1. Introduction
More than 10% of the adult public live with mobility-related disabilities [
1,
2]. The physical struggles of accomplishing many activities of daily living are exacerbated further for those with limited financial resources, whether living in less developed countries or seniors living in poverty [
3]. There are adaptive mobility aids available on the market to help (e.g., canes, walkers, rollators, wheelchairs, etc.). Unfortunately, not everyone has easy access to the global market [
4], financial support can vary considerably across jurisdictions, and the additional monetary strain to purchase all the necessary adaptive aids can limit an individual’s ability to remain independent. As an example, proprietary commercial walkers range in price from CAD 66 to CAD 130 [
5]. Those with mobility disabilities and living on restricted fixed incomes would benefit financially from price relief for adaptive aids. This is the case even for those with health insurance or living in a country with universal medical coverage, as the device may not be covered by their health insurance and may need to be paid out of pocket. Similarly, those without access to commercial mobility aids would benefit from a means to have them manufactured locally.
The prevalence of mobility disabilities increases as people age and develop age-related conditions such as arthritis, back problems, chronic conditions, and accidental injuries [
6]. A substantial portion of the elderly population is known to be living in financial hardship, with 10.3% of U.S. adults ages 65 and older living in poverty as of 2021 [
7]. In addition, the American population is aging and by 2060, approximately a quarter of Americans will be 65 years or older [
8]. This will exacerbate the current challenge and thus there is a clear need for more cost-effective adaptive mobility aids.
An approach that is gaining momentum to reduce the cost of consumer goods is the digital distributed manufacturing of components and products with CNC tools such as 3D printers [
9,
10,
11]. Briefly, 3D printers have evolved from rapid prototypers into additive manufacturing (AM) devices that can be operated by local businesses [
12,
13,
14], chain stores (e.g., shipping firms such as UPS or government-owned mail [
15] and home improvement retailers [
16]), makerspaces [
17,
18,
19], fablabs [
20], and libraries [
21,
22,
23]. A particularly enriching approach is the do-it-together paradigm [
24], where companies share open-source designs and manufacture locally [
25,
26]. This widespread use of 3D printing is already poised to disrupt global value chains [
27].
The migration of open-source technical development originally modeled in software [
28] has also matured in hardware development: free and open-source hardware (FOSH) development [
29,
30]. FOSH has been growing exponentially [
31] in large part due to FOSH development decreasing the costs of 3D printers [
32]. This was made possible by the open-source release of self-replicating rapid prototyper (RepRap) designs (e.g., 3D printers that can 3D print now more than half of their own components) [
33,
34,
35]. There are millions of 3D printable FOSH designs [
36], and as people can treat 3D printers as a profitable investment for household-level distributed manufacturing [
37,
38], there is evidence that this method is saving consumers millions of dollars per year [
39].
The same open-hardware approach used for general consumer items can be applied to adaptive aids. For example, using this model for adaptive arthritis aids has resulted in financial savings averaging over 94% compared to those with commercially available products [
40]. Organizations such as
Makers Making Change [
41] have begun using this model as they connect people with disabilities that need assistive technologies with makers, to design and fabricate the aids [
42]. Where such a model is perhaps most powerful is when an open-source design can be customized for a particular person, which increases the value for the person while possibly reducing the overall costs.
In a recent review of adaptive aids for disabilities [
43], although there were several open-source solutions for those in wheelchairs in the mobility disability section, there were no good options for those that require walkers. Walkers can be categorized into three main groups: standard static walkers, front-wheeled walkers, and rollators. Standard static walkers provide the greatest weight bearing and require the user to completely lift the device off the ground for each step. This could pose a challenge for those with reduced upper body strength. Front-wheeled walkers overcome this problem and resemble standard walkers with wheels attached at the bottom of the two front legs, allowing the user to sustain a more natural gait pattern. Rollators have four wheels, a braking system, and a seat component that is better suited for users that require less weight bearing [
44]. Accordingly, there is a need to establish an initial walker design that can then be evolved through open-source collaboration to address low-income mobility needs.
