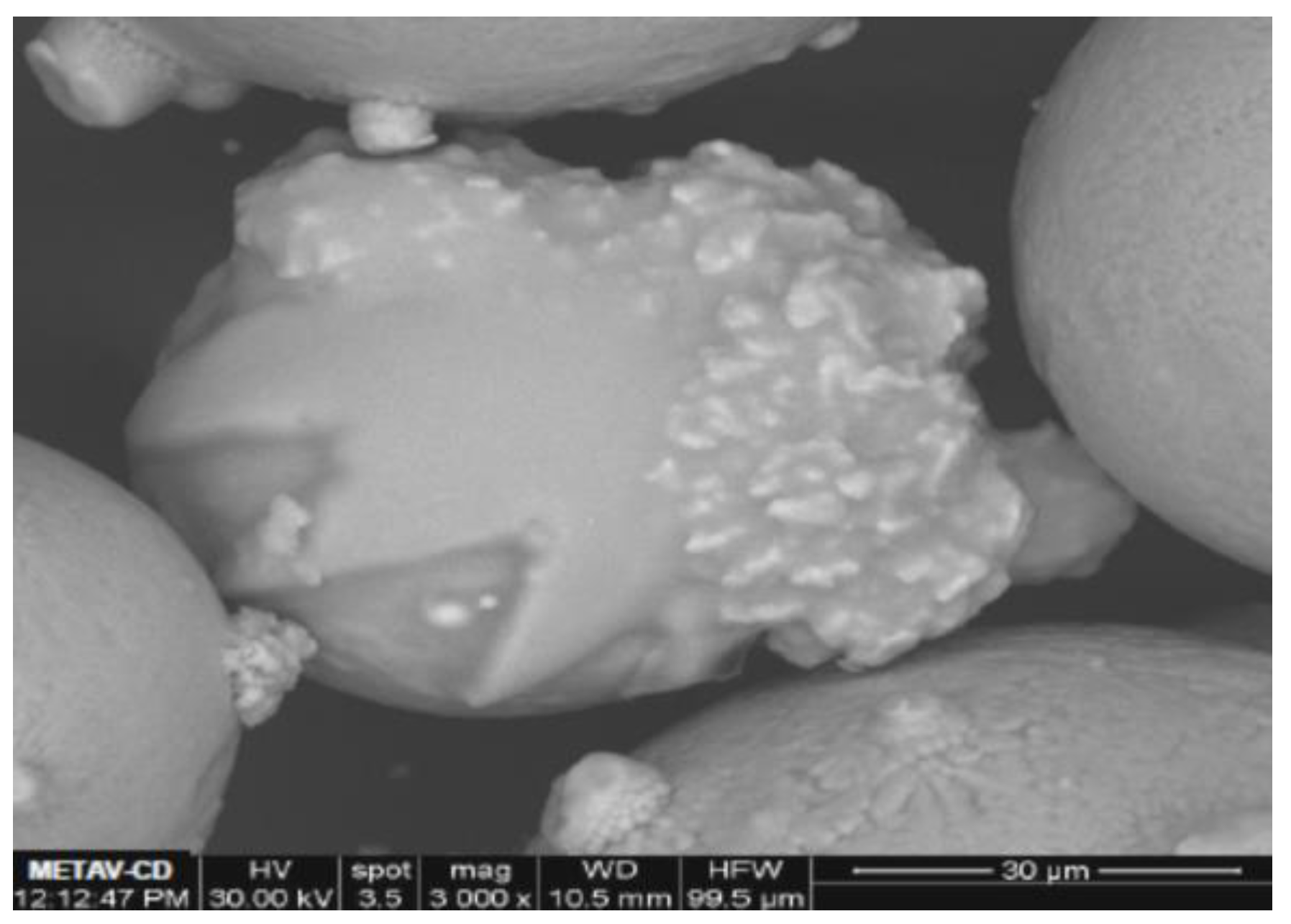
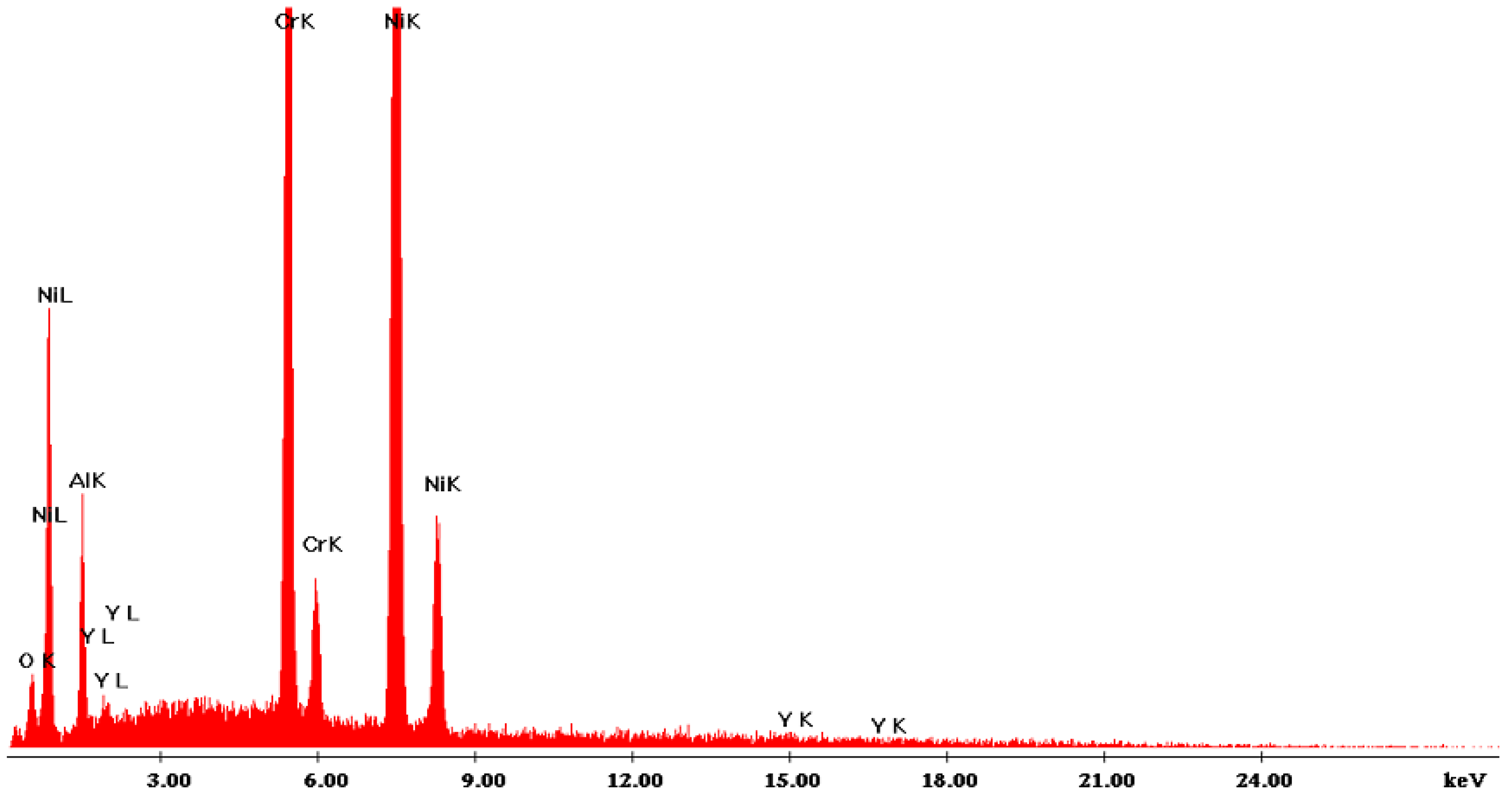
3.1. Initial Powder Characterization
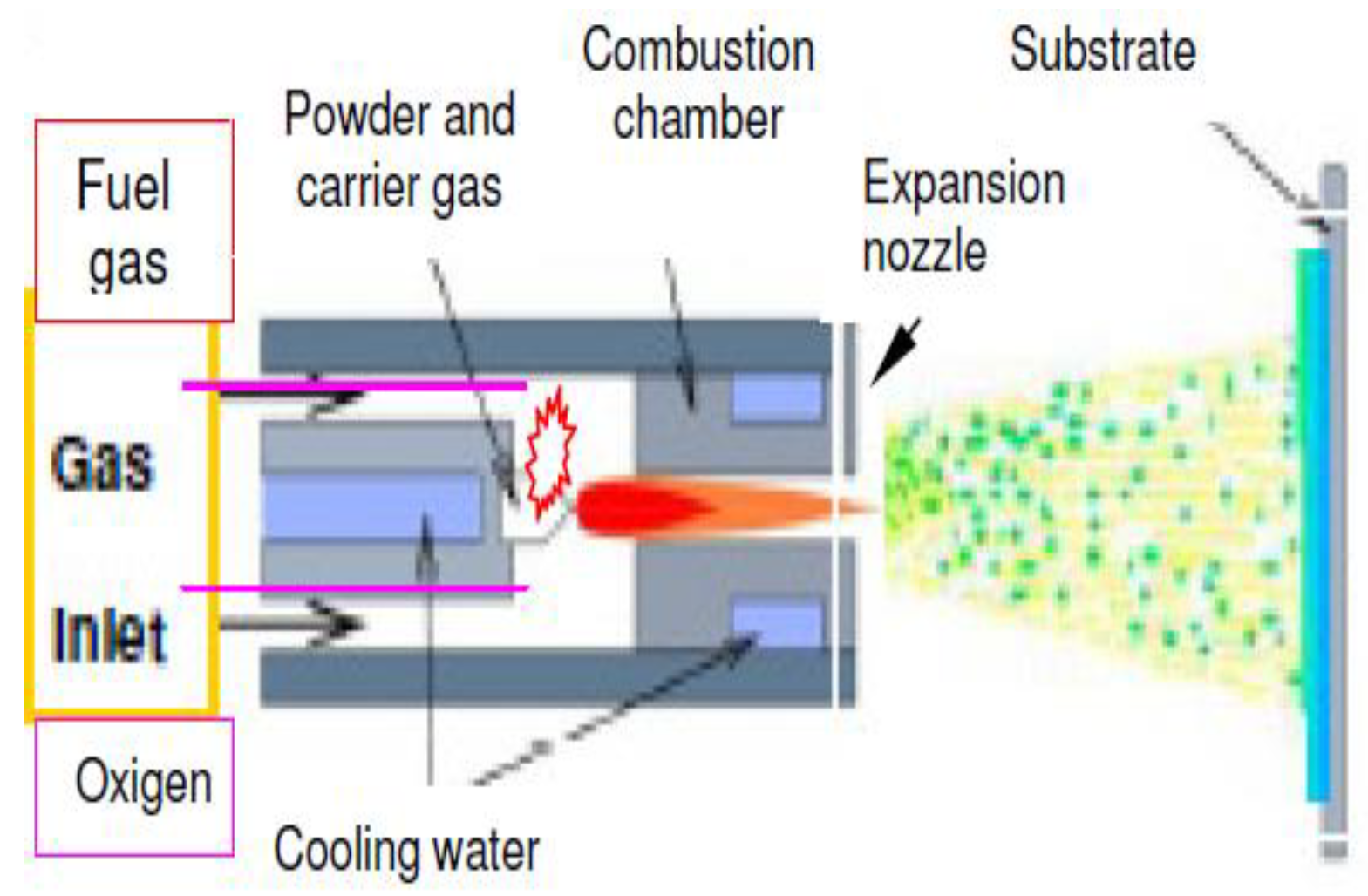
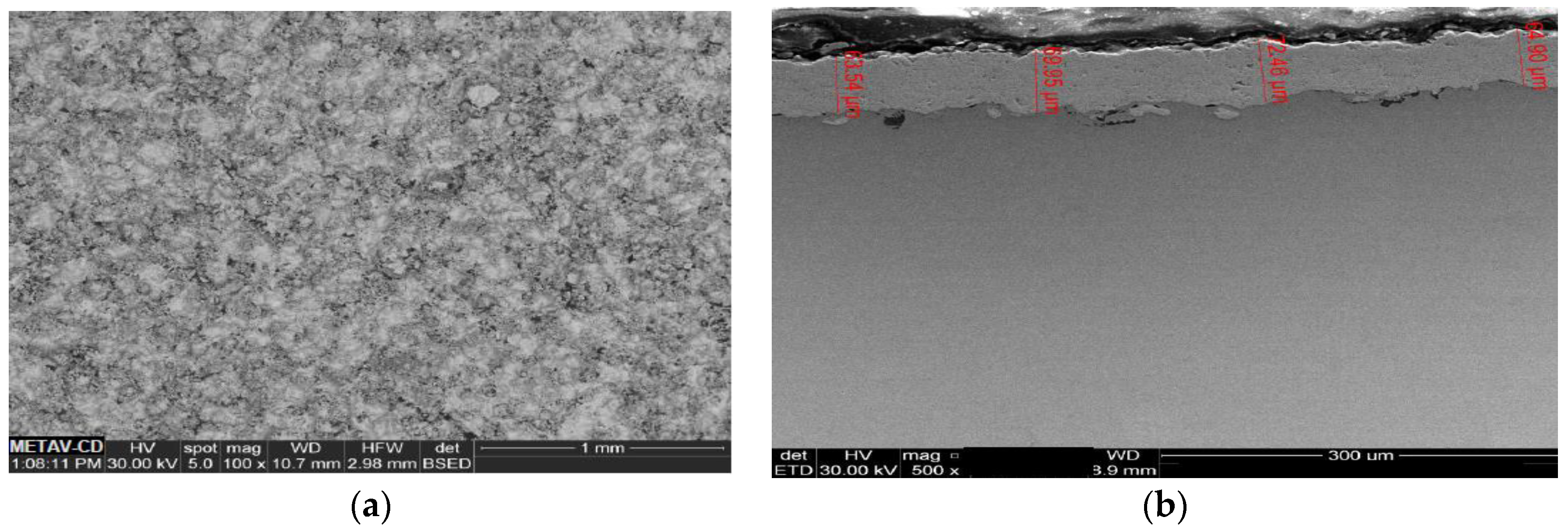
3.2. HVOF Coatings Characterization
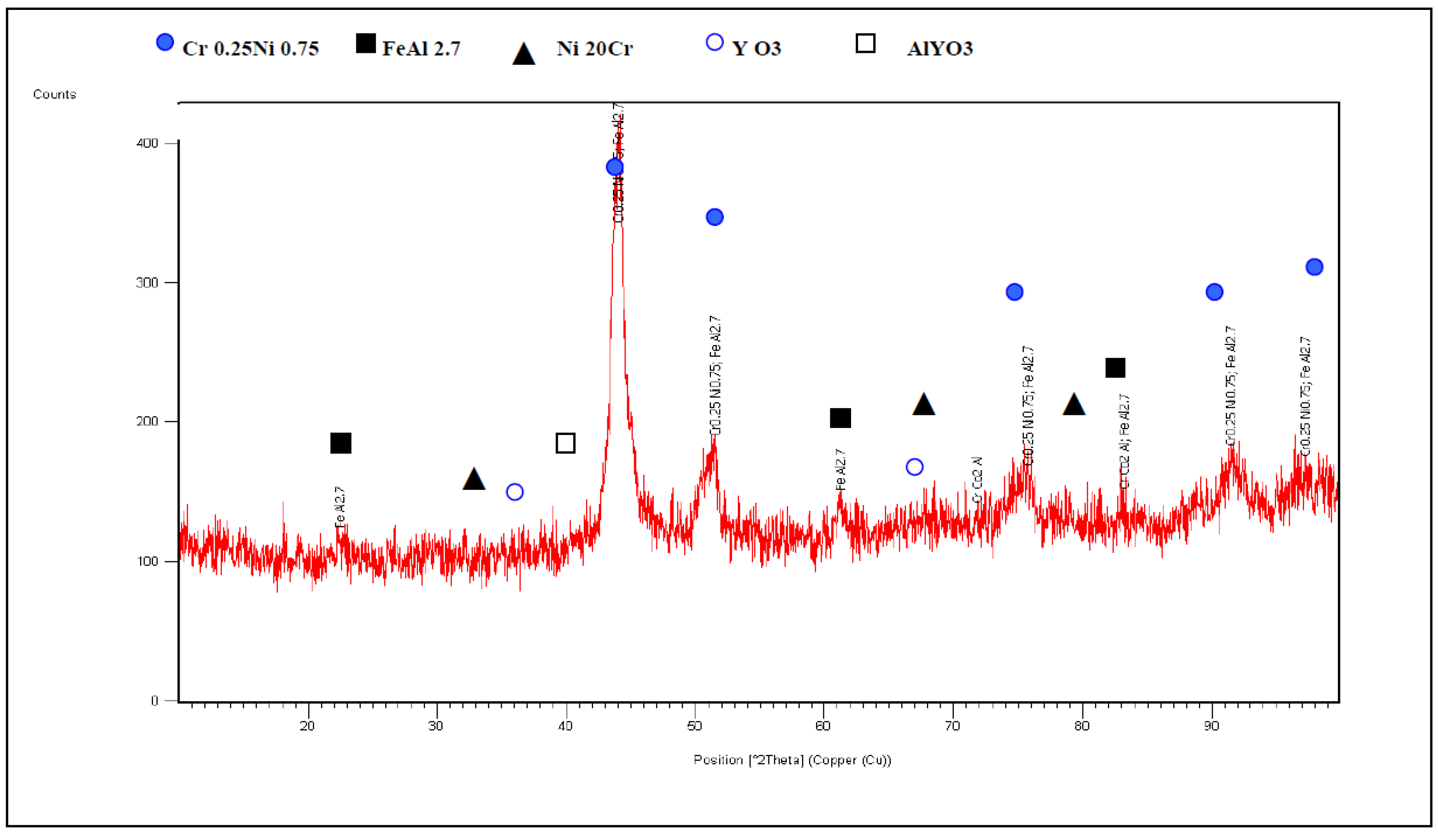
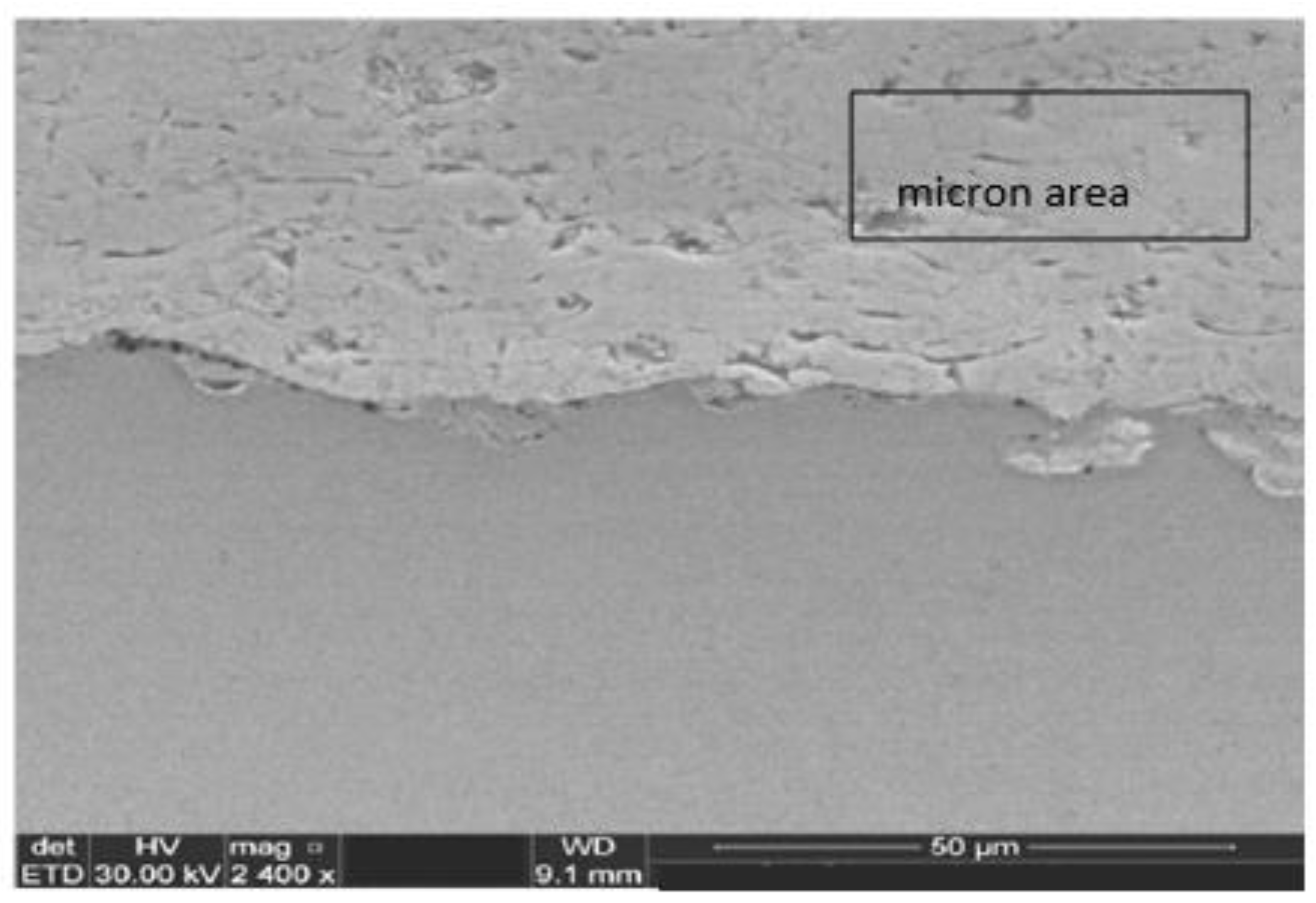
3.3. Microstructure and X-Diffraction
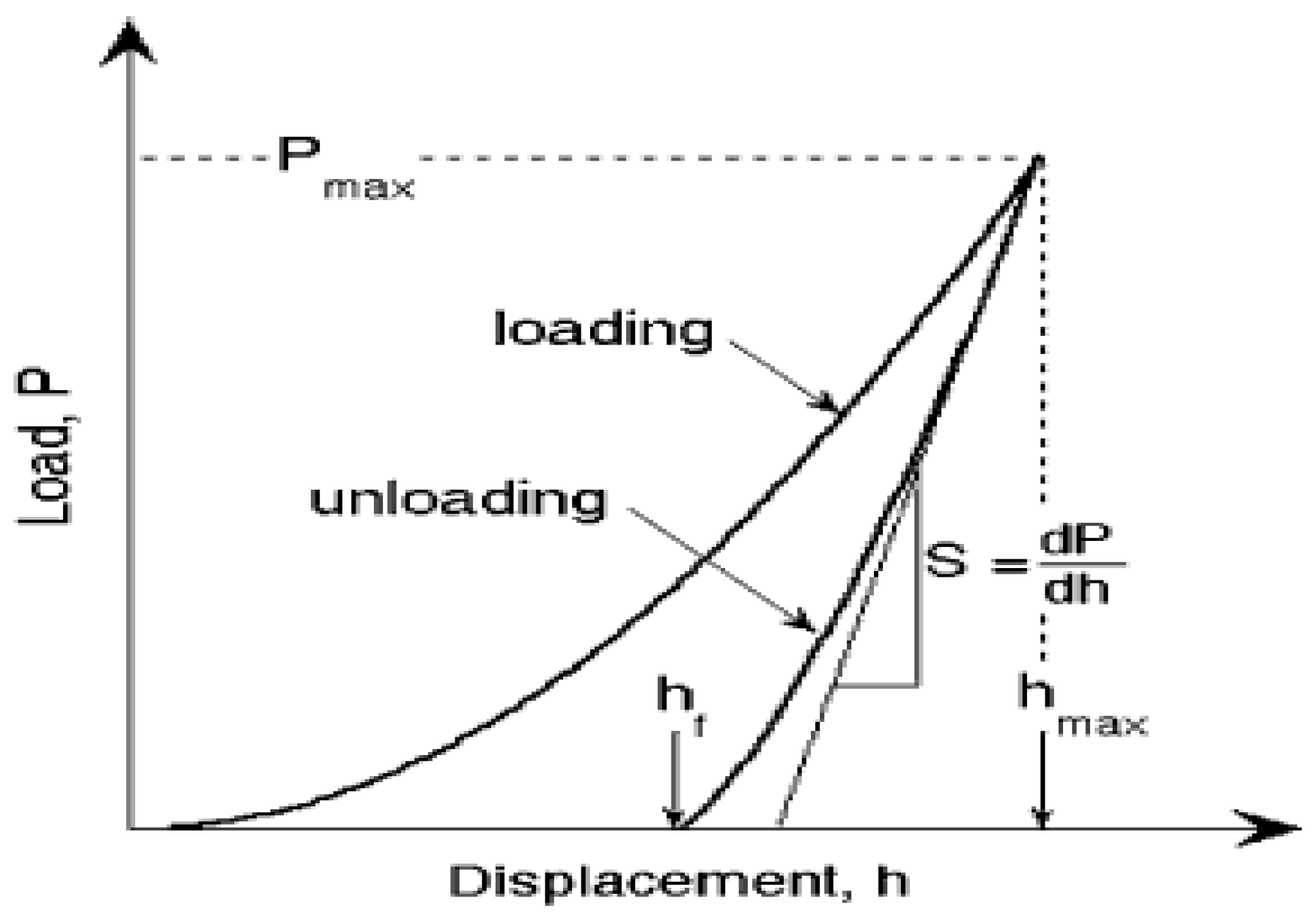
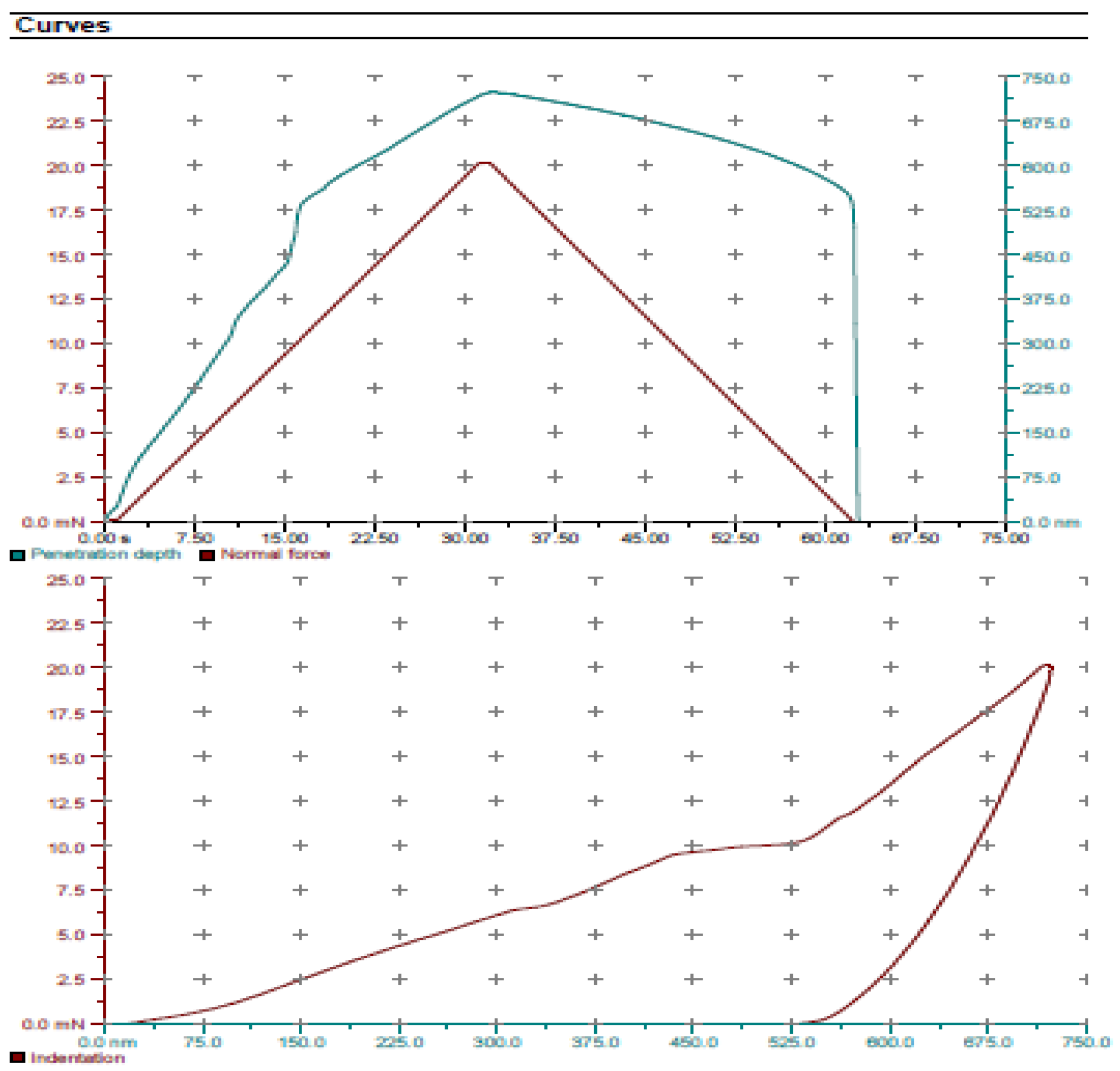
3.4. Mechanical Properties
4. Conclusions
