Piezoresistive Pressure Sensors for Resin Flow Monitoring in Carbon Fibre-Reinforced Composite †

{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
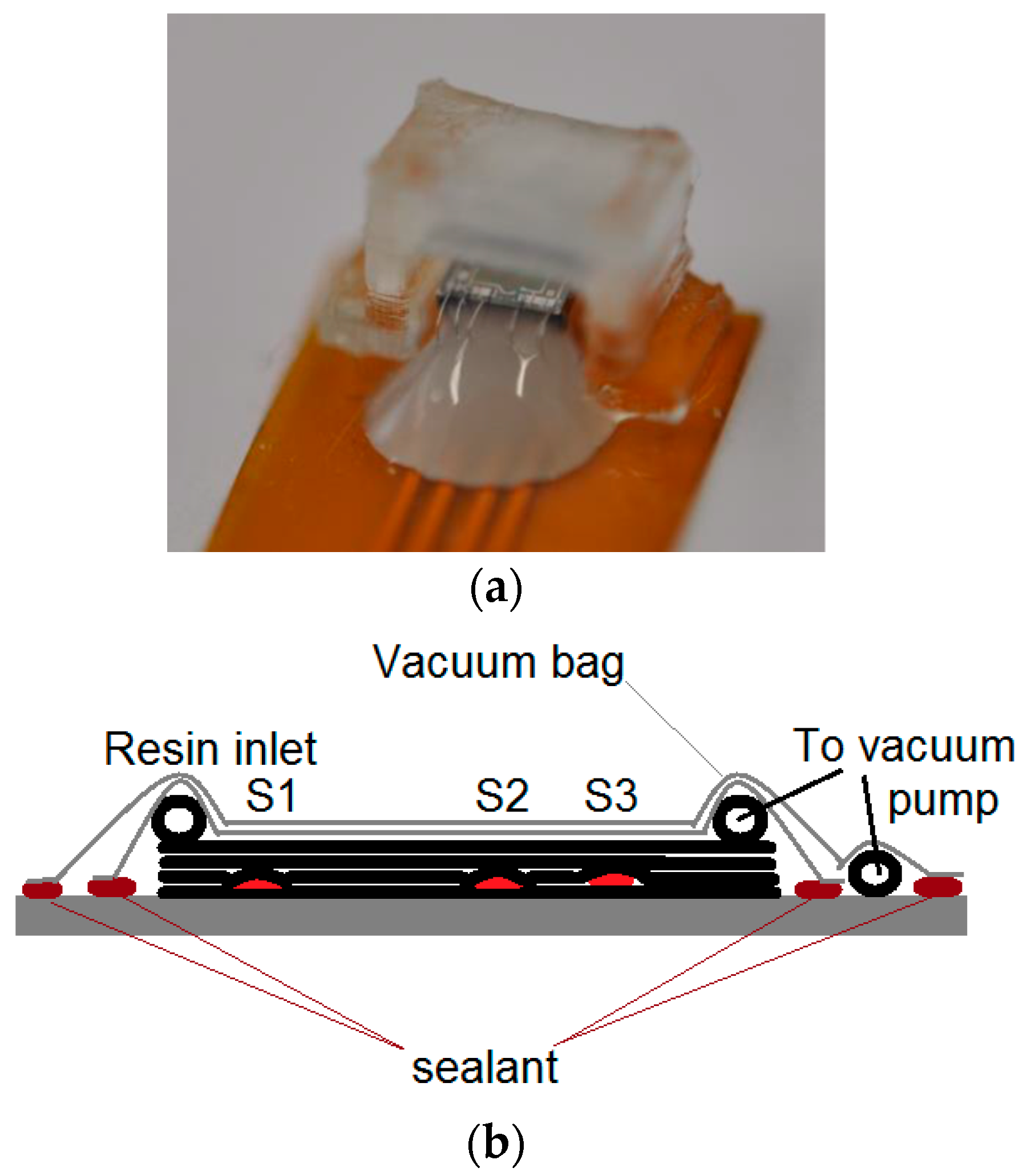
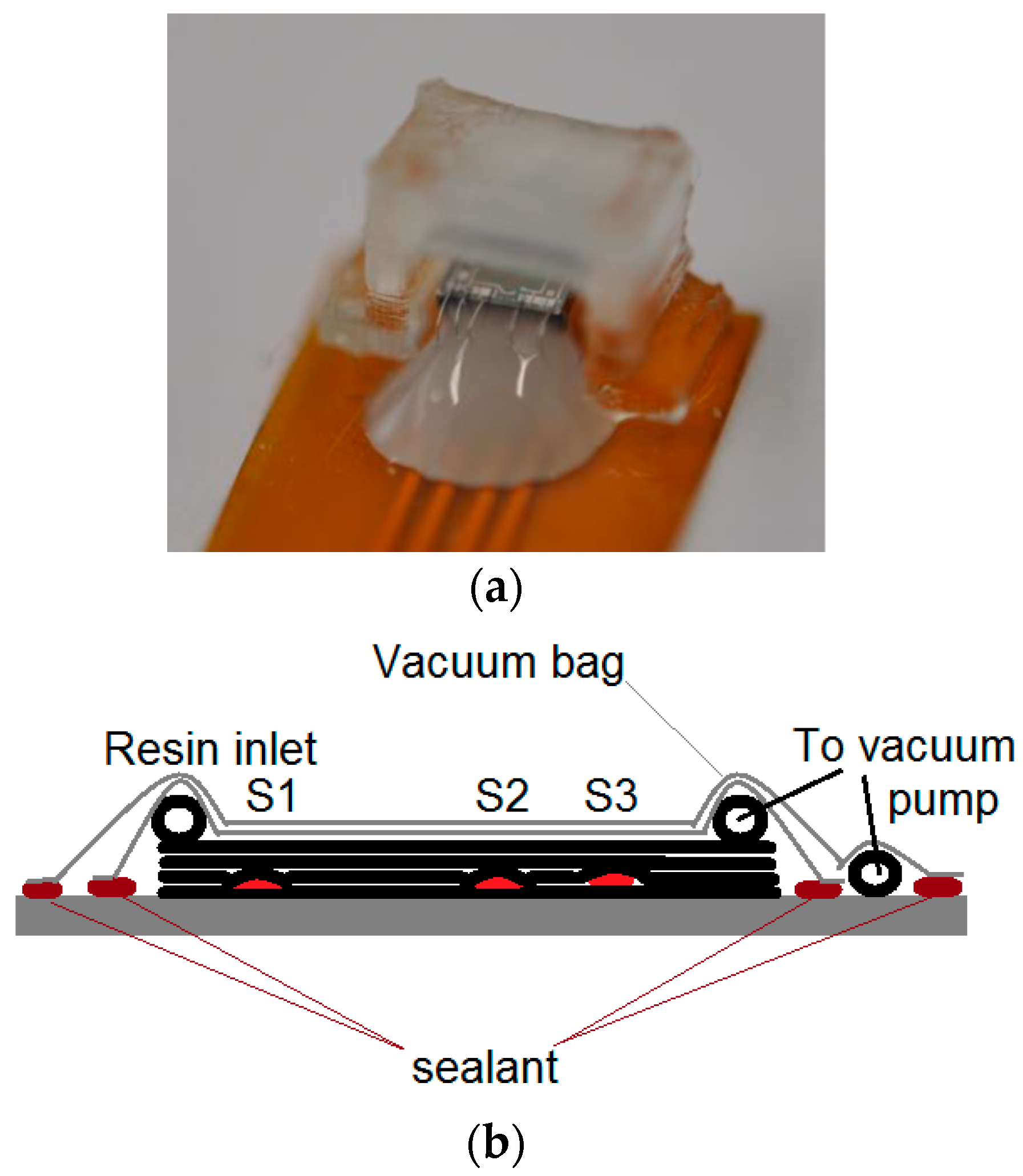
2. Materials and Methods
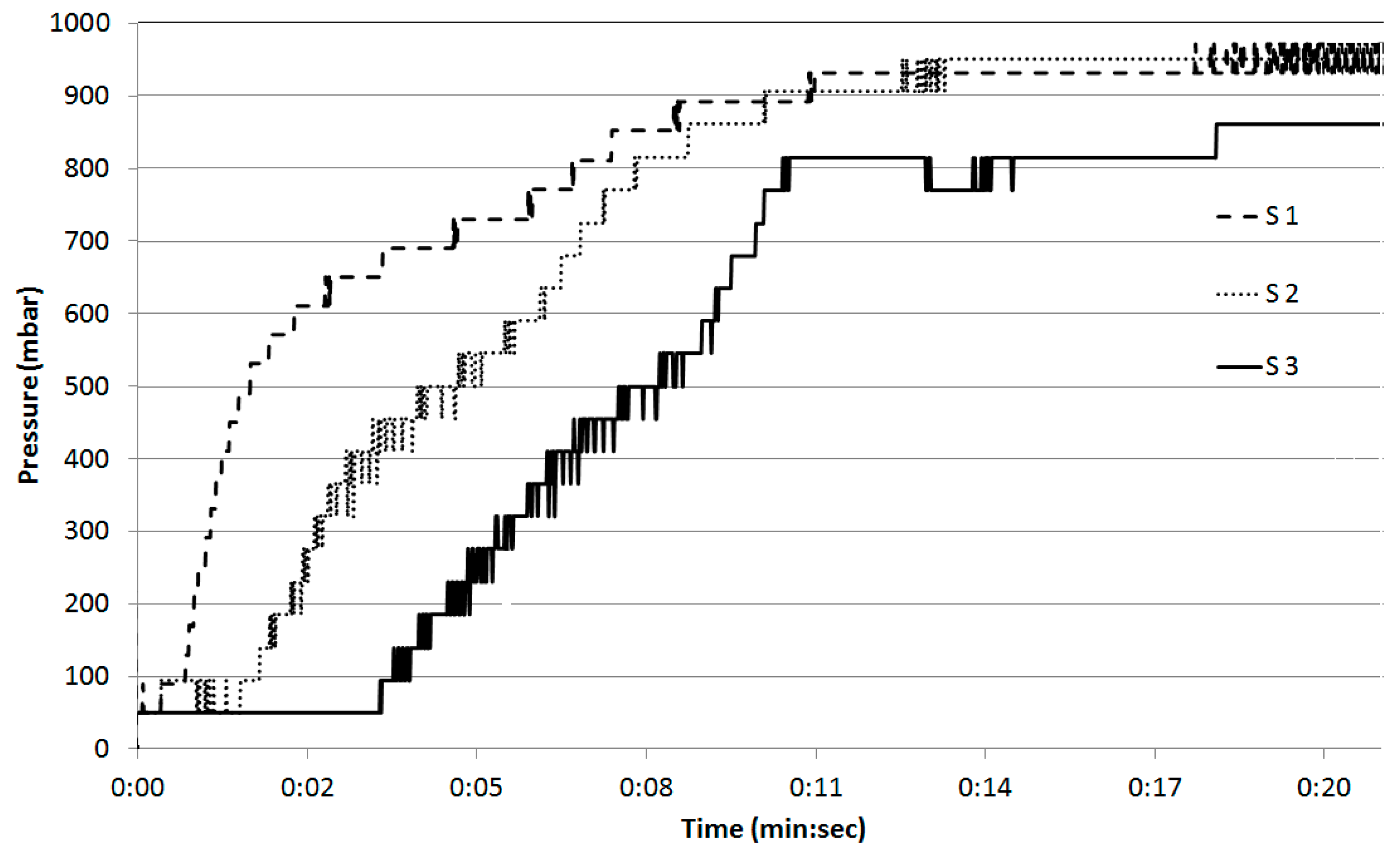
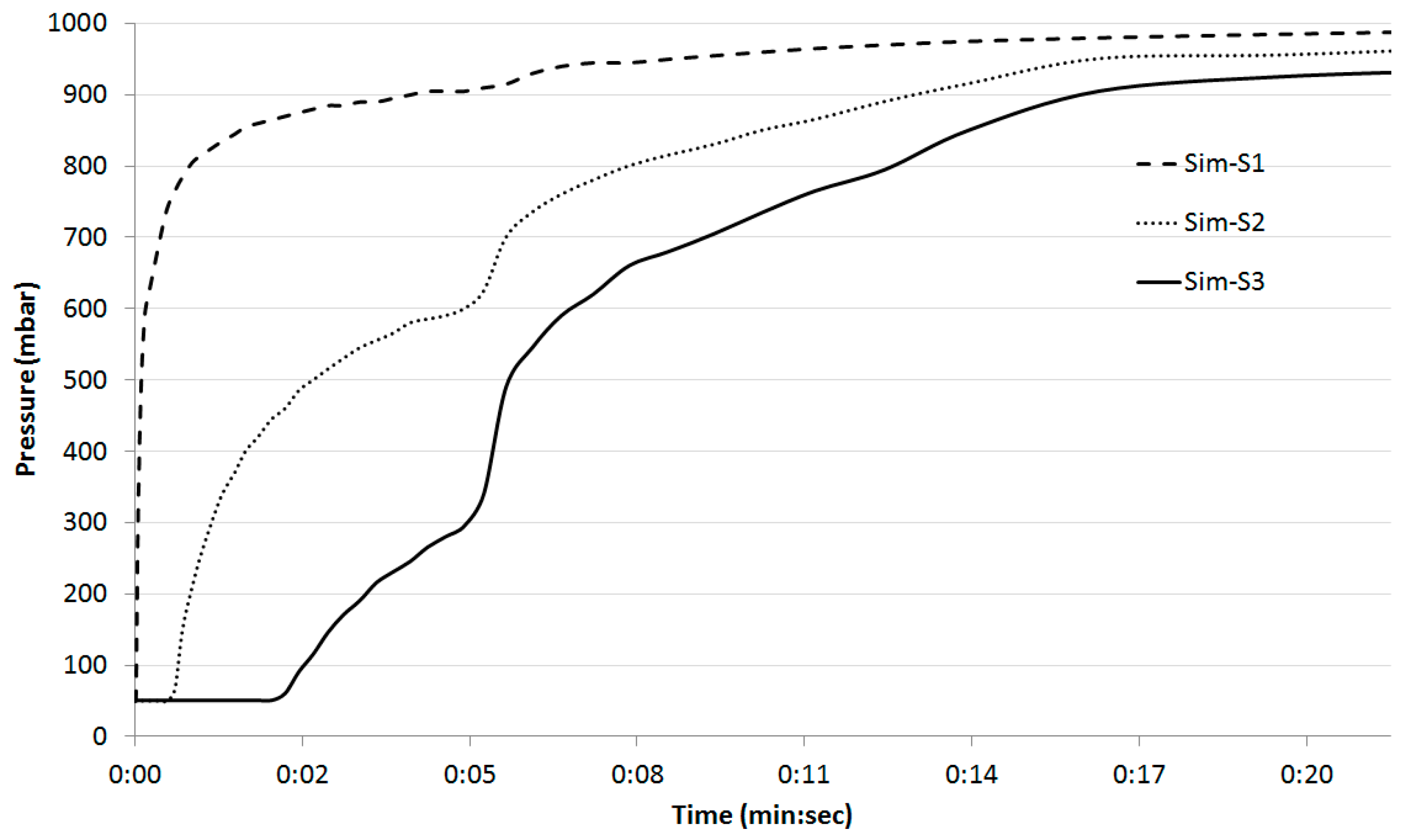
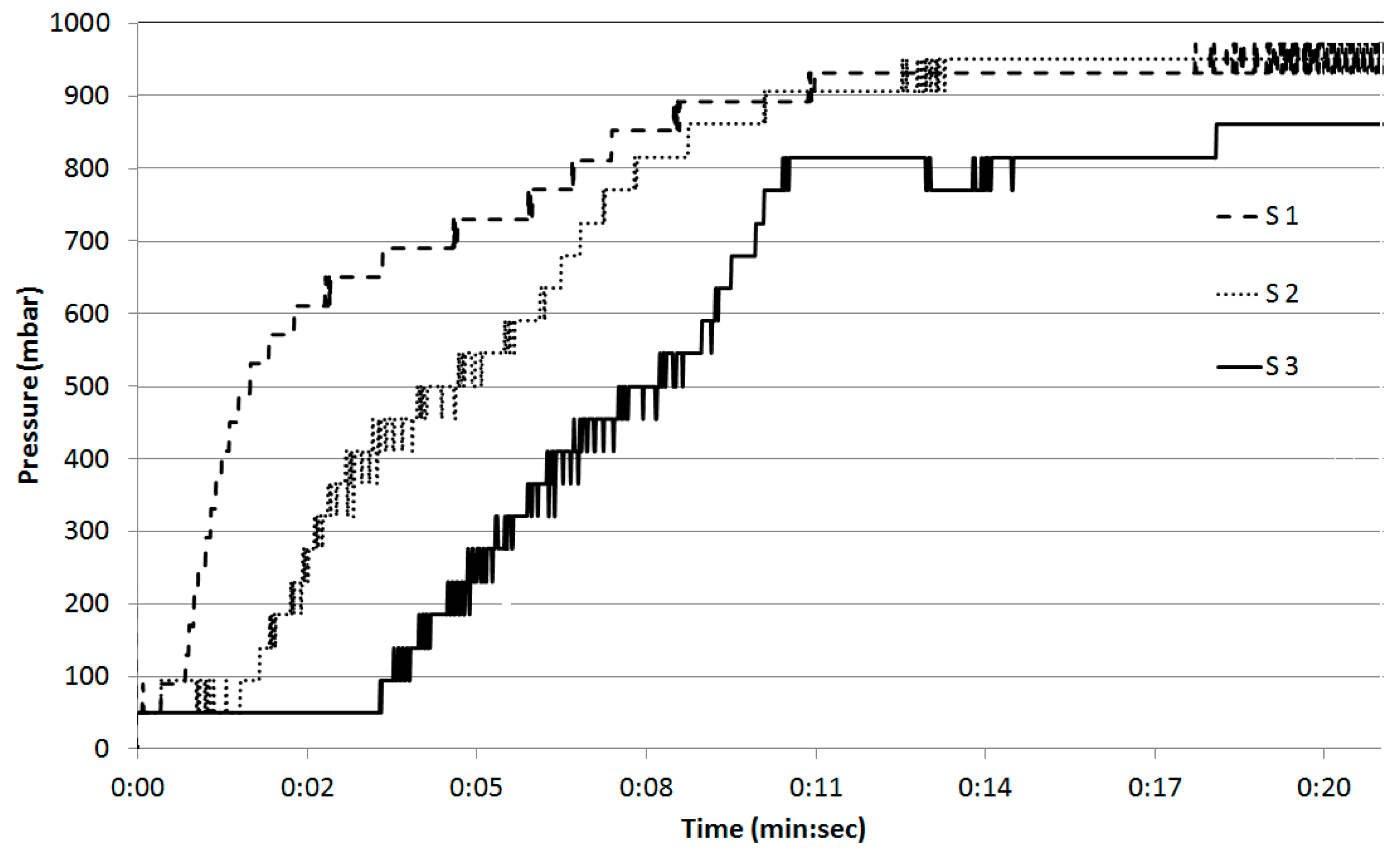
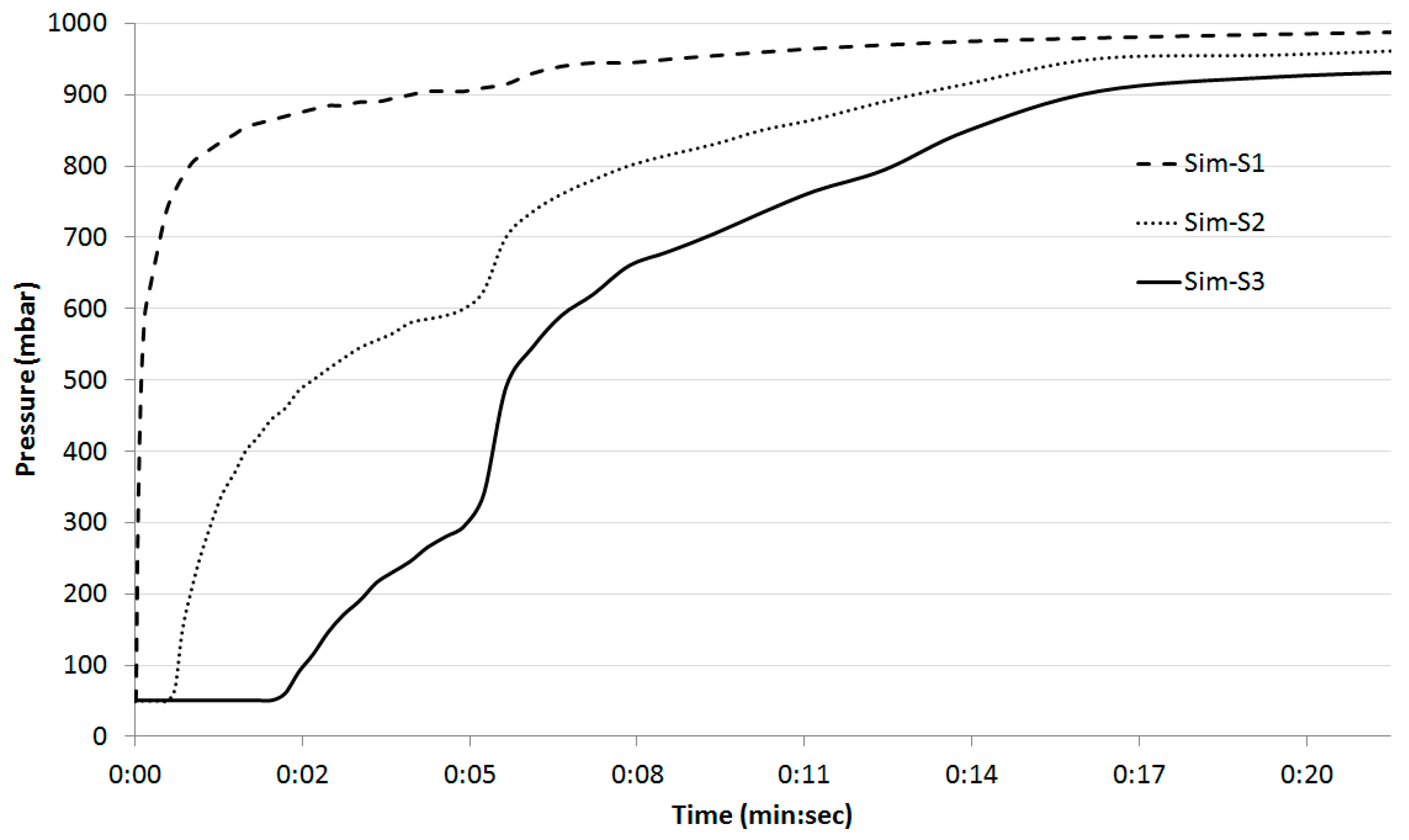
3. Results and Discussion