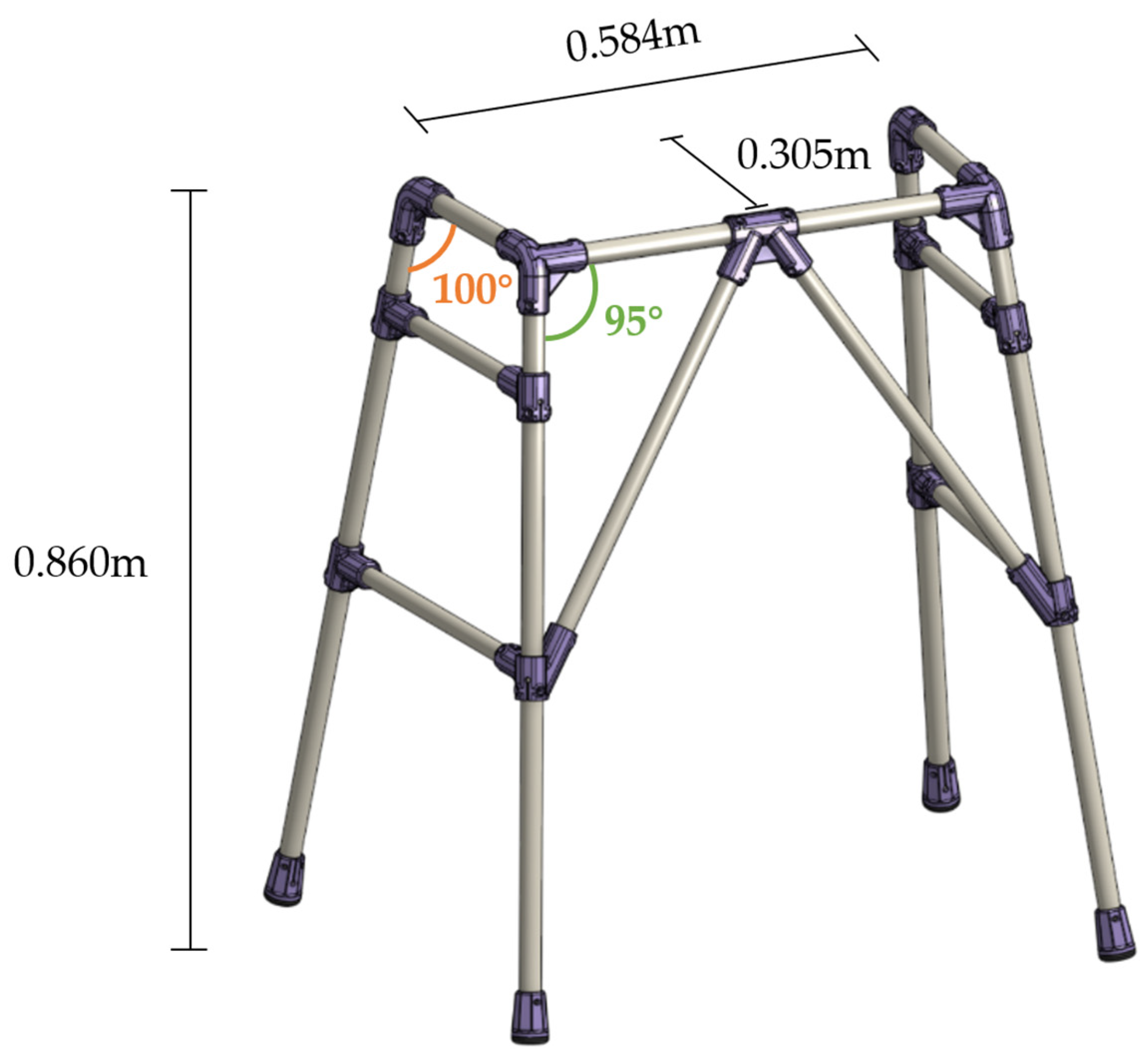
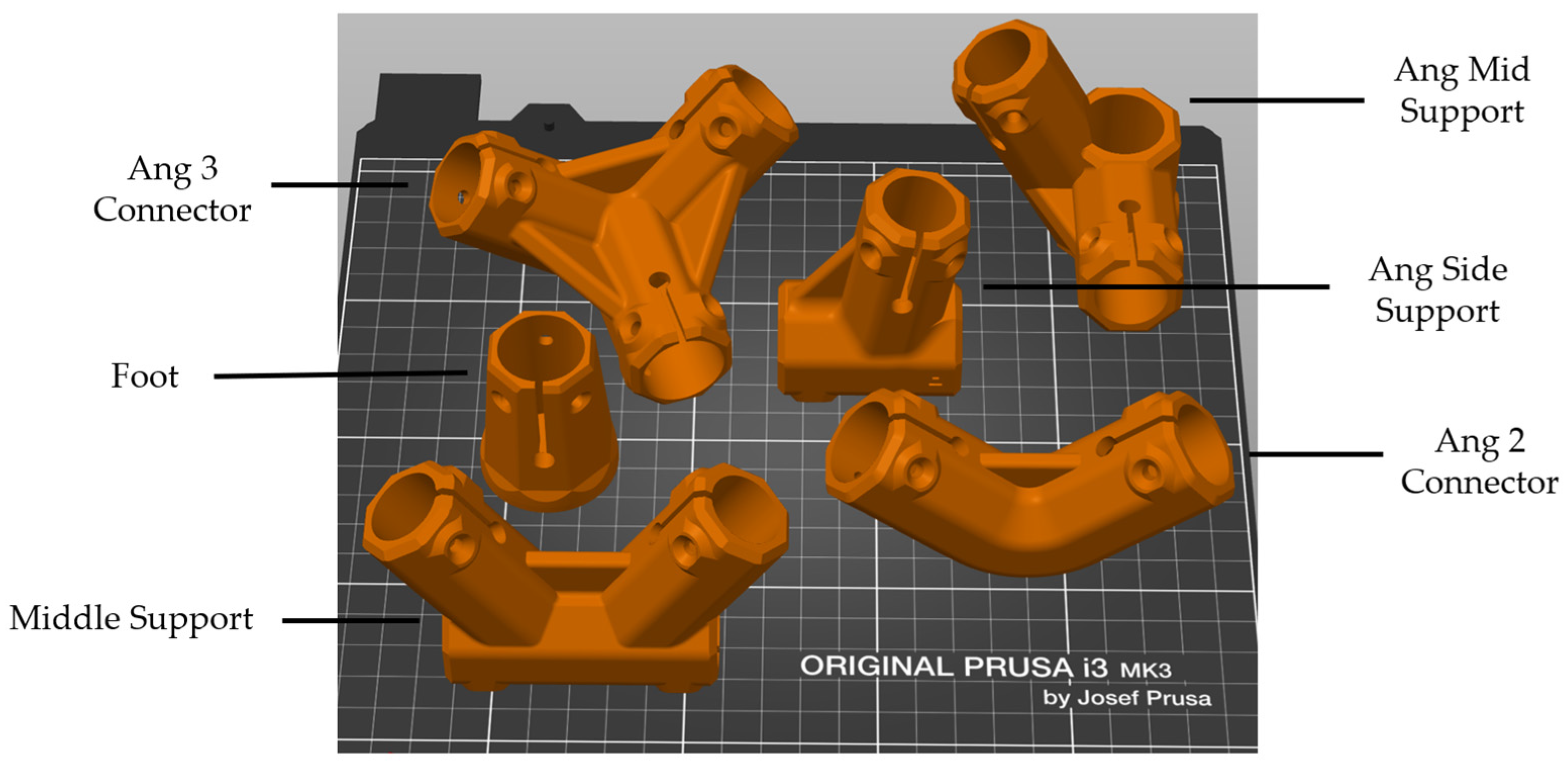
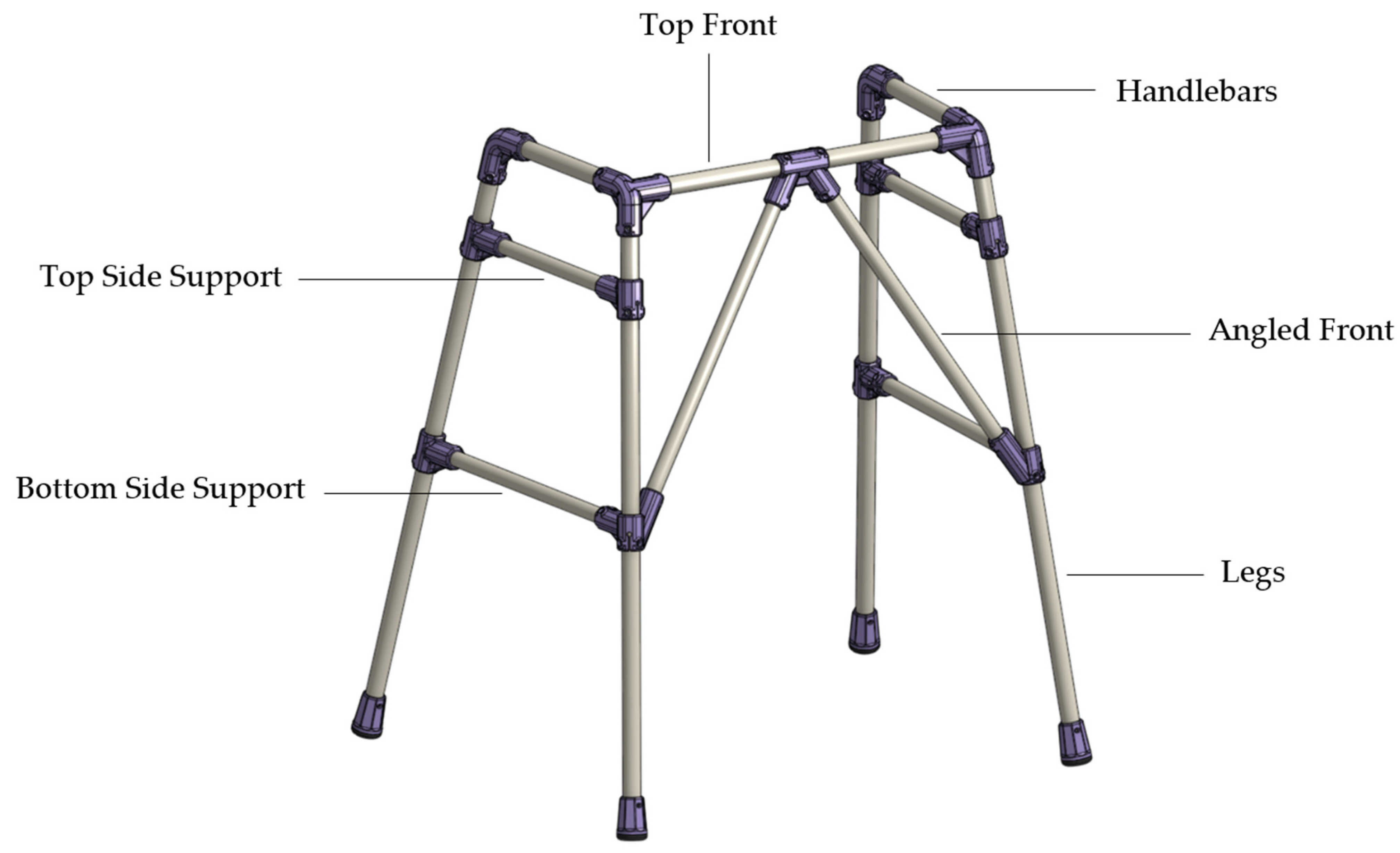
This article reports on the mechanical testing needed to develop a low-cost static walker under the open-source model. A functional standard walker design is described, fabricated, and tested. The resulting device is a static, four-legged, walker that can be constructed from member materials and fasteners commonly available from hardware stores coupled by open-source 3D-printed joints. The aggregate walker is loaded to failure to determine the maximum load that the design can safely support in both vertical and horizontal failure modes. The experimental results are evaluated to determine the potential for distributed digital manufacturing to assist individuals living with mobility limitations and conclusions are drawn.
