
Preliminary Evaluation of Geopolymer Mix Design Applying the Design of Experiments Method




Abstract
1. Introduction
2. Materials
2.1. Experimental Materials
2.1.1. Activators
2.1.2. Precursors
2.1.3. Metakaolin Powder
2.1.4. Basalt Powder
3. Methodology
3.1. Design of Experiments
- Controlled input—Mixing time.
- Controlled input—Mixing temperature.
- Uncontrolled input—Air humidity.
- Input variables:
- ○
- Percentage of basalt: it represents the amount of basalt in a MK-and-basalt mix.
- ○
- L/S ratio: it is the ratio between activators (liquid) and precursors (solid).
- ○
- Temperature: it is the controlled temperature used to cure the samples.
- ○
- Time: it is the controlled curing time.
- Controlled output—Fluidity is a measurement of the mortar spread. It gives an indication of how workable the mortar is.
- Controlled output—Success rates the percentage of sound aggregates produced.
- Controlled output—Compressive strength is the resistance unconfined compressive strength of cubic samples.
- Uncontrolled output—Sample humidity.
- Uncontrolled output—Sample leaching.
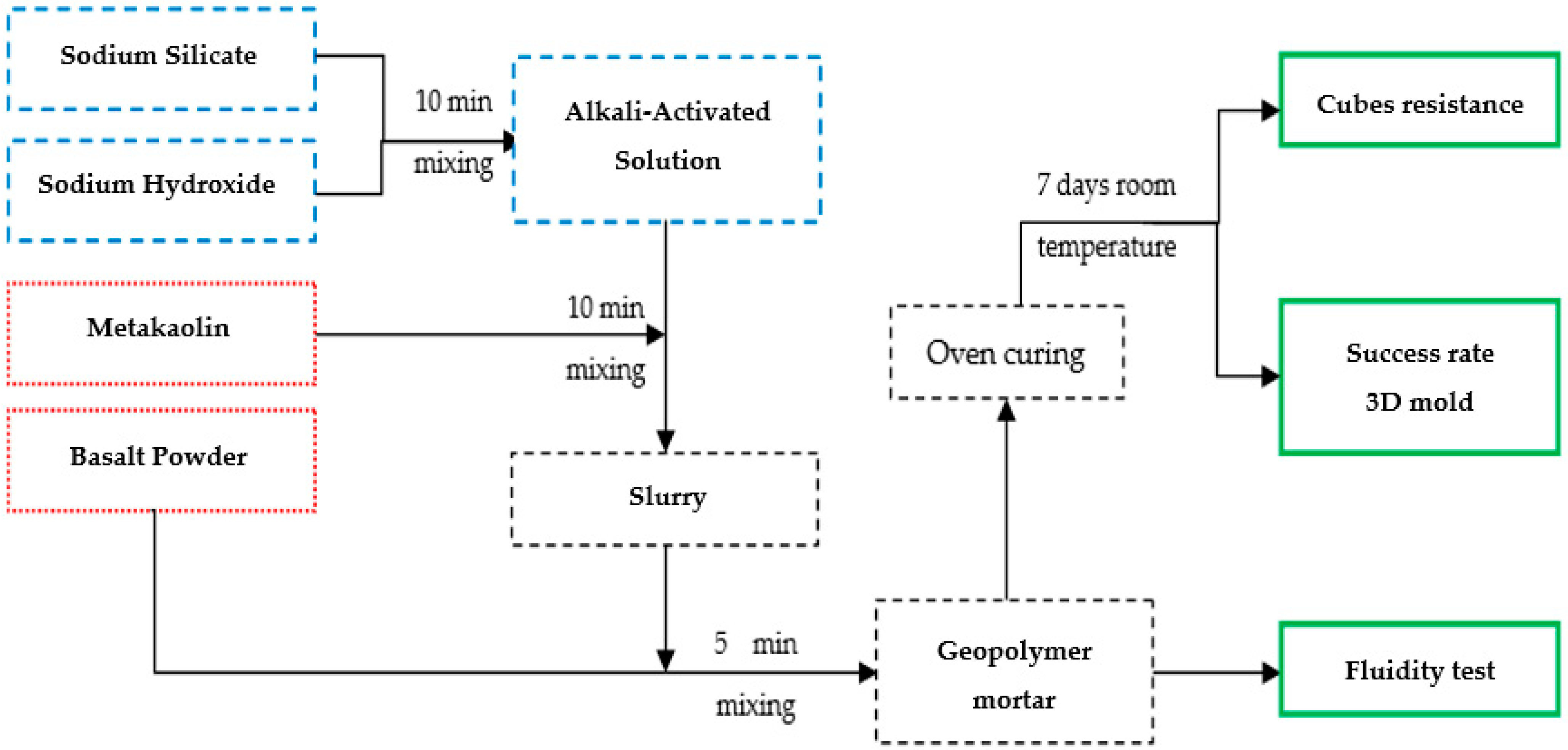
3.2. Sample Production and Testing Procedure
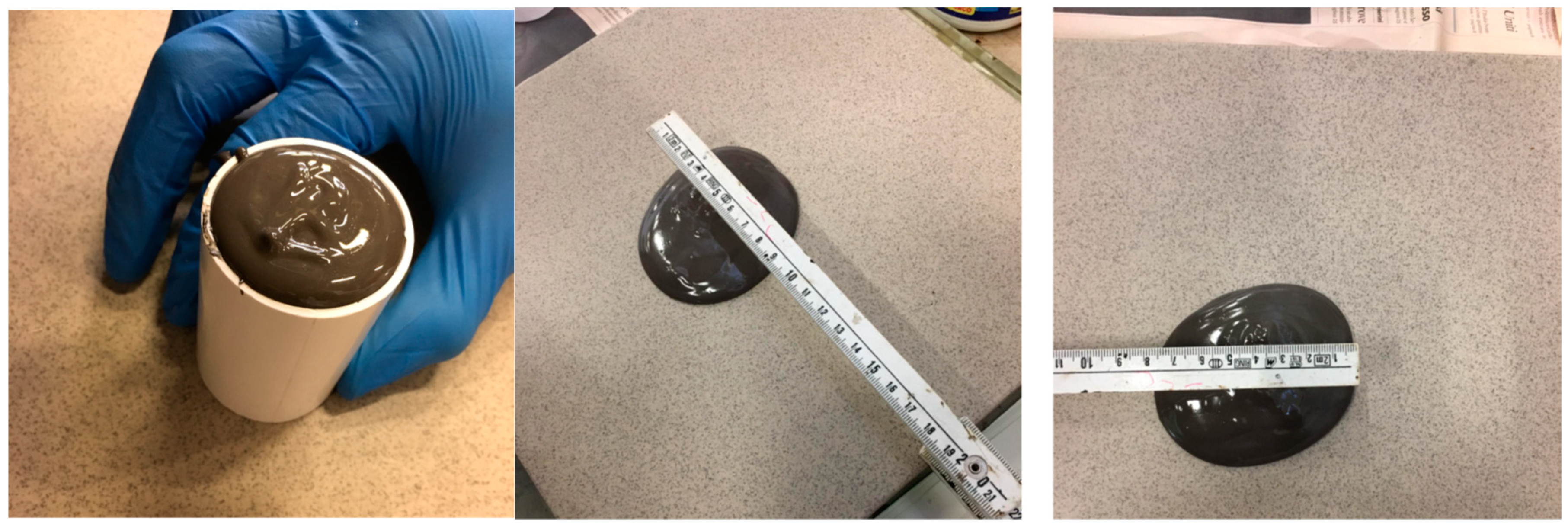
3.3. Fluidity of Grout According to EN 14824-3: 2012
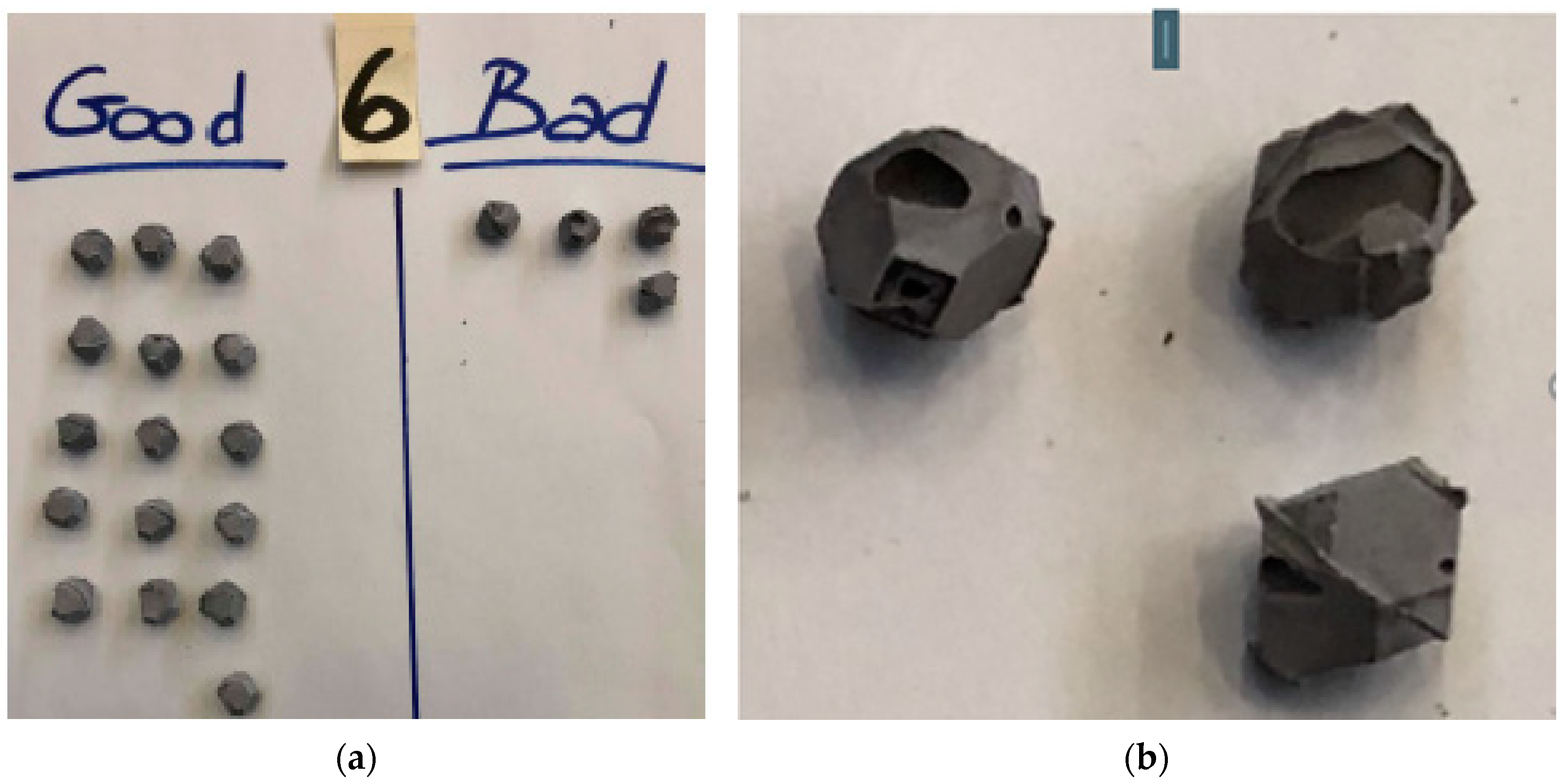
3.4. Success Rate of Aggregates Production
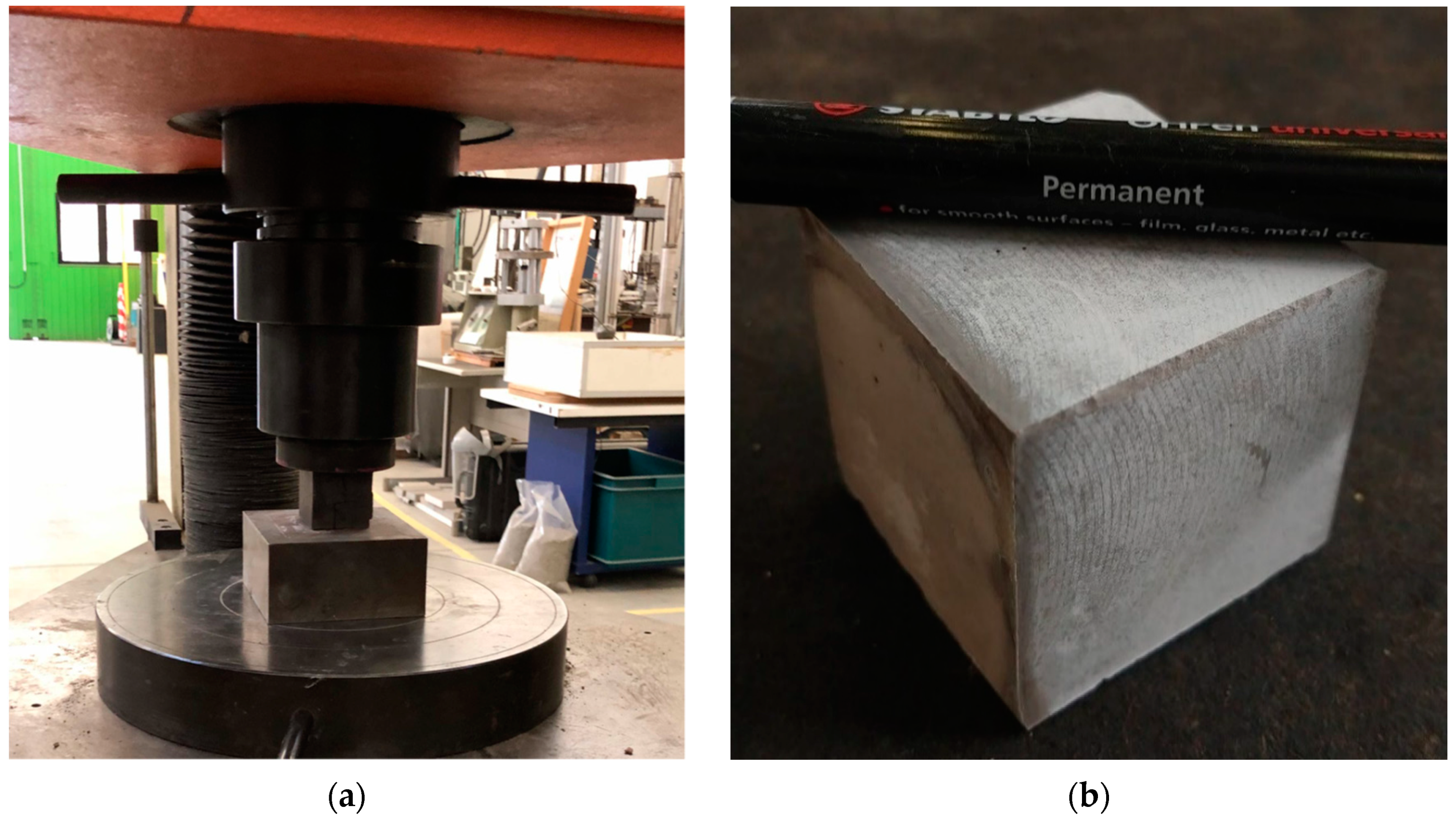