Acknowledgments
References
- Cabral-Miramontes, J.A.; Gaona-Tiburcio, C.; Almeraya-Calderón, F.; Estupiñan-Lopez, F.H.; Pedraza-Basulto, G.K.; Poblano-Salas, C.A. Parameter Studies on High-Velocity Oxi-Fuel Spraying of CoNiCrAlY Coatings Used in the Aeronautical Industry. Int. J. Corros. 2014, 2014. [Google Scholar] [CrossRef]
- Souza, R.C.; Voorwald, H.J.; Cioffi, M. Fatigue strength of HVOF sprayed Cr3C2-25NiCr and WC-10Ni on AISI 4340 steel. Surf. Coat. Technol. 2008, 203, 191–198. [Google Scholar] [CrossRef]
- Masuku, Z.H.; Olubambi, P.A.; Potgieter, J.H.; Obadele, B.A. Tribological and Corrosion Behavior of HVOF-Sprayed WC-Co-Based Composite Coatings in Simulated Mine Water Environments. Tribol. Trans. 2015, 58, 337. [Google Scholar] [CrossRef]
- Matthews, S.; James, B.; Hyland, M. Erosion of oxide scales formed on Cr3C2-NiCr thermal spray coatings. Corros. Sci. 2008, 50, 3087–3094. [Google Scholar] [CrossRef]