4. Discussion
4.1. Calculating Weight Capacity of Walker
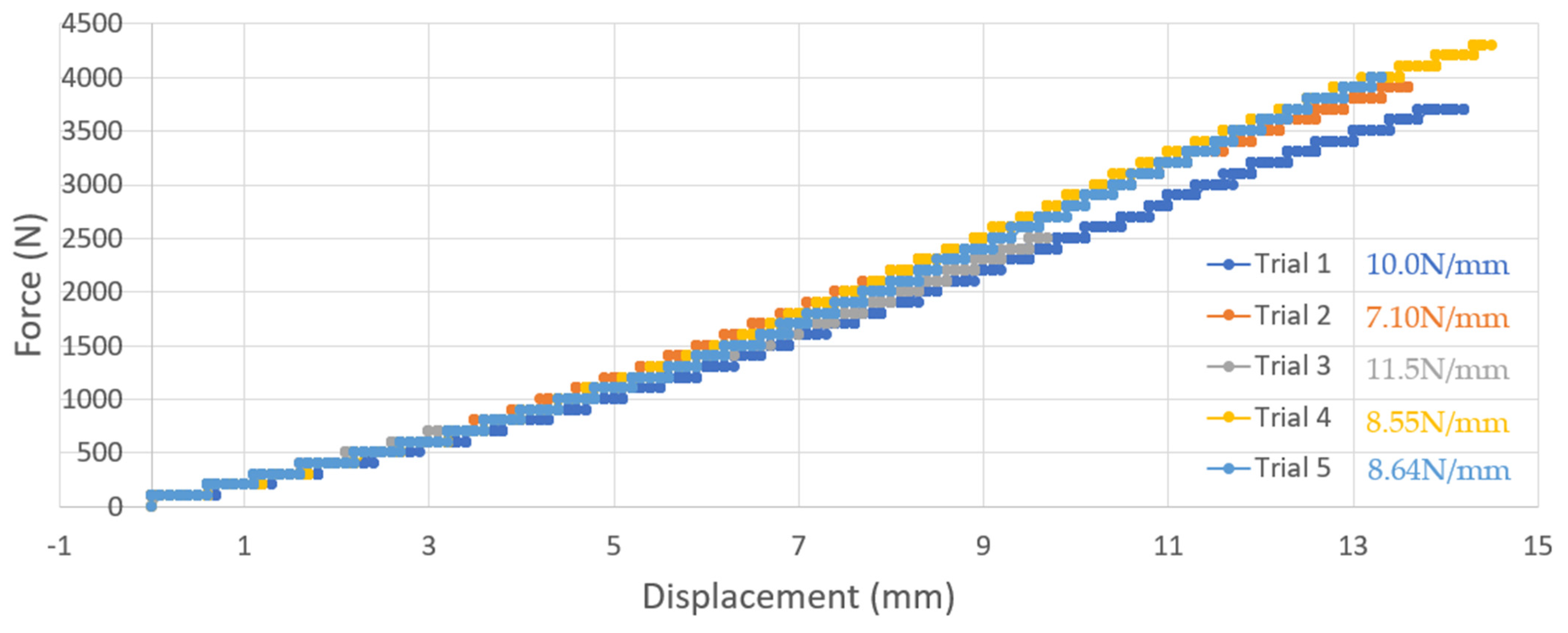
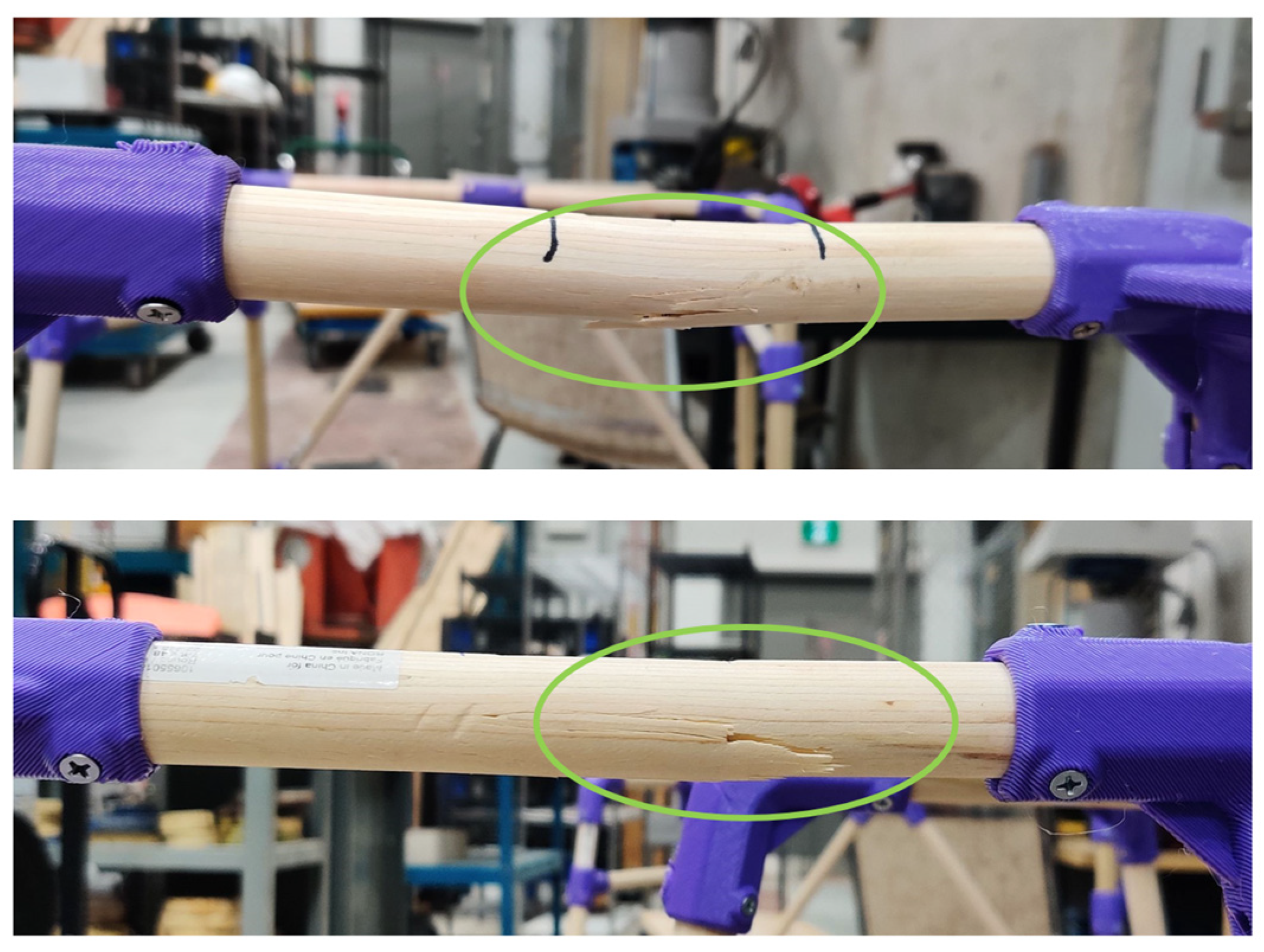
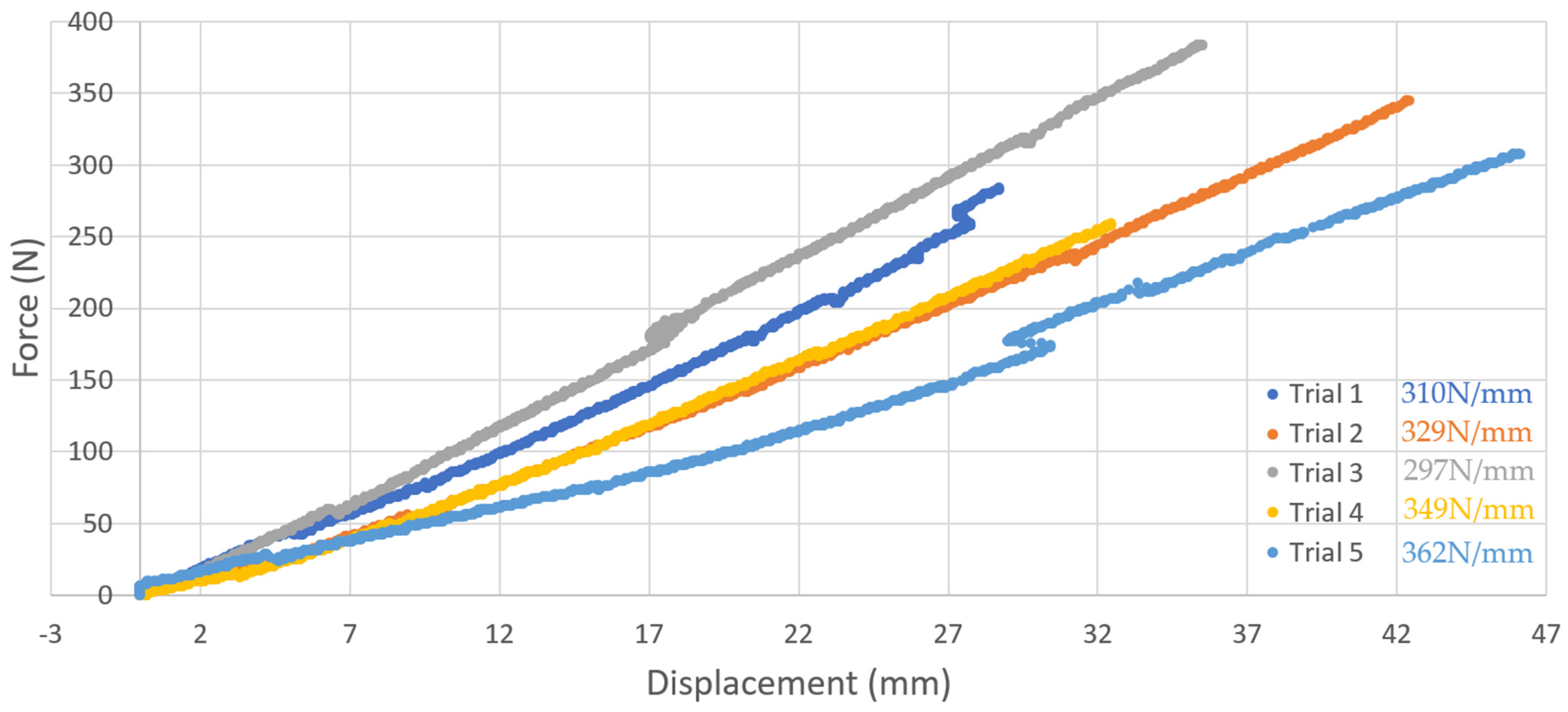
The user-applied load limit was found to be much larger for vertical failure (3680 ± 694.3 N, or 375.3 ± 70.8 kg) as opposed to horizontal failure (315.8 ± 49.4 N, or 32.3 ± 5.04 kg). This indicates that the current design of the static walker is limited by a horizontal failure mode that would result in the fracturing of the 3D-printed Ang 3 Connector to occur first. Should additional load-bearing capacity be required, future iterations of the walker should begin with redesigning this component.
According to Statistics Canada, in 2009 the mean weight of Canadian men and women was 86.4 kg and 72.1 kg, respectively [
54]. These weights are far below the measured failure load limit of the walker, with safety factors of 1.82 and 2.19 for men and women, respectively. Furthermore, the current walker design would be expected to have a safety factor of 2 for bearing all of the bodyweight of individuals that weigh 78.9 kg. It should be noted that this failure load analysis is not without limitations. The vertical and horizontal capacities of the walker were assessed by independently applying forces to the device in each direction, and at relatively slow rates. It is possible that the combined loading of the walker in three dimensions could yield an alternative failure mode with a lower limit. The walker was also tested under an idealized use case, where the user was operating the device with two hands and evenly applying load to both handlebars and all four legs in contact with the ground. Again, deviations from these boundary conditions may yield alternative failure modes and limits. Finally, the results indicated here are specific to the construction described in
Section 2. The walker’s dimensions, member material, and 3D-printed part construction should all be expected to change the load limits of the static walker. Despite these limitations, the safety factors described above are promising, and suggest that the device should be capable of safely bearing the load of individuals whose bodyweight is between the ranges of 78.9 to 93.55 kg during normal operating conditions.
