6.3. Implication of the Research Finding
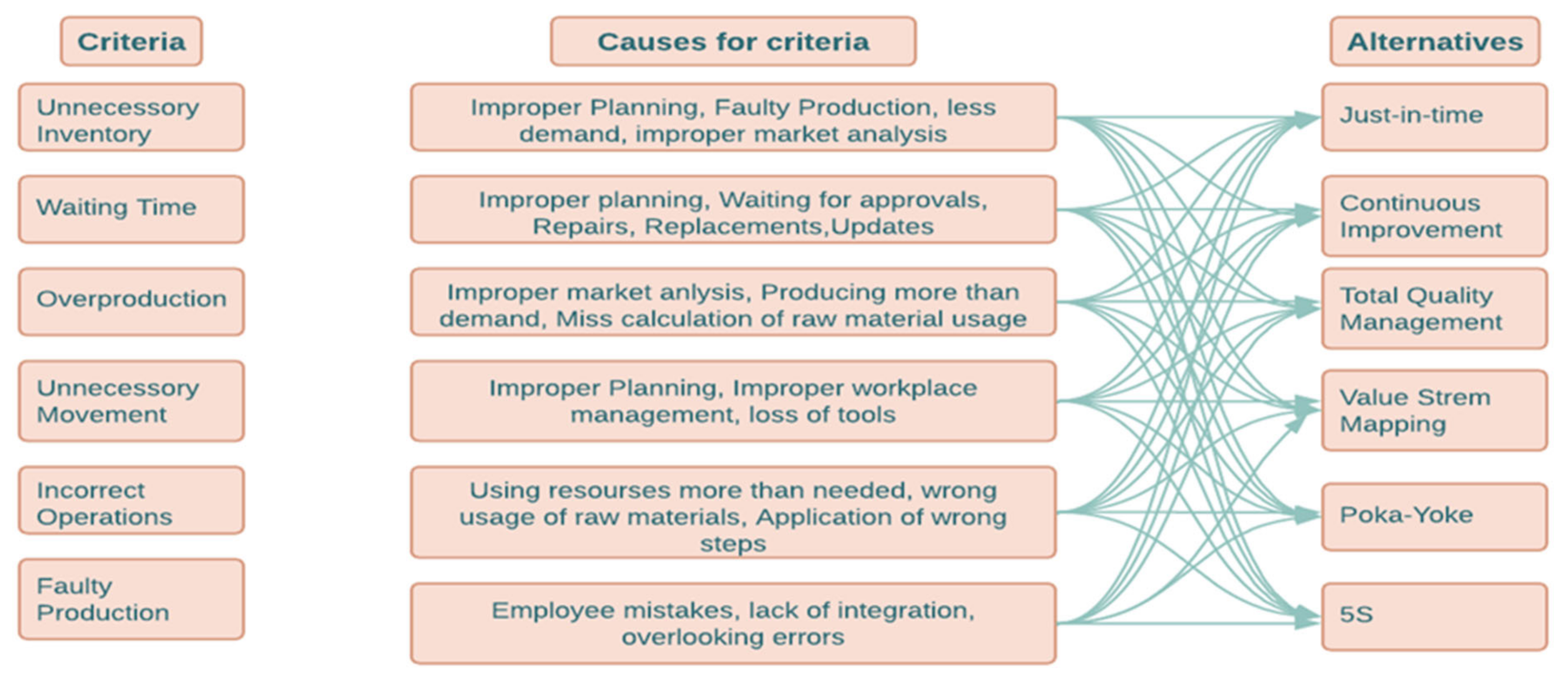
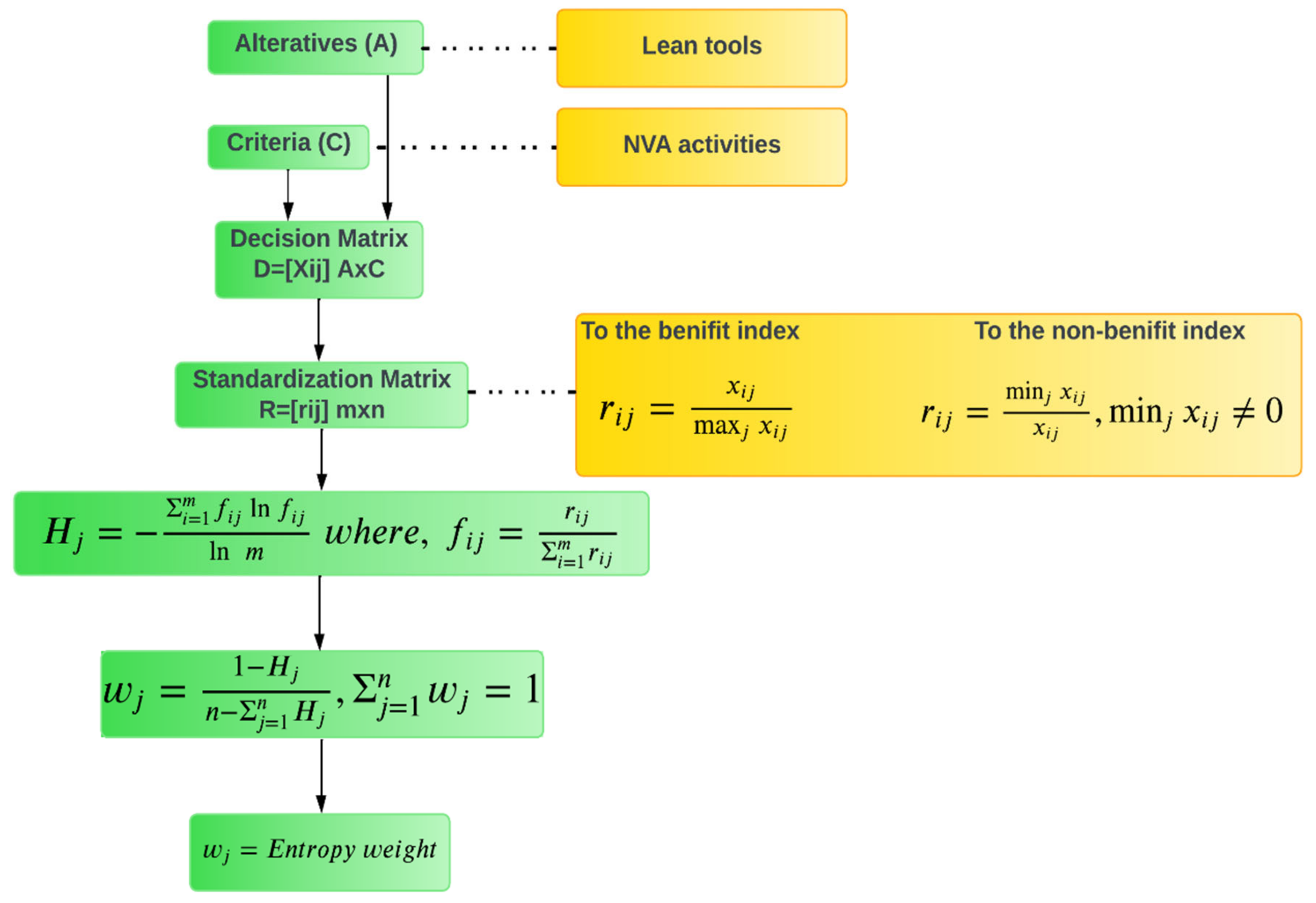
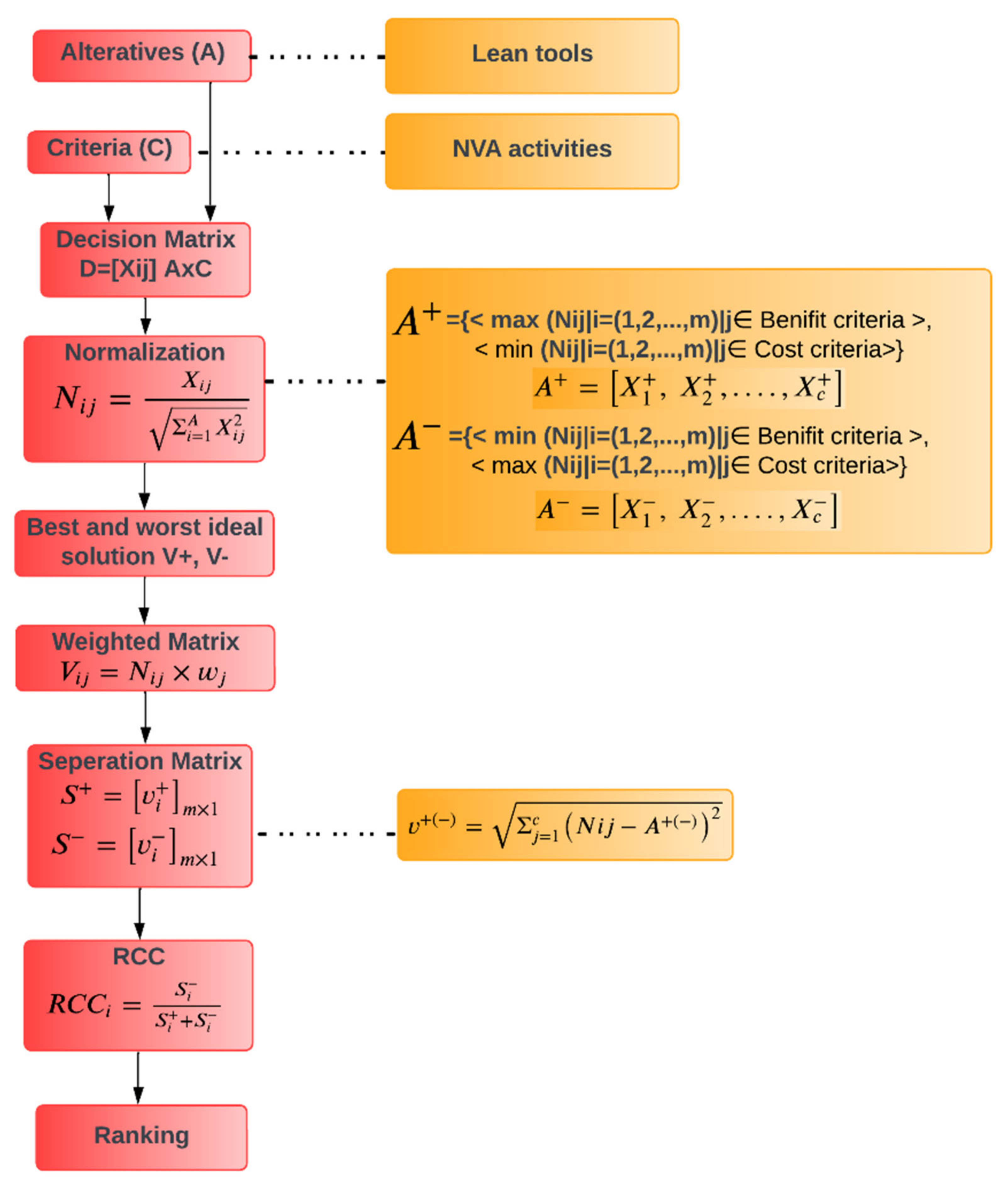
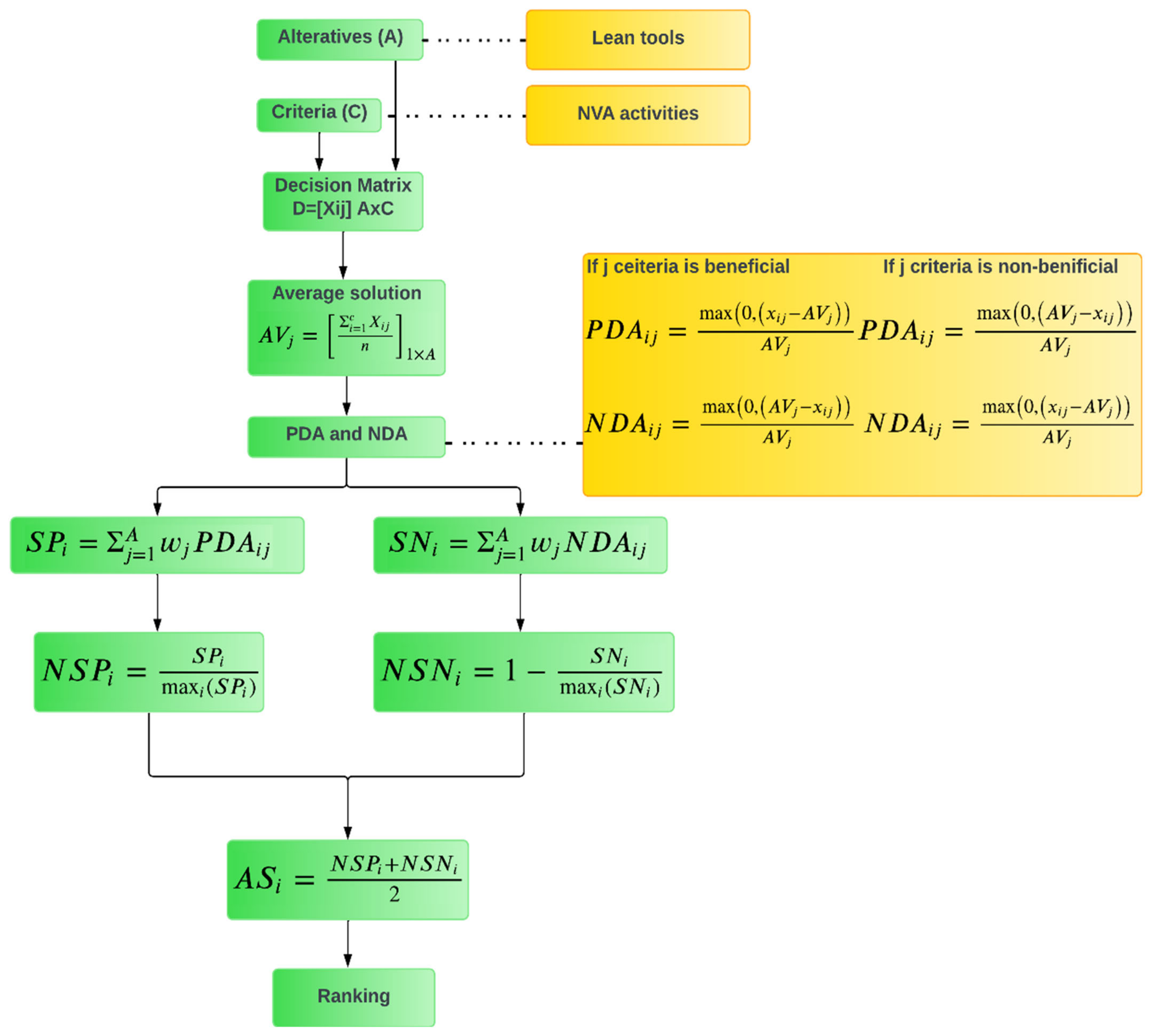
There are two objectives for the research. One is to obtain the relationship between lean tools and NVA activities, and the second is to prioritize these lean tools after attaining the relationship. From the literature review and questionnaire, the relationship between the lean tools and NVA is developed. This results in the adoption of lean tools in the precast industry. The availability of various lean tools might make it challenging for an industrial authority to select one for implementation without affecting the industry’s current productivity or function. MCDM analysis takes various criteria while analyzing the best alternative to the decision