
A Framework for CO2 Emission Reduction in Manufacturing Industries: A Steel Industry Case

 ,
,  ,
, 

Abstract
:1. Introduction
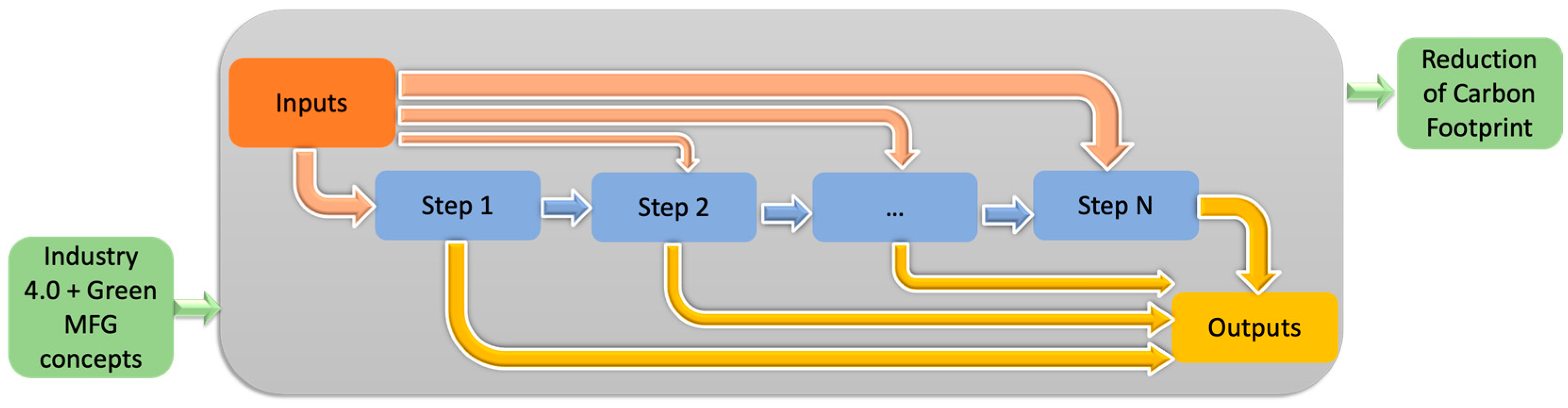
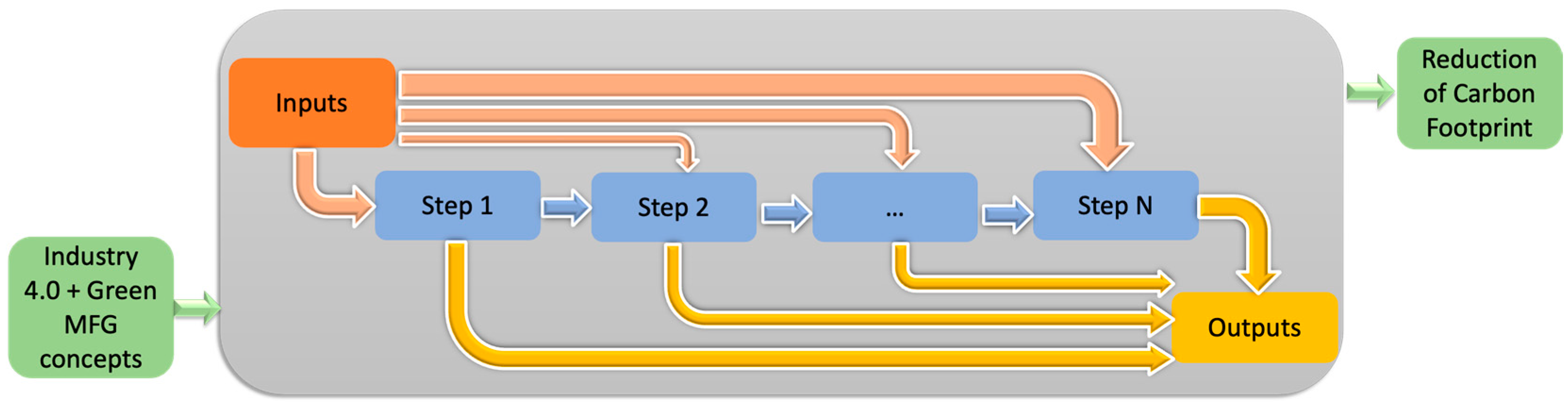
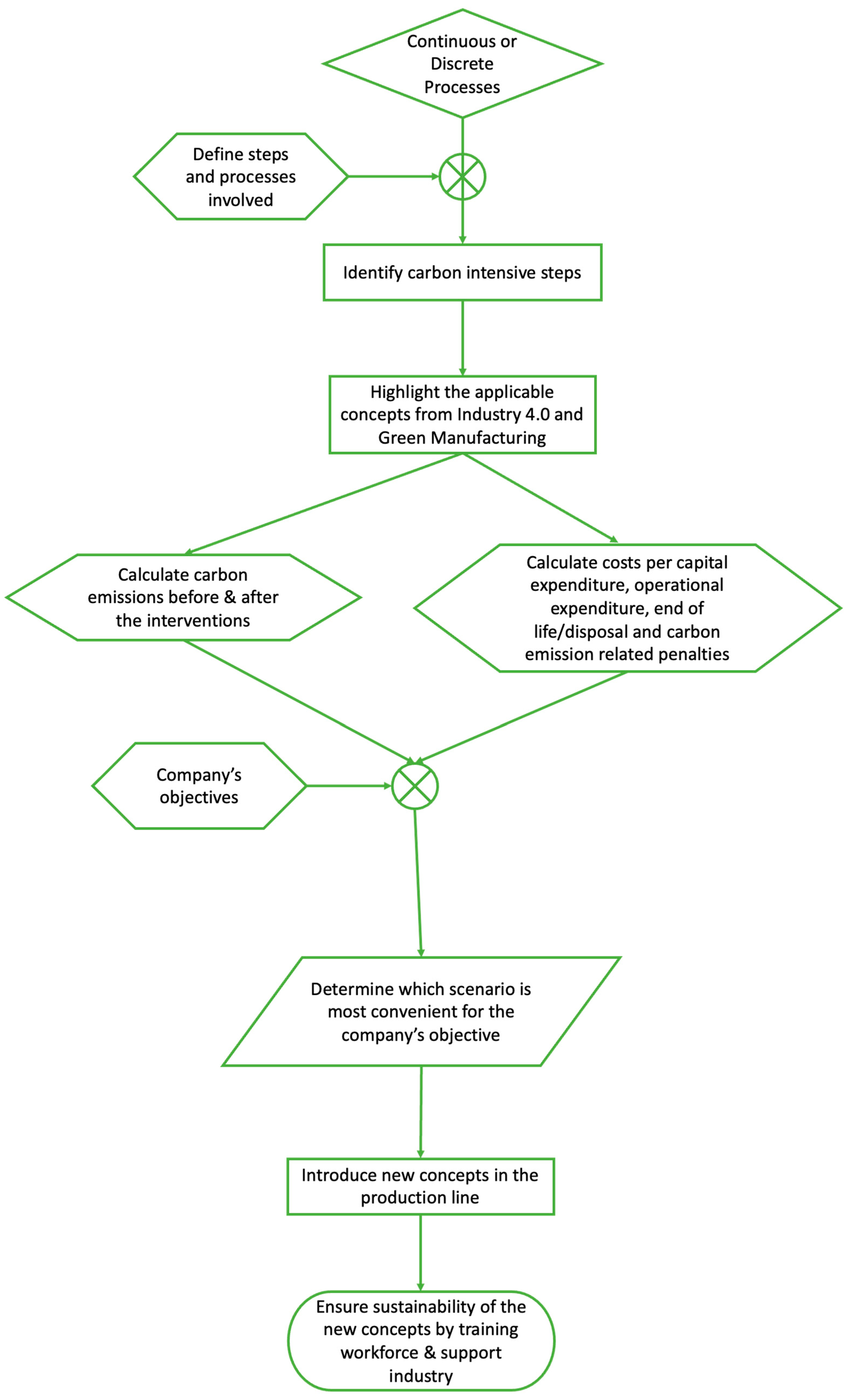
2. Approach
- Smart Factory: sensors, actors, and autonomous systems will be implemented in MFG. “Smart technology” includes digital models of products and factories (digital factory) and uses various technologies of computing.
- Cyber Physical Systems: where the physical systems are modeled and a cyber model has been developed. At a production level, new systems are developed with both aspects including physical and digital representation which cannot be distinguished.
- Self-organization: decentralization as a new aspect of MFG systems is accompanied by a decomposition of classic production hierarchy.
- New systems in the development in distribution and procurement: distribution will become individualized and processes will be handled via using different channels.
- New systems in the development of products and services: product and service development will be individualized.
- Adaptation to human needs: new approaches should follow and adapt to human needs instead of the reverse.
- Social responsibility on the corporate level: sustainability and resource-efficiency are the new focus of the design of industrial MFG processes.