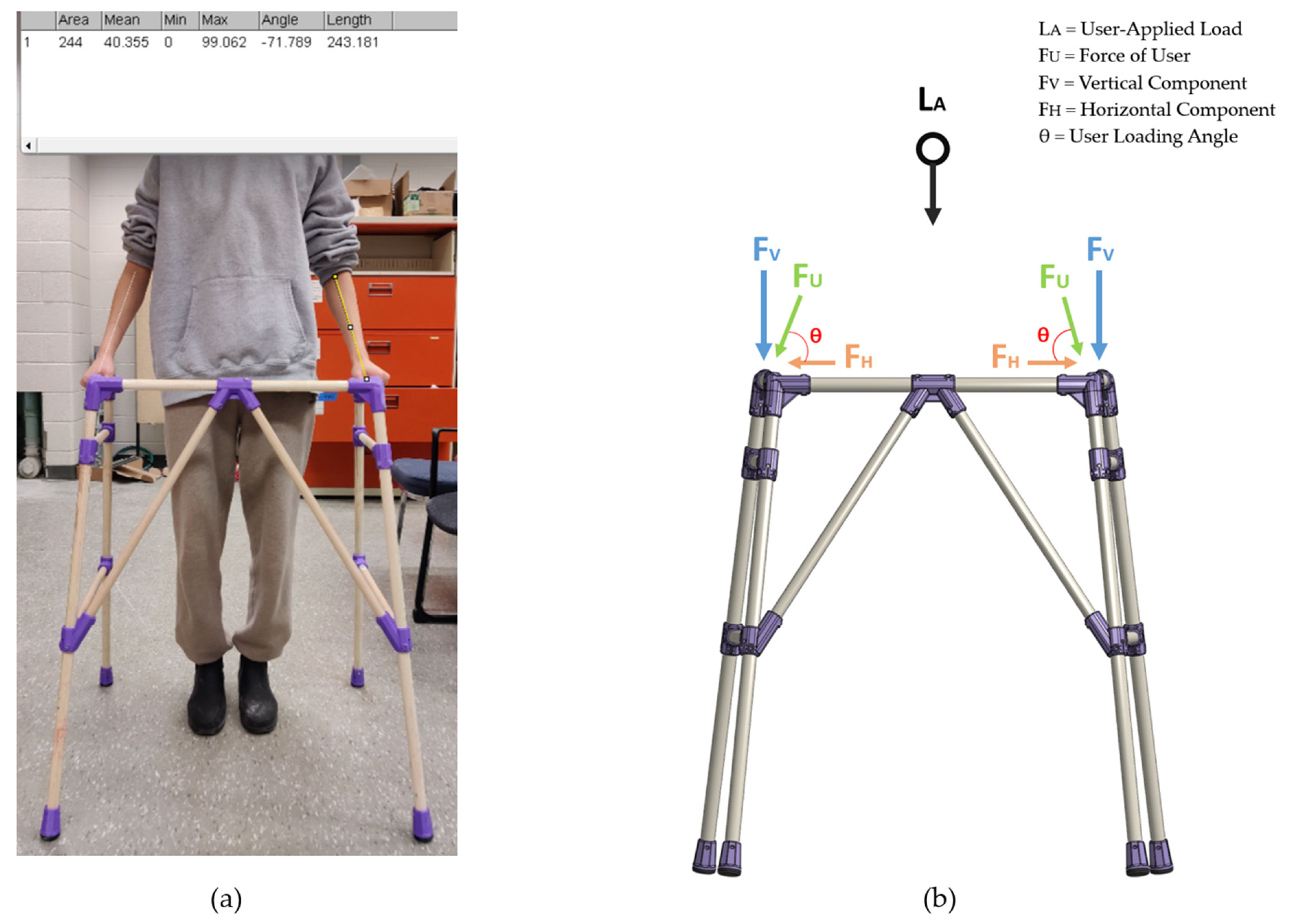
Though the deflections reported for load-to-failure are large for both vertical and horizontal failure modes (vertical: 13.1 ± 1.94 mm, horizontal: 37.0 ± 7.15 mm), it is important to consider how much deflection is expected to occur under typical use conditions to assess user comfort. A user-applied load corresponding to 100 kg of fully supported bodyweight would be expected to yield vertical and horizontal testing loads of 981 N and 162 N according to Equations (1) and (3). From
Figure 8 and
Figure 10, the corresponding vertical and horizontal deflections are 4.42 ± 0.18 mm and 21.6 ± 4.83 mm, respectively. This vertical deflection seems reasonable given that the walker uses soft TPU feet to dampen impacts with the ground. The horizontal deflection may be of more concern; however, it is important to consider that the walker is not typically exposed to full bodyweight, and this displacement occurred without the influence of bodyweight-induced ground friction to counteract leg expansion during the isolated horizontal testing. Future designs may wish to consider the use of additional bracing to limit horizontal deflection.
