
Mechanical Properties of 17-4 PH Stainless Steel Manufactured by Atomic Diffusion Additive Manufacturing




Abstract
1. Introduction
2. Materials and Methodology
2.1. Material
2.2. Specimen Size
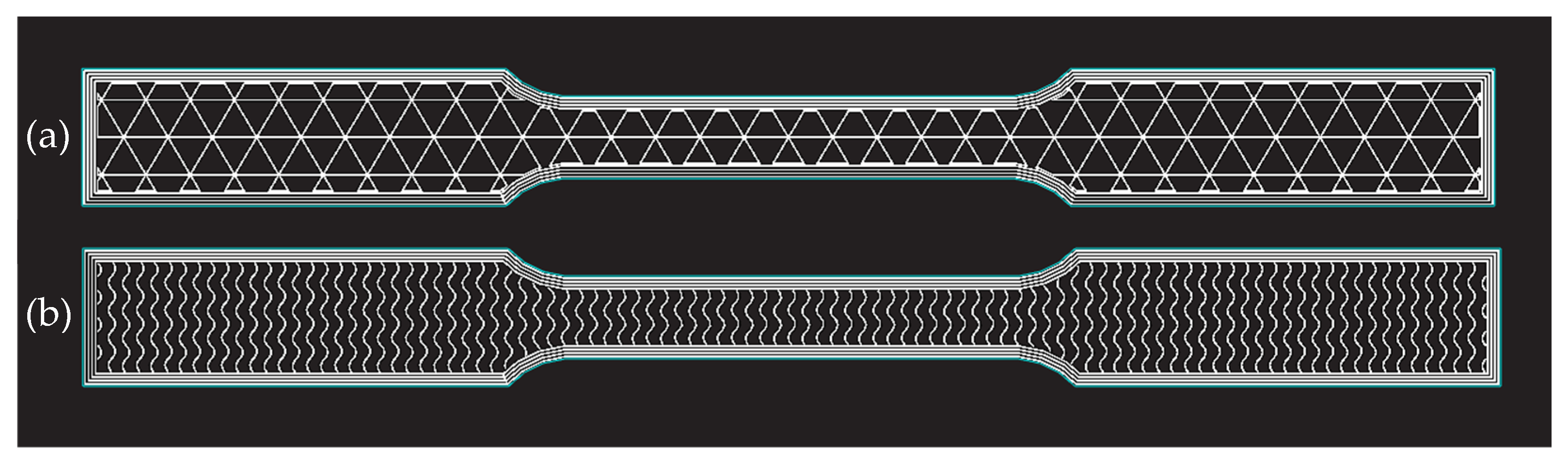
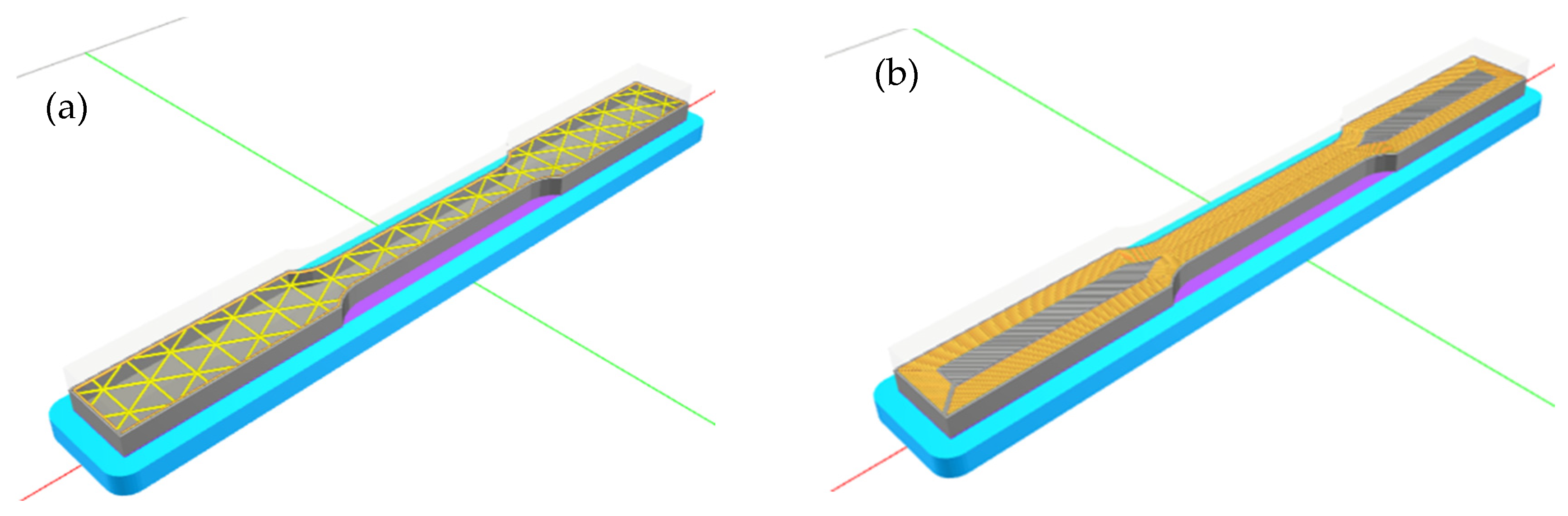
2.3. Input Parameters
2.4. ADAM Process
2.5. Measurement Instruments
3. Results and Discussion
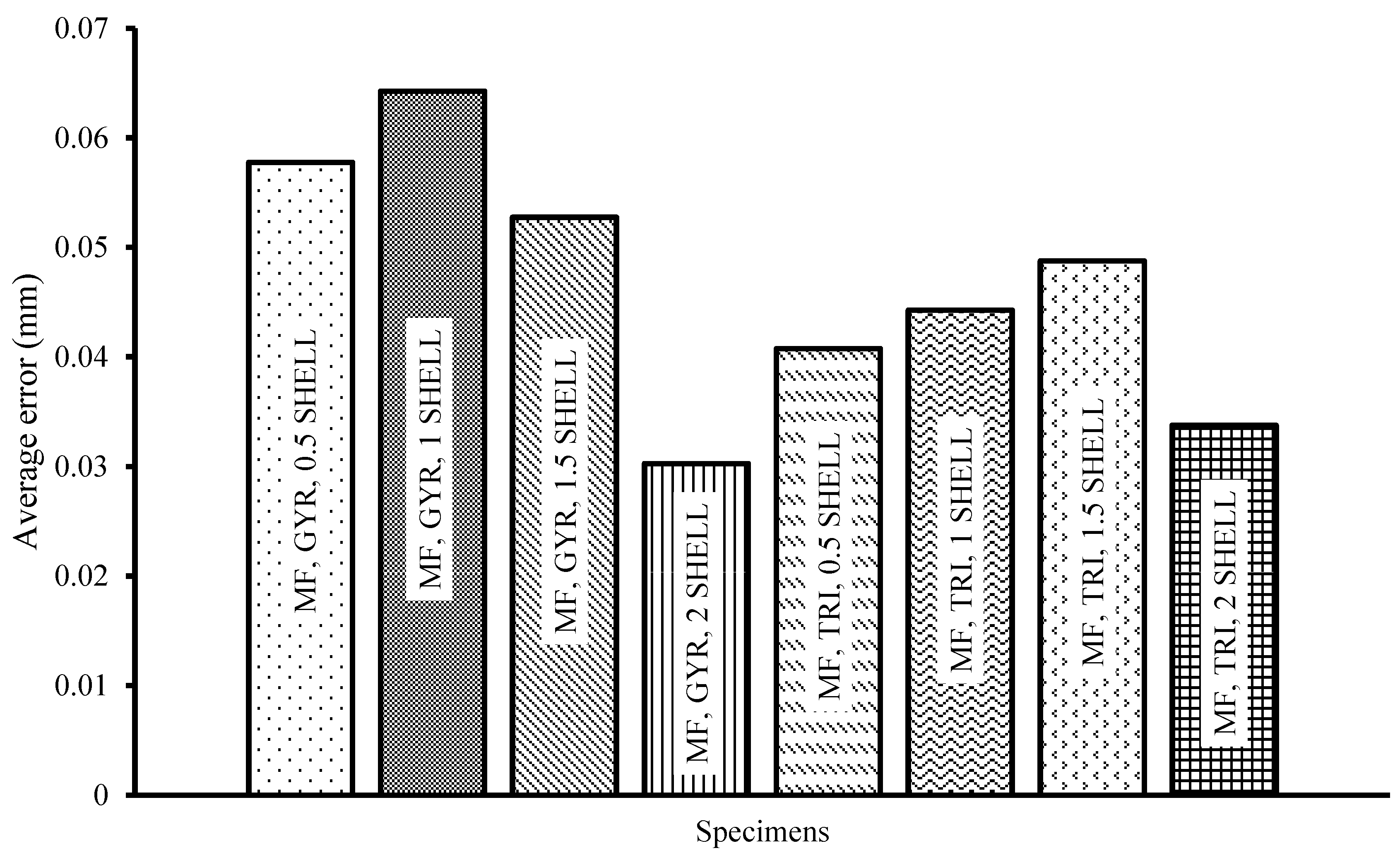
3.1. Dimensional Accuracy
3.1.1. Cylindricity Error at Gauge Radius