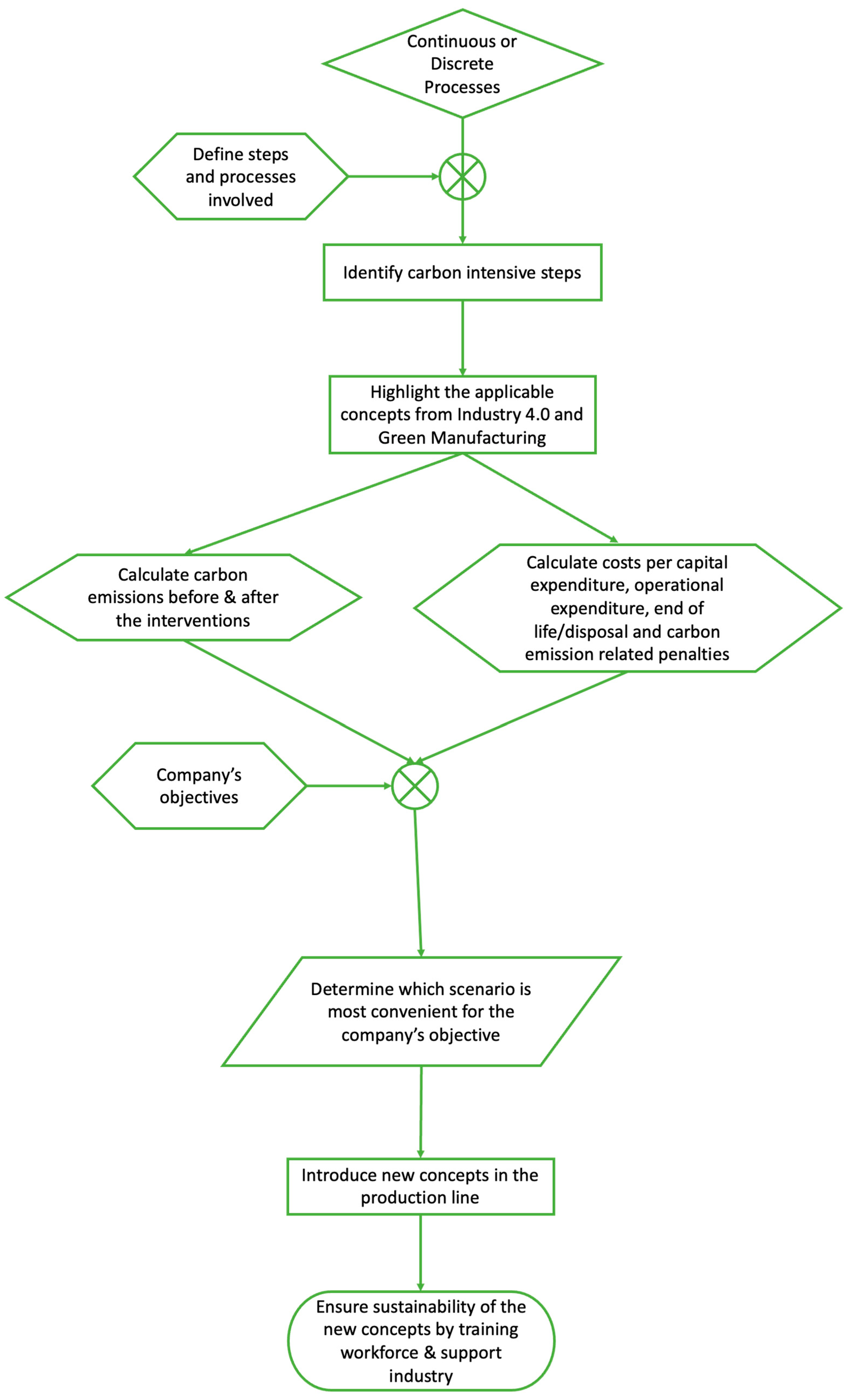
3. Case Study
3.1. Define Steps and Processes Involved
- Scrap yard, where the material is collected prior to melting.
- Melt shop, where the scrap material is melted.
- Rolling mill, where the melted steel takes the form of rolling bars.
- Downstream processing, where steel products obtain their finished properties.
3.2. Identify Carbon Intensive Steps
3.3. Highlight the Applicable Concepts from Industry 4.0 and Green MFG
3.4. Description of Scenarios
4. Results
4.1. Calculate Carbon Emissions before and after Interventions
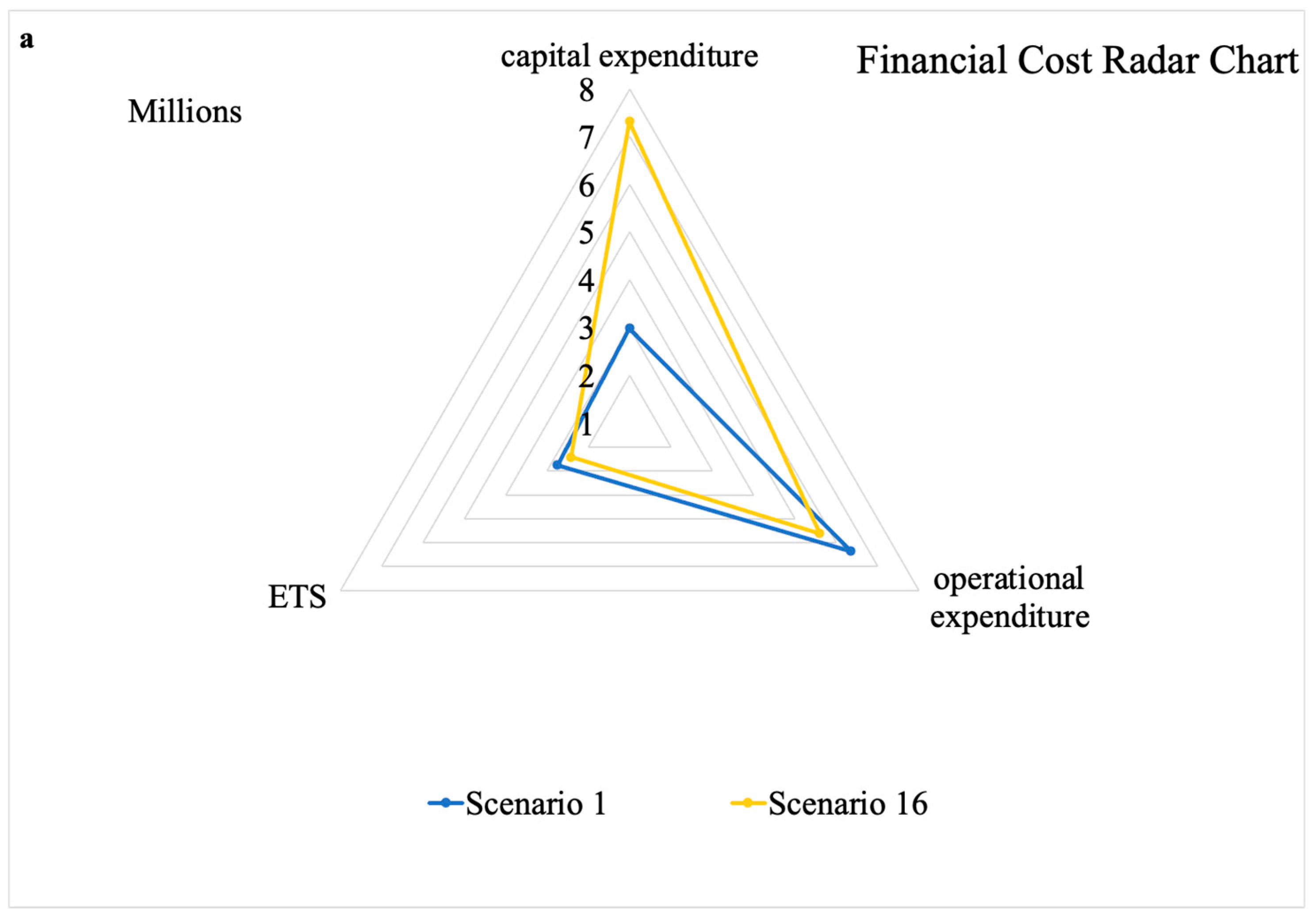
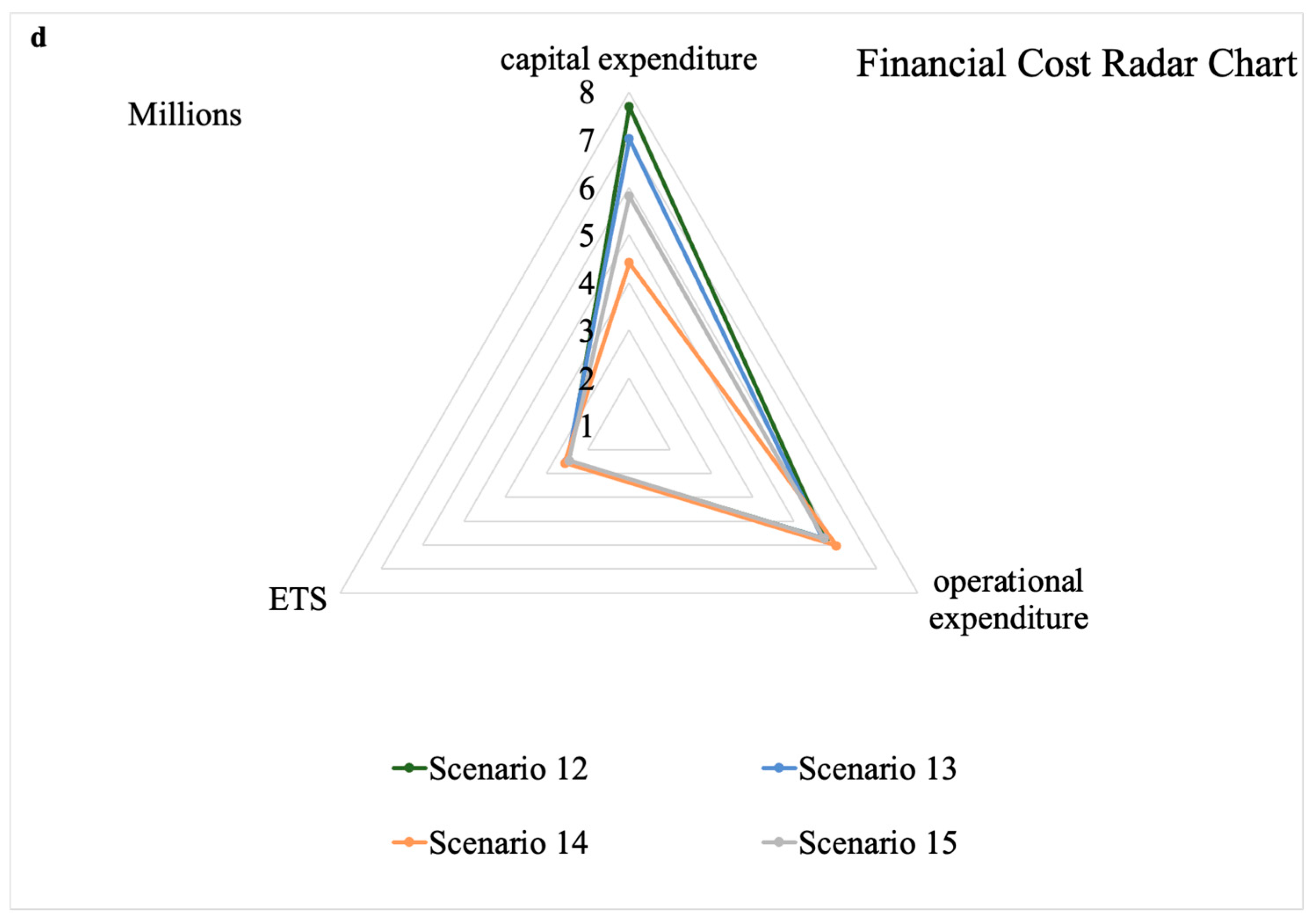
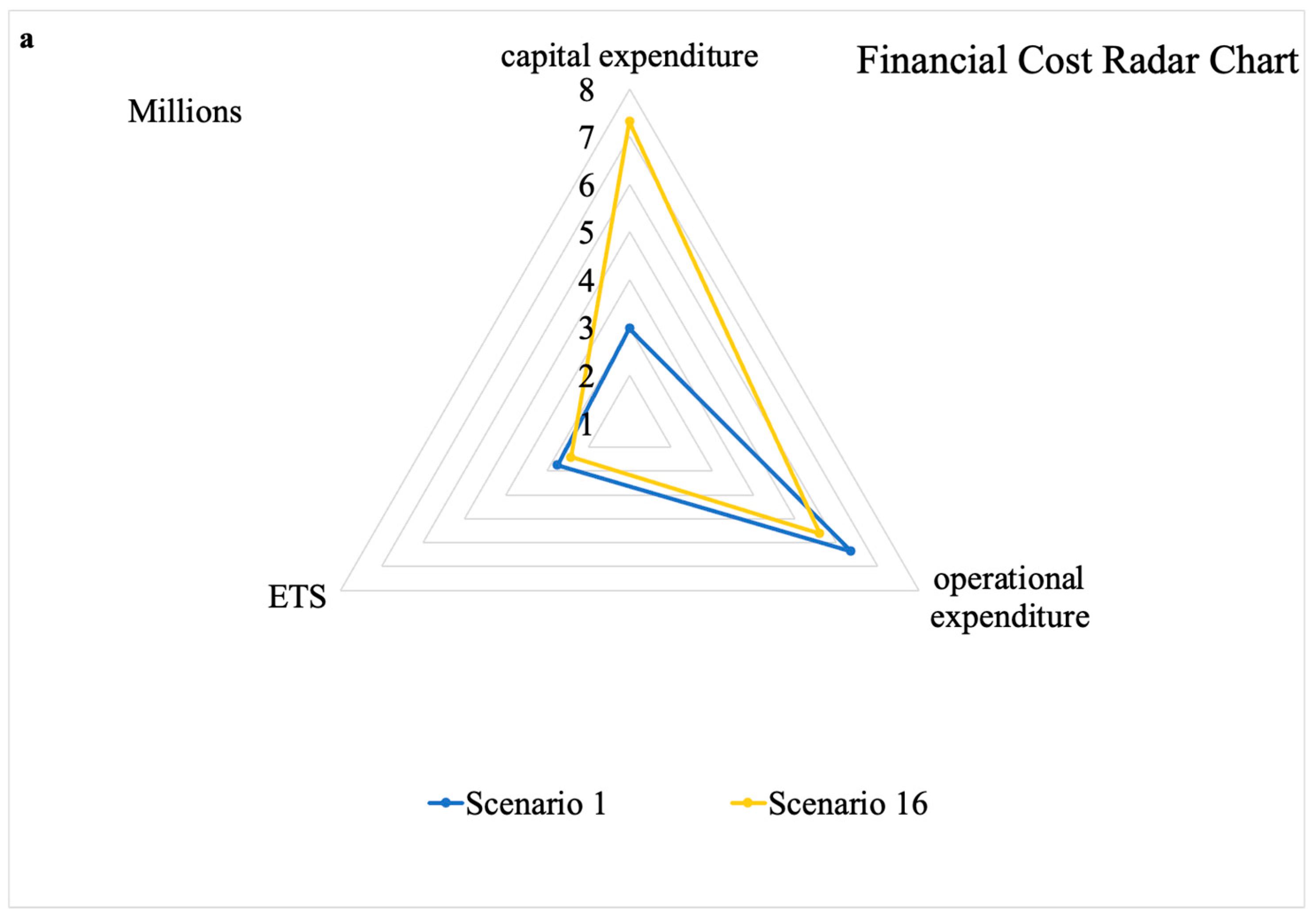
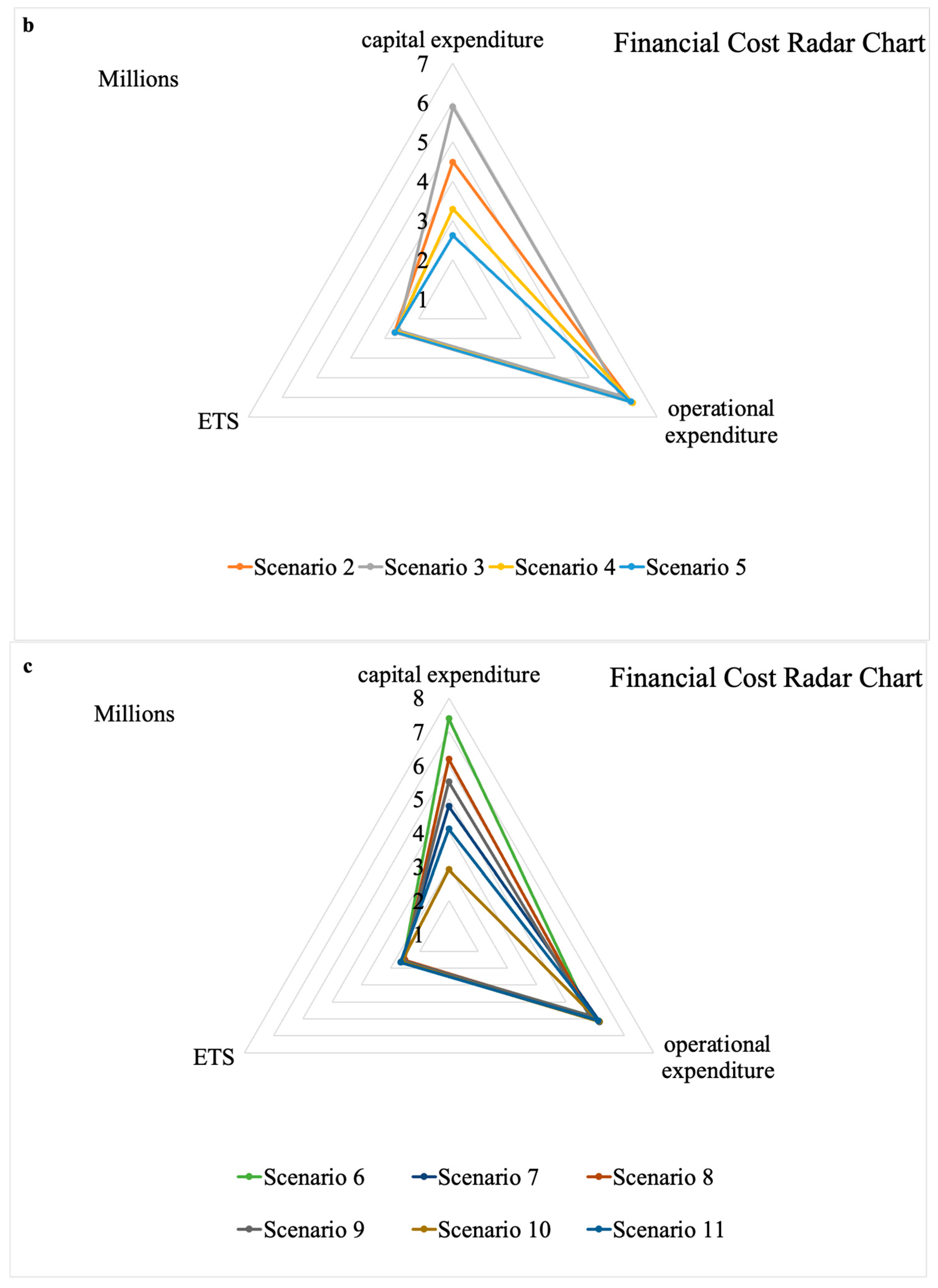
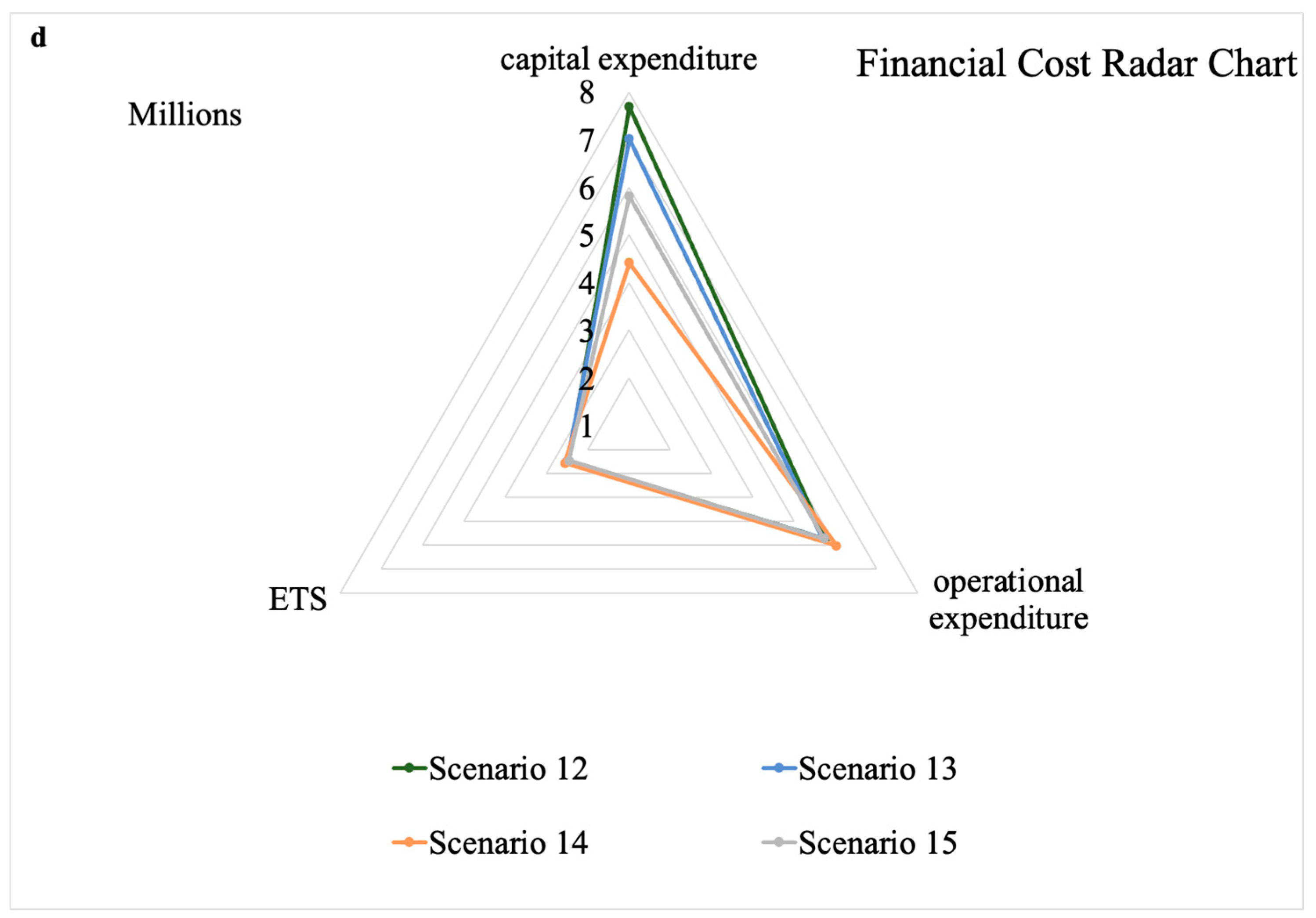
4.2. Calculate Costs per Capital Expenditure, Operational Expenditure, End of Life/Disposal and Carbon Emission Related Penalties
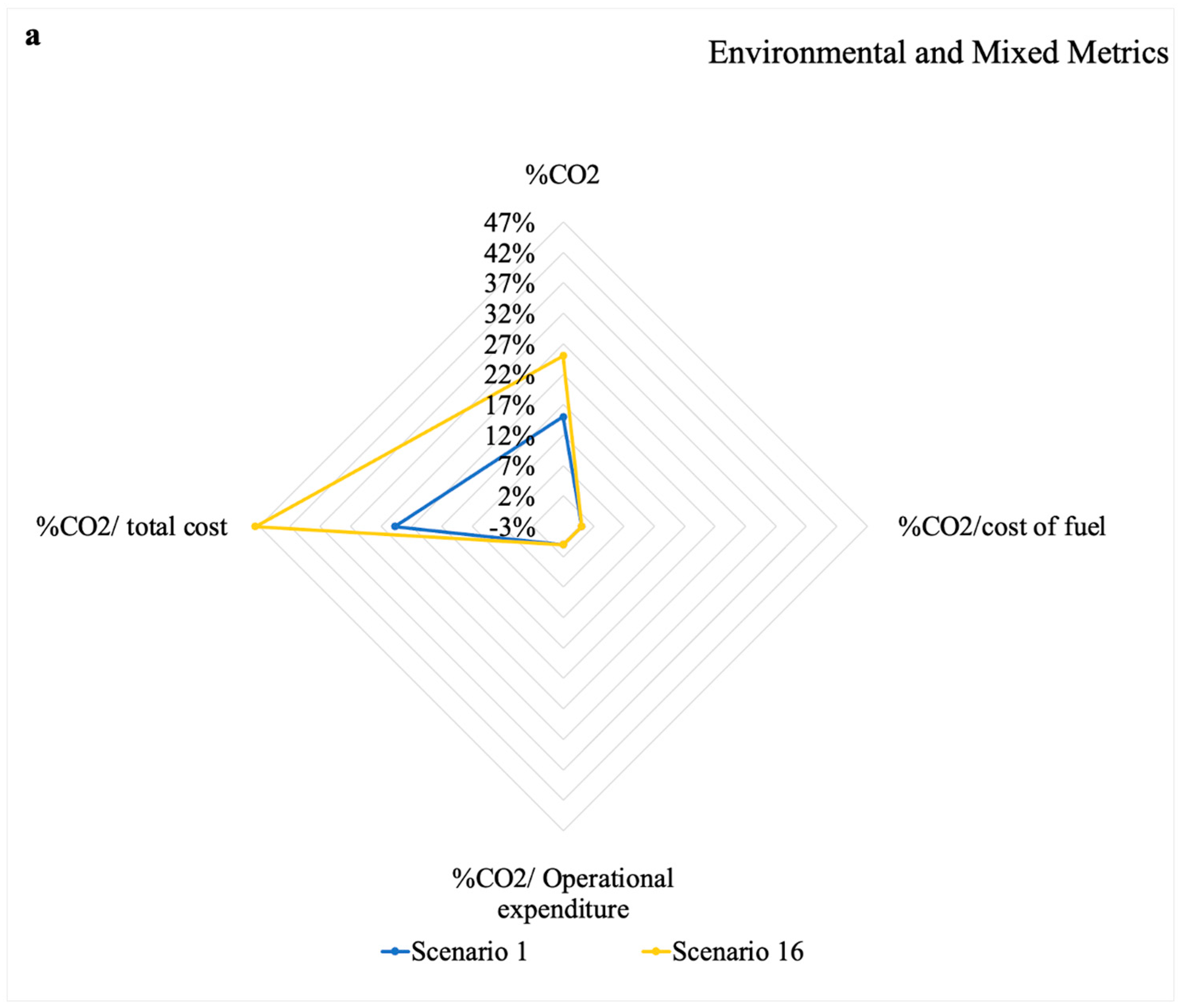
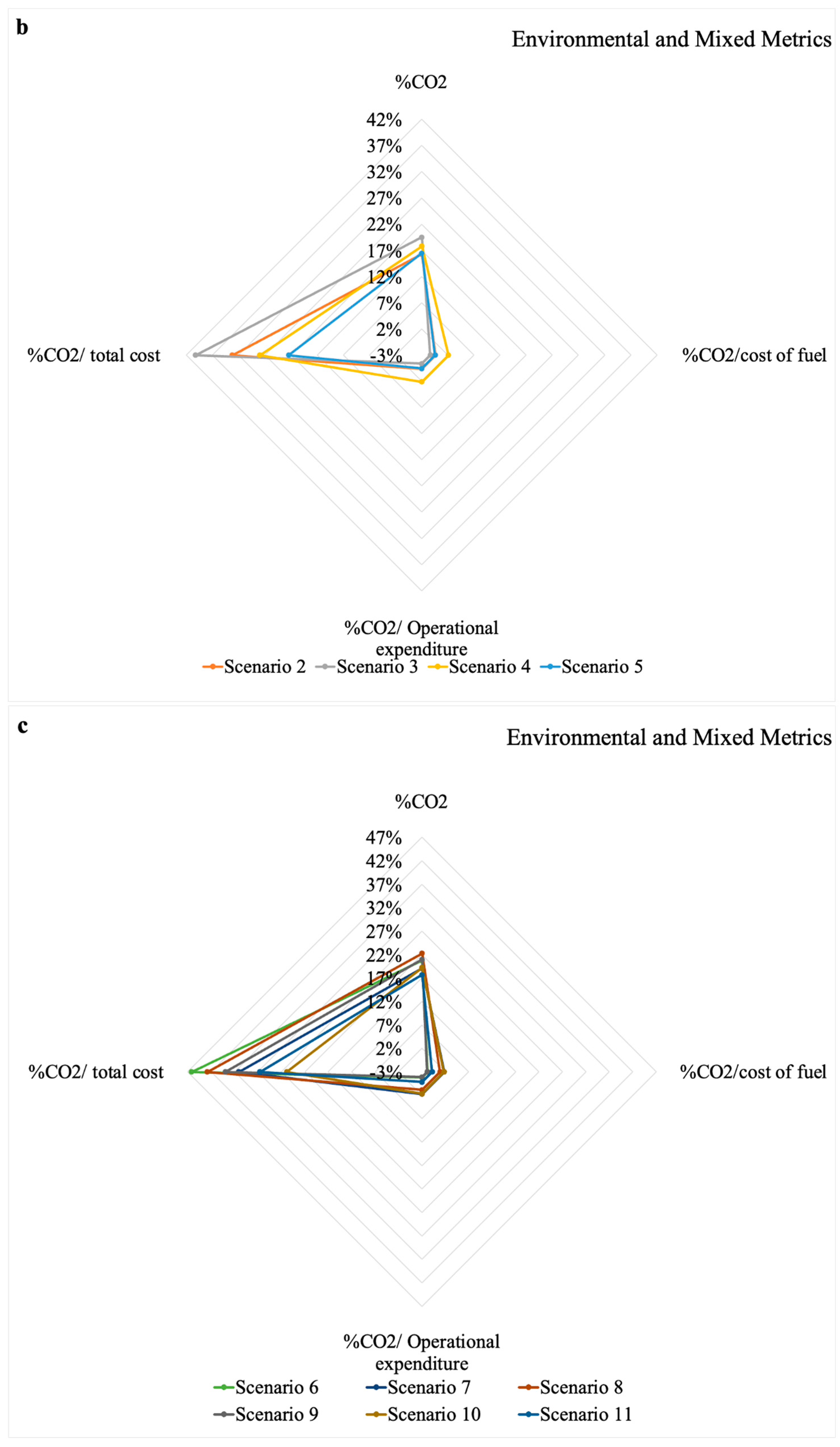
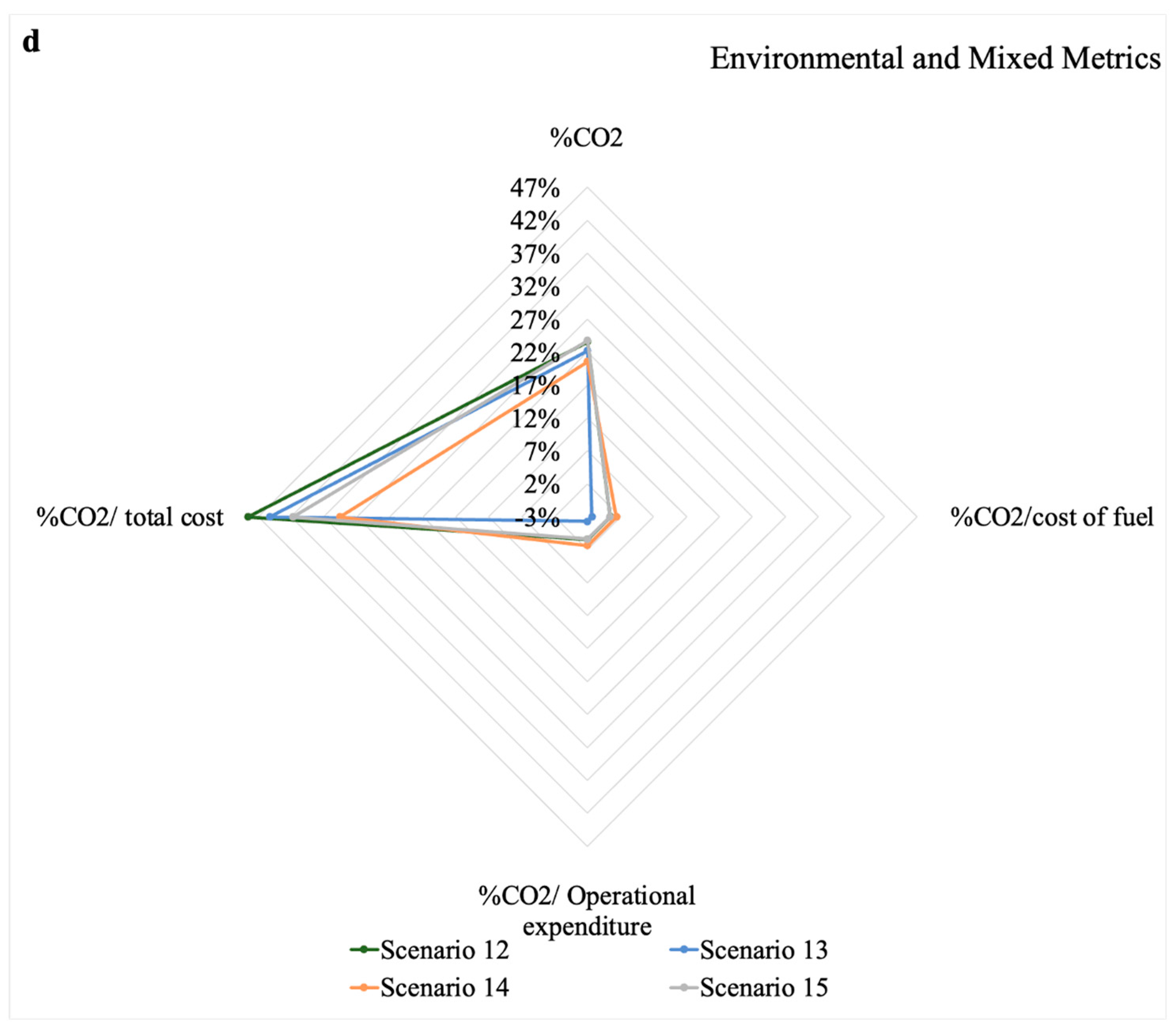
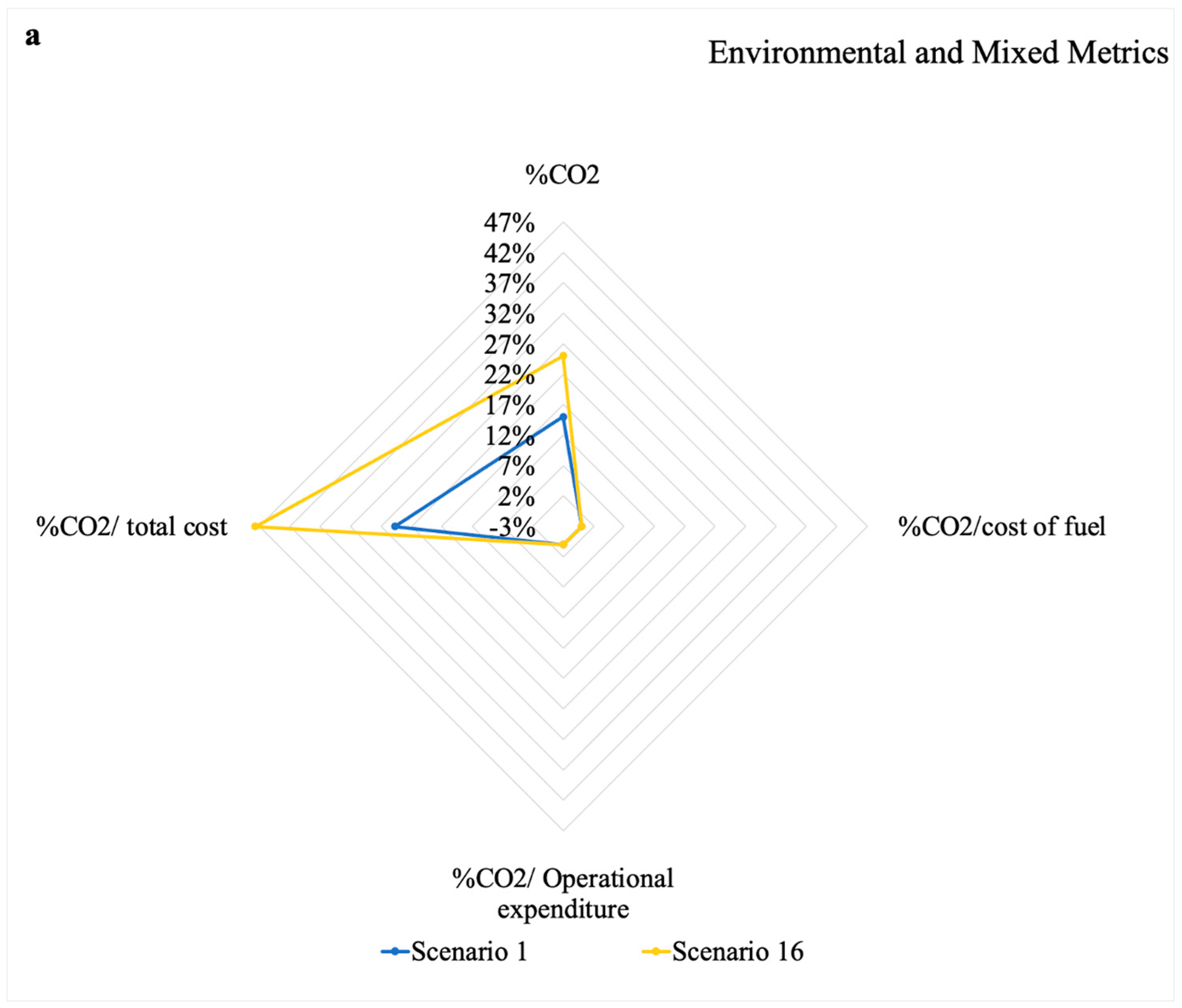
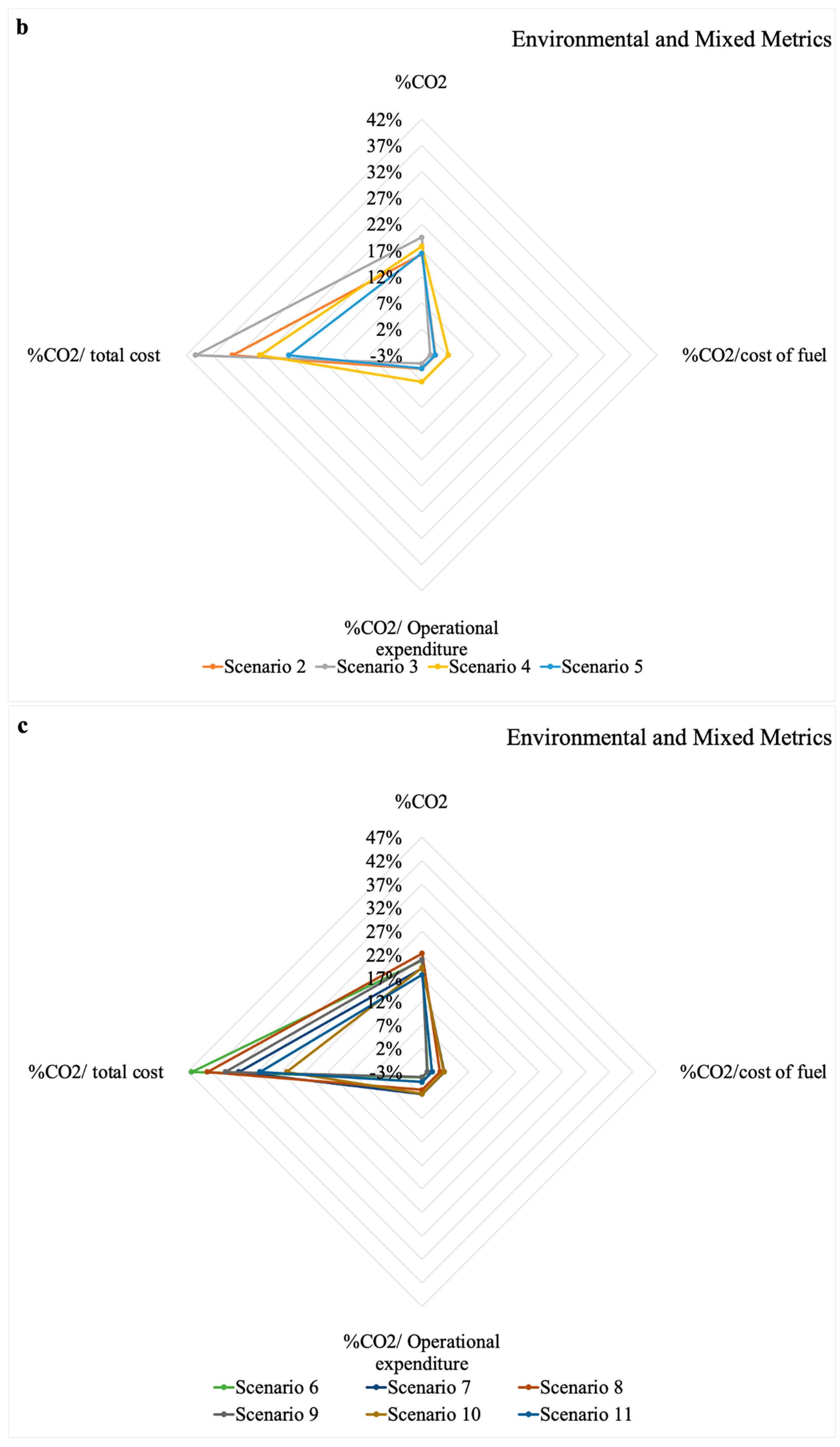
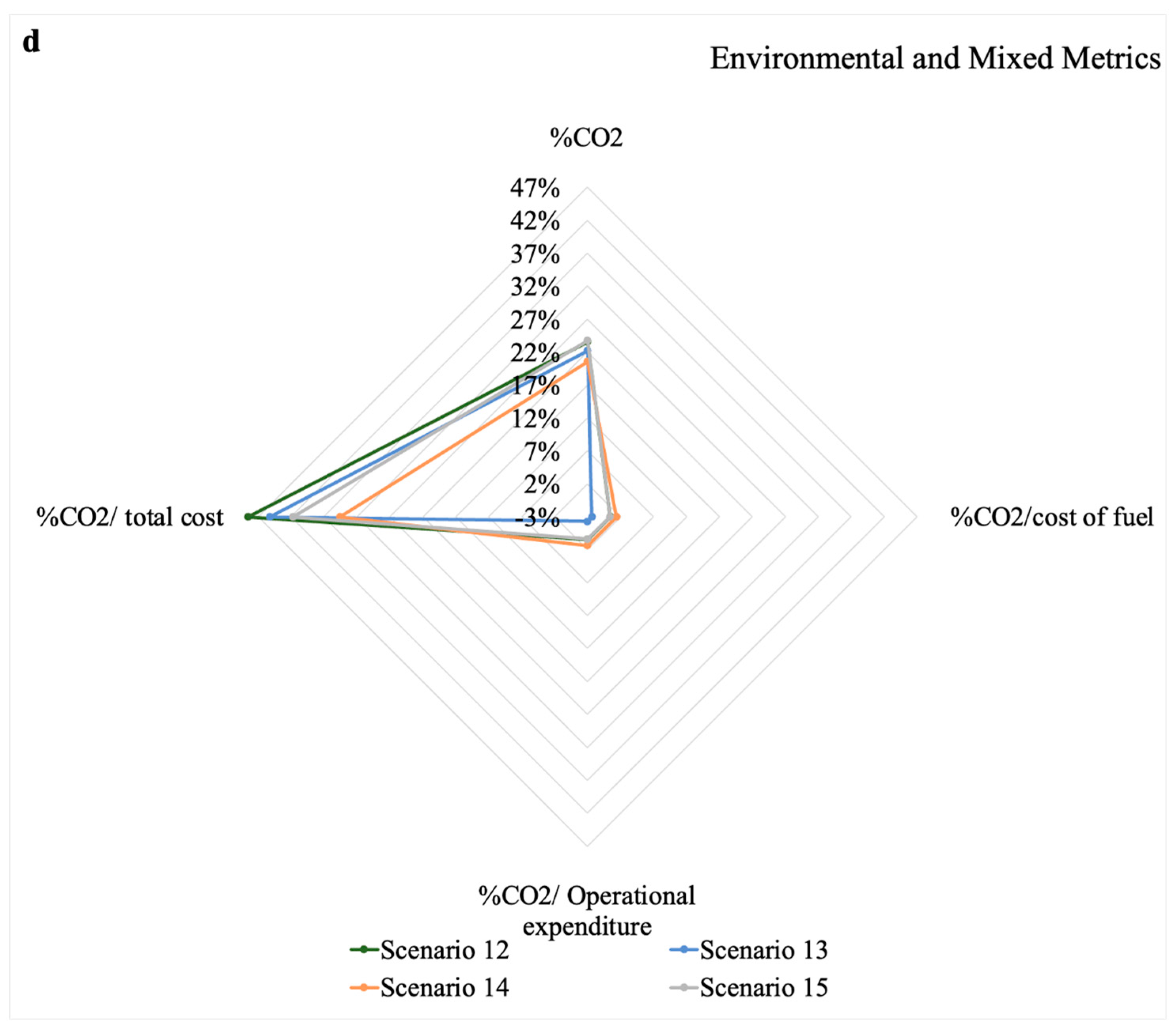
4.3. Company’s Objectives
- Carbon emissions.
- Carbon emissions per fuel consumption.
- Carbon emissions per capital expenditure.
- Carbon emissions per operational expenditure.
- Carbon emissions per cost for emissions trade system.
- Carbon emissions per total cost.
4.4. Define Which Scenario Is Most Convenient for the Company’s Objectives and Introduce New Concepts in the Production Line
4.5. Ensure Sustainability of the New Concepts in Training Workforce and Support Industry
5. Discussion
- The process time has been also affected (and hence the schedule), indicatively up to 100% variation, from the minimum value to the maximum one.
- Data are not available for quality, so an experimentation period must be taken into consideration, since the defects are not common (in the case of 6 sigma, 3.4 defects per million occur); this greatly affects the productivity temporarily.
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A
Appendix B
- (1)
- No capital expenditure cost for the reference scenario.
- (2)
- No labor costs were taken into consideration for all scenarios because of unavailability of data for this cost.
- (3)
- In all scenarios, the operational costs were only coming from the energy or fuel consumption, because of unavailability of data for these costs.