4.2. Benefits of the Open-Source Walker
The open-source walker has several benefits. First, it can be customized for the user, so that the additional mass and unneeded complexity of a multi-height walker is eliminated. This results in substantial mass savings with typical walkers weighing 2.7 kg compared to this open-source design, which weighs 2.2 kg [
55]. A 19% reduction in weight can have significant impacts on the users since static walkers require frequent use of upper body strength to lift the device each time it is moved. This reduced weight is particularly beneficial for those with limited strength, mobility, and balance. Device weight calculations are presented in
Appendix C. Second, the open-source walker has potential for an aesthetic benefit, as users can customize the walker both with paint or stain on the wood as well as the color, texture and design on the 3D-printed parts. Additionally, the total cost of the open-source walker as designed and tested here is CAD 86.97 using commercial PETG/TPU and CAD 65.52 using Recyclebot PETG/TPU in contrast with the price of CAD 66–130 of standard commercial walkers. The range of the open-source walker’s cost is overall lower than that of current walker purchasing options. The cost, bill of materials, and comparisons between purchasing in the U.S. or Canada is shown in
Appendix C.
The largest benefit of an open-source walker design may be its accessibility. Different geographical locations within countries and around the world experience inequalities in access to assistive devices as a result of limited supply chains, lack of government funding, and high costs, especially low- and middle-income countries. The supply of assistive devices is often limited by insufficient transportation or delivery services. These physical barriers make it difficult for people residing in more remote areas to access assistive devices. The benefit of having an open-source walker is its ability to be designed digitally anywhere in the world, then manufactured locally using locally available materials to overcome supply shortages. The ability to 3D print replacement parts can also extend the functional life of the devices. Additionally, providing a cost-effective solution makes it more affordable for people who must pay out of pocket for healthcare needs [
56]. It is important for assistive devices to have an inclusive design without the need for extra modifications to ensure proper use and the comfort of the users. This can be achieved by customizable designs, such as that of the current static walker, which can be constructed to match the user’s size and personal preferences [
57].
4.3. Risks and Limitations
The basswood material used was intentionally chosen due to its softer and weaker performance to yield more conservative testing results. Any alternative materials, however, should be assessed for comparable deflection and failure under load prior to use to ensure safety and structural integrity. Though most standard walkers have height adjustments, this feature was not included in the initial open-source walker design. Since the walker is constructed to specific measurements of the user, it is customized to them and should not require additional adjustments for a proper fit.
The ability to easily change diameters of the 3D-printed parts using parametric variables can enhance the tolerance with the wooden dowels and increase the range of material compatibility to provide more stable and consistent connections. Tolerance errors are still possible due to diameter variations in the dowels during the production process. Precautions should be taken by measuring each dowel diameter and reflecting those measurements in the CAD files prior to printing.
As the 3D-printed components are load-bearing, it is imperative that they are appropriately dense and free of defects. There are several approaches that can be used to ensure this. First, following Tanikella et al. [
58], the parts can be inspected post-print by comparing theoretical mass for each component to the actual mass to ensure that the infill is appropriately dense as well as inspecting the outer surface for visible defects. Another approach is to monitor the print with computer vision following Petsiuk and collaborators [
59,
60,
61] to either detect errors in real-time and/or create a virtual 3D internal scan of the print to ensure printing integrity. This can be accomplished with any low-cost web camera attached to the 3D printer. Mechanical strengths of fused filament fabrication (FFF) parts made from commercial filaments have been well characterized in the literature [
58,
62], so manufacturers should refer to that if using a different polymer. PETG has been extensively studied for tensile strength and failure [
63], strain rate sensitivity [
64], microstructure impacts on mechanical properties [
65], infill density [
66], its role in composites, [
67], and machine parameters on strength and hardness [
67]. There is also variance expected based on the infill pattern selected [
68,
69,
70,
71]. Finally, it should be pointed out that there is some mechanical strength variance observed with the color of the filament due to the various colorants [
72].
Another possible risk to consider is that the testing was conducted in a laboratory setting while typical walker usage would occur in less controlled environments such as the outdoors that introduce untested external factors. These factors include weather, terrain roughness, and other inconsistencies in the interaction of the user and the walker.
4.4. Future Work
Improvements to the current open-source walker design can enhance portability for added convenience and strength to increase weight capacity. Portability can be achieved by implementing a rigid 3D-printed folding mechanism at various joints to make storing in cars or at home easier. Higher strength can be achieved by squaring the handlebars with the top front dowel to improve the horizontal failure load, which currently limits the walker’s load-bearing capacity. This may also be achieved through wall thickness adjustments, as well as increasing the infill density and number of perimeters printed.
Standard static walkers are one of many different assistive devices for mobility aid that can benefit from this open-source design approach. One natural extension of the current static walker design lies in developing cost-effective, open-source, 3D-printable rollator designs. Rollators are mobility devices similar to a standard walker, but which include four wheels, a braking system, and a seating component for rest. Rollators can be prescribed for improving postural stability as a result of muscular weakness and imbalance [
73]. A possible redesign of the rollator should explore the ability to easily interchange wheels to accommodate numerous environments such as travelling in the winter where ice formed on sidewalks currently limits the range of locations and time of year the device can be safely used. In addition, 3D-printed features such as beverage holders or a basket can provide more utility to the user.
The largest influence on the overall cost is purchasing wooden dowels, which account for over 50% of the total expense. It is possible to explore alternatives to the sourcing of wooden dowels beyond hardware stores such as using recycled or scrap wood dowels for walker members that do not experience high load bearing (i.e., side supports). A drawback can be the inconsistency of wood and quality that can affect the performance which may pose a safety risk if the recycled or scrap material has not been well inspected and tested. A potential method for reducing the cost further is by 3D printing using recycled filaments for both the joints and members of the walker to replace the wood dowels using an infinite belt printer. Infinite belt printers are continuous 3D printers capable of printing extremely long parts by moving along a conveyer belt print bed [
74]. Similarly, a large format printer could be used if it is accessible.