3.1.2. Perpendicularity Error
3.1.3. Height Error
3.1.4. Specimen Length Error
3.2. Mass and Density of Printed Specimen
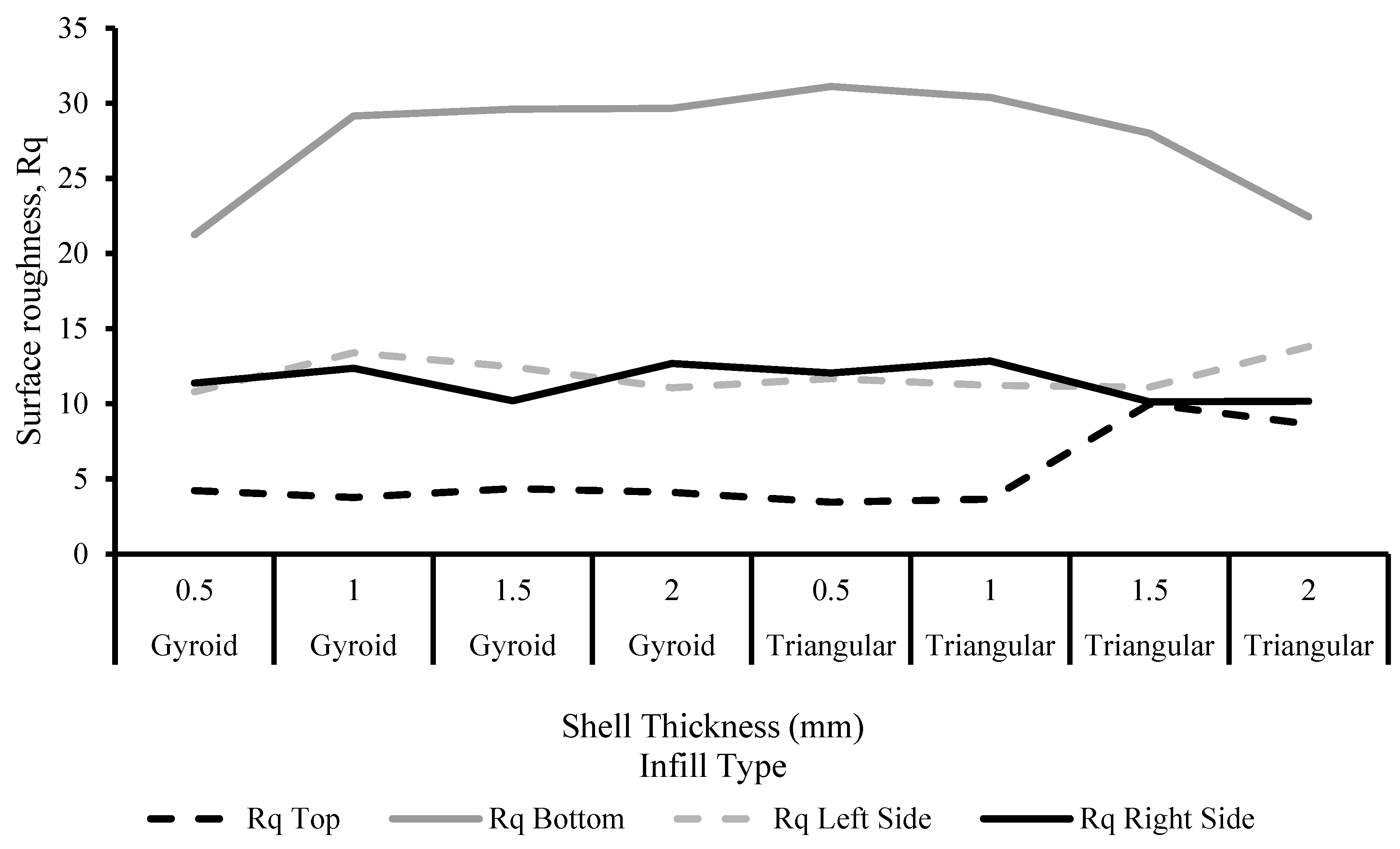
3.3. Surface Roughness
3.4. Tensile Test
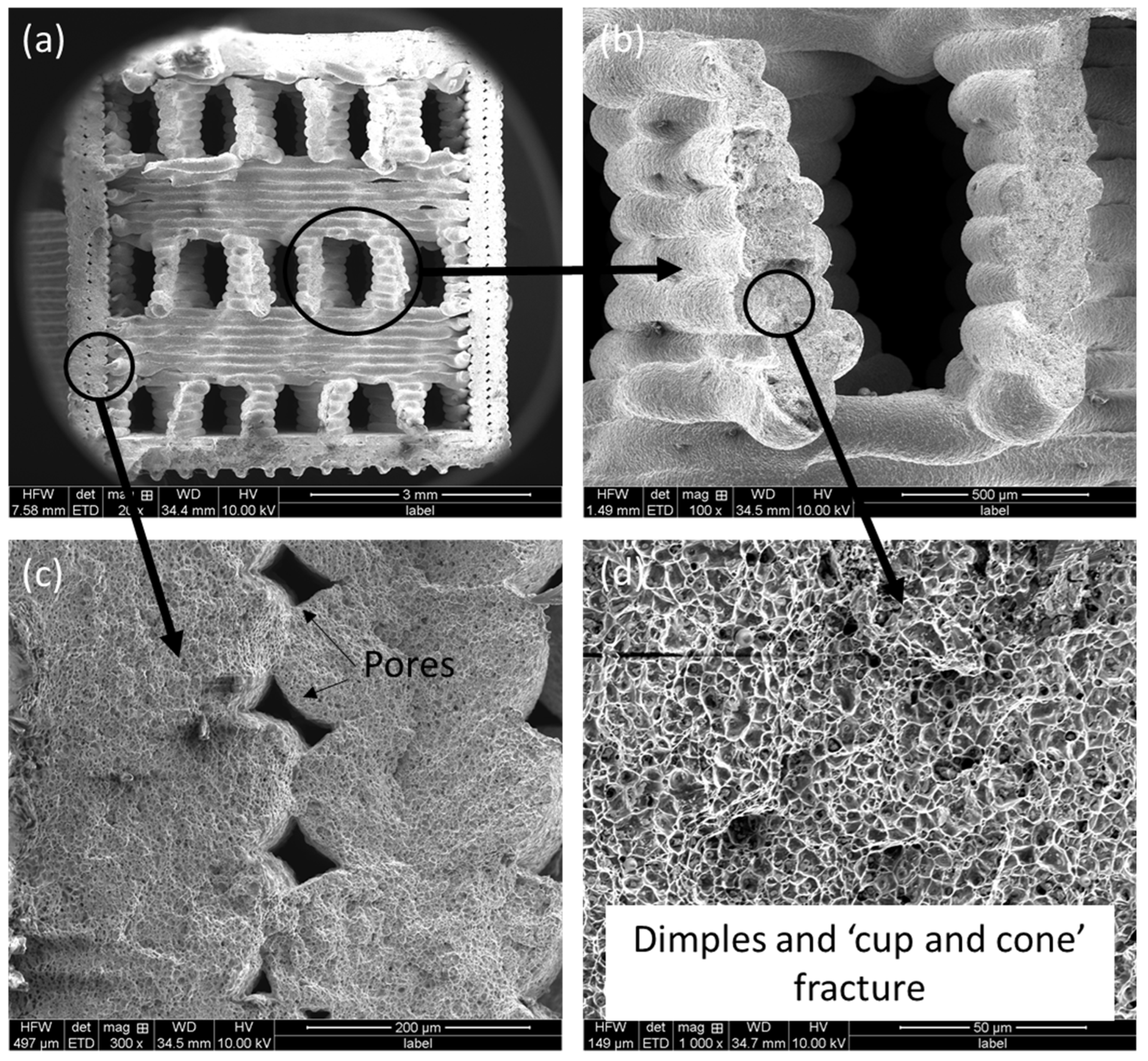
3.5. Fracture Surface Morphology
4. Conclusions
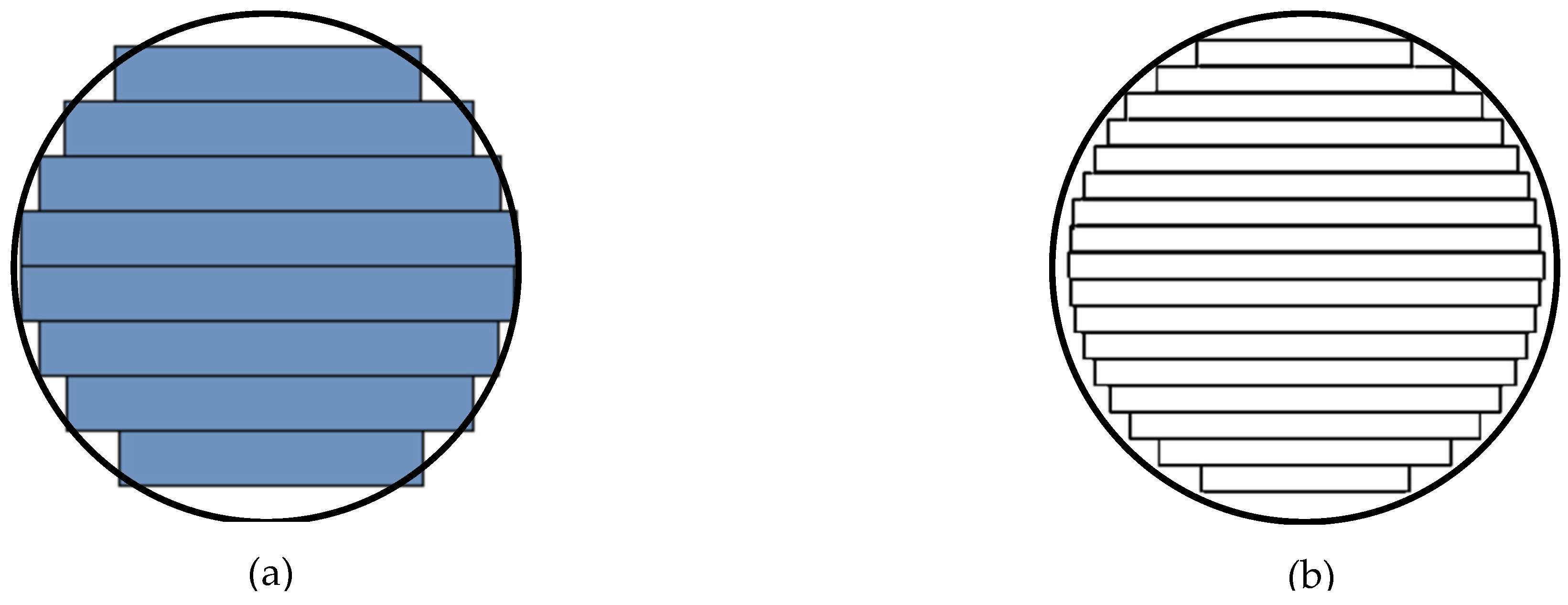
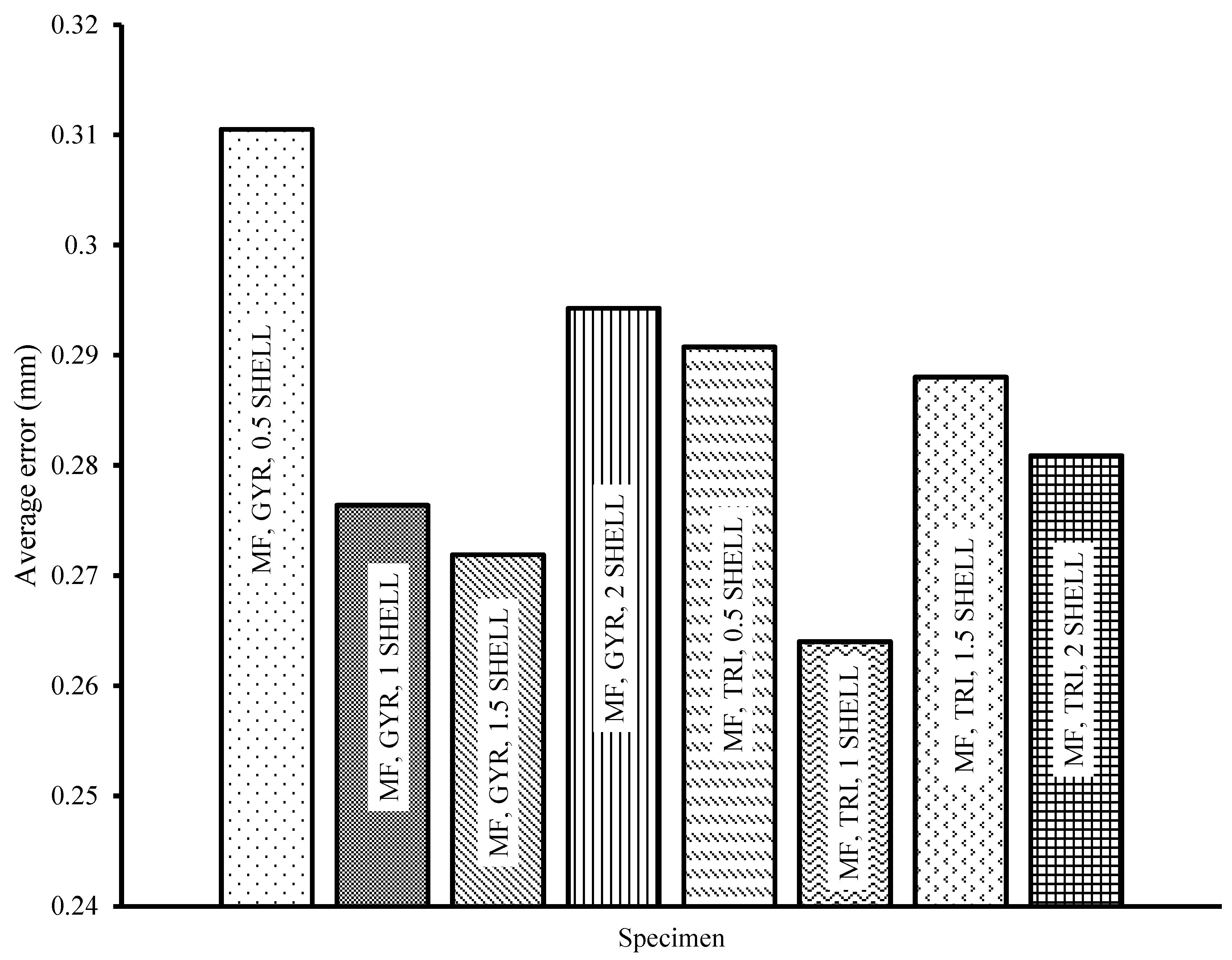
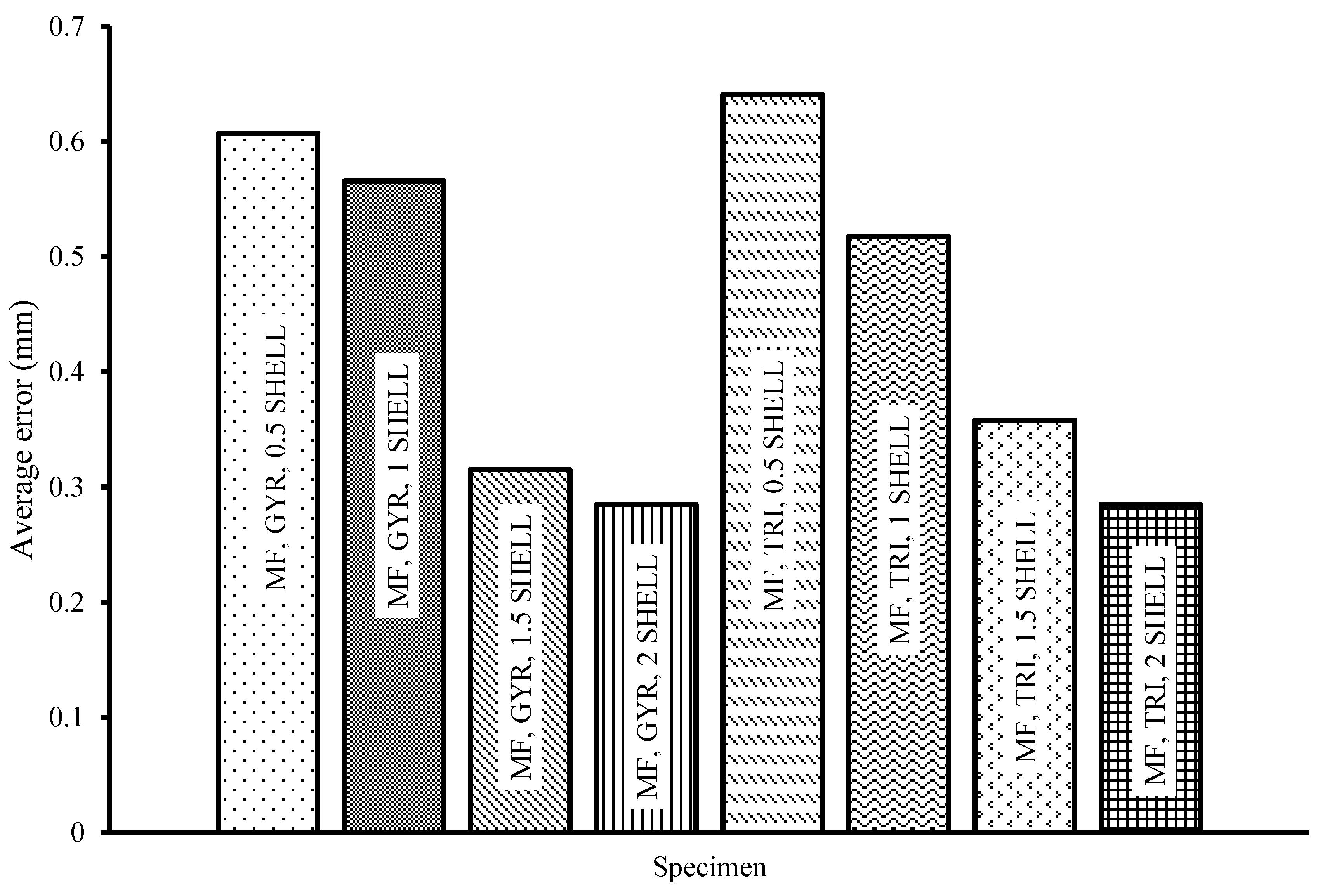
