
Towards a Sustainable Laser Powder Bed Fusion Process via the Characterisation of Additively Manufactured Nitinol Parts

 ,
, 

Abstract
1. Introduction
2. Materials and Methods
2.1. Laser Powder Bed Fusion (L-PBF)
2.2. Build Time Study
- (a)
- Build plate movement time (Bp.t)
- i
- Safety movement, when the build plate moves down for a certain distance (0.5 mm in the case of Aconity MINI) immediately after fusing the current powder layer and prior to the re-coater movement. This is important in order to avoid any collision between the re-coater blade and the build part in case of any warpage or uplifts.
- ii
- Return movement, when the build plate moves back upwards leaving the exact set space for the new powder layer thickness.
- (b) Powder re-coater movement time (Pr.t)
- i
- The return stroke when the re-coater (part no. 3 in Figure 1) moves in idle status to the front of the build chamber as prior to the powder deposition on the build plate. This is an adjustable speed, and during the entire study, this speed was set to 250 mm/s.
- ii
- The transport stroke when the metal powder is transmitted from the powder supply (no. 7) to the build plate (no. 6). This speed was set to a fixed value of 150 mm/s.
- iii
- The deposition stroke when the metal powder is placed on the build plate (or build part). This speed was set to a fixed value of 50 mm/s.
- (c) Powder supply time (Ps.t)
- (d) Exposure time (Ex.t)
2.3. Material
2.4. Testing and Inspection
3. Results and Discussion
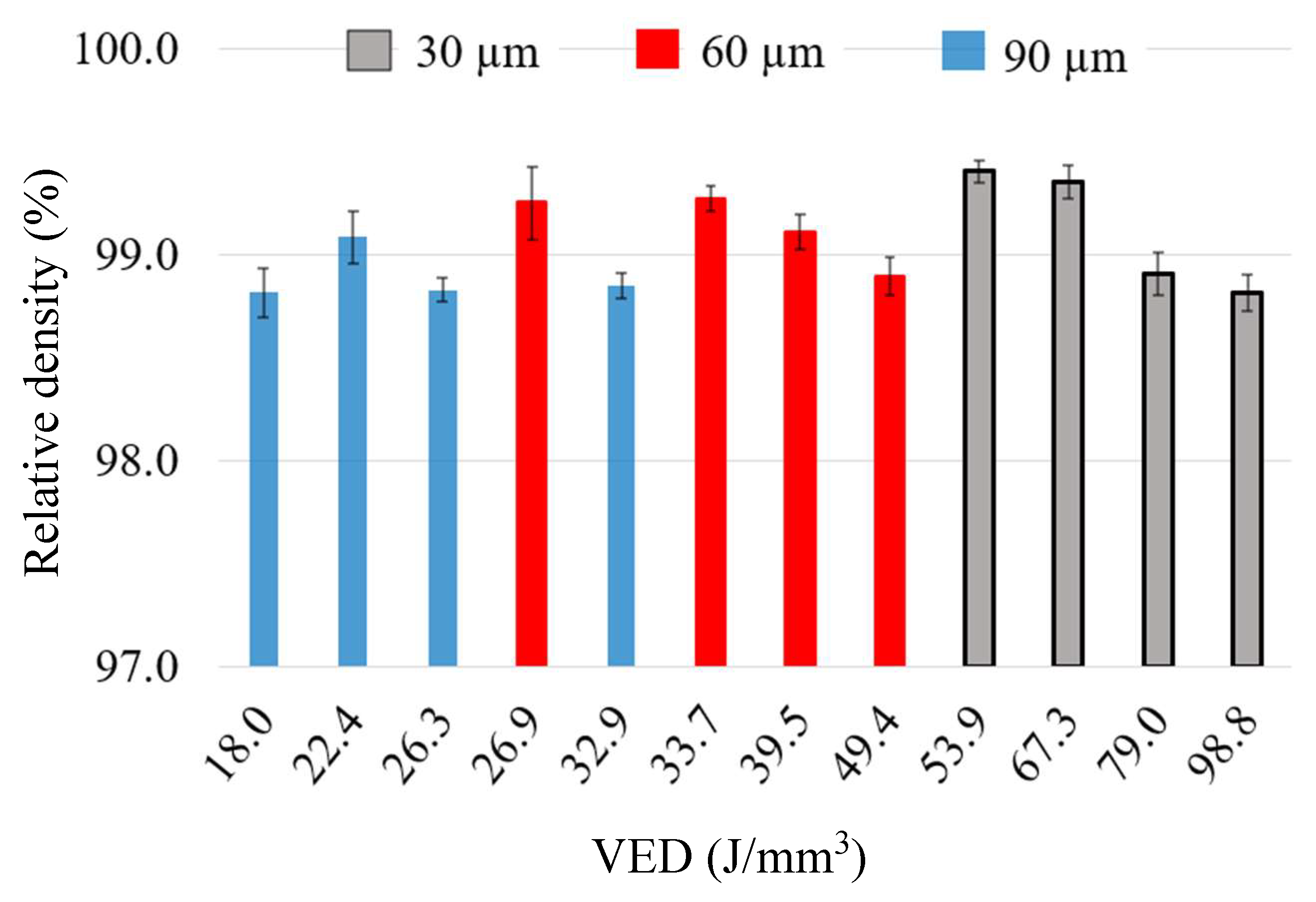
3.1. Relative Density
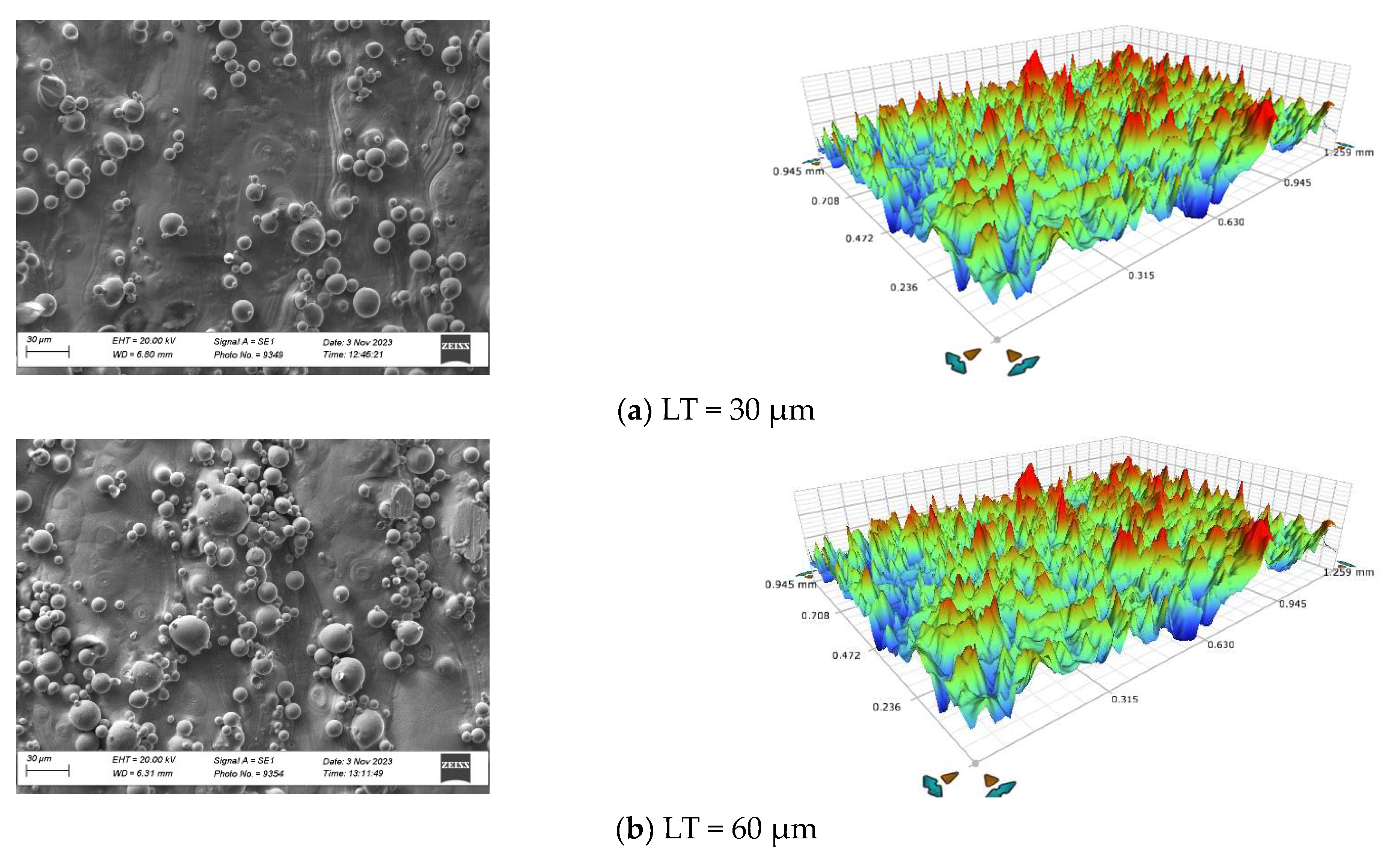
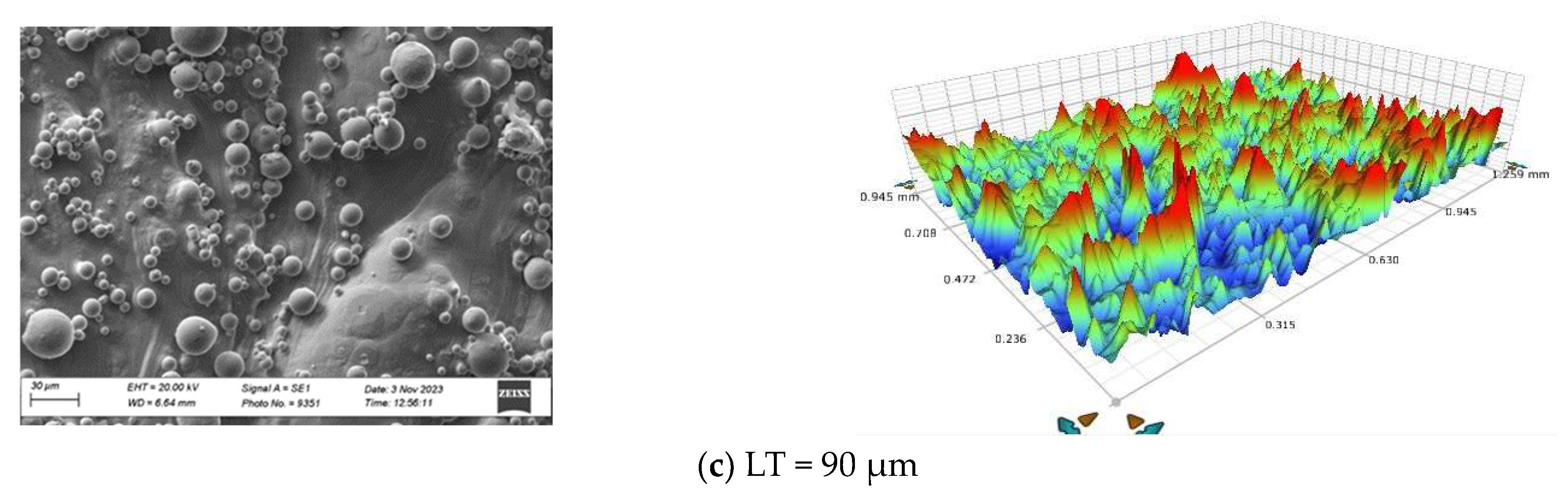
3.2. Surface Profile
- The average surface roughness (Sa), which expresses the mean of the absolute values of the surface profile above and below the mean plane within the captured area.
- (Sz), which expresses the average of the height difference of the five highest peaks and the five lowest valleys.
