
Metal Wire Additive Manufacturing: A Comparison between Arc Laser and Laser/Arc Heat Sources



Abstract
1. Introduction
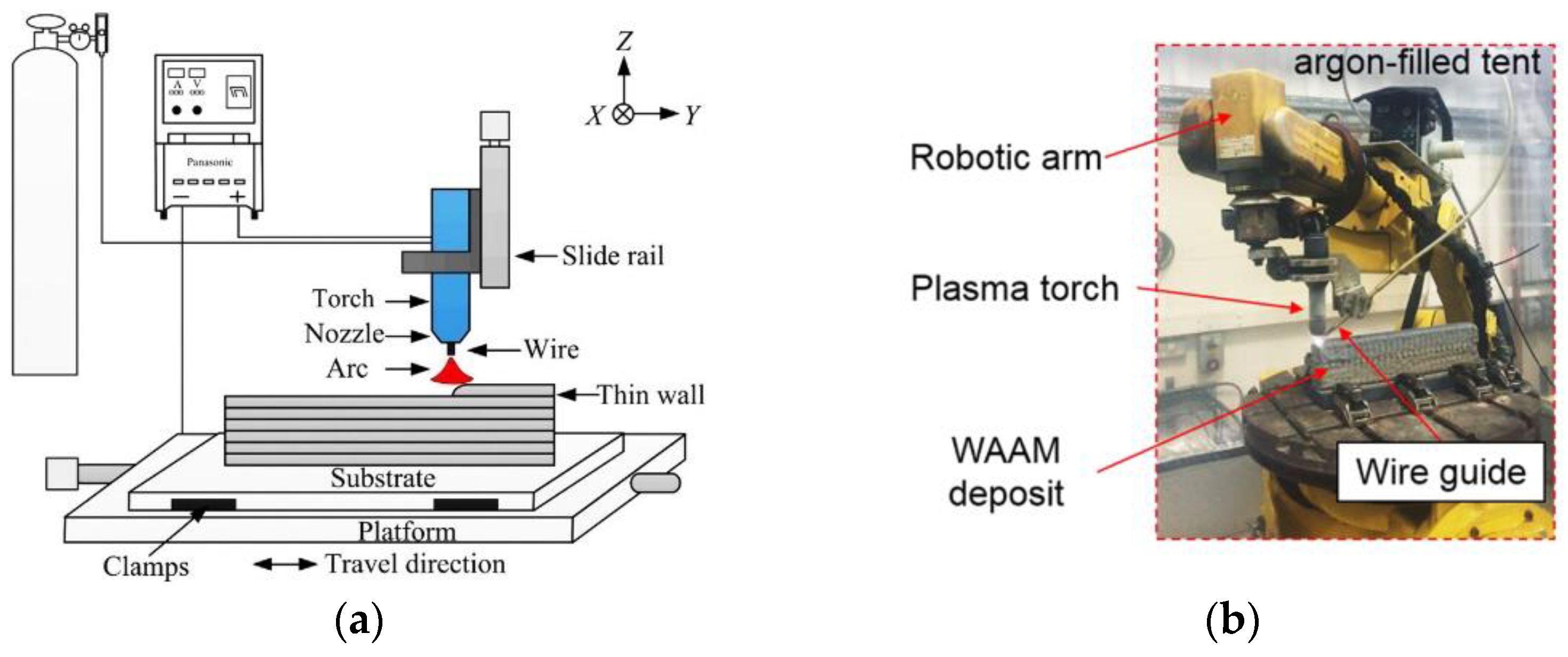
2. Wire Arc Additive Manufacturing (WAAM)
3. Wire Laser Additive Manufacturing (WLAM)
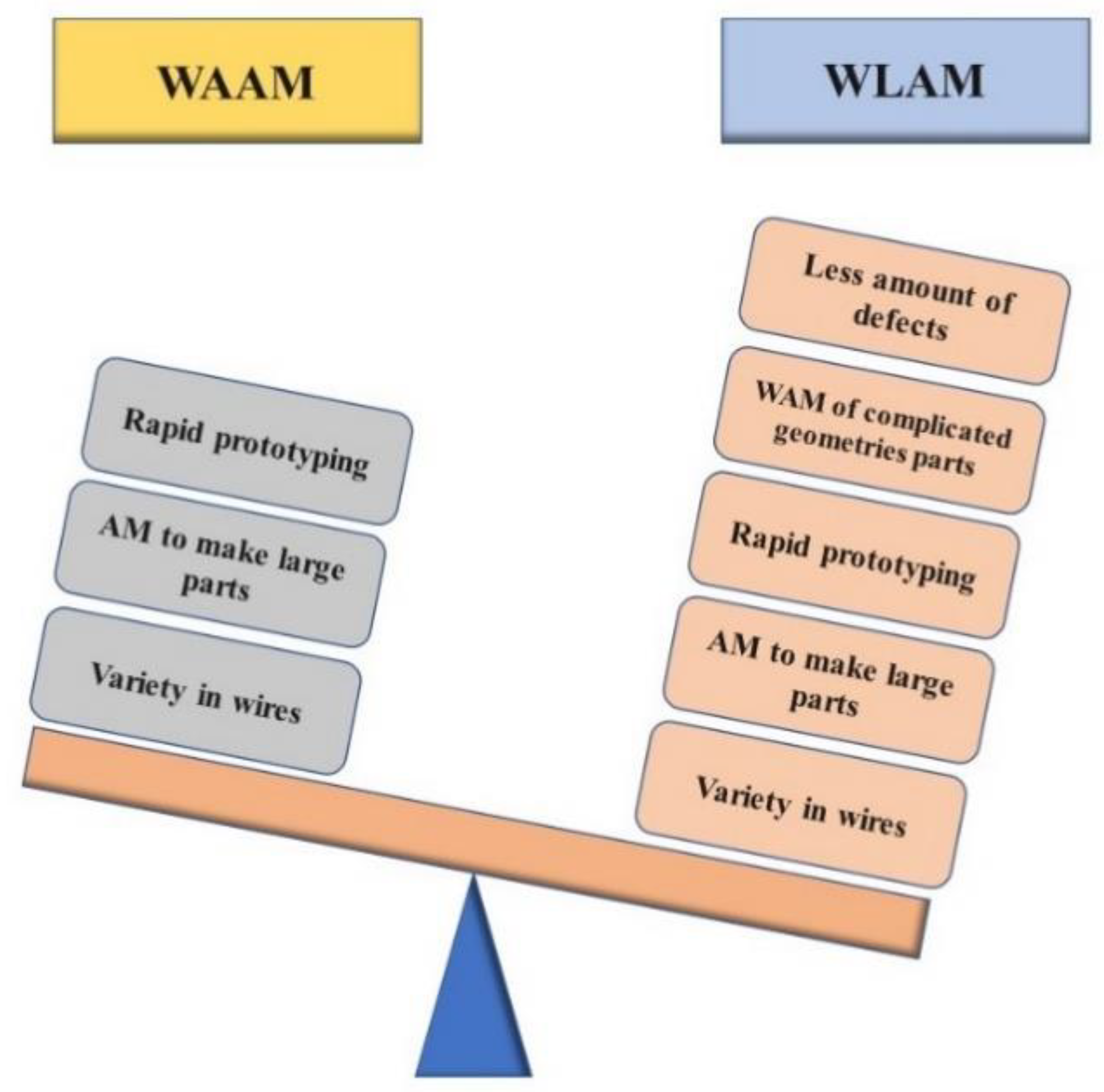
4. Comparing WAAM and WLAM
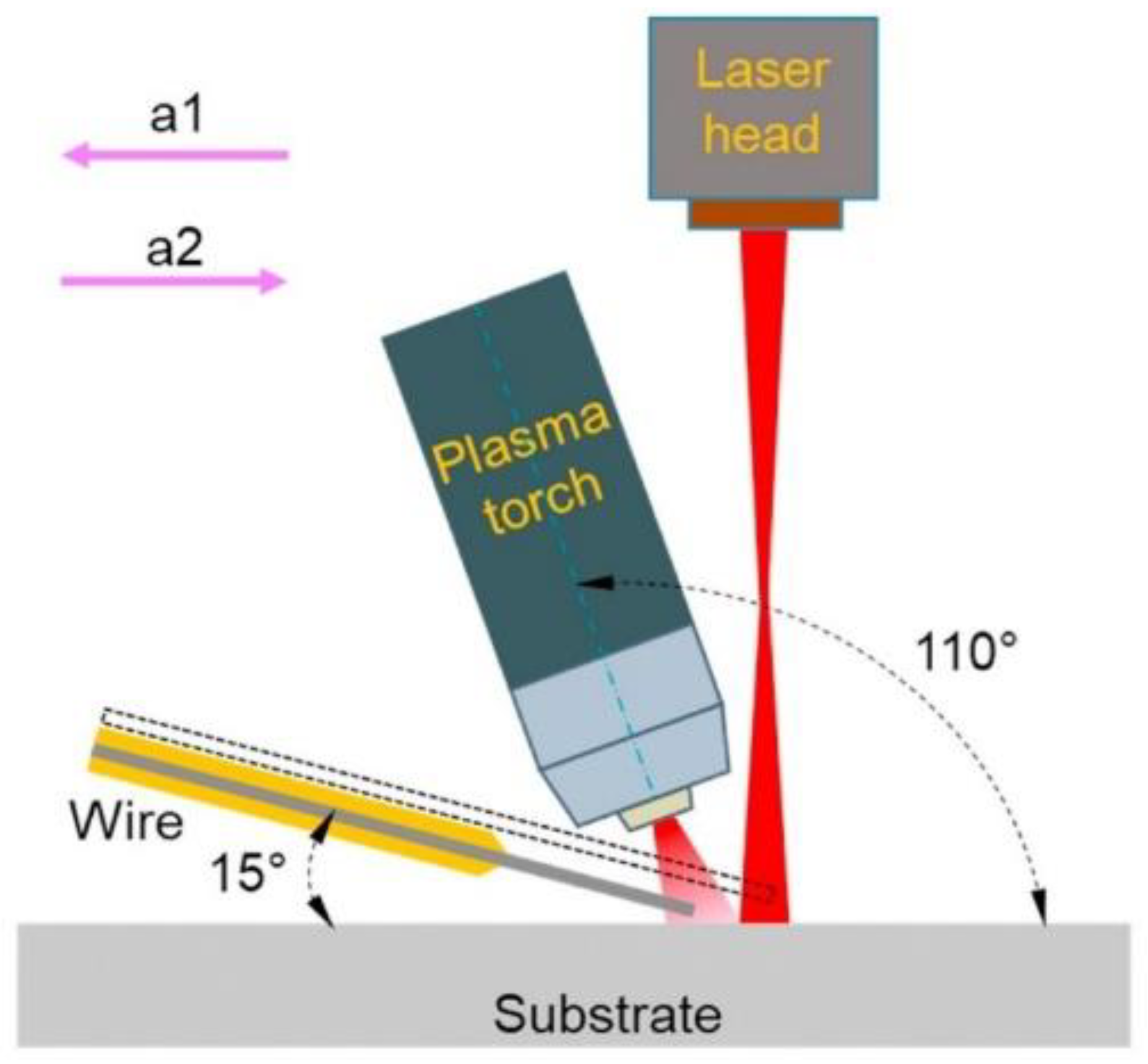
5. Laser Arc Hybrid Wire Manufacturing (LAHWM)
- High deposition rate: The high deposition rate of LAHWM enables the production of large and complex parts in a relatively short time.
- Cost-effectiveness: LAHWM is a cost-effective method for producing large parts as it requires less material compared to powder-based additive manufacturing.
- High precision: LAHWM produces parts with high precision and surface quality due to the high energy density of the laser and arc.
- Versatility: LAHWM can be used with a wide range of materials, including aluminum, titanium, and stainless steel.
- Improved mechanical properties: LAHWM can produce parts with improved mechanical properties, such as high strength and toughness.