Additionally, the cost of filament can be substantially reduced with the application of RepRapable Recyclebot, an open-source 3D-printable extruder device for converting waste plastic into filament [
75]. The main costs associated with this method include the electricity required to power the device, which is currently about CAD 0.04 for 0.24 kiloWatt hours per kilogram of Recyclebot filament produced, but varies regionally. Both PETG and TPU filaments can be made this way from virgin sources of plastic or failed and recycled 3D prints. This significantly reduces the cost of hard thermoplastic filament from CAD 21.50 to CAD 0.04 to build the open-source walker. When coupled with the fabrication of the wood members as well, this provides a substantive cost reduction and is an area of promising future work. Recycled PETG and TPU filament spools that run on a Recyclebot reduce the plastic costs to a few pennies per kilogram. If both the 3D-printed parts and the wood are replaced with recycled polymers, the cost can be reduced to about CAD 5 (for the screws). Finally, many of the screws could be eliminated by 3D printing the joints such that they attach directly to the 3D-printed dowels and are fixed by other modes (e.g., Japanese woodwork joints, etc.). When changing the material of the structural members from basswood to PETG or another hard thermoplastic, the material properties will change, so the design should be retested to ensure structural integrity is not compromised. One strategy related to overall device optimization may be to limit material changes to 3D-printed components that are not associated with current device failure modes. Again though, any changes should be assessed to ensure that the alterations do not cause a new failure mode to become more dominant, limiting the structural durability otherwise.
Regarding the validation on safety and performance of this open-source walker design, further investigation into the Canadian regulation of assistive devices governed by various institutions such as the Canadian Standards Association (CSA) [
76] overseeing design requirements and test methods, the International Organization for Standardization (ISO) [
52] overseeing performance and safety, and Health Canada [
77] should be evaluated. For the United States, the commercialization of a 3D-printed walker must comply with the regulations of the Food and Drug Administration (FDA) [
78].
Further testing on the load bearing of the open-source walker can expand into clinical trials involving the evaluation of medical device performance with human use and interaction; though clinical trials are not required for Class I medical devices such as standard static walkers. Results from these trials can affirm the safety of the user in real-life applications. The authors suggest future work include biomechanical assessments to first determine the common load magnitudes and orientations from optical tracking and force plate testing with a clinical user group, followed by a load-to-failure investigation under the force orientation identified from that test. Additionally, the open-source community can identify areas of design improvements. Future work is needed to investigate the durability and lifetime of the open-source walker including tests against changes in relative humidity, UV aging as well as the impacts of protective measures such as stains, treatments, and painting.
Another aspect of this research that deserves further attention is the energy savings and business implications of distributed manufacturing in this way. It is well-known that the current industry is incredibly inefficient and great efforts have been made to reduce energy consumption using a sustainable inventory model that uses variable production rates, improved service, partial outsourcing planning, and defective production, restores reworkable items, and disposes of non-reworkable items [
79]. Briefly, 3D printing has been proposed as a method to reach carbon neutrality by radically subverting many sources of energy waste [
80]. It is already well-established using life cycle analyses [
81,
82] that reveal that distributed manufacturing using 3D printing tends to be more sustainable because of a host of advantages (e.g., no packaging, no transportation-related costs, etc.) [
83]. Another approach to overcoming some of the supply chain disruptions that cause unreliable manufacturing is to implement a novel transportation policy [
84]. In distributed manufacturing, the entire conventional business model and supply chain is no longer valid as producing consumers (i.e., prosumers) could manufacture high-end medical products for themselves as this paper has demonstrated. The impacts of management in conventional firms could be existential if the trend of DIY manufacturing continues to increase [
39] in both volume and sophistication.
5. Conclusions
The prevalence of mobility disabilities due to age-related conditions and injuries is increasing the demand for assistive devices. The limited supply and financial resources for users living in poverty or less-developed countries pose a challenge to the accessibility of these devices. To address this, digital distributed manufacturing and open-source hardware were used to create a cost-effective, accessible, and ultimately more sustainable standard static walker constructed using basswood dowels, 3D-printed PETG joints and TPU parts, and commonly available screw fasteners. It has been made clear that with proper measurements, the walker can be customized to any user and eliminate the need for height adjustment. Mechanical testing was conducted using a universal compressive and tensile testing machine, hydraulic cylinder, and hydraulic hand pump to find the maximum load required to fracture the device in the vertical and horizontal planes. The experimental findings show that the average vertical failure load capacity was 3680 ± 694.3 N, equivalent to 375.3 ± 70.8 kg of user-applied load, while the average horizontal load capacity was 315.6 ± 49.4 N, equivalent to 32.2 ± 5.1 kg of user-applied load. The maximum supported weight capacity of a user of 187.1 ± 29.3 kg was obtained. The expected safety factor for this walker design is 1.8 times the mean weight of Canadian men (86.4 kg).
The open-source walker has several advantages. One advantage of this device is the mass reduction of 19% (or 0.5 kg) compared to that of commercial walkers. Any difference in weight is significant when put into the perspective of a user with diminished strength, as static walkers require repetitive lifting when the user is in motion. Additionally, the present design is expected to cost between CAD 87 and CAD 65 on the high end, which is in line with the least expensive commercial walkers. Further reduction in the cost of an open-source walker design is possible with future work using waste plastic to substitute both commercial 3D printing filament as well as the structural wood components which could reduce the costs to less than 10% of the present cost. These savings can increase the affordability of vital assistive aid devices around the globe and bridge the accessibility gap between the low- to middle-income regions and for those who do not receive insurance reimbursement for these devices. The social implications of this device in particular and the larger potential of open-source distributed manufacturing are substantial as they allow those with low economic resources to generate wealth and value for themselves.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}










