High Throughput Roll-to-Roll Production of Microfluidic Chips †

 ,
, {kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
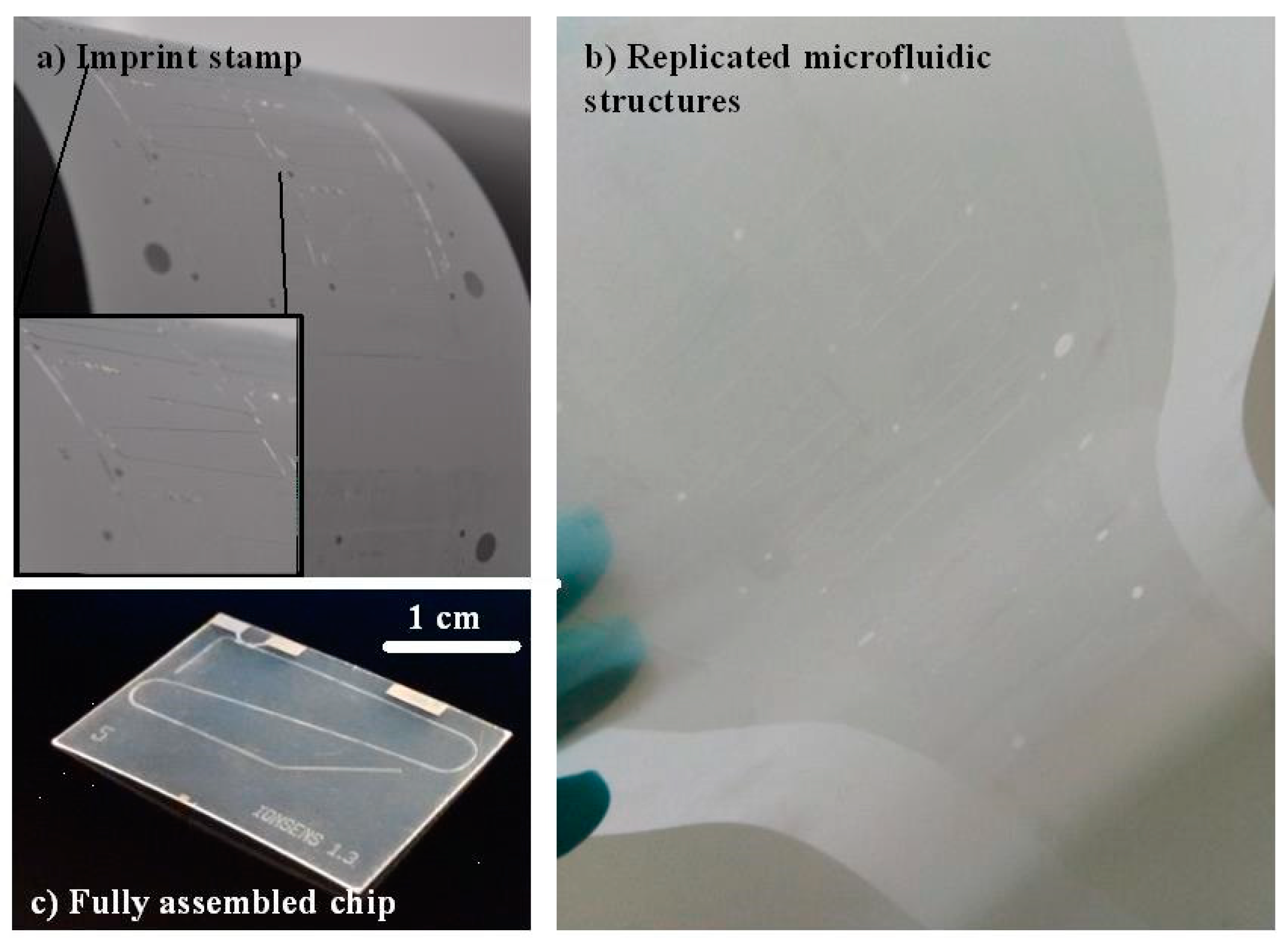
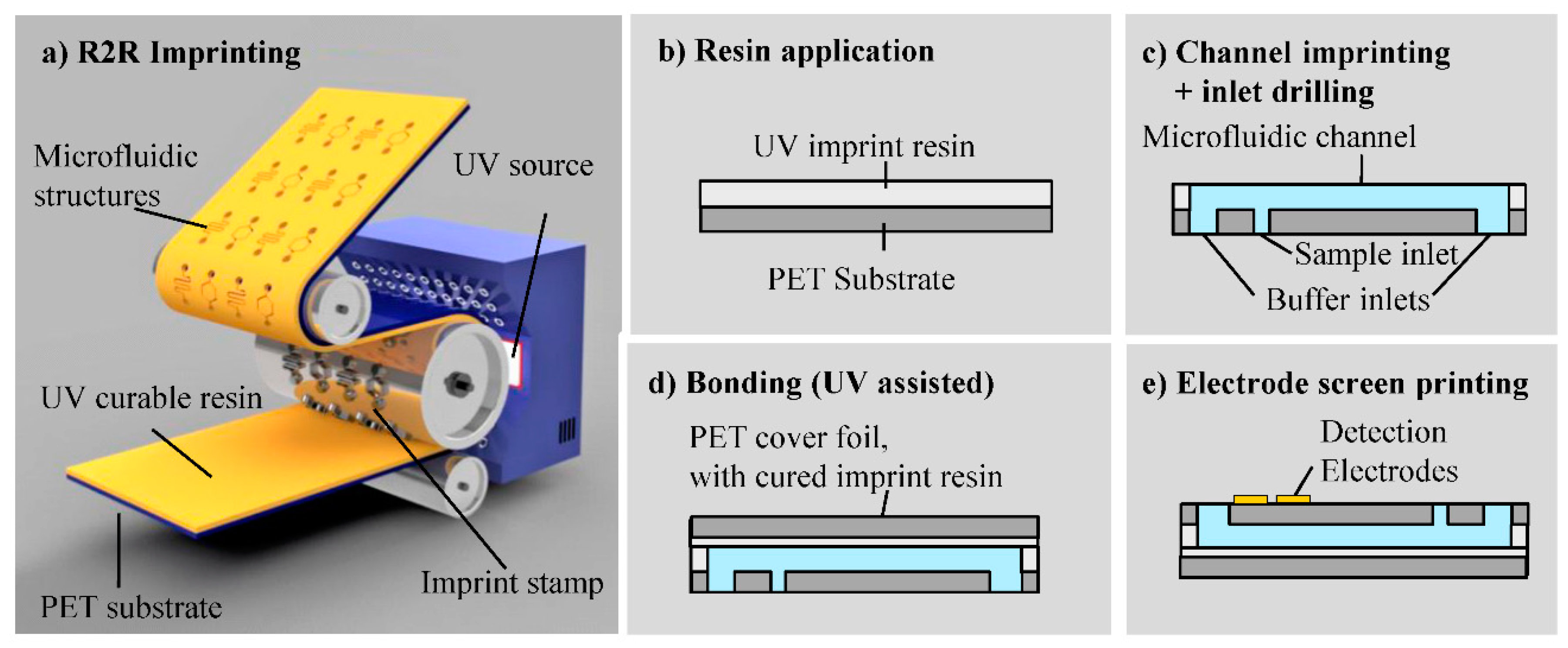
2.1. Chip Production
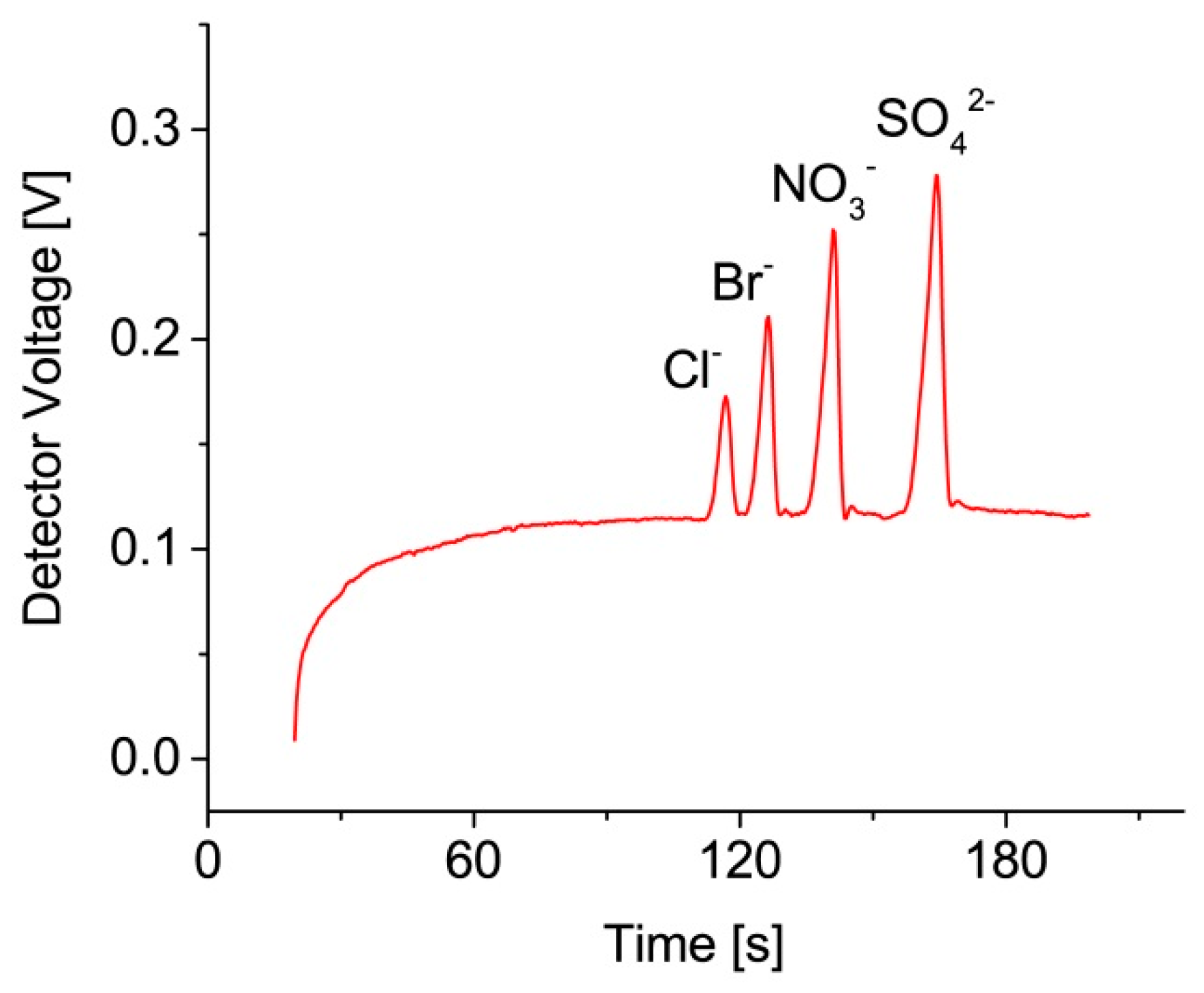
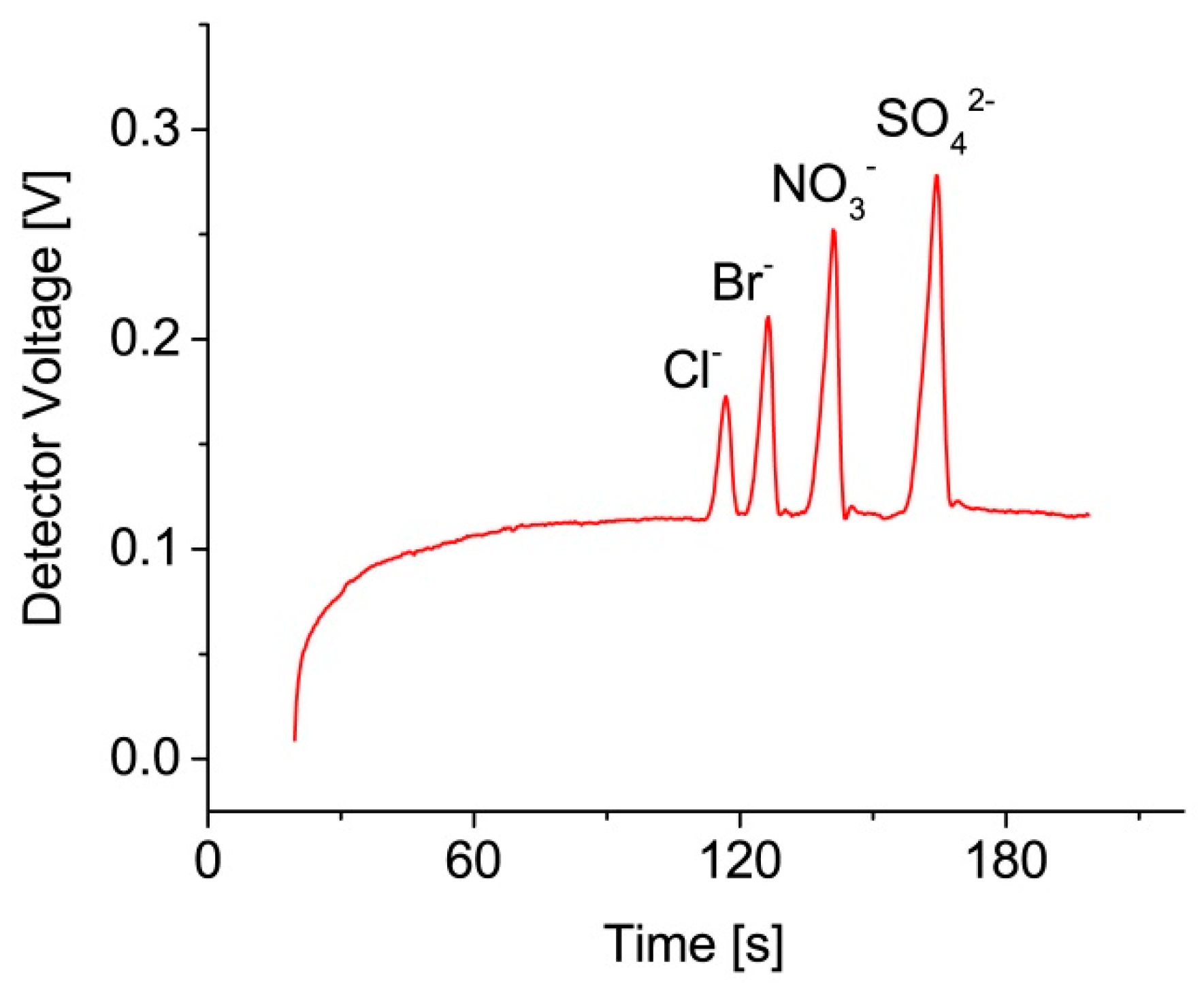
2.2. Capillary Electrophoresis Measurements
3. Results and Discussion
4. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Wang, X.; Liedert, C.; Liedert, R.; Papautsky, I. A disposable, roll-to-roll hot-embossed inertial microfluidic device for size-based sorting of microbeads and cells. Lab Chip 2016, 16, 1821–1830. [Google Scholar] [CrossRef] [PubMed]