6. Comparison between WAAM, WLAM and WLAHM
7. Outlook in MWAM Research and Development
8. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wong, K.V.; Hernandez, A. A Review of Additive Manufacturing. ISRN Mech. Eng. 2012, 16, 208760. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B.; Khorasani, M. Materials for Additive Manufacturing. In Additive Manufacturing Technologies; Springer International Publishing: Cham, Switzerland, 2021; pp. 379–428. [Google Scholar]
- Sahafnejad-Mohammadi, I.; Karamimoghadam, M.; Zolfagharian, A.; Akrami, M.; Bodaghi, M. 4D printing technology in medical engineering: A narrative review. J. Braz. Soc. Mech. Sci. Eng. 2022, 44, 233. [Google Scholar] [CrossRef]
- Dilberoglu, U.M.; Gharehpapagh, B.; Yaman, U.; Dolen, M. The Role of Additive Manufacturing in the Era of Industry 4.0. Procedia Manuf. 2017, 11, 545–554. [Google Scholar] [CrossRef]
- Vayre, B.; Vignat, F.; Villeneuve, F. Designing for Additive Manufacturing. Procedia CIRP 2012, 3, 632–637. [Google Scholar] [CrossRef]
- Williams, S.W.; Martina, F.; Addison, A.C.; Ding, J.; Pardal, G.; Colegrove, P. Wire + Arc Additive Manufacturing. Mater. Sci. Technol. 2016, 32, 641–647. [Google Scholar] [CrossRef]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Bourell, D.; Kruth, J.P.; Leu, M.; Levy, G.; Rosen, D.; Beese, A.M.; Clare, A. Materials for additive manufacturing. CIRP Ann. 2017, 66, 659–681. [Google Scholar] [CrossRef]
- Wohlers, T.; Gornet, T. History of Additive Manufacturing; Wohlers Associates: Fort Collins, CO, USA; Washington, DC, USA, 2016. [Google Scholar]
- Gao, W.; Zhang, Y.; Ramanujan, D.; Ramani, K.; Chen, Y.; Williams, C.B.; Wang, C.C.L.; Shin, Y.C.; Zhang, S.; Zavattieri, P.D. The status, challenges, and future of additive manufacturing in engineering. Comput.-Aided Des. 2015, 69, 65–89. [Google Scholar] [CrossRef]
- Guo, N.; Leu, M.C. Additive manufacturing: Technology, applications and research needs. Front. Mech. Eng. 2013, 8, 215–243. [Google Scholar] [CrossRef]
- Bikas, H.; Stavropoulos, P.; Chryssolouris, G. Additive manufacturing methods and modelling approaches: A critical review. Int. J. Adv. Manuf. Technol. 2015, 83, 389–405. [Google Scholar] [CrossRef]
- Horn, T.J.; Harrysson, O.L.A. Overview of Current Additive Manufacturing Technologies and Selected Applications. Sci. Prog. 2012, 95, 255–282. [Google Scholar] [CrossRef]
- Calignano, F.; Manfredi, D.; Ambrosio, E.P.; Biamino, S.; Lombardi, M.; Atzeni, E.; Salmi, A.; Minetola, P.; Iuliano, L.; Fino, P. Overview on Additive Manufacturing Technologies. Proc. IEEE 2017, 105, 593–612. [Google Scholar] [CrossRef]
- Altıparmak, S.C.; Xiao, B. A market assessment of additive manufacturing potential for the aerospace industry. J. Manuf. Process. 2021, 68, 728–738. [Google Scholar] [CrossRef]
- Ekren, B.Y.; Stylos, N.; Zwiegelaar, J.; Turhanlar, E.E.; Kumar, V. Additive manufacturing integration in E-commerce supply chain network to improve resilience and competitiveness. Simul. Model. Pract. Theory 2023, 122, 102676. [Google Scholar] [CrossRef]
- Abdulhameed, O.; Al-Ahmari, A.; Ameen, W.; Mian, S.H. Additive manufacturing: Challenges, trends, and applications. Adv. Mech. Eng. 2019, 11, 168781401882288. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B.; Khorasani, M. Design for Additive Manufacturing. In Additive Manufacturing Technologies; Springer International Publishing: Cham, Switzerland, 2021; pp. 555–607. [Google Scholar]
- Prakash, K.S.; Nancharaih, T.; Rao, V.S. Additive Manufacturing Techniques in Manufacturing -An Overview. Mater. Today Proc. 2018, 5, 3873–3882. [Google Scholar] [CrossRef]
- Ford, S.; Despeisse, M. Additive manufacturing and sustainability: An exploratory study of the advantages and challenges. J. Clean. Prod. 2016, 137, 1573–1587. [Google Scholar] [CrossRef]