problem. Researchers have developed various MCDM analysis methods for this, and TOPSIS, EDAS, and VIKOR are considered for the present study. All these methods come under unique synthesizing methods, and the core function of these methods is to give a best alternative based on the maximum and minimum distances for the ideal solutions, which are considered as the reference. The other categories do not fit for the current study, as one of its outranking methods focuses on the dominance of one alternative over another alternative, and the other is the preliminary methodology. These do not gives the appropriate results.
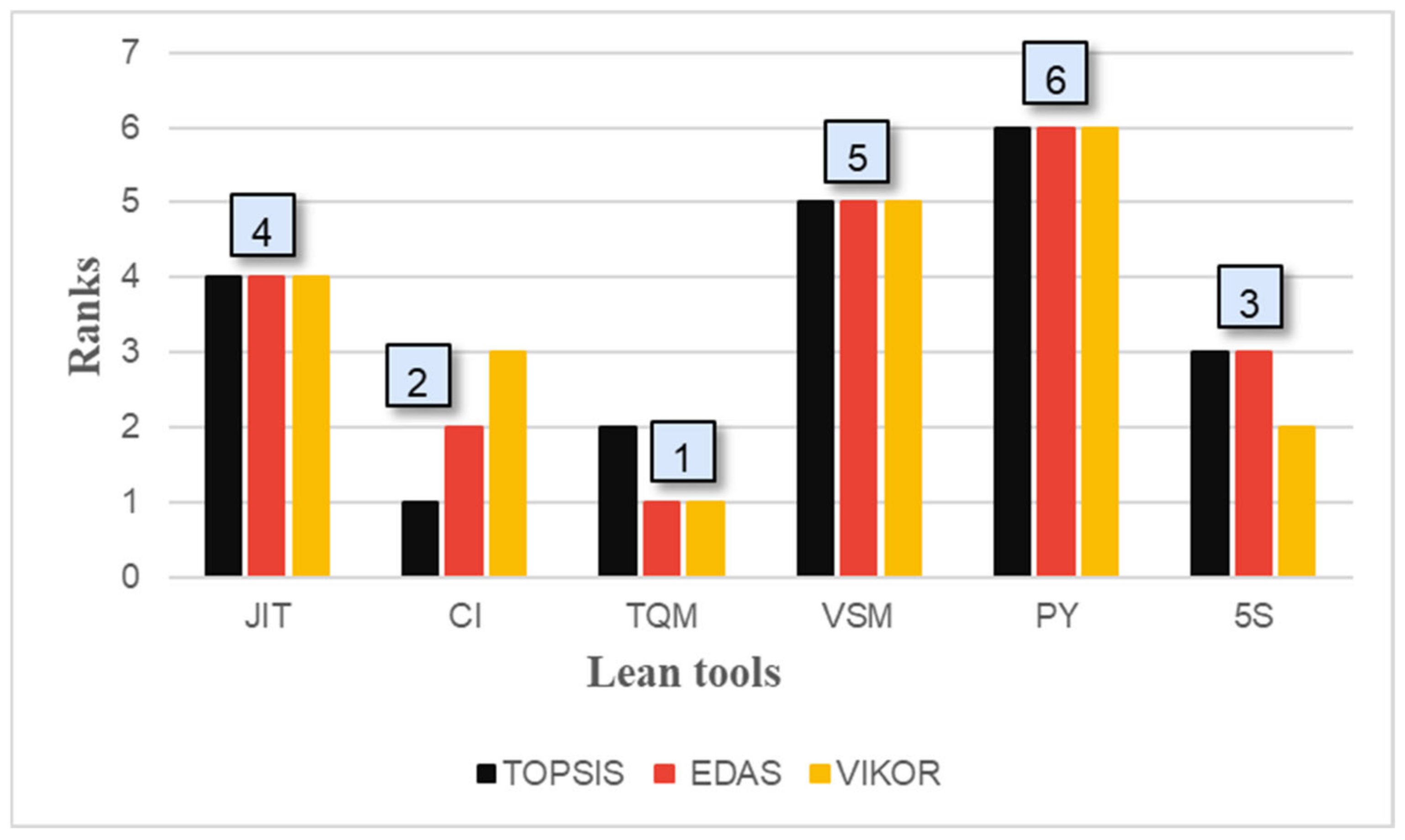
The lean tools are taken as alternatives, and NVA activities are taken as criteria. From the questionnaire, the data obtained represents the favorability of one particular lean tool to one