- Hiltunen, J.; Liedert, C.; Hiltunen, M.; Huttunen, O.-H.; Hiitola-Keinänen, J.; Aikio, S.; Harjanne, M.; Kurkinen, M.; Hakalahti, L.; Lee, L.P. Roll-to-roll fabrication of integrated PDMS–paper microfluidics for nucleic acid amplification. Lab Chip 2018, 18, 1552–1559. [Google Scholar] [CrossRef]
- Leitgeb, M.; Nees, D.; Ruttloff, S.; Palfinger, U.; Götz, J.; Liska, R.; Belegratis, M.R.; Stadlober, B. Multilength Scale Patterning of Functional Layers by Roll-to-Roll Ultraviolet-Light-Assisted Nanoimprint Lithography. ACS Nano 2016, 10, 4926–4941. [Google Scholar] [CrossRef] [PubMed]
- Kokkinis, G.; Kriechhammer, G.; Scheidl, D.; Smolka, M. Lab-on-a-chip device for soil nutrient measurements. Proc. HAICTA 2017, 2017, 220–223. Available online: http://ceur-ws.org/Vol-2030/HAICTA_2017_paper24.pdf (accessed on 24 April 2018).
- Smolka, M.; Puchberger-Enengl, D.; Bipoun, M.; Klasa, A.; Kiczkajlo, M.; Śmiechowski, W.; Sowiński, P.; Krutzler, C.; Keplinger, F.; Vellekoop, M.J. A mobile lab-on-a-chip device for on-site soil nutrient analysis. Precis. Agric. 2016, 18, 152–168. [Google Scholar] [CrossRef]

Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Smolka, M.; Ruttloff, S.; Nees, D.; Prietl, C.; Satzinger, V.; Lamprecht, B.; Hütter, P.; Hesse, J.; Kokkinis, G.; Kriechhammer, G.; et al. High Throughput Roll-to-Roll Production of Microfluidic Chips. Proceedings 2018, 2, 1054. https://doi.org/10.3390/proceedings2131054
Smolka M, Ruttloff S, Nees D, Prietl C, Satzinger V, Lamprecht B, Hütter P, Hesse J, Kokkinis G, Kriechhammer G, et al. High Throughput Roll-to-Roll Production of Microfluidic Chips. Proceedings. 2018; 2(13):1054. https://doi.org/10.3390/proceedings2131054
Chicago/Turabian StyleSmolka, Martin, Stephan Ruttloff, Dieter Nees, Christine Prietl, Valentin Satzinger, Bernhard Lamprecht, Philipp Hütter, Jan Hesse, Georgios Kokkinis, Günther Kriechhammer, and et al. 2018. "High Throughput Roll-to-Roll Production of Microfluidic Chips" Proceedings 2, no. 13: 1054. https://doi.org/10.3390/proceedings2131054
APA StyleSmolka, M., Ruttloff, S., Nees, D., Prietl, C., Satzinger, V., Lamprecht, B., Hütter, P., Hesse, J., Kokkinis, G., Kriechhammer, G., Scheidl, D., & Wilfing, B. (2018). High Throughput Roll-to-Roll Production of Microfluidic Chips. Proceedings, 2(13), 1054. https://doi.org/10.3390/proceedings2131054