3.5. Compressive Strength: EN 1015-11: 2019
4. Testing Results and Analysis of the DoE Approach Outcomes
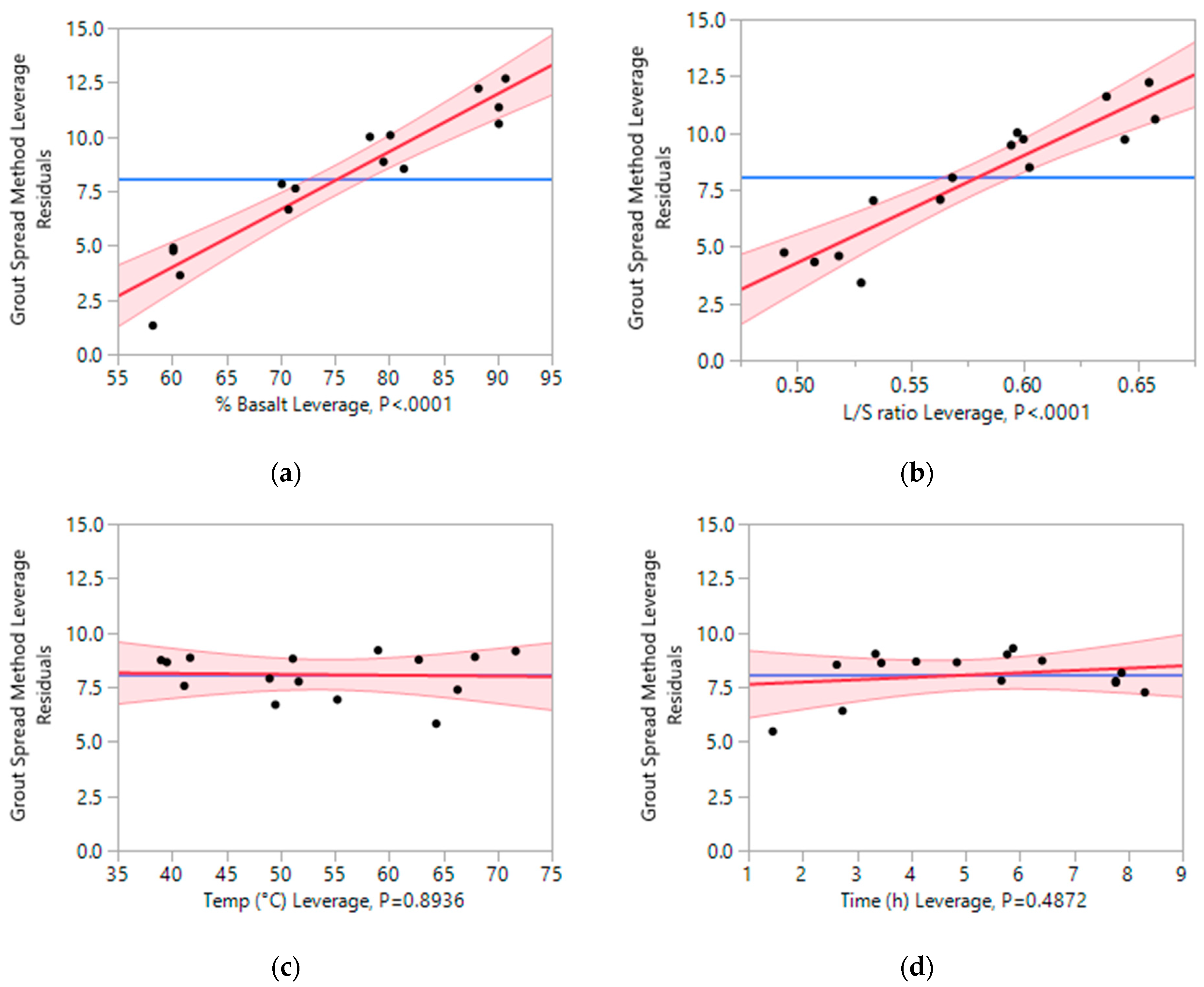
- Grout spread method (fluidity) [29]:
- Samples 10, 12, and 16 did not provide any measurable results because the mixture was very viscous and did not flow through the mold in the standard specified time.
- Samples 2 and 5 achieved the largest fluidity diameters.
- The higher the fluidity, the easier it is to pour the mortar into the mold.