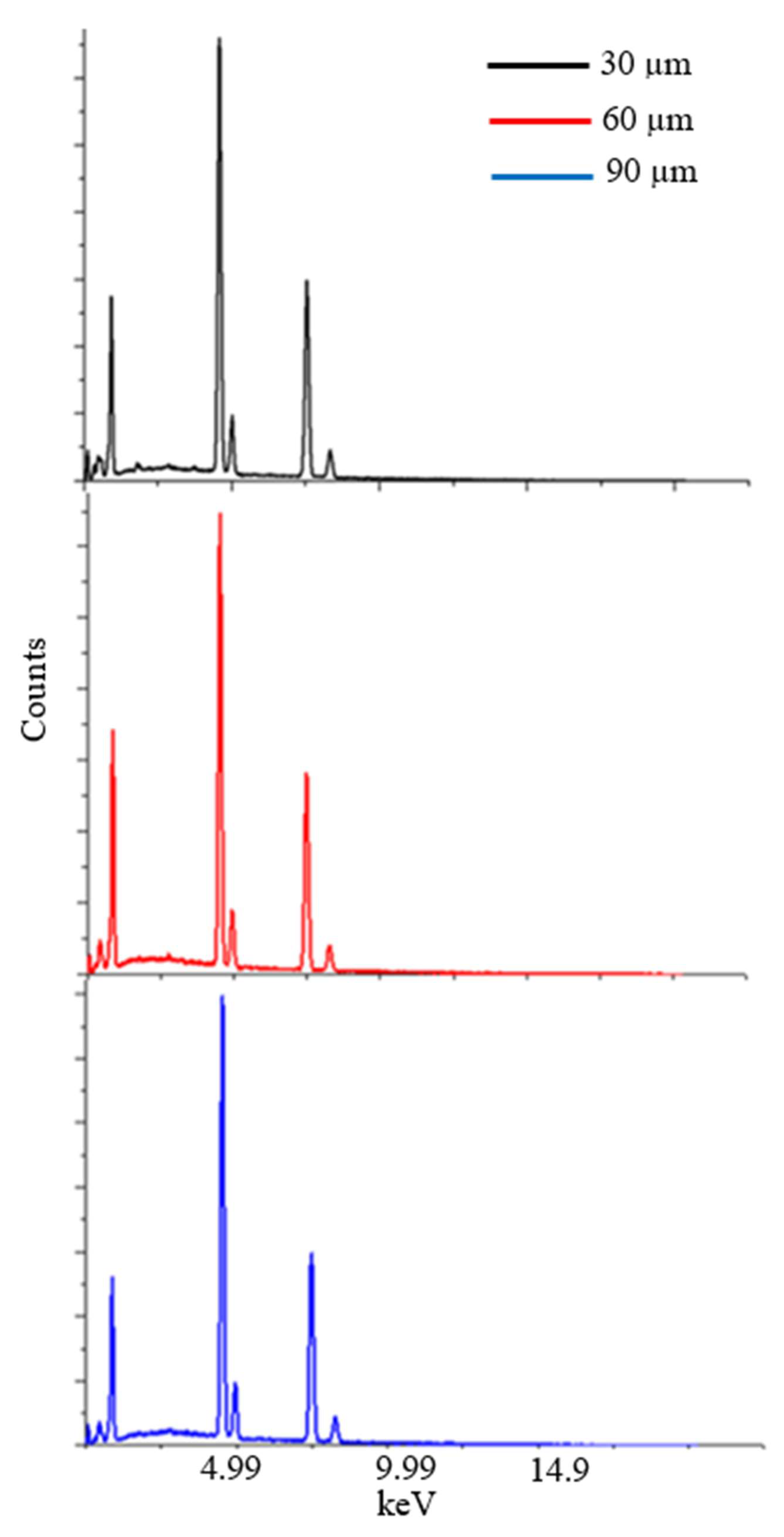
3.3. Energy-Dispersive X-ray (EDX)
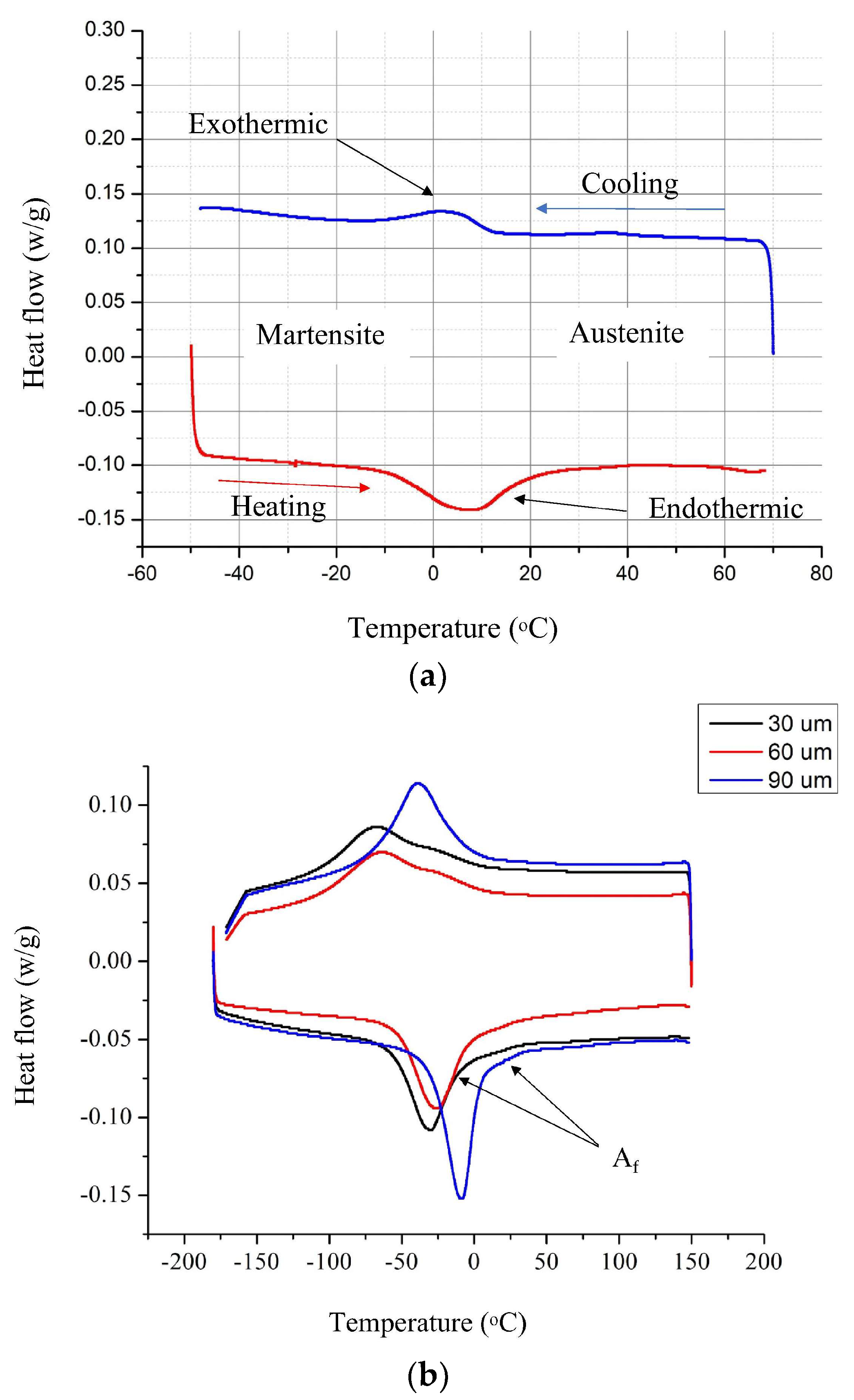
3.4. Differential Scanning Calorimetry (DSC)
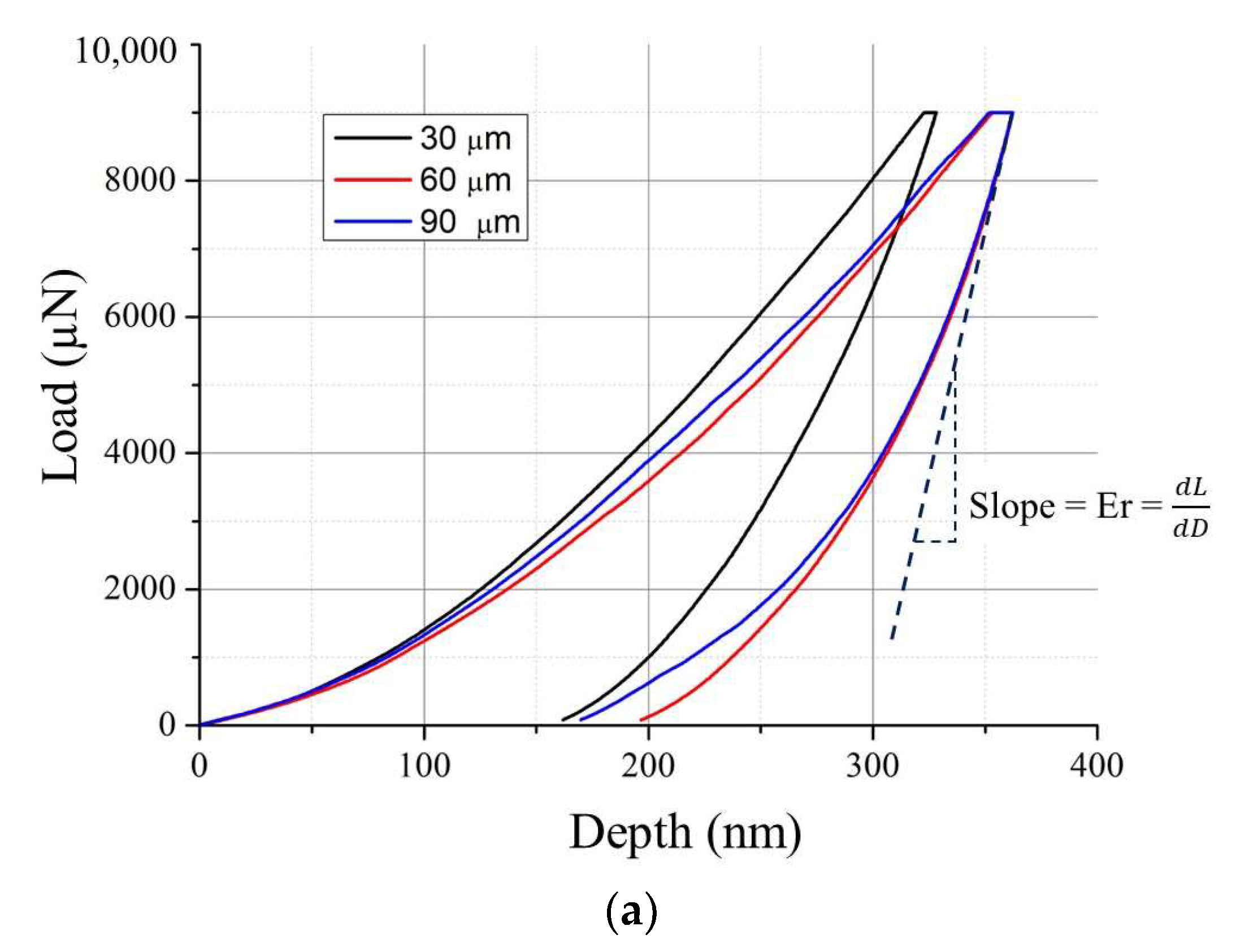
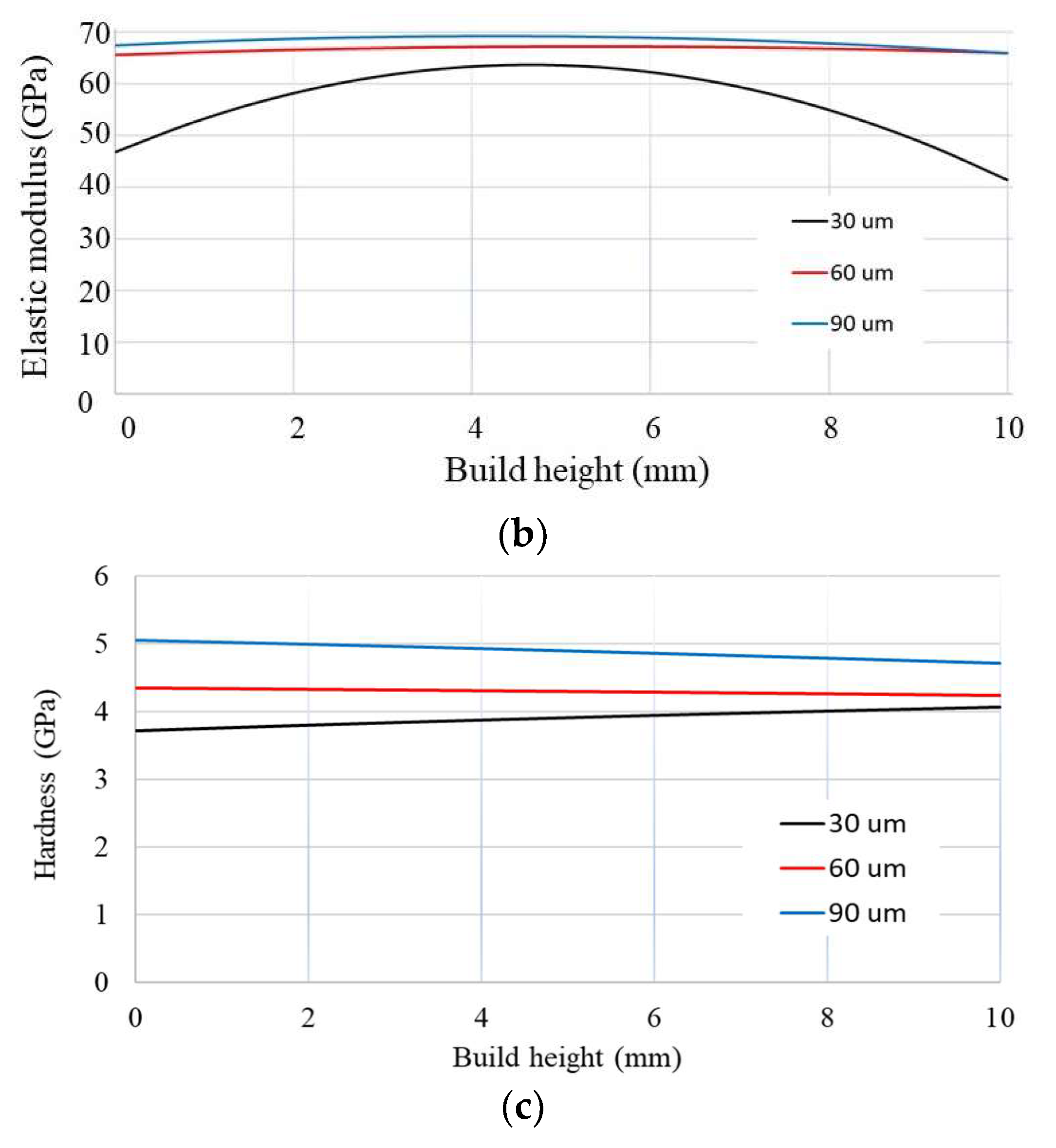
3.5. Nano-Indentation and Microhardness
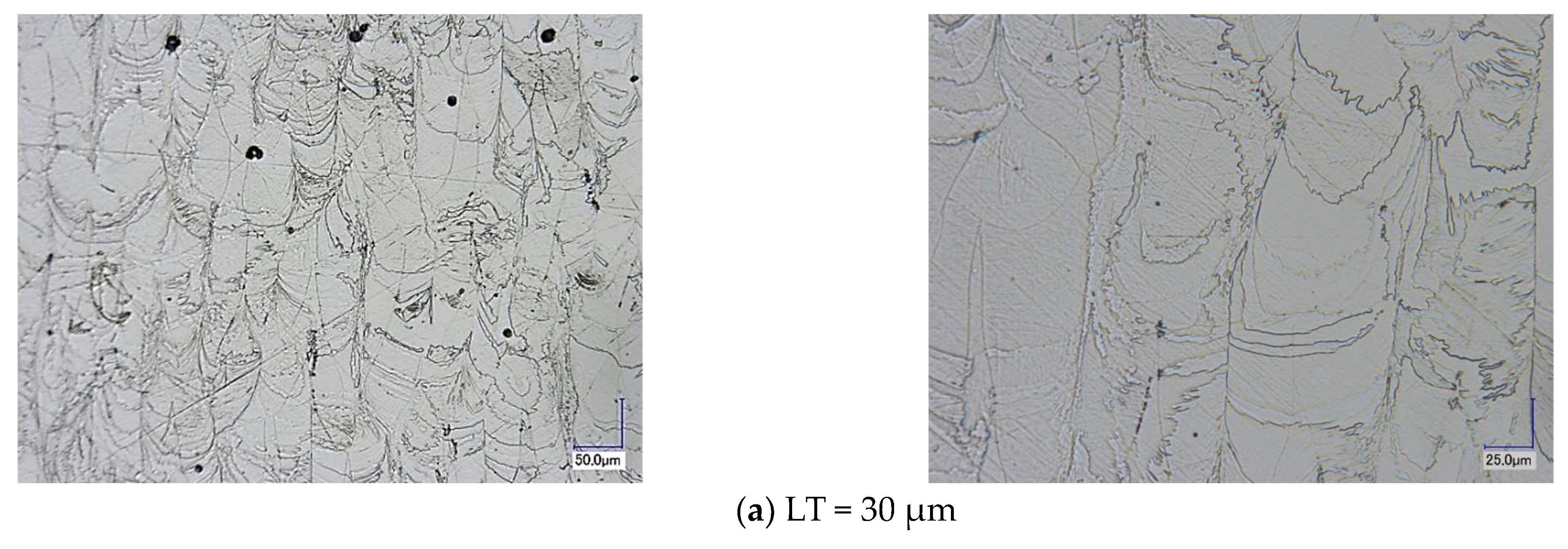
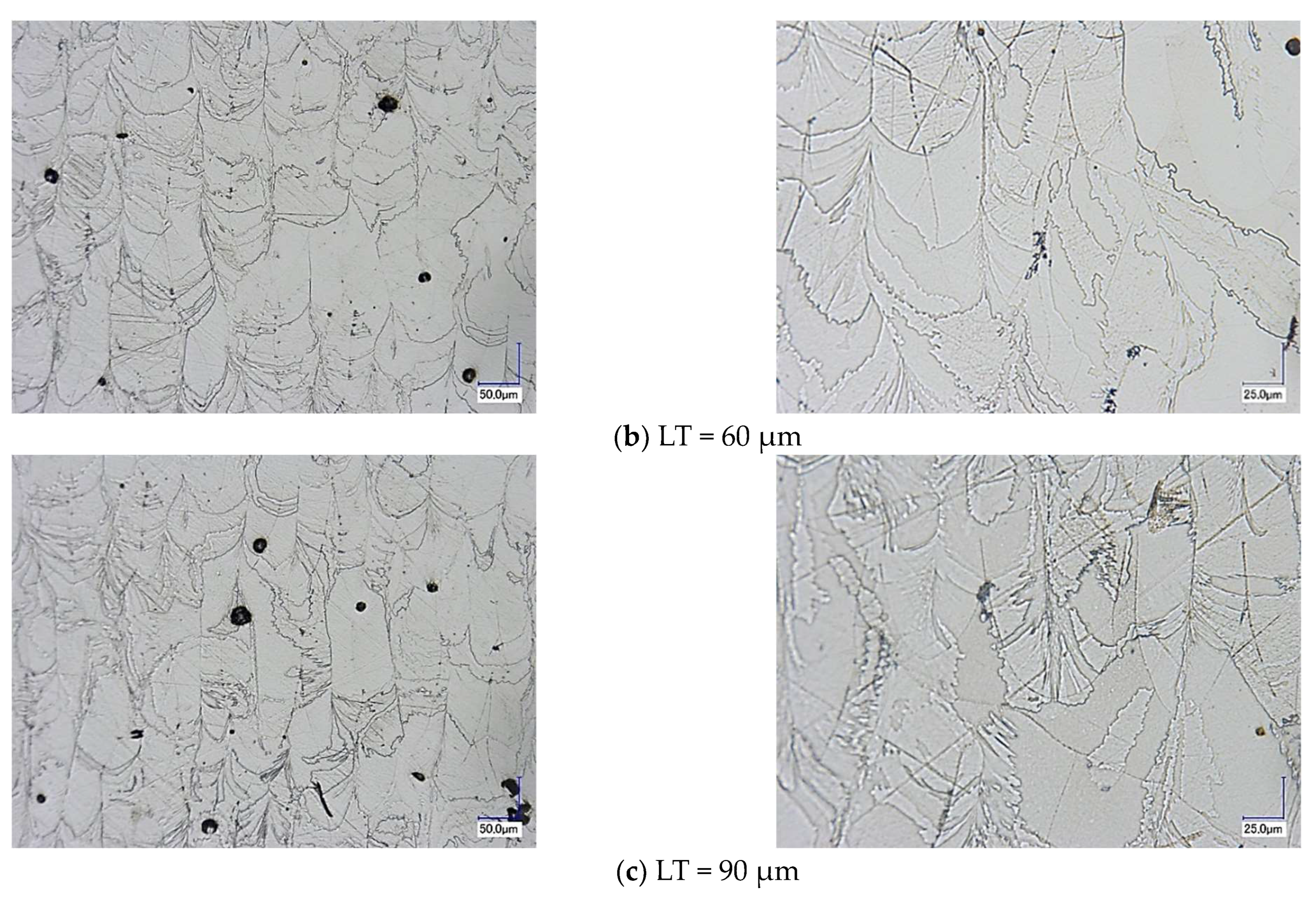
3.6. Microstructure Analysis
3.7. Cyclic Compression Testing
4. Conclusions
- Build time. It can be noted that the increase in the layer thickness resulted in build time savings of 50% and 66.4% when the LTs were 60 and 90 microns compared to 30 microns, respectively.
- Energy consumption. The above time savings impacted the total energy consumption by similar ratios with reductions from 61 kW to 30.7 and 20.5 kW when LT values of 60 and 90 microns with the optional features of a chiller and pre-heating element were used, respectively. Reductions in the net machine energy consumption from 36.5 kW to 18.4 and 12.25 kW could be obtained if no utility feature was employed.
- Argon assist gas. Also, due to the build time savings, the gas consumption is expected to be reduced from 625 litres to 315 or 210 litres for similar LT values.