- Meiabadi, M.S.; Moradi, M.; Karamimoghadam, M.; Ardabili, S.; Bodaghi, M.; Shokri, M.; Mosavi, A.H. Modeling the Producibility of 3D Printing in Polylactic Acid Using Artificial Neural Networks and Fused Filament Fabrication. Polymers 2021, 13, 3219. [Google Scholar] [CrossRef]
- Huang, S.H.; Liu, P.; Mokasdar, A.; Hou, L. Additive manufacturing and its societal impact: A literature review. Int. J. Adv. Manuf. Technol. 2013, 67, 1191–1203. [Google Scholar] [CrossRef]
- Scott, J.; Gupta, N.; Weber, C.; Caffrey, T. Additive Manufacturing: Status and Opportunities; Science and Technology Policy Institute: Washington, DC, USA, 2012. [Google Scholar]
- Bourell, D.L. Perspectives on Additive Manufacturing. Annu. Rev. Mater. Res. 2016, 46, 1–18. [Google Scholar] [CrossRef]
- Jiang, J.; Xu, X.; Stringer, J. Support Structures for Additive Manufacturing: A Review. J. Manuf. Mater. Process. 2018, 2, 64. [Google Scholar] [CrossRef]
- Kruth, J.-P.; Leu, M.C.; Nakagawa, T. Progress in Additive Manufacturing and Rapid Prototyping. Cirp Ann. 1998, 47, 525–540. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B.; Khorasani, M. Development of Additive Manufacturing Technology. In Additive Manufacturing Technologies; Springer International Publishing: Cham, Switzerland, 2021; pp. 23–51. [Google Scholar]
- Gu, D. Laser Additive Manufacturing (AM): Classification, Processing Philosophy, and Metallurgical Mechanisms. In Laser Additive Manufacturing of High-Performance Materials; Springer: Berlin/Heidelberg, Germany, 2015; pp. 15–71. [Google Scholar]
- Caiazzo, F.; Alfieri, V.; Casalino, G. On the Relevance of volumetric energy density in the investigation of inconel 718 laser powder bed fusion. Materials 2020, 13, 538. [Google Scholar] [CrossRef]
- Jiménez, A.; Bidare, P.; Hassanin, H.; Tarlochan, F.; Dimov, S.; Essa, K. Powder-based laser hybrid additive manufacturing of metals: A review. Int. J. Adv. Manuf. Technol. 2021, 114, 63–96. [Google Scholar] [CrossRef]
- Seepersad, C.C. Challenges and Opportunities in Design for Additive Manufacturing. 3D Print. Addit. Manuf. 2014, 1, 10–13. [Google Scholar] [CrossRef]
- Errico, V.; Campanelli, S.L.; Angelastro, A.; Mazzarisi, M.; Casalino, G. On the feasibility of AISI 304 stainless steel laser welding with metal powder. J. Manuf. Process. 2020, 56, 96–105. [Google Scholar] [CrossRef]
- Gasser, A.; Backes, G.; Kelbassa, I.; Weisheit, A.; Wissenbach, K. Laser Additive Manufacturing. Laser Tech. J. 2010, 7, 58–63. [Google Scholar] [CrossRef]
- Boley, C.D.; Khairallah, S.A.; Rubenchik, A.M. Calculation of laser absorption by metal powders in additive manufacturing. Appl. Opt. 2015, 54, 2477. [Google Scholar] [CrossRef]
- Bär, F.; Berger, L.; Jauer, L.; Kurtuldu, G.; Schäublin, R.; Schleifenbaum, J.H.; Löffler, J.F. Laser additive manufacturing of biodegradable magnesium alloy WE43: A detailed microstructure analysis. Acta Biomater. 2019, 98, 36–49. [Google Scholar] [CrossRef]
- Rajaguru, K.; Karthikeyan, T.; Vijayan, V. Additive manufacturing—State of art. Mater. Today Proc. 2020, 21, 628–633. [Google Scholar] [CrossRef]
- Doubrovski, Z.; Verlinden, J.C.; Geraedts, J.M.P. Optimal Design for Additive Manufacturing: Opportunities and Challenges. In Proceedings of the Volume 9: 23rd International Conference on Design Theory and Methodology; 16th Design for Manufacturing and the Life Cycle Conference, Washington, DC, USA, 28–31 August 2011; ASMEDC: Washington, DC, USA, 2011; pp. 635–646. [Google Scholar]
- Hu, D.; Kovacevic, R. Sensing, modeling and control for laser-based additive manufacturing. Int. J. Mach. Tools Manuf. 2003, 43, 51–60. [Google Scholar] [CrossRef]
- Moradi, M.; Karami Moghadam, M.; Asgari, F. 4D Printing Additive Manufacturing Review: Mechanisim, Chalanges, Applications and Future. Modares Mech. Eng. 2020, 20, 1063–1077. [Google Scholar]