- Results from the coordinate measuring machine showed there were inconsistencies in the print quality of the ADAM processes. Toolpath geometry, staircasing and sintering technology could be reasons for the discrepancies; however, when compared with traditional casting and forging of similar steel, international tolerance grades can be achieved. Overall length error was at a maximum when shell thickness was at a minimum value. Triangular infill specimens saw a decrease in cylindricity error and an increase in gauge length error when compared to gyroid fill. All of these errors were in an acceptable range by the international tolerance (IT) grades of ISO 286.
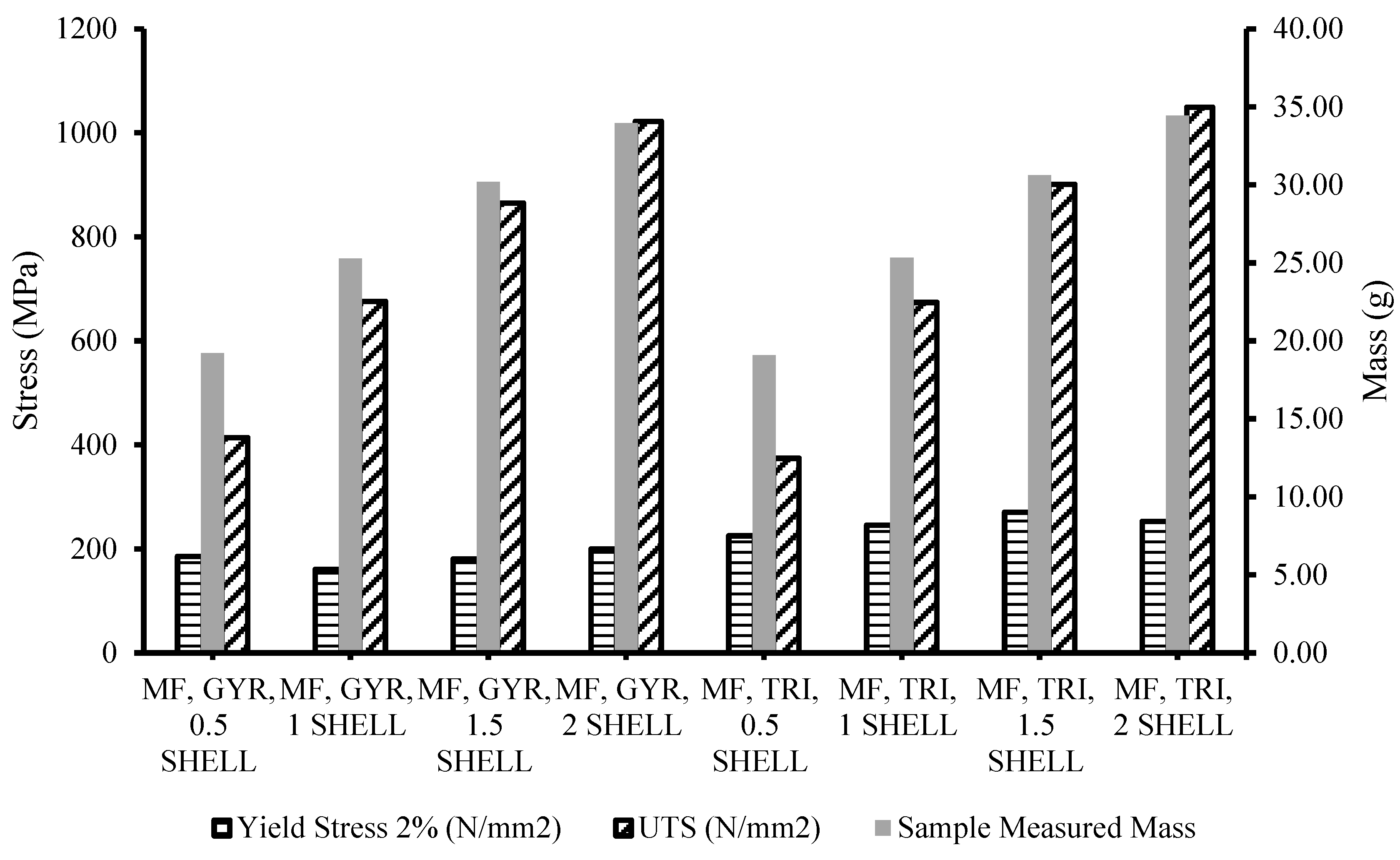
- A minimal difference in mass (1.5%) was observed when the infill type was changed. A 21.6% increase in specimens’ mass was observed when shell thickness was increased in each iteration. Parts printed by ADAM can have up to ¼ mass savings when compared to traditional manufacturing, at the expense of the parts’ strength.