Conflicts of Interest
References
- Loendersloot, R. The Structure-Permeability Relation of Textile Reinforcements. Ph.D. Thesis, Engineering Technology (CTW), University of Twente, Enschede, The Netherlands, 2006. Available online: http://doc.utwente.nl/55931/ (accessed on 9 June 2017).
- Konstantopolous, S.; Fauster, E.; Schledjewski, R. Monitoring the production of FRP composites: A review of in-line sensing methods. Express Polym. Lett. 2014, 8, 823–840. [Google Scholar] [CrossRef]
- Gupta, N.; Sundaram, R. Fiber optic sensors for monitoring flow in vacuum enhanced resin infusion technology process. Compos. A Appl. Sci. Manuf. 2009, 40, 1065–1070. [Google Scholar] [CrossRef]
- Kahali Moghaddam, M.; Breede, A.; Brauner, C.; Lang, W. Embedding piezoresistive pressure sensors to obtain online pressure profiles Inside fiber composite laminates. Sensors 2015, 15, 7499–7511. [Google Scholar] [CrossRef] [PubMed]
- Lang, W.; Boll, D.; Tolstosheeva, E.; Ibragimov, A.; Schubert, K.; Brauner, C.; Pille, C. Embedding without disruption: The Basic Challenge of Sensor Integration. In Proceedings of the 2012 IEEE SENSORS, Taipei, Taiwan, 28–31 October 2012. [Google Scholar]
- Darcy, H.P.G. Les Fontaines Publiques de la Ville de Dijon; Dalmont: Paris, France, 1856. [Google Scholar]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Moghaddam, M.K.; Breede, A.; Dimassi, A.; Lang, W. Piezoresistive Pressure Sensors for Resin Flow Monitoring in Carbon Fibre-Reinforced Composite. Proceedings 2017, 1, 339. https://doi.org/10.3390/proceedings1040339
Moghaddam MK, Breede A, Dimassi A, Lang W. Piezoresistive Pressure Sensors for Resin Flow Monitoring in Carbon Fibre-Reinforced Composite. Proceedings. 2017; 1(4):339. https://doi.org/10.3390/proceedings1040339
Chicago/Turabian StyleMoghaddam, Maryam Kahali, Arne Breede, Adli Dimassi, and Walter Lang. 2017. "Piezoresistive Pressure Sensors for Resin Flow Monitoring in Carbon Fibre-Reinforced Composite" Proceedings 1, no. 4: 339. https://doi.org/10.3390/proceedings1040339
APA StyleMoghaddam, M. K., Breede, A., Dimassi, A., & Lang, W. (2017). Piezoresistive Pressure Sensors for Resin Flow Monitoring in Carbon Fibre-Reinforced Composite. Proceedings, 1(4), 339. https://doi.org/10.3390/proceedings1040339