- Chatha, S.; Sidhu, H.; Sidhu, B. Characterization and Corrosion-Erosion Behavior of Carbide based Thermal Spray Coatings. J. Miner. Mater. Charact. Eng. 2012, 11, 569. [Google Scholar]
- Wang, H.; Zuo, D.; Wang, M.; Sun, G.; Miao, H.; Sun, Y. High temperature frictional wear behaviors of nano-particle reinforced NiCoCrAlY cladded coatings. Trans. Nonferrous Met. Soc. China 2011, 21, 1322–1328. [Google Scholar] [CrossRef]
- Cao, Y.; Huang, C.; Liu, W.; Zhang, W.; Du, L. Effects of Boron Carbide Content on the Microstructure and Properties of Atmospheric Plasma-Sprayed NiCoCrAlY/Al2O3-B4C Composite Coatings. J. Therm. Spray Technol. 2014, 23, 716–724. [Google Scholar] [CrossRef]
- Shibata, M.; Kuroda, S.; Murakami, H.; Ode, M.; Watanabe, M.; Sakamoto, Y. Comparison of Microstructure and Oxidation Behavior of CoNiCrAlY Bond Coatings Prepared by Different Thermal Spray Processes. Mater. Trans. 2006, 47, 1638–1642. [Google Scholar] [CrossRef]