- (4)
- This industry had neither resale or scrap costs, so the cost of end of life or disposal costs were set to zero.
- (5)
- There were no data for the calculation of national penalties, therefore only the EU penalties were considered for the carbon emission related costs.
- (6)
- Training of personnel for both digital and energy efficient scenarios was set to 20K as a baseline budget for this. The same value was assumed for training for expert agents.
- (7)
- The budget for development of digital tools was assumed based on previous market search and research budgets to start a digital solution from scratch.
- (8)
- Payback time was calculated based on experience from previous projects.
- (9)
- The costs for machine purchase were assumed based on quotations from several companies and market search, and so were the innovated-related equipment.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Meltshop Ladles | Meltshop EAF | Rolling Mill | Ball Mill | |
|---|---|---|---|---|
| Purchase of the machine | 0 | 0 | 0 | 0 |
| Training of personnel | 0 | 0 | 0 | 0 |
| Training for expert agents | 0 | 0 | 0 | 0 |
| Innovated-related equipment that leads to extra profit | 0 | 0 | 0 | 0 |
| Zero-defect MFG related process and functionalities | 0 | 0 | 0 | 0 |
| Development of DT, including sensors, actuator and cost of simulation software | 0 | 0 | 0 | 0 |
| Payback time | 0 | 0 | 0 | 0 |
| Total Capital Expenditure | 0 | 0 | 0 | 0 |
| Labor cost (i.e., operation, inspection, etc.) | 0 | 0 | 0 | 0 |
| Energy/Fuel consumption | 37,613.6508 | 18,456.0257 | 116,440.888 | 33,039.8148 |
| Time of usage (idle, machining) | 0 | 0 | 0 | 0 |
| Scrap/Part | 0 | 0 | 0 | 0 |
| Penalty of change | 0 | 0 | 0 | 0 |
| Penalty of change (flexibility due to steel product personalization) | 0 | 0 | 0 | 0 |
| Total Operational Expenditure | 37,613.6508 | 18,456.0257 | 116,440.888 | 33,039.8148 |
| Resale | 0 | 0 | 0 | 0 |
| Scrap | 0 | 0 | 0 | 0 |
| Total End of Life/Disposal Cost | 0 | 0 | 0 | 0 |
| National penalties | 0 | 0 | 0 | 0 |
| EU penalties | 467,397.112 | 902,615.112 | 1,446,925.09 | 410,561.424 |
| Total Carbon Emission Related Costs | 467,397.112 | 902,615.112 | 1,446,925.09 | 410,561.424 |
| Meltshop Ladles | Meltshop EAF | Rolling Mill | Ball Mill | |
|---|---|---|---|---|
| Purchase of the machine | 0 | 0 | 0 | 0 |