- The measured outputs showed no reduction in AM part quality and very comparative results.
- The average surface roughness, for example, exhibits negligible differences in the surface quality, indicating the same amount of post-processing and finishing is required with no additional cost.
- The exact same microstructure and grain crystallisation were observed for the parts produced with different layer thicknesses.
- A very limited reduction in the parts’ relative density was obtained. This is expected and well known in L-PBF technology. More optimisation efforts can improve the parts’ density.
- There was a noticeable increase in the parts’ modulus of elasticity and hardness as a result of the increased thermal residual stresses accompanying the increase in the layer thickness and layer build surface temperature. This is not a robust defect for most mechanical parts compared to the amount of energy saving. In case the latter result is of high importance, then a subsequent heat treatment must enhance the final mechanical properties.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Šuba, R. Sustainability Aspects of Parts Additive Manufacturing from Metal Powder. Res. Pap. Fac. Mater. Sci. Technol. Slovak Univ. Technol. 2022, 30, 37–44. [Google Scholar] [CrossRef]
- Kokare, S.; Oliveira, J.P.; Godina, R. A LCA and LCC analysis of pure subtractive manufacturing, wire arc additive manufacturing, and selective laser melting approaches. J. Manuf. Process. 2023, 101, 67–85. [Google Scholar] [CrossRef]
- Mostafaei, A.; Zhao, C.; He, Y.; Ghiaasiaan, S.R.; Shi, B.; Shao, S.; Shamsaei, N.; Wu, Z.; Kouraytem, N.; Sun, T.; et al. Defects and anomalies in powder bed fusion metal additive manufacturing. Curr. Opin. Solid State Mater. Sci. 2022, 26, 100974. [Google Scholar]
- AMPOWER. Management Summary Report 2023; AMPOWER GmbH & Co. KG: Hamburg, Germany, 2023. [Google Scholar]
- Huckstepp, A. Surface Roughness—A Guide to Metal Additive Manufacturing by Digital Alloys. 2023. Available online: https://manufactur3dmag.com/surface-roughness-a-guide-to-metal-additive-manufacturing-by-digital-alloys/?utm_content=cmp-true (accessed on 18 December 2023).
- Gonçalves, A.; Ferreira, B.; Leite, M.; Ribeiro, I. Environmental and Economic Sustainability Impacts of Metal Additive Manufacturing: A Study in the Industrial Machinery and Aeronautical Sectors. Sustain. Prod. Consum. 2023, 42, 292–308. [Google Scholar] [CrossRef]
- Mecheter, A.; Tarlochan, F.; Kucukvar, M. A Review of Conventional versus Additive Manufacturing for Metals: Life-Cycle Environmental and Economic Analysis. Sustainability 2023, 15, 12299. [Google Scholar] [CrossRef]
- Obeidi, M.A. Metal additive manufacturing by laser-powder bed fusion:Guidelines for process optimisation. Results Eng. 2022, 15, 100473. [Google Scholar] [CrossRef]
- Tang, M.; Pistorius, P.C.; Beuth, J.L. Prediction of lack-of-fusion porosity for powder bed fusion. Addit. Manuf. 2017, 14, 39–48. [Google Scholar] [CrossRef]
- Gordon, J.V.; Narra, S.P.; Cunningham, R.W.; Liu, H.; Chen, H.; Suter, R.M.; Beuth, J.L.; Rollett, A.D. Defect structure process maps for laser powder bed fusion additive manufacturing. Addit. Manuf. 2020, 36, 101552. [Google Scholar] [CrossRef]
- Bayat, M.; Thanki, A.; Mohanty, S.; Witvrouw, A.; Yang, S.; Thorborg, J.; Tiedje, N.S.; Hattel, J.H. Keyhole-induced porosities in Laser-based Powder Bed Fusion (L-PBF) of Ti6Al4V: High-fidelity modelling and experimental validation. Addit. Manuf. 2019, 30, 100835. [Google Scholar] [CrossRef]
- Gu, D.; Shen, Y. Balling phenomena in direct laser sintering of stainless steel powder: Metallurgical mechanisms and control methods. Mater. Des. 2009, 30, 2903–2910. [Google Scholar] [CrossRef]
- Chandrasekhar, S. Hydrodynamic and Hydromagnetic Stability; Courier Corporation: North Chelmsford, MA, USA, 2013. [Google Scholar]
- Yadroitsev, I.; Gusarov, A.; Yadroitsava, I.; Smurov, I. Single track formation in selective laser melting of metal powders. J. Mater. Process. Technol. 2010, 210, 1624–1631. [Google Scholar] [CrossRef]
- Sui, H.; Wang, X.; Wu, B.; Bao, Q.; Zhang, F.; Sun, H.; He, A.; Wang, P. Cooperative competition between melt-phase and void during micro-spallation and recompression. Int. J. Mech. Sci. 2024, 275, 109276. [Google Scholar] [CrossRef]
- Shahzamanian, M.; Xu, Z.; Wu, P. Scripts to Insert Cohesive Elements at the Interfaces between Matrix and Precipitates with Irregular Shapes in Representative Volume Elements in ABAQUS. Appl. Sci 2023, 13, 12281. [Google Scholar] [CrossRef]
- Kapoor, D. Nitinol for medical applications: A brief introduction to the properties and processing of nickel titanium shape memory alloys and their use in stents. Johns. Matthey Technol. Rev. 2017, 61, 66–76. [Google Scholar] [CrossRef]
- Mwangi, J.W.; Nguyen, L.T.; Bui, V.D.; Berger, T.; Zeidler, H.; Schubert, A. Nitinol manufacturing and micromachining: A review of processes and their suitability in processing medical-grade nitinol. J. Manuf. Process. 2019, 38, 355–369. [Google Scholar] [CrossRef]
- Sathishkumar, M.; Kumar, C.P.; Ganesh, S.S.S.; Venkatesh, M.; Radhika, N.; Vignesh, M.; Pazhani, A. Possibilities, performance and challenges of nitinol alloy fabricated by Directed Energy Deposition and Powder Bed Fusion for biomedical implants. J. Manuf. Process. 2023, 102, 885–909. [Google Scholar] [CrossRef]
- Kaya, E.; Kaya, I. A review on machining of NiTi shape memory alloys: The process and post process perspective. Int. J. Adv. Manuf. Technol. 2019, 100, 2045–2087. [Google Scholar] [CrossRef]