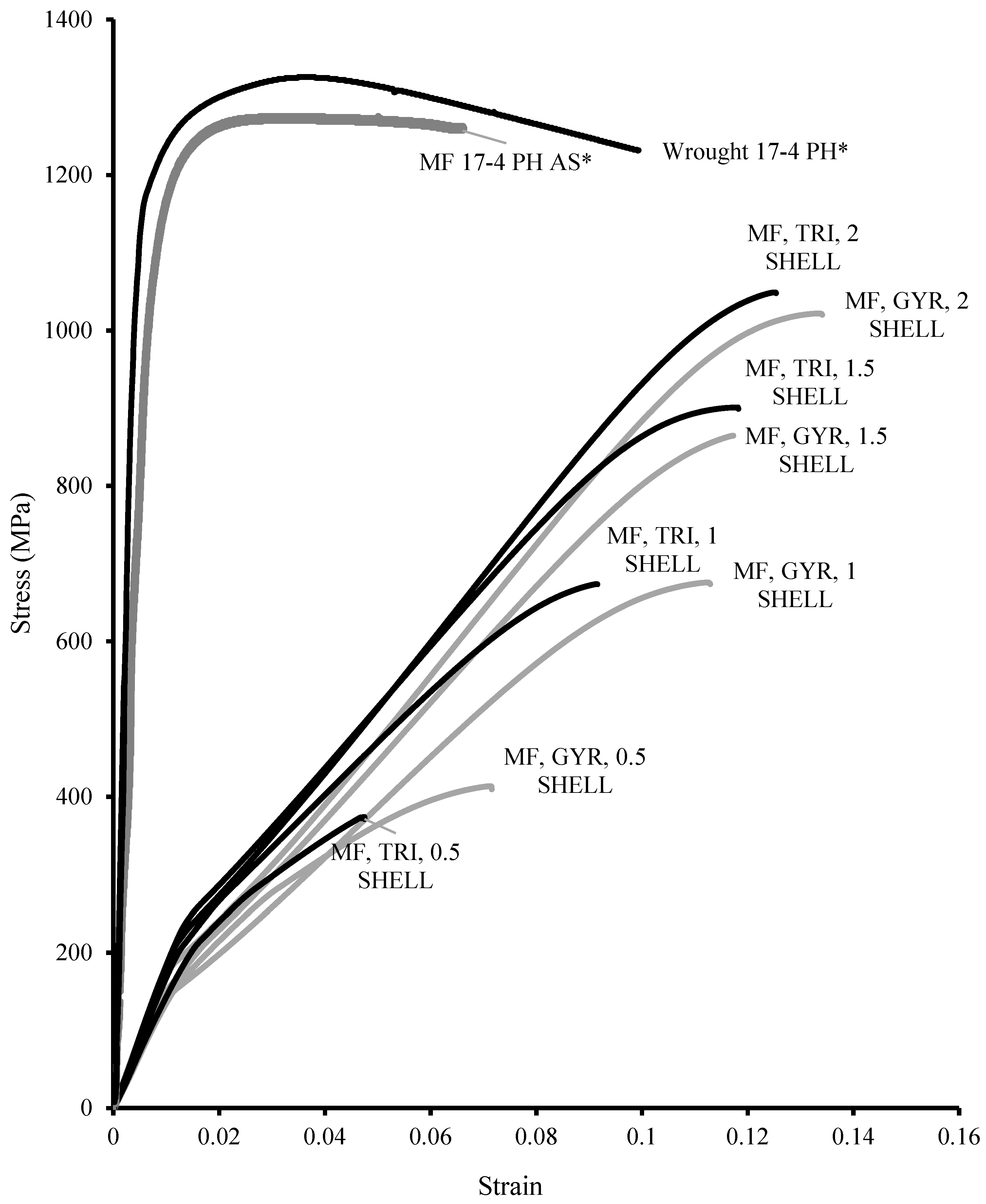
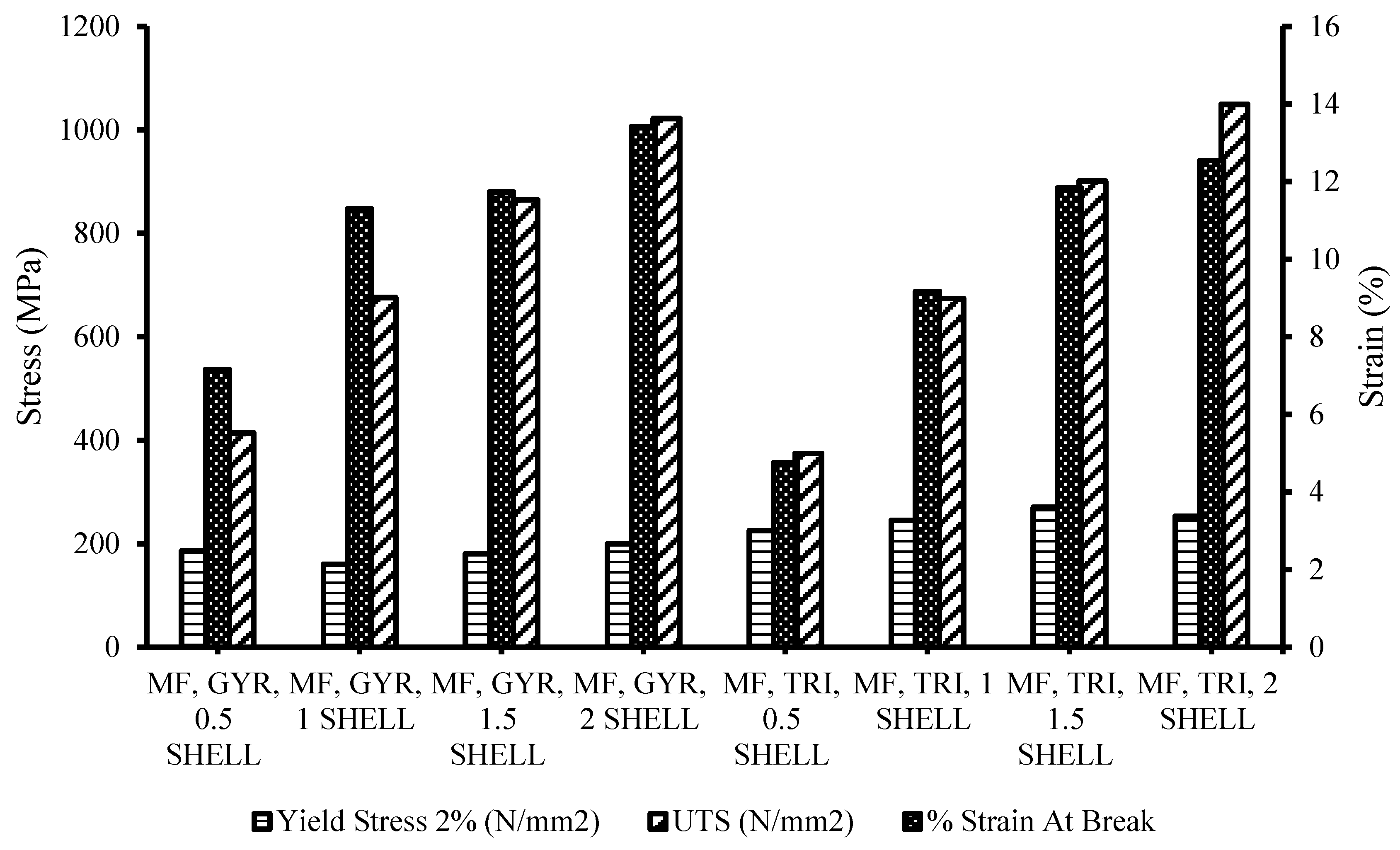
- The specimens showed comparable ultimate tensile strength (1049.1 MPa), matching the claims of the manufacturer (1050 MPa), together with elongation at break, though they were about 4.88% lower in ultimate tensile strength. The specimens showed an increase in ultimate tensile strength when the shell thicknesses of specimens were increased. The two different infill types saw minimal changes, although it should be noted that triangular specimens exhibited greater ultimate tensile strength, whereas the gyroid had slightly longer elongation at break.
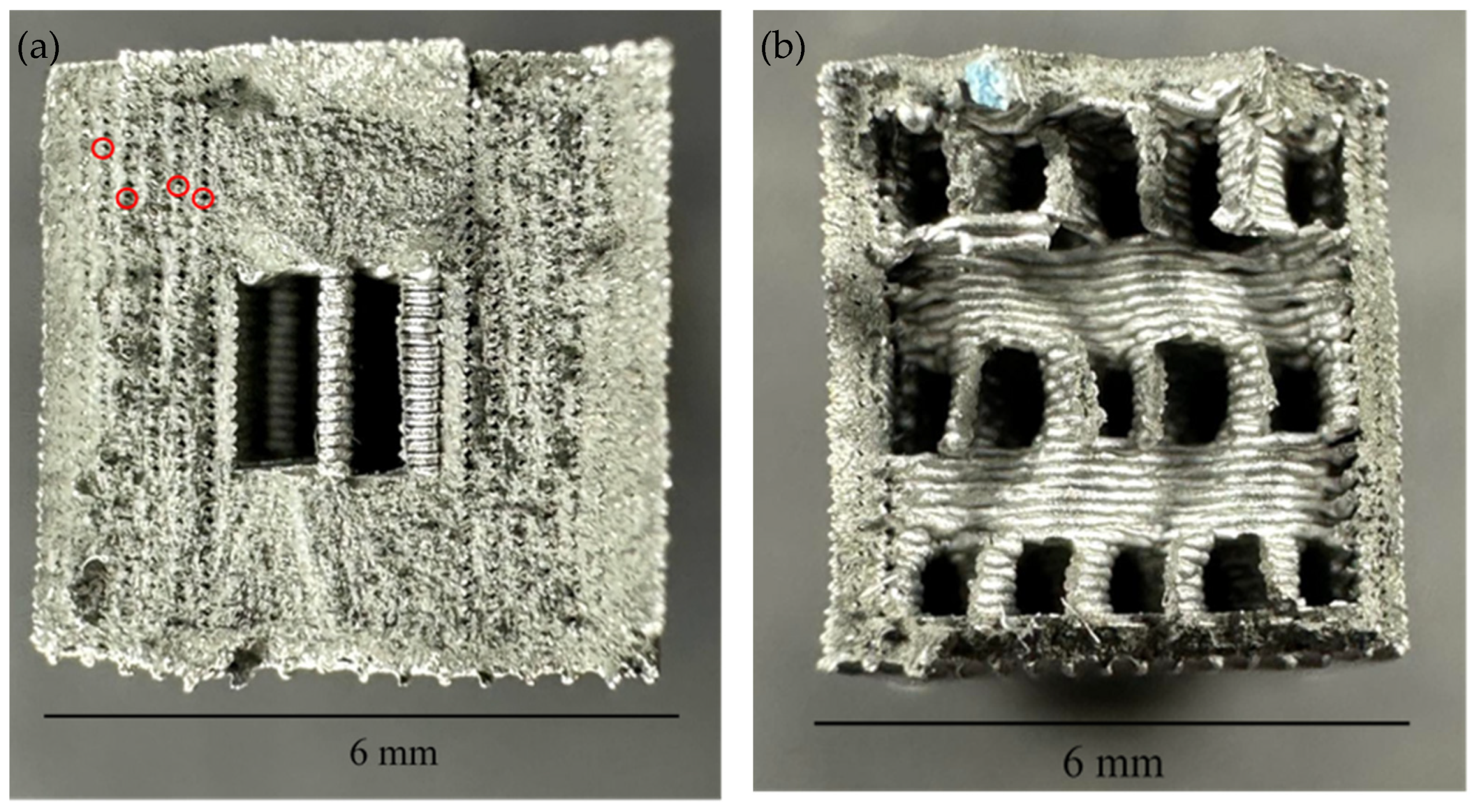
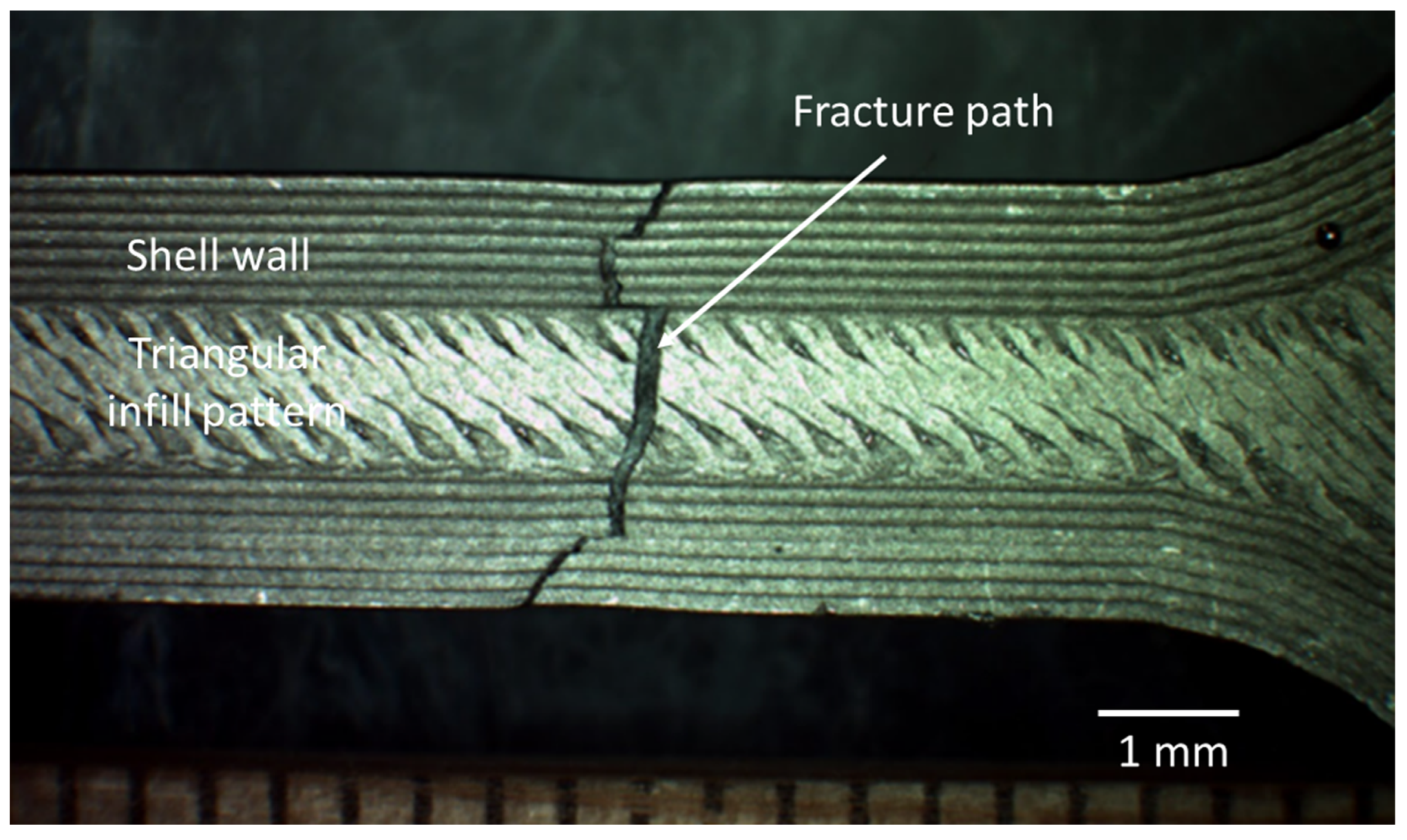
- Microscopic analysis of specimens showed deformities that include striations from tool path error. The cross-section of the tensile tested, broken specimen revealed significant pores in the microstructure and could contribute to a reduction in the mechanical properties of the specimens. Thus, further optimization of the sintering time and temperature was foreseen.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Henry, T.C.; Morales, M.A.; Cole, D.P.; Shumeyko, C.M.; Riddick, J.C. Mechanical behavior of 17-4 PH stainless steel processed by atomic diffusion additive manufacturing. Int. J. Adv. Manuf. Technol. 2021, 114, 2103–2114. [Google Scholar] [CrossRef]
- Basak, A.K.; Celis, J.-P.; Vardavoulias, M.; Matteazzi, P. Effect of nanostructuring and Al alloying on friction and wear behaviour of thermal sprayed WC–Co coatings. Surf. Coat. Technol. 2012, 206, 3508–3516. [Google Scholar] [CrossRef]
- Basak, A.; Matteazzi, P.; Vardavoulias, M.; Celis, J.-P. Corrosion-wear behaviour of thermal sprayed nanostructured FeCu/WC–Co coatings. Wear 2006, 261, 1042–1050. [Google Scholar] [CrossRef]
- Bajaj, P.; Hariharan, A.; Kini, A.; Kürnsteiner, P.; Raabe, D.; Jägle, E.A. Steels in additive manufacturing: A review of their microstructure and properties. Mater. Sci. Eng. A 2020, 772, 138633. [Google Scholar] [CrossRef]
- Attaran, M. The rise of 3-D printing: The advantages of additive manufacturing over traditional manufacturing. Bus. Horiz. 2017, 60, 677–688. [Google Scholar] [CrossRef]
- Galati, M.; Minetola, P. Analysis of density, roughness, and accuracy of the atomic diffusion additive manufacturing (ADAM) process for metal parts. Materials 2019, 12, 4122. [Google Scholar] [CrossRef]
- Basak, A.; Lee, A.; Pramanik, A.; Neubauer, K.; Prakash, C.; Shankar, S. Material extrusion additive manufacturing of 17-4 PH stainless steel: Effect of process parameters on mechanical properties. Rapid Prototyp. J. 2023, 29, 1097–1106. [Google Scholar] [CrossRef]
- Bjørheim, F.; Lopez, I.L.T. Tension testing of additively manufactured specimens of 17-4 PH processed by Bound Metal Deposition. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2021; p. 12037. [Google Scholar]