| Training of personnel | 20,000 | 20,000 | 20,000 | 20,000 |
| Training for expert agents | 20,000 | 20,000 | 20,000 | 20,000 |
| Innovated-related equipment that leads to extra profit | 0 | 0 | 0 | 0 |
| Zero-defect MFG related process and functionalities | 0 | 0 | 0 | 0 |
| Development of DT, including sensors, actuator and cost of simulation software | 700,000 | 700,000 | 700,000 | 700,000 |
| Payback time | 6328.32948 | 6328.32948 | 6328.32948 | 6328.32948 |
| Total Capital Expenditure | 746,328.329 | 746,328.329 | 746,328.329 | 746,328.329 |
| Labor cost (i.e., operation, inspection, etc.) | 0 | 0 | 0 | 0 |
| Energy/Fuel consumption | 1,145,935.6 | 655,136.791 | 3,547,482.27 | 1,006,589.34 |
| Time of usage (idle, machining) | 0 | 0 | 0 | 0 |
| Scrap/Part | 0 | 0 | 0 | 0 |
| Penalty of change | 0 | 0 | 0 | 0 |
| Penalty of change (flexibility due to steel product personalization) | 0 | 0 | 0 | 0 |
| Total Operational Expenditure | 1,145,935.6 | 655,136.791 | 3,547,482.27 | 1,145,935.6 |
| Resale | 0 | 0 | 0 | 0 |
| Scrap | 0 | 0 | 0 | 0 |
| Total End of Life/Disposal Cost | 0 | 0 | 0 | 0 |
| National penalties | 0 | 0 | 0 | 0 |
| EU penalties | 397,287.545 | 767,222.845 | 1,229,886.32 | 348,977.21 |
| Total Carbon Emission Related Costs | 397,287.545 | 767,222.845 | 1,229,886.32 | 348,977.21 |
| Meltshop Ladles | Meltshop EAF | Rolling Mill | Ball Mill | |
|---|---|---|---|---|
| Purchase of the machine | 300,000 | 1,000,000 | 3,600,000 | 1,500,000 |
| Training of personnel | 20,000 | 20,000 | 20,000 | 20,000 |
| Training for expert agents | 20,000 | 20,000 | 20,000 | 20,000 |
| Innovated-related equipment that leads to additional profit | 30,000 | 0 | 0 | 700,000 |
| Zero-defect MFG related process and functionalities | 0 | 0 | 0 | 0 |
| Development of DT, including sensors, actuator and cost of simulation software | 0 | 0 | 0 | 0 |
| Payback time | 6328.32948 | 6328.32948 | 6328.32948 | 6328.32948 |
| Total Capital Expenditure | 376,328.329 | 1,046,328.33 | 3,646,328.33 | 2,246,328.33 |
| Labor cost (i.e., operation, inspection, etc.) | 0 | 0 | 0 | 0 |
| Energy/Fuel consumption | 1,011,119.65 | 578,061.874 | 3,130,131.41 | 888,167.066 |
| Time of usage (idle, machining) | 0 | 0 | 0 | 0 |
| Scrap/Part | 0 | 0 | 0 | 0 |
| Penalty of change (due to market share increase) | 0 | 0 | 0 | 0 |
| Penalty of change (flexibility due to steel product personalization) | 0 | 0 | 0 | 0 |