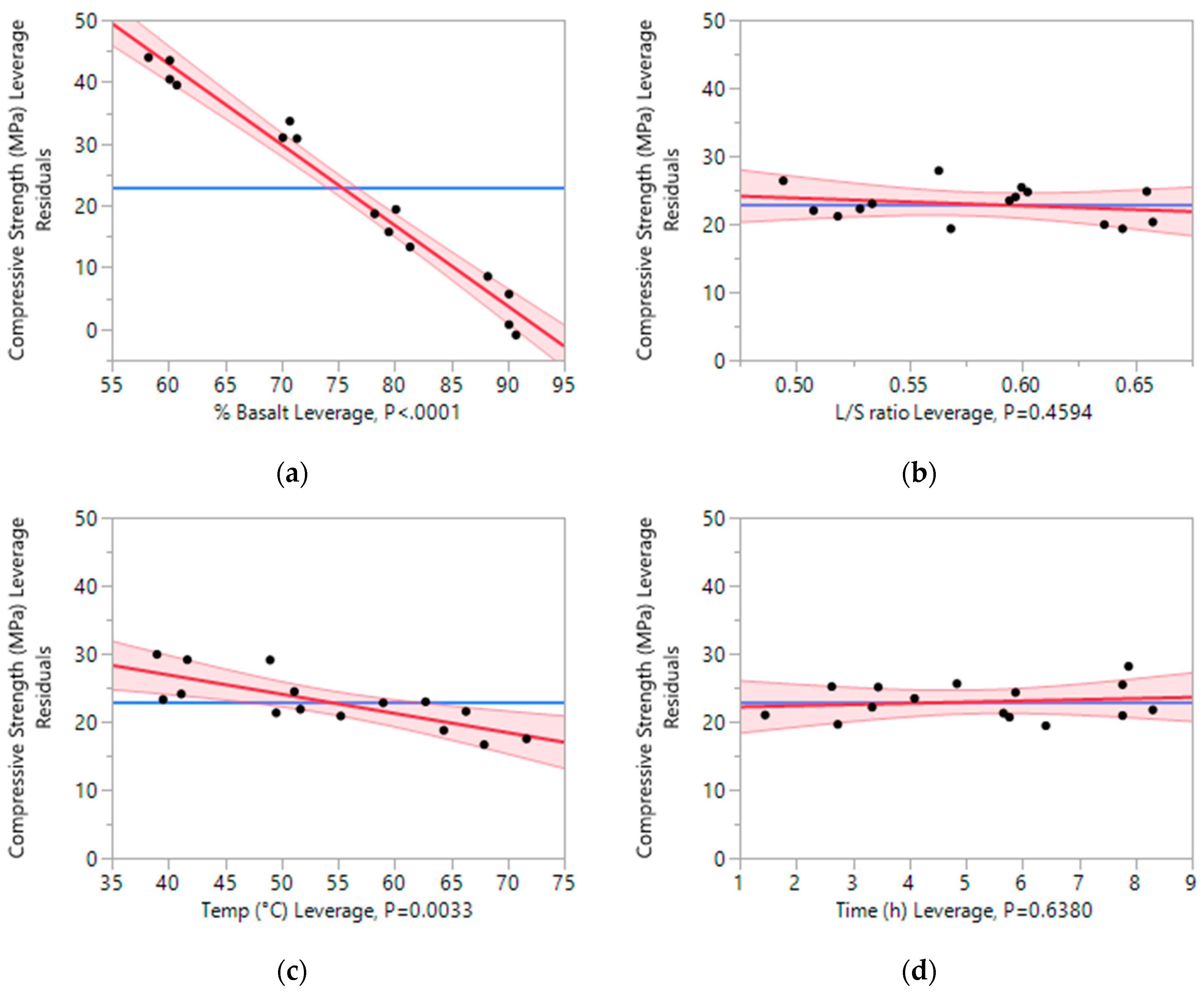
- Compressive strength [30]:
- Samples 12 and 13 achieved the highest compressive strength.
- Samples 2, 5, and 14 recorded the lowest results.
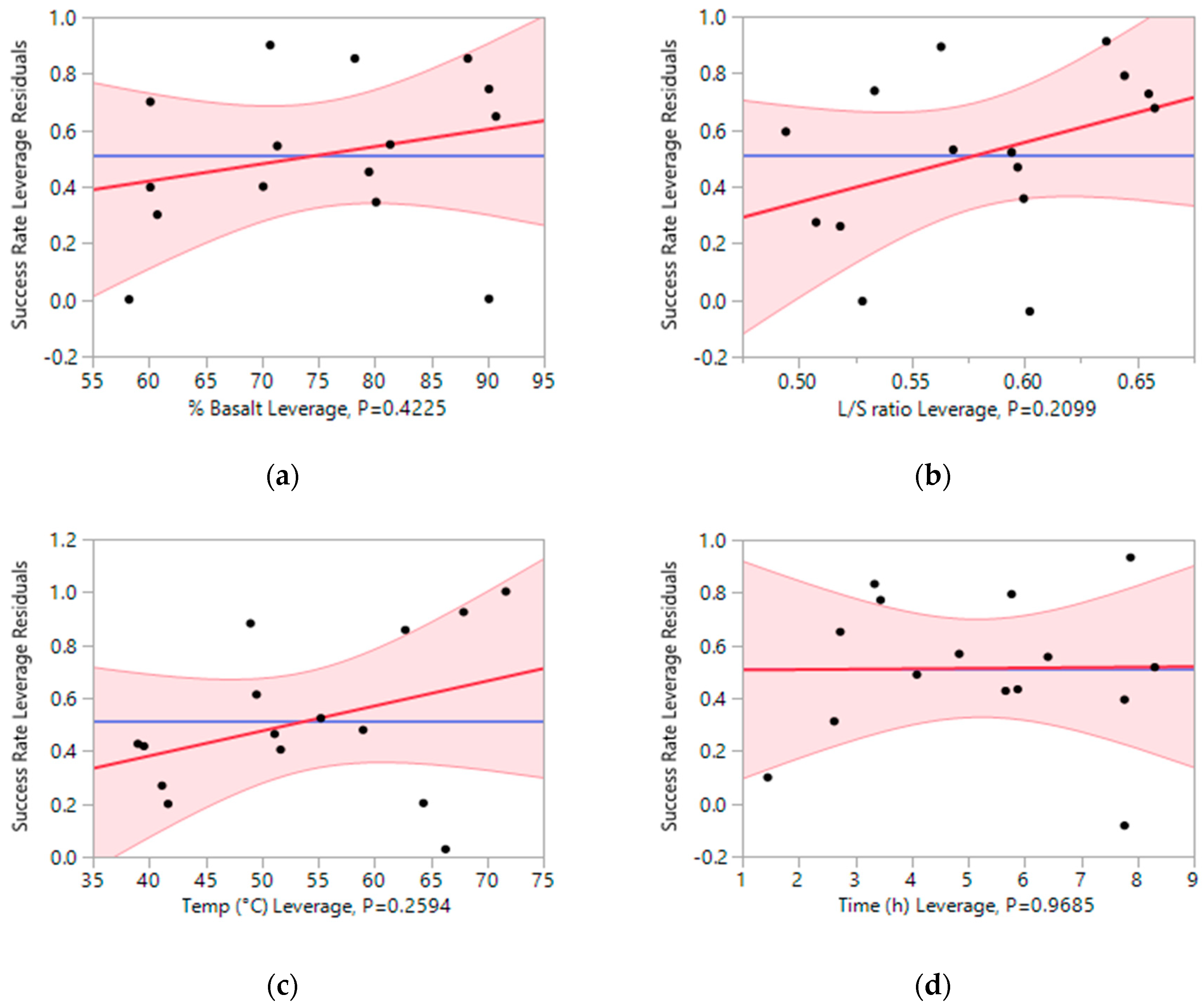
- Rate of success:
- Samples 10, 12, and 16 gave no results, as the material was not injectable into the aggregates molds.