- Gonzalez-Gutierrez, J.; Cano, S.; Schuschnigg, S.; Kukla, C.; Sapkota, J.; Holzer, C. Additive manufacturing of metallic and ceramic components by the material extrusion of highly-filled polymers: A review and future perspectives. Materials 2018, 11, 840. [Google Scholar] [CrossRef]
- Gabilondo, M.; Cearsolo, X.; Arrue, M.; Castro, F. Influence of build orientation, chamber temperature and infill pattern on mechanical properties of 316l parts manufactured by bound metal deposition. Materials 2022, 15, 1183. [Google Scholar] [CrossRef]
- Degnah, A.; Tabbakh, T.; Kurdi, A.; Basak, A.K. Role of precipitation and solute segregation on micro-scale deformation of additively manufactured Inconel 718. Mater. Sci. Eng. A 2023, 887, 145762. [Google Scholar] [CrossRef]
- Becker, T.H.; Kumar, P.; Ramamurty, U. Fracture and fatigue in additively manufactured metals. Acta Mater. 2021, 219, 117240. [Google Scholar] [CrossRef]
- Tabbakh, T.; Alshihri, S.; Basak, A.; Kurdi, A. Strength of a 3D printed Al 7068 alloy under micro-pillar compression. Met. Mater. Int. 2022, 28, 2706–2718. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Kurdi, A.; Basak, A. Micro-mechanical behaviour of selective laser melted Ti6Al4V under compression. Mater. Sci. Eng. A 2021, 826, 141975. [Google Scholar] [CrossRef]
- Chacón, J.M.; Caminero, M.A.; García-Plaza, E.; Núnez, P.J. Additive manufacturing of PLA structures using fused deposition modelling: Effect of process parameters on mechanical properties and their optimal selection. Mater. Des. 2017, 124, 143–157. [Google Scholar] [CrossRef]
- Burgess, A.; Dodd, R.; Radwani, M.; Opoz, T.; Tammas-Williams, S. The properties of stainless steel 17-4PH produced by a low-cost additive manufacturing technique, the Markforged MetalX™. J. Phys. Conf. Ser. 2022, 2198, 12057. [Google Scholar] [CrossRef]
- Vispute, M.; Kumar, N.; Taufik, M.; Jain, P.K. Improving surface finish of extrusion based additive manufactured parts using novel triangle based toolpath approach. Int. J. Interact. Des. Manuf. 2024, 18, 433–452. [Google Scholar] [CrossRef]
- Ajay, V.; Nakrani, J.; Mishra, N.K.; Shrivastava, A. Anisotropic fatigue crack propagation in wire arc additively manufactured 316L stainless steel. Int. J. Fatigue 2023, 177, 107976. [Google Scholar] [CrossRef]
- Sambrook, C. The Effect of Heat Treatment and Print Direction on Additively Manufactured 17-4 PH Stainless Steel. Master’s Thesis, The University of Greensland, St. Lucia, Australia, 2021. [Google Scholar]
- Rosnitschek, T.; Seefeldt, A.; Alber-Laukant, B.; Neumeyer, T.; Altstädt, V.; Tremmel, S. Correlations of geometry and infill degree of extrusion additively manufactured 316l stainless steel components. Materials 2021, 14, 5173. [Google Scholar] [CrossRef]