| Total Operational Expenditure | 1,011,119.65 | 578,061.874 | 3,130,131.41 | 888,167.066 |
| Resale | 0 | 0 | 0 | 0 |
| Scrap | 0 | 0 | 0 | 0 |
| Total End of Life/Disposal Cost | 0 | 0 | 0 | 0 |
| National penalties | 0 | 0 | 0 | 0 |
| EU penalties | 350,547.834 | 676,961.334 | 1,085,193.82 | 307,921.068 |
| Total Carbon Emission Related Costs | 350,547.834 | 676,961.334 | 1,085,193.82 | 307,921.068 |
References
- Panagiotopoulou, V.C.; Stavropoulos, P.; Chryssolouris, G. A critical review on the environmental impact of manufacturing: A holistic perspective. Int. J. Adv. Manuf. Technol. 2021, 118, 603–625. [Google Scholar] [CrossRef]
- Fysikopoulos, A.; Papacharalampopoulos, A.; Pastras, G.; Stavropoulos, P.; Chryssolouris, G. Energy efficiency of manufacturing processes: A critical review. Procedia CIRP 2013, 7, 628–633. [Google Scholar] [CrossRef] [Green Version]
- Union, I. Communication from the Commission to the European Parliament, the Council, the European Economic and Social Committee and the Committee of the Regions. In A New Skills Agenda for Europe Brussels; European Commission: Brussels, Belgium, 2014. [Google Scholar]
- de Bruyn, S.; Jongsma, C.; Kampman, B.; Görlach, B.; Thie, J.-E. Energy-Intensive Industries: Challenges and Opportunities in Energy Transition; European Parliament: Strasbourg, France, 2020. [Google Scholar]
- Commission, E. In-Depth Analysis in Support of the Commission Communication COM (2018) 773–A Clean Planet for All–A European Long-Term Strategic Vision for a Prosperous, Modern, Competitive and Climate Neutral Economy; European Commission: Brussels, Belgium, 2018. [Google Scholar]
- Sipsas, K.; Alexopoulos, K.; Xanthakis, V.; Chryssolouris, G. Collaborative maintenance in flow-line manufacturing environments: An Industry 4.0 approach. Procedia CIRP 2016, 55, 236–241. [Google Scholar] [CrossRef] [Green Version]
- Mandic, V. Model-based manufacturing system supported by virtual technologies in an Industry 4.0 context. In Lecture Notes in Mechanical Engineering, Proceedings of the 5th International Conference on the Industry 4.0 Model for Advanced Manufacturing, Belgrade, Serbia, 1–4 June 2020; Springer: Cham, Switzerland, 2020; pp. 215–226. [Google Scholar]
- Vaidya, S.; Ambad, P.; Bhosle, S. Industry 4.0—A glimpse. Procedia Manuf. 2018, 20, 233–238. [Google Scholar] [CrossRef]