- Wang, B.-Q.; Verstak, A. Elevated temperature erosion of HVOF Cr3C2/TiC-NiCrMo cermet coating. Wear 1999, 233–235, 342–351. [Google Scholar] [CrossRef]
- Cunhaa, C.A.; Correaa, O.V.; Sayegb, I.J. High Temperature Erosion-oxidation Resistance of Thermally Sprayed Nanostructured Cr3C2-25(Ni-20Cr) Coatings. Mater. Res. 2017, 20, 994–1002. [Google Scholar] [CrossRef]
- He, J.; Ice, M.; Lavernia, E.J. Synthesis of nanostructured Cr3C2-25(Ni20Cr) coatings. Metall. Mater. Trans. A 2000, 31, 555–564. [Google Scholar] [CrossRef]
- Cunha, C.A.; Lima, N.B.; Martinelli, J.R.; Bressiani, A.H.; Padial, A.G. Microstructure and mechanical properties of thermal sprayed nanostructured Cr3C2-Ni20Cr coatings. Mater. Res. 2008, 11, 137–143. [Google Scholar] [CrossRef]
- SR EN ISO 3274:2001 Standard; Geometrical Product Specifications (GPS), Surface Texture: Profile Method. Nominal Characteristics of Contact (Stylus) Instruments. ISO: Geneva, Switzerland, 2017; Volume 4, pp. 2949–2962.