- Samples 7 and 15 achieved the best results with over 95% suitable aggregates.
5. Conclusions
- The DoE used was satisfactory because it provided a reliable model to predict the compressive resistance of the proposed materials.
- According to the proposed statistical model, the temperature has little influence on the final resistance. This is debatable as the literature says otherwise. In this research, this might be due to the quality of the MK. Further studies are necessary with a different MK.
- The model helps the researcher to select the most appropriate mix design.
- The model is only relevant for this specific DoE, and it is necessary to change it if the materials used are different.
- The laboratory workability is here directly related to the success rate in the production of aggregates. A material with low workability (fluidity) was found to be difficult to inject into the aggregate’s molds. These processes will more likely change at a larger production scale and so will be for the required fluidity. A new DoE will be necessary.
- Overall, the adopted DoE approach provided the authors with consistent information on how each variable behaves and interacts with the final material’s characteristics.
- In light of the above, the work on the production of geopolymeric artificial aggregates from waste powders will continue. Aiming for the construction of engineered pavement surfaces that brings benefits in terms of skid resistance (road safety) and noise abatement, the large-scale production of artificial aggregates is envisaged in the near future of this research.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zaumanis, M.; Arraigada, M.; Wyss, S.A.; Zeyer, K.; Cavalli, M.C.; Poulikakos, L.D. Performance-based design of 100% recycled hot-mix asphalt and validation using traffic load simulator. J. Clean. Prod. 2019, 237, 117679. [Google Scholar] [CrossRef]
- Lizárraga, J.M.; Ramírez, A.; Díaz, P.; Marcobal, J.R.; Gallego, J. Short-term performance appraisal of half-warm mix asphalt mixtures containing high (70%) and total RAP contents (100%): From laboratory mix design to its full-scale implementation. Constr. Build. Mater. 2018, 170, 433–445. [Google Scholar] [CrossRef]
- Afonso, M.L.; Dinis-Almeida, M.; Fael, C.S. Characterization of the Skid Resistance and Mean Texture Depth in a Permeable Asphalt Pavement. IOP Conf. Ser. Mater. Sci. Eng. 2019, 471. [Google Scholar] [CrossRef]
- Sangiorgi, C.; Tataranni, P.; Simone, A.; Vignali, V.; Lantieri, C.; Dondi, G. A laboratory and filed evaluation of Cold Recycled Mixture for base layer entirely made with Reclaimed Asphalt Pavement. Constr. Build. Mater. 2017, 138, 232–239. [Google Scholar] [CrossRef]
- Solouki, A.; Viscomi, G.; Lamperti, R.; Tataranni, P. Quarry waste as precursors in geopolymers for civil engineering applications: A decade in review. Materials 2020, 13, 3146. [Google Scholar] [CrossRef]
- Sangiorgi, C.; Tataranni, P.; Lantieri, C.; Mazzotta, F. Application of Mining Waste Powder as filler in Hot Mix Asphalt. MATEC Web Conf. 2019, 274, 04002. [Google Scholar] [CrossRef]
- Barbuta, M.; Bucur, R.D.; Cimpeanu, S.M.; Paraschiv, G.; Bucur, D. Wastes in Building Materials Industry. Agroecology 2015, 2014–2020. [Google Scholar] [CrossRef]
- Sui, Y.; Ou, C.; Liu, S.; Zhang, J.; Tian, Q. Study on properties of waste concrete powder by thermal treatment and application in mortar. Appl. Sci. 2020, 10, 998. [Google Scholar] [CrossRef]
- de Carvalho, J.M.F.; de Melo, T.V.; Fontes, W.C.; dos Santos Batista, J.O.; Brigolini, G.J.; Peixoto, R.A.F. More eco-efficient concrete: An approach on optimization in the production and use of waste-based supplementary cementing materials. Constr. Build. Mater. 2019, 206, 397–409. [Google Scholar] [CrossRef]