- Jeske, T.; Weber, M.-A.; Würfels, M.; Lennings, F.; Stowasser, S. Opportunities of digitalization for productivity management. In Advances in Intelligent Systems and Computing, Proceedings of the International Conference on Applied Human Factors and Ergonomics, Orlando, FL, USA, 21–25 July 2018; Springer: Cham, Switzerland, 2018; pp. 321–331. [Google Scholar]
- Remes, J.; Mischke, J.; Krishnan, M. Solving the productivity puzzle: The role of demand and the promise of digitization. Int. Product. Monit. 2018, 34, 28–51. [Google Scholar]
- Horvat, D.; Kroll, H.; Jäger, A. Researching the effects of automation and digitalization on manufacturing companies’ productivity in the early stage of industry 4.0. Procedia Manuf. 2019, 39, 886–893. [Google Scholar] [CrossRef]
- Parliament, E.U. Industry 4.0. Digitalisation for Productivity and Growth. European Parliament Think Tank Briefing. 2015. Available online: http://www.europarl.europa.eu/thinktank/en/document.html (accessed on 14 December 2021).
- Kroll, H.; Horvat, D.; Jäger, A. Effects of automatisation and digitalisation on manufacturing companies’ production efficiency and innovation performance. In Fraunhofer ISI Discussion Papers-Innovation Systems and Policy Analysis; Fraunhofer ISI: Karlsruhe, Germany, 2018. [Google Scholar]
- Skobelev, P.O.; Borovik, S.Y. On the way from Industry 4.0 to Industry 5.0: From digital manufacturing to digital society. Industry 2017, 2, 307–311. [Google Scholar]
- Dornfeld, D.A. (Ed.) Green Manufacturing: Fundamentals and Applications; Springer Science & Business Media: Berlin, Germany, 2012. [Google Scholar]
- Paul, I.D.; Bhole, G.P.; Chaudhari, J.R. A review on green manufacturing: It’s important, methodology and its application. Procedia Mater. Sci. 2014, 6, 1644–1649. [Google Scholar] [CrossRef] [Green Version]
- Herbst, A.; Fleiter, T.; Sensfuß, F.; Pfluger, B.; Maranon-Ledesma, H. Navigating the Roadmap for Clean, Secure and Efficient Energy Innovation; European Commission: Brussels, Belgium, 2018. [Google Scholar]
- Ritchie, H.; Roser, M. CO2 and Greenhouse Gas Emissions. Our World in Data: 2017. Available online: https://ourworldindata.org/co2-and-other-greenhouse-gas-emissions (accessed on 14 December 2021).
- Statistics, S.P. 2019. Available online: https://ec.europa.eu/eurostat/statistics-explained/index.php/Social_protection_statistics#Social_protection_expenditure_and_GDP_rates_of_change (accessed on 14 December 2021).