criterion. Through MCDM analysis, the adaptability of lean tools can be known by considering all the criteria. The results of the three MCDM analysis are represented in the graph below as
Figure 9. From this, TQM is ranked first in two methods, while CI is ranked first in one method. The three positions also alter between CI, TQM, and 5S. But the remaining ranks are constant; JIT occupies the fourth place, while VSM and PY follow, respectively.
The slight variations in the rankings for positions one, two, and three may be attributed to the relative importance of these tools.
The precast industry is part of the construction sector but has certain characteristics that align it more closely with product-based industries. In product manufacturing, the precast industry involves the production of standardized components in controlled environments, where processes can be optimized for efficiency, quality, and consistency, similar to how products are mass-produced. These industries’ growth is dependent upon the quality of products they produce. This plays a major role when it comes to the precast sector, as quality is the heart of the product. The findings in this research are that the reduction in NVA activities can be achieved when companies in the precast industry simultaneously prioritize TQM, CI, and 5S. Therefore, companies must first develop a strong quality culture by integrating TQM principles throughout their operation. This involves training in how to conform to quality standards, collaboration with suppliers to obtain high-quality raw materials, and process controls to minimize defects and rework. TQM embeds quality in the system to eliminate the activities leading to defects, rework, and scrap, thereby contributing to NVA activities and product, reducing productivity and resource utilization.
Implementing continuous improvement (CI) is another important step in reducing NVA activities. The mindset of problem solving and innovation across all levels of the organization is encouraged by CI. Employee involvement, including regular brainstorming sessions, feedback loops, and data driven analysis should be promoted to find out where the company is struggling among other things. Kaizen or root cause analysis can be used as a tool for small, incremental improvements aimed at root causes of NVA activities, for example, unnecessary waiting times, poor process flow or excessive handling. Companies can keep the process of efficiency and waste reduction in a cycle by continuously seeking to improve processes to optimize time and resources.