- SR EN ISO 4288:2002 Standard; Geometrical Product Specifications (GPS), Surface Texture: Profile Method. Rules and Procedures for the Assessment of Surface Texture. ISO: Geneva, Switzerland, 2002.
- DIN 50324; Tribology; Testing of Friction and Wear Model Test for Sliding Friction of Solids (Ball-on-Disc System). German Standard. 1992.
- ASTM G 133-95; Standard Test Method for Linear Reciprocating Ball-on-Flat Sliding Wear. ASTM International: West Conshohocken, PA, USA, 1995.
- Tao, K.; Zhou, X.; Cui, H.; Zhang, J. Microhardness variation in heat-treated conventional and nanostructured NiCrC coatings prepared by HVAF spraying. Surf. Coat. Technol. 2009, 203, 1406–1414. [Google Scholar] [CrossRef]
- Shukla, V.N.; Jayaganthan, R.; Tewari, V.K. Surface engineering analysis of HVOF sprayed Cr3C2-NiCr coating under high temperature oxidation. Int. J. Surf. Eng. Mater. Technol. 2014, 4, 44–49. [Google Scholar]
- Bolelli, G.; Berger, L.; Koivuluoto, H. Tribology of HVOF- and HVAF-sprayed WC-10Co4Cr hardmetal coatings: A comparative assessment. Surf. Coat. Technol. 2015, 265, 125–144. [Google Scholar] [CrossRef]
- Chatha, S.; Siduhu, H.S.; Siduhu, B.S. Characterization and Corrosion-Erosion Behaviors of Carbide based Thermal Spray Coatings. J. Mater. Charact. Eng. 2012, 11, 569. [Google Scholar]
- Oliver, C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements (wt %) | C max | Mn max | Si max | P max | S max | N max | Cu max | Other |
|---|---|---|---|---|---|---|---|---|
| Composition | 0.20 | 0.20 | - | 0.040 | 0.040 | 0.012 | 0.55 | 0.35 |
| Gas | Volumen Flow [SLPM] * | Operating Pressure [MPa] |
|---|---|---|
| Oxygen | 250–350 | 1.0 |
| Propane | 40–80 | 0.05 |
| Air | 450–600 | 0.07 |
| Powder feed | 35 g/min | - |
| Chemical Composition (wt%) | Nominal Particle Size Distribution (μm) | Apparent Density (g/cm3) | Flow Rate (s/50 g) | Manufacturing Method |
|---|---|---|---|---|
| Ni base 20%Cr; 10%Al; 2%Y | −53/+15 | 3.69 | 2.8 | Atomized particle |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Buzaianu, A.; Motoiu, P.; Csaki, I.; Ioncea, A.; Motoiu, V. Structural Properties Ni20Cr10Al2Y Coatings for Geothermal Conditions. Proceedings 2018, 2, 1434. https://doi.org/10.3390/proceedings2231434
Buzaianu A, Motoiu P, Csaki I, Ioncea A, Motoiu V. Structural Properties Ni20Cr10Al2Y Coatings for Geothermal Conditions. Proceedings. 2018; 2(23):1434. https://doi.org/10.3390/proceedings2231434
Chicago/Turabian StyleBuzaianu, Aurelian, Petra Motoiu, Ioana Csaki, Anghel Ioncea, and Vlad Motoiu. 2018. "Structural Properties Ni20Cr10Al2Y Coatings for Geothermal Conditions" Proceedings 2, no. 23: 1434. https://doi.org/10.3390/proceedings2231434
APA StyleBuzaianu, A., Motoiu, P., Csaki, I., Ioncea, A., & Motoiu, V. (2018). Structural Properties Ni20Cr10Al2Y Coatings for Geothermal Conditions. Proceedings, 2(23), 1434. https://doi.org/10.3390/proceedings2231434