- Hollanders, H.; Es-Sadki, N.; Merkelbach, I.; Khalilova, A. European Innovation Scoreboard 2020; Publications Office of the European Union: Luxembourg, 2020. [Google Scholar]
- World Economic Forum. Mining and Metals; World Economic Forum: Cologny, Switzerland, 2021. [Google Scholar]
- Xiong, W.; Huang, H.; Zhu, Q.; Gan, L.; Li, L.; Zhu, L.; Song, S. A framework for energy consumption reduction in sheet metal forming. Procedia CIRP 2020, 90, 534–539. [Google Scholar] [CrossRef]
- Fang, K.; Uhan, N.; Zhao, F.; Sutherland, J.W. A new approach to scheduling in manufacturing for power consumption and carbon footprint reduction. J. Manuf. Syst. 2011, 30, 234–240. [Google Scholar] [CrossRef]
- Shrouf, F.; Miragliotta, G. Energy management based on Internet of Things: Practices and framework for adoption in production management. J. Clean. Prod. 2015, 100, 235–246. [Google Scholar] [CrossRef]
- Liu, N.; Zhang, Y.F.; Lu, W.F. Improving energy efficiency in discrete parts manufacturing system using an ultra-flexible job shop scheduling algorithm. Int. J. Precis. Eng. Manuf.-Green Technol. 2019, 6, 349–365. [Google Scholar] [CrossRef]
- Larreina, J.; Gontarz, A.; Giannoulis, C.; Nguyen, V.K.; Stavropoulos, P.; Sinceri, B. Smart manufacturing execution system (SMES): The possibilities of evaluating the sustainability of a production process. In Proceedings of the 11th Global Conference on Sustainable Manufacturing, GCSM 2013, Berlin, Germany, 23–25 September 2013; Innovative Solutions: Zürich, Switzerland, 2013; pp. 517–522. [Google Scholar]
- Papacharalampopoulos, A.; Giannoulis, C.; Stavropoulos, P.; Mourtzis, D. A digital twin for automated root-cause search of production alarms based on KPIs aggregated from IoT. Appl. Sci. 2020, 10, 2377. [Google Scholar] [CrossRef] [Green Version]
- Sadagopan, N.; Dhanalakshmi, S. Assembly Line Scheduling in Manufacturing Sector; Indian Institute of Information Technology Design and Manufacturing: Chennai, India, 2021. [Google Scholar]
- Pang, C.K.; Le, C.V. Optimization of total energy consumption in flexible manufacturing systems using weighted p-timed Petri nets and dynamic programming. IEEE Trans. Autom. Sci. Eng. 2013, 11, 1083–1096. [Google Scholar] [CrossRef]
- Rosu, I. The Bellman Principle of Optimality. 2002. Available online: http://faculty.chicagogsb.edu/ioanid.rosu/research/notes/bellman.pdf (accessed on 14 December 2021).