An organized, clean and an efficient workplace can be encouraged by utilizing the 5S methodology, which reduces NVA activities. The five actions, to sort, set in order, shine, standardize, and sustain, aid companies in eliminating motion waste, material handling delays, and workplace inefficiencies. The 5S method involves focusing on organization and visual management to make the workflow better, improve safety, and allow for quick spotting of problems before time is lost searching for tools or materials. Therefore, regular audits are needed and 5S is implemented by strong leadership commitment to hold onto these improvements over time. The combination of TQM, CI, and 5S enable a company to systematically reduce NVA activities, make operations more efficient and create a smoother and more productive operation.
JIT makes several changes in the function of the industry. This enables the organization to utilize time perfectly. As the analysis contains several criteria, JIT obtained fourth priority. The reason for this is that to implement JIT, we need good organizational structure, which can be achieved after implementing the above-mentioned tools. VSM enables the industry to identify the NVA activities. This still may not have a direct effect on productivity, but it plays a crucial role in identifying the waste. It also helps to give more attention to the activities, which adds value to the outcomes or processes. The last one is PY, which identifies the mistakes and wrong usage of materials. It is like an inspection, which is performed to improve quality and reduce waste. PY decreases the incorrect operations and faulty production in the industry.
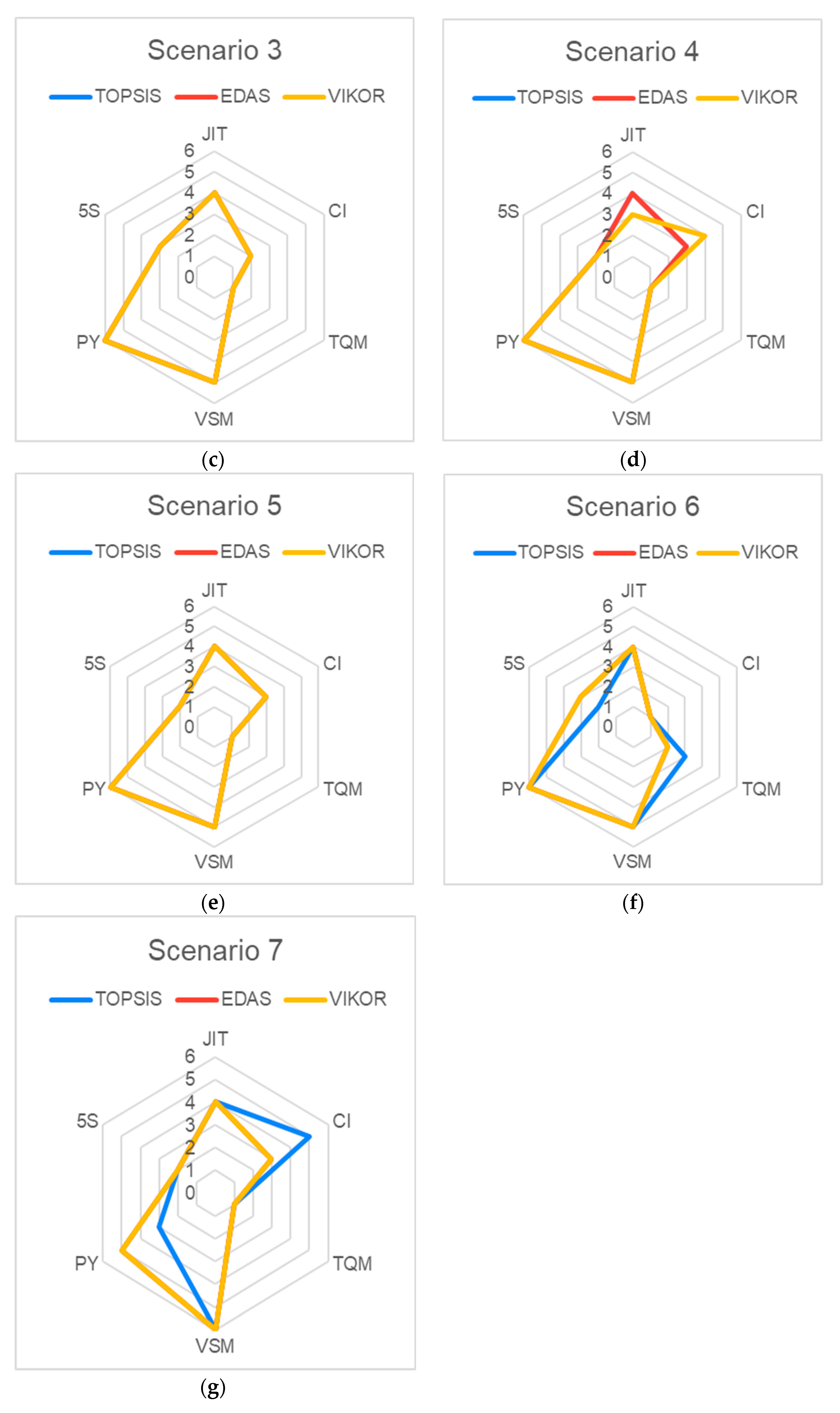
The MCDM analysis results are affected by the criteria weights. So, sensitivity analysis is carried out to learn the influence of the criteria weights on the analysis, and the robustness is inspected. The results of the analysis demonstrate that the criteria weights have the least effect on the ranking. Seven scenarios are considered for checking the sensitivity. Comparing all the scenarios, it is observed that 5S and CI have been fluctuating between second and third rankings, and the remaining ranks have very minute changes. Based on all of this, lean tools are prioritized as TQM > CI > 5S > JIT > VSM > PY.