- Thawon, I.; Fongsamootr, T.; Mona, Y.; Suttakul, P. Investigation of the mechanical properties of additively manufactured metal parts with different relative densities. Appl. Sci. 2022, 12, 9915. [Google Scholar] [CrossRef]
- Basak, A.K.; Pramanik, A.; Chen, Y.X.; Prakash, C.; Radhika, N.; Shankar, S. Bound metal deposition of stainless steel 316L: Effect of process variables on microstructural and mechanical behaviors. Materialia 2024, 36, 102196. [Google Scholar] [CrossRef]
- Godec, D.; Cano, S.; Holzer, C.; Gonzalez-Gutierrez, J. Optimization of the 3D printing parameters for tensile properties of specimens produced by fused filament fabrication of 17-4PH stainless steel. Materials 2020, 13, 774. [Google Scholar] [CrossRef] [PubMed]
- Shakeri, Z.; Benfriha, K.; Shirinbayan, M.; Ahmadifar, M.; Tcharkhtchi, A. Mathematical modeling and optimization of fused filament fabrication (FFF) process parameters for shape deviation control of polyamide 6 using Taguchi method. Polymers 2021, 13, 3697. [Google Scholar] [CrossRef] [PubMed]
- Raju, N.; Warren, P.; Subramanian, R.; Ghosh, R.; Raghavan, S.; Fernandez, E.; Kapat, J. Material Properties of 17-4PH Stainless Steel Fabricated by Atomic Diffusion Additive Manufacturing (ADAM). In Proceedings of the 32nd Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 2–4 August 2021. [Google Scholar]
- Rodriguez, J.; Zuriarrain, A.; Madariaga, A.; Arrazola, P.J.; Dominguez, E.; Fraile, I.; Soler, D. Mechanical Properties and Fatigue Performance of 17-4 PH Stainless Steel Manufactured by Atomic Diffusion Additive Manufacturing Technology. J. Manuf. Mater. Process. 2023, 7, 172. [Google Scholar] [CrossRef]
- Bouaziz, M.A.; Djouda, J.M.; Kauffmann, J.; Hild, F. Microscale mechanical characterization of 17-4PH stainless steel fabricated by Atomic Diffusion Additive Manufacturing (ADAM). Procedia Struct. Integr. 2020, 28, 1039–1046. [Google Scholar] [CrossRef]
- Bouaziz, M.; Djouda, J.M.; Chemkhi, M.; Rambaudon, M.; Kauffmann, J.; Hild, F. Heat treatment effect on 17-4PH stainless steel manufactured by Atomic Diffusion Additive Manufacturing (ADAM). Procedia CIRP 2021, 104, 935–938. [Google Scholar] [CrossRef]
- Hsiao, C.; Chiou, C.; Yang, J. Aging reactions in a 17-4 PH stainless steel. Mater. Chem. Phys. 2002, 74, 134–142. [Google Scholar] [CrossRef]
- ASTM E8/E8M-16a; Standard Test Methods for Tension Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2016.
- ISO 286-1: 2010; Geometrical Product Specifications (GPS)—ISO Code System for Tolerances on Linear Sizes. International Organization for Standardization: Geneva, Switzerland, 2010.
- Markforged. Available online: https://markforged.com/materials/metals/17-4-ph-stainless-steel (accessed on 21 May 2025).
- Nigam, A.; Tai, B.L. Effects of in-process surface finishing on part strength in polymer material extrusion additive manufacturing. Addit. Manuf. 2024, 80, 103960. [Google Scholar] [CrossRef]