- Yang, L.; Zhu, A.; Shao, J.; Chi, T. A knowledge-informed and pareto-based artificial bee colony optimization algorithm for multi-objective land-use allocation. ISPRS Int. J. Geo-Inf. 2018, 7, 63. [Google Scholar] [CrossRef] [Green Version]
- Dahmus, J.B.; Gutowski, T.G. An environmental analysis of machining. Am. Soc. Mech. Eng. Manuf. Eng. Div. Med. 2004, 15, 643–652. [Google Scholar] [CrossRef] [Green Version]
- Lasi, H.; Fettke, P.; Kemper, H.-G.; Feld, T.; Hoffmann, M. Industrie 4.0. Wirtschaftsinformatik 2014, 56, 261–264. [Google Scholar] [CrossRef]
- World Economic Forum. Digital Technology Can Cut Global Emissions by 15%. Here’s How; World Economic Forum: Cologny, Switzerland, 2021. [Google Scholar]
- International Energy Agency. How Energy Efficiency Will Power Net-Zero Climate Goals; International Energy Agency: Paris, France, 2021. [Google Scholar]
- Stavropoulos, P.; Papacharalampopoulos, A.; Michail, C.; Vassilopoulos, V.; Alexopoulos, K.; Perlo, P. A two-stage decision support system for manufacturing processes integration in microfactories for electric vehicles. Procedia Manuf. 2021, 54, 106–111. [Google Scholar] [CrossRef]
- Umakanta, M.; Mashud, A.H.M.; Roy, S.K.; Uddin, M.S. The effect of rebate value and selling price-dependent demand for a four-level production manufacturing system. J. Ind. Manag. Optim. 2022. [Google Scholar] [CrossRef]
- Sultana, S.; Mashud, A.H.M.; Daryanto, Y.; Miah, S.; Alrasheedi, A.; Hezam, I.M. The Role of the Discount Policy of Prepayment on Environmentally Friendly Inventory Management. Fractal Fract. 2022, 6, 26. [Google Scholar] [CrossRef]
- Rahman, M.M.; Anan, N.; Mashud, A.H.M.; Hasan, M.; Tseng, M.L. Consumption-based CO2 emissions accounting and scenario simulation in Asia and the Pacific region. Environ. Sci. Pollut. Res. 2022, 1–17. [Google Scholar] [CrossRef] [PubMed]
- Tseng, M.L.; Bui, T.D.; Lan, S.; Lim, M.K.; Mashud, A.H.M. Smart product service system hierarchical model in banking industry under uncertainties. Int. J. Prod. Econ. 2021, 240, 108244. [Google Scholar] [CrossRef]
- Sihag, N.; Sangwan, K.S. Development of a multi-criteria optimization model for minimizing carbon emissions and processing time during machining. Procedia CIRP 2018, 69, 300–305. [Google Scholar] [CrossRef]
- Zou, T.; Ertug, G.; George, G. The capacity to innovate: A meta-analysis of absorptive capacity. Innovation 2018, 20, 87–121. [Google Scholar] [CrossRef]
| Scenario # | Meltshop Burners | Meltshop EAF | Rolling Mill | Ball Mill |
|---|---|---|---|---|
| 1 | DT | DT | DT | DT |
| 2 | DT | DT | DT | EE |
| 3 | DT | DT | EE | DT |
| 4 | DT | EE | DT | DT |
| 5 | EE | DT | DT | DT |
| 6 | DT | DT | EE | EE |
| 7 | DT | EE | DT | EE |
| 8 | DT | EE | EE | DT |
| 9 | EE | DT | EE | DT |
| 10 | EE | EE | DT | DT |
| 11 | EE | DT | DT | EE |
| 12 | DT | EE | EE | EE |
| 13 | EE | DT | EE | EE |
| 14 | EE | EE | DT | EE |
| 15 | EE | EE | EE | DT |
| 16 | EE | EE | EE | EE |
| Part | Fuel | Fuel Consumption (Nm3 for Natural Gas, kg for Anthracite) | Energy Consumption (kWh) | CO2 Emissions (ton eCO2) |
|---|---|---|---|---|
| Meltshop burners | Natural gas | 4,392,830 | 48,321,130 | 8346.377 |
| Meltshop EAF | Natural gas | 2,109,330 | 23,202,630 | 4007.727 |
| Anthracite | 4,176,000 | 38,561,184 | 12,110.4 | |
| Rolling mill | Natural gas | 13,598,920 | 149,588,120 | 25,837.948 |
| Ball mill | Natural gas | 3,858,660 | 42,445,260 | 7331.454 |
| Fuel | Amount of Fuel (Nm3 or kg) | Energy Consumed (kWh) | CO2 Εmissions (ton eCO2) | |
|---|---|---|---|---|
| Meltshop burners | Natural gas | 3,733,905.5 | 41,072,960.5 | 7094.42045 |
| Meltshop EAF | Natural gas | 1,792,930.5 | 19,722,235.5 | 3406.56795 |
| Meltshop EAF | Anthracite | 3,549,600 | 32,777,006.4 | 10,293.84 |
| Rolling mill | Natural gas | 11,559,082 | 127,149,902 | 21,962.2558 |
| Ball mill | Natural gas | 3,279,861 | 36,078,471 | 6231.7359 |
| Fuel | Amount of Fuel (Nm3 or kg) | Energy Consumed (kWh) | CO2 Εmissions (ton eCO2) | |
|---|---|---|---|---|
| Meltshop burners | Natural gas | 3,294,622.5 | 36,240,848 | 6259.7828 |
| Meltshop EAF | Natural gas | 1,581,997.5 | 17,401,973 | 3005.7953 |
| Meltshop EAF | Anthracite | 3,132,000 | 28,920,888 | 9082.8 |
| Rolling mill | Natural gas | 10,199,190 | 112,191,090 | 19,378.461 |
| Ball mill | Natural gas | 2,893,995 | 31,833,945 | 5498.5905 |
| Meltshop Ladles | Meltshop EAF | Rolling Mill | Ball Mill | |
|---|---|---|---|---|
| Total Capital Expenditure (EUR) | 0 | 0 | 0 | 0 |
| Total Operational Expenditure (EUR) | 37,613.6508 | 18,456.0257 | 116,440.888 | 33,039.8148 |
| Total Carbon Emission Related Costs (EUR) | 467,397.112 | 902,615.112 | 1,446,925.09 | 410,561.424 |
| Meltshop Ladles | Meltshop EAF | Rolling Mill | Ball Mill | |
|---|---|---|---|---|
| Total Capital Expenditure (EUR) | 746,328.329 | 746,328.329 | 746,328.329 | 746,328.329 |
| Total Operational Expenditure (EUR) | 1,145,935.6 | 655,136.791 | 3,547,482.27 | 1,145,935.6 |
| Total Carbon Emission Related Costs (EUR) | 397,287.545 | 767,222.845 | 1,229,886.32 | 348,977.21 |
| Meltshop Ladles | Meltshop EAF | Rolling Mill | Ball Mill | |
|---|---|---|---|---|
| Total Capital Expenditure (EUR) | 376,328.329 | 1,046,328.33 | 3,646,328.33 | 2,246,328.33 |
| Total Operational Expenditure (EUR) | 1,011,119.65 | 578,061.874 | 3,130,131.41 | 888,167.066 |
| Total Carbon Emission Related Costs (EUR) | 350,547.834 | 676,961.334 | 1,085,193.82 | 307,921.068 |
| Scenario | CO2 (tons) | % CO2 | CO2/Cost of Fuel | % CO2/Cost of Fuel | CO2/Capital Expenditure | CO2/Operational Expenditure | % CO2/Operational Expenditure | CO2/ETS | % CO2/ETS | CO2/Total Cost | % CO2/Total Cost |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 48989 | 15.00 | 0.00771 | 0.00 | 0.01641 | 0.00771 | 0.00 | 0.01786 | 0.00 | 0.00405 | 24.71 |
| 2 | 482556 | 16.27 | 0.00774 | −0.37 | 0.01076 | 0.00774 | −0.37 | 0.01786 | 0.00 | 0.00360 | 33.24 |
| 3 | 46405 | 19.48 | 0.00782 | −1.38 | 0.00788 | 0.00782 | −1.38 | 0.01786 | 0.00 | 0.00322 | 40.24 |
| 4 | 47377 | 17.80 | 0.00755 | 2.10 | 0.01442 | 0.00755 | 2.10 | 0.01786 | 0.00 | 0.00388 | 27.97 |
| 5 | 48154 | 16.45 | 0.00774 | −0.43 | 0.01841 | 0.00774 | −0.43 | 0.01786 | 0.00 | 0.00418 | 22.45 |
| 6 | 45672 | 20.76 | 0.00785 | −1.81 | 0.00618 | 0.00785 | −1.81% | 0.01786 | 0.00 | 0.00289 | 46.19 |
| 7 | 46644 | 19.07 | 0.00757 | 1.76 | 0.00975 | 0.00757 | 1.76 | 0.01786 | 0.00 | 0.00344 | 36.10 |
| 8 | 44793 | 22.28 | 0.00764 | 0.85 | 0.00724 | 0.00764 | 0.85 | 0.01786 | 0.00 | 0.00308 | 42.84 |
| 9 | 45570 | 20.93 | 0.00785 | −1.87 | 0.00826 | 0.00785 | −1.87 | 0.01786 | 0.00 | 0.00329 | 38.98 |
| 10 | 46542 | 19.24 | 0.00758 | 1.72 | 0.01597 | 0.00758 | 1.72 | 0.01786 | 0.00 | 0.00399 | 25.90 |
| 11 | 47421 | 17.72 | 0.00777 | −0.82 | 0.01152 | 0.00777 | −0.82 | 0.01786 | 0.00 | 0.00368 | 31.58 |
| 12 | 44060 | 23.55 | 0.00767 | 0.46 | 0.00573 | 0.00767 | 0.46 | 0.01786 | 0.00 | 0.00277 | 48.52 |
| 13 | 44837 | 22.20 | 0.00789 | −2.32 | 0.00639 | 0.00789 | −2.32 | 0.01786 | 0.00 | 0.00295 | 45.25 |
| 14 | 45809 | 20.52 | 0.00760 | 1.36 | 0.01038 | 0.00760 | 1.36 | 0.01786 | 0.00 | 0.00352 | 34.58 |
| 15 | 43959 | 23.73 | 0.00768 | 0.41 | 0.00756 | 0.00768 | 0.41 | 0.01786 | 0.00 | 0.00314 | 41.70 |
| 16 | 43225 | 25.00 | 0.00771 | 0.00 | 0.00591 | 0.00771 | 0.00 | 0.01786 | 0.00 | 0.00282 | 47.68 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stavropoulos, P.; Panagiotopoulou, V.C.; Papacharalampopoulos, A.; Aivaliotis, P.; Georgopoulos, D.; Smyrniotakis, K. A Framework for CO2 Emission Reduction in Manufacturing Industries: A Steel Industry Case. Designs 2022, 6, 22. https://doi.org/10.3390/designs6020022
Stavropoulos P, Panagiotopoulou VC, Papacharalampopoulos A, Aivaliotis P, Georgopoulos D, Smyrniotakis K. A Framework for CO2 Emission Reduction in Manufacturing Industries: A Steel Industry Case. Designs. 2022; 6(2):22. https://doi.org/10.3390/designs6020022
Chicago/Turabian StyleStavropoulos, Panagiotis, Vasiliki Christina Panagiotopoulou, Alexios Papacharalampopoulos, Panagiotis Aivaliotis, Dimitris Georgopoulos, and Konstantinos Smyrniotakis. 2022. "A Framework for CO2 Emission Reduction in Manufacturing Industries: A Steel Industry Case" Designs 6, no. 2: 22. https://doi.org/10.3390/designs6020022
APA StyleStavropoulos, P., Panagiotopoulou, V. C., Papacharalampopoulos, A., Aivaliotis, P., Georgopoulos, D., & Smyrniotakis, K. (2022). A Framework for CO2 Emission Reduction in Manufacturing Industries: A Steel Industry Case. Designs, 6(2), 22. https://doi.org/10.3390/designs6020022