- Paiva, H.; Yliniemi, J.; Illikainen, M.; Rocha, F.; Ferreira, V.M. Mine tailings geopolymers as a waste management solution for a more sustainable habitat. Sustainability 2019, 11, 995. [Google Scholar] [CrossRef]
- Mohajerani, A.; Suter, D.; Jeffrey-Bailey, T.; Song, T.; Arulrajah, A.; Horpibulsuk, S.; Law, D. Recycling waste materials in geopolymer concrete. Clean Technol. Environ. Policy 2019, 21, 493–515. [Google Scholar] [CrossRef]
- Mabroum, S.; Moukannaa, S.; El Machi, A.; Taha, Y.; Benzaazoua, M.; Hakkou, R. Mine wastes-based geopolymers: A critical review. Clean. Eng. Technol. 2020, 1, 100014. [Google Scholar] [CrossRef]
- Losa, M.; Leandri, P.; Bacci, R. Mechanical and Performance-Related Properties of Asphalt Mixes Containing Expanded Clay Aggregate. Transp. Res. Rec. 2008, 2051, 23–30. [Google Scholar] [CrossRef]
- Borges, J.K.; Pacheco, F.; Tutikian, B.; de Oliveira, M.F. An experimental study on the use of waste aggregate for acoustic attenuation: EVA and rice husk composites for impact noise reduction. Constr. Build. Mater. 2018, 161, 501–508. [Google Scholar] [CrossRef]
- Callai, S.C.; Sangiorgi, C. A review on acoustic and skid resistance solutions for road pavements. Infrastructures 2021. under review. [Google Scholar]
- Manaf, M.B.H.A.; Abdul Razak, R.; Muhamad, K.; Abdul Rahim, M.; Ahmad, M.M.; Hao, T.P. A study on the potential of geopolymer artificial aggregate as substitute for granite and limestone aggregate. IOP Conf. Ser. Earth Environ. Sci. 2020, 476. [Google Scholar] [CrossRef]
- George, G.K.; Revathi, P. Production and Utilisation of Artificial Coarse Aggregate in Concrete—A Review. IOP Conf. Ser. Mater. Sci. Eng. 2020, 936. [Google Scholar] [CrossRef]
- Tataranni, P.; Sangiorgi, C. Synthetic aggregates for the production of innovative low impact porous layers for urban pavements. Infrastructures 2019, 4, 48. [Google Scholar] [CrossRef]
- Cerveira, A.; Correia, E.; Cristelo, N.; Miranda, T.; Castro, F.; Fernández-Jiménez, A. Statistical Analysis of the Influence of Several Factors on Compressive Strength of Alkali Activated Fly Ash. Procedia Struct. Integr. 2017, 5, 1116–1122. [Google Scholar] [CrossRef]
- Provis, J.L.; Rees, C. Geopolymers: Structures, Processing, Properties and Industrial Applications; Woodhead Publishing: Cambridge, UK, 2009. [Google Scholar]
- Davidovits, J. Geopolymer Chemistry and Application, 4th ed.; Institut Geopolymere: Saint-Quentin, France, 2015. [Google Scholar]
- Liu, Z.; Cai, C.S.; Liu, F.; Fan, F. Feasibility Study of Loess Stabilization with Fly Ash–Based Geopolymer. J. Mater. Civ. Eng. 2016, 28, 04016003. [Google Scholar] [CrossRef]
- Jiao, X.; Zhang, Y.; Chen, T.; Bao, S.; Liu, T.; Huang, J. Geopolymerisation of a silica-rich tailing. Miner. Eng. 2011, 24, 1710–1712. [Google Scholar] [CrossRef]
- Siddique, R.; Klaus, J. Influence of metakaolin on the properties of mortar and concrete: A review. Appl. Clay Sci. 2009, 43, 392–400. [Google Scholar] [CrossRef]
- Aboulayt, A.; Riahi, M.; Ouazzani Touhami, M.; Hannache, H.; Gomina, M.; Moussa, R. Properties of metakaolin based geopolymer incorporating calcium carbonate. Adv. Powder Technol. 2017, 28, 2393–2401. [Google Scholar] [CrossRef]
- Medri, V.; Papa, E.; Lizion, J.; Landi, E. Metakaolin-based geopolymer beads: Production methods and characterization. J. Clean. Prod. 2020, 244, 118844. [Google Scholar] [CrossRef]
- Longhi, M.A.; Rodríguez, E.D.; Walkley, B.; Zhang, Z.; Kirchheim, A.P. Metakaolin-based geopolymers: Relation between formulation, physicochemical properties and efflorescence formation. Compos. Part B Eng. 2020, 182. [Google Scholar] [CrossRef]
- Romagnoli, M.; Leonelli, C.; Kamse, E.; Lassinantti Gualtieri, M. Rheology of geopolymer by DOE approach. Constr. Build. Mater. 2012, 36, 251–258. [Google Scholar] [CrossRef]
- BSI Standards Publication Grout for Prestressing Tendons Part 3: Test Methods; British Sandards Institution: London, UK, 2012.