- Purnowidodo, A.; Arief, S.S.; Iman, F.H. Effect surface roughness on fatigue crack propagation behaviour of fibre Metal Laminates (FMLs). Int. J. Automot. Mech. Eng. 2019, 16, 6588–6604. [Google Scholar] [CrossRef]
- Burge, S.J.; Tipper, C. The burning of polymers. Combust. Flame 1969, 13, 495–505. [Google Scholar] [CrossRef]
- Thompson, Y.; Zissel, K.; Förner, A.; Gonzalez-Gutierrez, J.; Kukla, C.; Neumeier, S.; Felfer, P. Metal fused filament fabrication of the nickel-base superalloy IN 718. J. Mater. Sci. 2022, 57, 9541–9555. [Google Scholar] [CrossRef] [PubMed]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen Name | Shell Thickness (mm) | Infill Type |
|---|---|---|
| MF, GYR, 0.5 SHELL | 0.5 | Gyroid |
| MF, GYR, 1 SHELL | 1 | Gyroid |
| MF, GYR, 1.5 SHELL | 1.5 | Gyroid |
| MF, GYR, 2 SHELL | 2 | Gyroid |
| MF, TRI, 0.5 SHELL | 0.5 | Triangular |
| MF, TRI, 1 SHELL | 1 | Triangular |
| MF, TRI, 1.5 SHELL | 1.5 | Triangular |
| MF, TRI, 2 SHELL | 2 | Triangular |
| Nominal Size (mm) | International Tolerance Grade (mm) | ||||||
|---|---|---|---|---|---|---|---|
| > | ≤ | IT11 | IT12 | IT13 | IT14 | IT15 | IT16 |
| 80 | 120 | 0.22 | 0.35 | 0.54 | 0.87 | 1.4 | 2.2 |
| Specimen | Mass (g) |
|---|---|
| MF, GYR, 0.5 SHELL | 19.21 |
| MF, GYR, 1 SHELL | 25.28 |
| MF, GYR, 1.5 SHELL | 30.19 |
| MF, GYR, 2 SHELL | 33.94 |
| MF, TRI, 0.5 SHELL | 19.07 |
| MF, TRI, 1 SHELL | 25.32 |
| MF, TRI, 1.5 SHELL | 30.62 |
| MF, TRI, 2 SHELL | 34.42 |
| Mechanical Properties | ADAM Specimen (MF, TRI, 2 SHELL) | Manufacture Datasheet * | Wrought Specimen * |
|---|---|---|---|
| Yield strength (MPa) | 252.9 | 800 | 1000 |
| Ultimate tensile strength (UTS, MPa) | 1049.1 | 1050 | 1103 |
| Strain at break (%) | 12.54 | 5 | 5 |
| Young’s modulus (GPa) | 15.6 | 140 | 200 |
| Hardness (HRB) | 290 | 277 | 322 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Basak, A.K.; Sali, J.M.; Pramanik, A. Mechanical Properties of 17-4 PH Stainless Steel Manufactured by Atomic Diffusion Additive Manufacturing. Designs 2025, 9, 66. https://doi.org/10.3390/designs9030066
Basak AK, Sali JM, Pramanik A. Mechanical Properties of 17-4 PH Stainless Steel Manufactured by Atomic Diffusion Additive Manufacturing. Designs. 2025; 9(3):66. https://doi.org/10.3390/designs9030066
Chicago/Turabian StyleBasak, Animesh Kumar, Jasim Mohammed Sali, and Alokesh Pramanik. 2025. "Mechanical Properties of 17-4 PH Stainless Steel Manufactured by Atomic Diffusion Additive Manufacturing" Designs 9, no. 3: 66. https://doi.org/10.3390/designs9030066
APA StyleBasak, A. K., Sali, J. M., & Pramanik, A. (2025). Mechanical Properties of 17-4 PH Stainless Steel Manufactured by Atomic Diffusion Additive Manufacturing. Designs, 9(3), 66. https://doi.org/10.3390/designs9030066