- Khalil, H.F.Y. Changes in the Mechanical Behavior of Nitinol Following Variations of Heat Treatment Duration and Temperature; Georgia Institute of Technology: Atlanta, GA, USA, 2009. [Google Scholar]
- Frenzel, J.; George, E.; Dlouhy, A.; Somsen, C.; Wagner, M.-X.; Eggeler, G. Influence of Ni on martensitic phase transformations in NiTi shape memory alloys. Acta Mater. 2010, 58, 3444–3458. [Google Scholar] [CrossRef]
- Zhan, Y.; He, L.; Lu, X.; Zhu, X.; Chen, Q. The Effect of Ageing Treatment on Shape-Setting and Shape Memory Effect of a NiTi SMA Corrugated Structure. Adv. Mater. Sci. Eng. 2020, 2020, 2846721. [Google Scholar] [CrossRef]
- Alagha, A.N.; Hussain, S.; Zaki, W. Additive manufacturing of shape memory alloys: A review with emphasis on powder bed systems. Mater. Des. 2021, 204, 109654. [Google Scholar] [CrossRef]
- Haberland, C.; Elahinia, M.; Walker, J.M.; Meier, H.; Frenzel, J. On the development of high quality NiTi shape memory and pseudoelastic parts by additive manufacturing. Smart Mater. Struct. 2014, 23, 104002. [Google Scholar] [CrossRef]
- Speirs, M.; Wang, X.; Van Baelen, S.; Ahadi, A.; Dadbakhsh, S.; Kruth, J.-P.; Van Humbeeck, J. On the transformation behavior of NiTi shape-memory alloy produced by SLM. Shape Mem. Superelasticity 2016, 2, 310–316. [Google Scholar] [CrossRef]
- Biffi, C.A.; Fiocchi, J.; Valenza, F.; Bassani, P.; Tuissi, A. Selective laser melting of NiTi shape memory alloy: Processability, microstructure, and superelasticity. Shape Mem. Superelasticity 2020, 6, 342–353. [Google Scholar] [CrossRef]
- Walker, J.M.; Haberland, C.; Andani, M.T.; Karaca, H.E.; Dean, D.; Elahinia, M. Process development and characterization of additively manufactured nickel–titanium shape memory parts. J. Intell. Mater. Syst. Struct. 2016, 27, 2653–2660. [Google Scholar] [CrossRef]
- Moghaddam, N.S.; Saghaian, S.E.; Amerinatanzi, A.; Ibrahim, H.; Li, P.; Toker, G.P.; Karaca, H.E.; Elahinia, M. Anisotropic tensile and actuation properties of NiTi fabricated with selective laser melting. Mater. Sci. Eng. A 2018, 724, 220–230. [Google Scholar] [CrossRef]
- Dadbakhsh, S.; Speirs, M.; Kruth, J.; Schrooten, J.; Luyten, J.; Van Humbeeck, J. Effect of SLM parameters on transformation temperatures of shape memory nickel titanium parts. Adv. Eng. Mater. 2014, 16, 1140–1146. [Google Scholar] [CrossRef]
- Tan, C.; Li, S.; Essa, K.; Jamshidi, P.; Zhou, K.; Ma, W.; Attallan, M.M. Laser Powder Bed Fusion of Ti-rich TiNi lattice structures: Process optimisation, geometrical integrity, and phase transformations. Int. J. Mach. Tools Manuf. 2019, 141, 19–29. [Google Scholar] [CrossRef]
- Moghaddam, N.S.; Saedi, S.; Amerinatanzi, A.; Hinojos, A.; Ramazani, A.; Kundin, J.; Mills, M.J.; Karaca, H.; Elahinia, M. Achieving superelasticity in additively manufactured NiTi in compression without post-process heat treatment. Sci. Rep. 2019, 9, 41. [Google Scholar] [CrossRef]
- ISO/ASTM 52900:2015; Additive Manufacturing—General Principles—Terminology. ISO: Geneva, Switzerland. 2015. Available online: https://www.iso.org/standard/69669.html (accessed on 24 June 2021).
- Obeidi, M.A.; Mussatto, A.; Groarke, R.; Vijayaraghavan, R.K.; Conway, A.; Kaschel, F.R.; McCarthy, E.; Clarkin, O.; O’Connor, R.; Brabazon, D. Comprehensive assessment of spatter material generated during selective laser melting of stainless steel. Mater. Today Commun. 2020, 25, 101294. [Google Scholar] [CrossRef]
- Obeidi, M.A.; Conway, A.; Mussatto, A.; Dogu, M.N.; Sreenilayam, S.P.; Ayub, H.; Ahad, I.U.; Brabazon, D. Effects of powder compression and laser re-melting on the microstructure and mechanical properties of additively manufactured parts in laser-powder bed fusion. Results Mater. 2022, 13, 100264. [Google Scholar] [CrossRef]
- Berumen, S.; Bechmann, F.; Lindner, S.; Kruth, J.-P.; Craeghs, T. Quality control of laser- and powder bed-based Additive Manufacturing (AM) technologies. Phys. Procedia 2010, 5, 617–622. [Google Scholar] [CrossRef]
- Obeidi, M.A.; McCarthy, E.; O’Connell, B.; Ahad, I.U.; Brabazon, D. Laser polishing of additive manufactured 316L stainless steel synthesized by selective laser melting. Materials 2019, 12, 991. [Google Scholar] [CrossRef] [PubMed]
- El Hassanin, A.; Obeidi, M.; Scherillo, F.; Brabazon, D. CO2 laser polishing of laser-powder bed fusion produced AlSi10Mg parts. Surf. Coating. Technol. 2021, 419, 127291. [Google Scholar] [CrossRef]
- Zhao, C.; Liang, H.; Luo, S.; Yang, J.; Wang, Z. The effect of energy input on reaction, phase transition and shape memory effect of NiTi alloy by selective laser melting. J. Alloys Compd. 2020, 817, 153288. [Google Scholar] [CrossRef]
- Oliveira, J.P.; Braz Fernandes, F.M.; Miranda, R.M.; Schell, N.; Ocaña, J.L. Effect of laser welding parameters on the austenite and martensite phase fractions of NiTi. Mater. Charact. 2016, 119, 148–151. [Google Scholar] [CrossRef]
- Ma, J.; Franco, B.; Tapia, G.; Karayagiz, K.; Johnson, L.; Liu, J.; Arroyave, R.; Karaman, I.; Elwany, A. Spatial control of functional response in 4D-printed active metallic structures. Sci. Rep. 2017, 7, 46707. [Google Scholar] [CrossRef] [PubMed]
- Hou, H.; Simsek, E.; Ma, T.; Johnson, N.S.; Qian, S.; Cissé, C.; Stasak, D.; Al Hasan, N.; Zhou, L.; Hwang, Y.; et al. Fatigue-resistant high-performance elastocaloric materials made by additive manufacturing. Science 2019, 366, 1116–1121. [Google Scholar] [CrossRef] [PubMed]