- EN 1015-11 BSI Standards Publication Methods of Test for Mortar for Masonry; British Sandards Institution: London, UK, 2019.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Composition | Percentage |
|---|---|---|
| Leucite | (K(AlSi2O6)) | 44 |
| Augite | ((Ca,Mg,Fe)2Si2O6) | 17 |
| Anorthite | (Ca(Al2Si2O8)) | 12 |
| Orthoclase | (K(AlSi3O8)) | 5 |
| Muscovite | (KAl2(Si3Al)O10(OH)2) | 15 |
| Magnesiohornblendeferroan | (Ca2(Mg4Fe3+) (Si7Al)O22(OH)2) | 4 |
| Magnetite | (Fe2+Fe3+O2) | 2 |
| Ilmenite | (Fe2+Ti4+O3) | 1 |
| Run Order | Basalt (%) | L/S Ratio | Oven Temperature (°C) | Curing Time (h) |
|---|---|---|---|---|
| 1 | 80 | 0.50 | 50 | 6 |
| 2 | 90 | 0.65 | 50 | 2 |
| 3 | 80 | 0.65 | 60 | 8 |
| 4 | 90 | 0.50 | 60 | 4 |
| 5 | 90 | 0.60 | 70 | 8 |
| 6 | 70 | 0.55 | 50 | 8 |
| 7 | 80 | 0.55 | 70 | 4 |
| 8 | 70 | 0.65 | 40 | 4 |
| 9 | 80 | 0.60 | 40 | 2 |
| 10 | 60 | 0.55 | 60 | 2 |
| 11 | 70 | 0.60 | 60 | 6 |
| 12 | 60 | 0.55 | 40 | 8 |
| 13 | 60 | 0.60 | 50 | 4 |
| 14 | 90 | 0.55 | 40 | 6 |
| 15 | 60 | 0.65 | 70 | 6 |
| 16 | 70 | 0.50 | 70 | 2 |
| Run Order | Grout Spread Method (cm) [29] | Percentage Variation (%)—Grout Spread Method (cm) [29] | Compressive Strength (Mpa) [30] | Percentage Variation (%)—Compressive Strength (MPa) [30] | Success Rate (%) |
|---|---|---|---|---|---|
| 1 | 5.30 | 13 | 17.27 | 9 | 25 |
| 2 | 13.55 | 1 | 0.67 | 14 | 85 |
| 3 | 11.75 | 1 | 13.11 | 4 | 75 |
| 4 | 8.75 | 4 | 5.26 | 3 | 75 |
| 5 | 12.50 | 0 | 1.60 | 4 | 20 |
| 6 | 5.35 | 1 | 36.59 | 14 | 80 |
| 7 | 8.85 | 1 | 11.99 | 9 | 95 |
| 8 | 10.50 | 8 | 35.56 | 18 | 55 |
| 9 | 10.70 | 1 | 22.70 | 11 | 25 |
| 10 | - | - | 39.74 | 16 | 0 |
| 11 | 8.80 | 8 | 29.37 | 9 | 50 |
| 12 | - | - | 45.82 | 10 | 0 |
| 13 | 5.55 | 11 | 44.33 | 22 | 40 |
| 14 | 11.20 | 0 | 4.49 | 10 | 45 |
| 15 | 8.20 | 3 | 35.51 | 19 | 100 |
| 16 | - | - | 25.89 | 23 | 0 |
| Term | Estimate | Std Error | Probability > |t| |
|---|---|---|---|
| Intercept | 142.14414 | 10.75799 | <0.0001 * |
| % Basalt | −1.304961 | 0.068342 | <0.0001 * |
| L/S ratio | −11.35938 | 14.76356 | 0.4594 |
| Temperature (°C) | −0.282461 | 0.073818 | 0.0033 * |
| Time (h) | 0.1791016 | 0.369089 | 0.6380 |
| Term | Estimate | Std Error | Probability > |t| |
|---|---|---|---|
| Intercept | −1.690266 | 1.149447 | 0.1722 |
| % Basalt | 0.0061064 | 0.007302 | 0.4225 |
| L/S ratio | 2.1138298 | 1.577426 | 0.2099 |
| Temperature (°C) | 0.0094309 | 0.007887 | 0.2594 |
| Time (h) | 0.0015957 | 0.039436 | 0.9685 |
| Term | Estimate | Std Error | Probability > |t| |
|---|---|---|---|
| Intercept | −39.71713 | 4.303934 | <0.0001 * |
| % Basalt | 0.2656011 | 0.027341 | <0.0001 * |
| L/S ratio | 47.310638 | 5.906438 | <0.0001 * |
| Temperature (°C) | 0.004053 | 0.029532 | 0.8936 |
| Time (h) | 0.106516 | 0.147661 | 0.4872 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Copetti Callai, S.; Tataranni, P.; Sangiorgi, C. Preliminary Evaluation of Geopolymer Mix Design Applying the Design of Experiments Method. Infrastructures 2021, 6, 35. https://doi.org/10.3390/infrastructures6030035
Copetti Callai S, Tataranni P, Sangiorgi C. Preliminary Evaluation of Geopolymer Mix Design Applying the Design of Experiments Method. Infrastructures. 2021; 6(3):35. https://doi.org/10.3390/infrastructures6030035
Chicago/Turabian StyleCopetti Callai, Sergio, Piergiorgio Tataranni, and Cesare Sangiorgi. 2021. "Preliminary Evaluation of Geopolymer Mix Design Applying the Design of Experiments Method" Infrastructures 6, no. 3: 35. https://doi.org/10.3390/infrastructures6030035
APA StyleCopetti Callai, S., Tataranni, P., & Sangiorgi, C. (2021). Preliminary Evaluation of Geopolymer Mix Design Applying the Design of Experiments Method. Infrastructures, 6(3), 35. https://doi.org/10.3390/infrastructures6030035