From a practical aspect, the study presents a prioritized list of lean tools, with TQM, CI, and 5S as the top three effective solutions for reducing NVA operations in the precast industry. Implementing these techniques can lead to increased operational efficiency, higher product quality, and more efficient organizational procedures. For example, TQM not only focusses on product quality but also on process management and regulatory compliance, both of which are essential for maintaining high standards in precast component production. CI prioritizes continuous improvement in processes, products, and workforce dynamics, promoting a culture of excellence and adaptability. The 5S concept improves workplace organization, lowers waste, and promotes a safer working environment, all of which are critical for maintaining efficiency and quality in the sector. Adopting JIT principles simplifies inventory management by aligning production schedules with demand, resulting in less material waste and lower storage costs. This strategy improves operating efficiency and ensures timely delivery of precast components. Bringing production in line with project timeframes enables a full examination of manufacturing processes in order to identify and eliminate non-value-adding activities. By outlining each process, organizations can identify inefficiencies and apply focused improvements, resulting in shorter cycle times and increased production. Implementing PY mechanisms prioritizes error prevention by developing processes that reduce the possibility of mishaps. This proactive strategy improves product quality while reducing rework, resulting in more reliable and efficient production methods.
The use of these lean methods has a substantial impact on the precast industry’s social dimensions in addition to operational benefits. Integrating lean tools promotes continual development and employee involvement. Employees are encouraged to submit ideas and participate in problem-solving activities, which leads to higher job satisfaction and a greater sense of ownership over operations. These approaches help to improve the precast industry’s sustainability by minimizing waste and optimizing resource use. This dedication to environmental stewardship improves the industry’s reputation and benefits the larger community by fostering sustainable growth. These tools help to create a safer and more organized workplace, lowering the chance of accidents and improving employee well-being. Furthermore, by improving product quality and minimizing waste, these techniques promote consumer pleasure and trust, fulfilling broader social objectives such as accountability and sustainability.
Implementing lean principles in precast construction is a context-specific process that depends on multiple factors, such as site conditions, work culture, the type of NVA activities, management approach, and awareness of lean tools. Since there is no one-size-fits-all sequence of steps, organizations must customize lean applications based on their unique conditions.
Since lean implementation is highly context-dependent, construction firms must first assess their existing processes, identify inefficiencies, and select the most appropriate lean tools accordingly. By adopting a flexible, iterative approach, precast construction companies can gradually improve productivity, reduce waste, and enhance project outcomes.
Success of lean implementation can be used to determine the extent to which lean implementation has been successful. Some examples of KPIs for the precast industry are cycle time, defect rates, inventory turnover, etc.
A cost–benefit analysis of effecting lean implementation in terms of the reduction in labor hours, material wastage, and inventory can be conducted. Monitoring the time taken to produce each individual precast component from first design through to installation can yield time data to assess how time can be reduced. A reduction in cycle time is a direct indicator that lean practices are having a positive effect.
Surveys with contractors or end user of the precast product will feedback improvement in quality and reduction in defects of the precast product indicating success of TQM. These lean principles can be used by precast manufacturers to streamline processes, eliminate waste, and effectively increase productivity and quality.



 ,
, 






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}