- Zamani, N.; Khamesee, M.B.; Khan, M.I. Novel laser processed shape memory alloy actuator design with an embedded strain gauge sensor using dual resistance measurements. Part I: Fabrication and model-based position estimation. Sens. Actuators A Phys. 2017, 263, 234–245. [Google Scholar] [CrossRef]
- Obeidi, M.A. Achieving high quality nitinol parts with minimised input thermal energy by optimised pulse wave laser powder bed fusion process. Results Mater. 2022, 14, 100279. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components e process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Obeidi, M.A.; Monu, M.; Hughes, C.; Bourke, D.; Dogu, M.N.; Francis, J.; Zhang, M.; Ahad, I.U.; Brabazon, D. Laser beam powder bed fusion of nitinol shape memory alloy (SMA). J. Mater. Res. Technol. 2021, 14, 2554–2570. [Google Scholar] [CrossRef]
- Wayman, C.M.; Duerig, T.W. An introduction to martensite and shape memory. In Engineering Aspects of Shape Memory Alloys; Duerig, T.W., Melton, K.N., Stöckel, D., Wayman, C.M., Eds.; Butterworth-Heinemann Ltd.: London, UK, 1990. [Google Scholar]
- Florian, G.; Gabor, A.R.; Nicolae, C.A.; Rotaru, A.; Stănică, N.; Bîzdoacă, N.G.; Rotaru, P. Thermomechanical, calorimetric and magnetic properties of a Ni–Ti shape-memory alloy wire. J. Therm. Anal. Calorim. 2020, 140, 527–544. [Google Scholar] [CrossRef]
- Agarwal, N.; Monu, M.C.; Selvam, K.T.; Obeidi, M.A.; Brabazon, D. Study of the effects of laser power and scanning speed on the microstructural morphologies and physical properties of L-PBF produced Ni52.39Ti47.61. J. Mater. Res. Technol. 2023, 27, 8334–8343. [Google Scholar] [CrossRef]
- Ramezannejad, A.; Xu, W.; Qian, M. Ni-free superelastic titanium alloys for medical and dental applications. In Titanium in Medical and Dental Applications; Woodhead Publishing Series in Biomaterials; Woodhead Publishing: Cambridge, UK, 2018; pp. 591–611. [Google Scholar] [CrossRef]
- Wadood, A. Brief Overview on Nitinol as Biomateriall. Adv. Mater. Sci. Eng. 2016, 2016, 4173138. [Google Scholar] [CrossRef]
- Engels, J.K.; Gao, S.; Amin, W.; Biswas, A.; Kostka, A.; Vajragupta, N.; Hartmaier, A. Indentation size effects in spherical nanoindentation analyzed by experiment and non-local crystal plasticity. Materialia 2018, 3, 21–30. [Google Scholar] [CrossRef]
- Pharr, G.M.; Herbert, E.G.; Gao, Y. The indentation size effect: A critical examination of experimental observations and mechanistic interpretations. Annu. Rev. Mater. Res. 2010, 40, 271–292. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| S No. | Laser Power (W) | Scanning Speed (mm/s) | Laser Spot Size (µm) | VED 0.03 µm LT (J/mm3) | VED 0.06 µm LT (J/mm3) | VED 0.09 µm LT (J/mm3) |
|---|---|---|---|---|---|---|
| 1 | 160 | 750 | 60 | 88.89 | 44.44 | 29.63 |
| 2 | 160 | 1100 | 80 | 60.61 | 30.30 | 20.20 |
| 3 | 200 | 750 | 80 | 111.11 | 55.56 | 37.04 |
| 4 | 200 | 1100 | 60 | 75.76 | 37.88 | 25.25 |
| 5 | 160 | 750 | 80 | 88.89 | 44.44 | 29.63 |
| 6 | 160 | 1100 | 60 | 60.61 | 30.30 | 20.20 |
| 7 | 200 | 750 | 60 | 111.11 | 55.56 | 37.04 |
| 8 | 200 | 1100 | 80 | 75.76 | 37.88 | 25.25 |
| Layer Thickness (µm) | Total no. of Layers | Time/Layer (s) | Total Build Time (s) | Total Build Time (min) |
|---|---|---|---|---|
| 30 | 333 | 22.66 | 7545 | 125 |
| 60 | 166 | 22.72 | 3772 | 63 |
| 90 | 111 | 22.78 | 2529 | 42 |
| LT (µm) | VED (J/mm3) | R. Density (%) | Sa (µm) | Sz (µm) |
|---|---|---|---|---|
| 30 | 60.60 | 99.45 | 5.04 | 61.34 |
| 60 | 30.30 | 99.21 | 6.93 | 74.06 |
| 90 | 20.20 | 99.02 | 7.13 | 79.41 |
| Elemental (wt.%) | Build Layer Thickness (µm) | ||
|---|---|---|---|
| 30 | 60 | 90 | |
| Ti | 44.58 | 45.08 | 45.14 |
| Ni | 55.42 | 54.92 | 54.86 |
| Sample Type | Cooling Cycle | Heating Cycle | ||
|---|---|---|---|---|
| Peak (°C) | Enthalpy (J/g) | Peak (°C) | Enthalpy (J/g) | |
| Powder | 1 | 16.7 | 8 | 16.8 |
| 30 µm | −67.0 | 14.0 | −30.1 | 13.9 |
| 60 µm | −61.5 | 15.1 | −24.7 | 15.1 |
| 90 µm | −38.6 | 15.9 | −8.2 | 16.0 |
| Input/Output Terms | 30 µm | 60 µm | 90 µm |
|---|---|---|---|
| Build time (min) | 125 | 63 | 42 |
| Machine energy (kW) | 36.46 | 18.38 | 12.25 |
| Chiller energy (kW) | 12.5 | 6.3 | 4.2 |
| Pre-heat energy (kW) | 12.08 | 6.09 | 4.06 |
| Total energy consumption (kW) | 61.04 | 30.77 | 20.51 |
| Total inert gas consumption (l) | 625 | 315 | 210 |
| Relative density (%) | 99.45 | 99.21 | 99.02 |
| Nickel content (at.%) | 55.42 | 54.92 | 54.86 |
| Average surface roughness (µm) | 5.04 | 6.93 | 7.13 |
| Elastic modulus (GPa) | 56.15±3.6 | 66.70±0.26 | 68.30±0.53 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Obeidi, M.A.; Healy, P.; Alobaidi, H.; Bourke, D.; Brabazon, D. Towards a Sustainable Laser Powder Bed Fusion Process via the Characterisation of Additively Manufactured Nitinol Parts. Designs 2024, 8, 45. https://doi.org/10.3390/designs8030045
Obeidi MA, Healy P, Alobaidi H, Bourke D, Brabazon D. Towards a Sustainable Laser Powder Bed Fusion Process via the Characterisation of Additively Manufactured Nitinol Parts. Designs. 2024; 8(3):45. https://doi.org/10.3390/designs8030045
Chicago/Turabian StyleObeidi, Muhannad Ahmed, Paul Healy, Hasan Alobaidi, Declan Bourke, and Dermot Brabazon. 2024. "Towards a Sustainable Laser Powder Bed Fusion Process via the Characterisation of Additively Manufactured Nitinol Parts" Designs 8, no. 3: 45. https://doi.org/10.3390/designs8030045
APA StyleObeidi, M. A., Healy, P., Alobaidi, H., Bourke, D., & Brabazon, D. (2024). Towards a Sustainable Laser Powder Bed Fusion Process via the Characterisation of Additively Manufactured Nitinol Parts. Designs, 8(3), 45. https://doi.org/10.3390/designs8030045