- Slotwinski, J.A.; Garboczi, E.J.; Stutzman, P.E.; Ferraris, C.F.; Watson, S.S.; Peltz, M.A. Characterization of Metal Powders Used for Additive Manufacturing. J. Res. Natl. Inst. Stand. Technol. 2014, 119, 460–493. [Google Scholar] [CrossRef]
- Lakhdar, Y.; Tuck, C.; Binner, J.; Terry, A.; Goodridge, R. Additive manufacturing of advanced ceramic materials. Prog. Mater. Sci. 2020, 116, 100736. [Google Scholar] [CrossRef]
- Durakovic, B. Design for additive manufacturing: Benefits, trends and challenges. Period. Eng. Nat. Sci. (PEN) 2018, 6, 179. [Google Scholar] [CrossRef]
- Bhuvanesh Kumar, M.; Sathiya, P. Methods and materials for additive manufacturing: A critical review on advancements and challenges. Thin-Walled Struct. 2021, 159, 107228. [Google Scholar] [CrossRef]
- Yadav, S.P.; Pawade, R.S. Manufacturing Methods Induced Property Variations in Ti6Al4V Using High-Speed Machining and Additive Manufacturing (AM). Metals 2023, 13, 287. [Google Scholar] [CrossRef]
- Alonso, U.; Veiga, F.; Suárez, A.; Gil Del Val, A. Characterization of Inconel 718® superalloy fabricated by wire Arc Additive Manufacturing: Effect on mechanical properties and machinability. J. Mater. Res. Technol. 2021, 14, 2665–2676. [Google Scholar] [CrossRef]
- Safavi, M.S.; Bordbar-Khiabani, A.; Khalil-Allafi, J.; Mozafari, M.; Visai, L. Additive Manufacturing: An Opportunity for the Fabrication of Near-Net-Shape NiTi Implants. J. Manuf. Mater. Process. 2022, 6, 65. [Google Scholar] [CrossRef]
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Safavi, M.S.; Azarniya, A.; Farshbaf Ahmadipour, M.; Reddy, M.V. New-emerging approach for fabrication of near net shape aluminum matrix composites/nanocomposites: Ultrasonic additive manufacturing. J. Ultrafine Grained Nanostruct. Mater. 2019, 52, 188–196. [Google Scholar]
- Singh, S.; Ramakrishna, S.; Singh, R. Material issues in additive manufacturing: A review. J. Manuf. Process. 2017, 25, 185–200. [Google Scholar] [CrossRef]
- Gao, Y.; Wu, C.; Peng, K.; Song, X.; Fu, Y.; Chen, Q.; Zhang, M.; Wang, G.; Liu, J. Towards superior fatigue crack growth resistance of TC4-DT alloy by in-situ rolled wire-arc additive manufacturing. J. Mater. Res. Technol. 2021, 15, 1395–1407. [Google Scholar] [CrossRef]
- Dharmendra, C.; Shakerin, S.; Ram, G.D.J.; Mohammadi, M. Wire-arc additive manufacturing of nickel aluminum bronze/stainless steel hybrid parts—Interfacial characterization, prospects, and problems. Materialia 2020, 13, 100834. [Google Scholar] [CrossRef]
- Liu, R.; Wang, Z.; Sparks, T.; Liou, F.; Newkirk, J. Aerospace applications of laser additive manufacturing. In Laser Additive Manufacturing; Elsevier: Amsterdam, The Netherlands, 2017; pp. 351–371. [Google Scholar]
- Froes, F.H.; Boyer, R. (Eds.) Additive Manufacturing for the Aerospace Industry; Elsevier: Amsterdam, The Netherlands, 2019. [Google Scholar]
- Veiga, F.; Suárez, A.; Aldalur, E.; Goenaga, I.; Amondarain, J. Wire Arc Additive Manufacturing Process for Topologically Optimized Aeronautical Fixtures. 3D Print. Addit. Manuf. 2023, 10, 23–33. [Google Scholar] [CrossRef]
- Zhang, H.; Huang, J.; Liu, C.; Ma, Y.; Han, Y.; Xu, T.; Lu, J.; Fang, H. Fabricating Pyramidal Lattice Structures of 304 L Stainless Steel by Wire Arc Additive Manufacturing. Materials 2020, 13, 3482. [Google Scholar] [CrossRef] [PubMed]
- Ramonell, C.; Chacón, R. On the topological optimization of horizontal links in eccentrically braced frames. J. Constr. Steel Res. 2021, 185, 106887. [Google Scholar] [CrossRef]
- Alagha, A.N.; Hussain, S.; Zaki, W. Additive manufacturing of shape memory alloys: A review with emphasis on powder bed systems. Mater. Des. 2021, 204, 109654. [Google Scholar] [CrossRef]
- Seow, C.E.; Zhang, J.; Coules, H.E.; Wu, G.; Jones, C.; Ding, J.; Williams, S. Effect of crack-like defects on the fracture behaviour of Wire + Arc Additively Manufactured nickel-base Alloy 718. Addit. Manuf. 2020, 36, 101578. [Google Scholar] [CrossRef]
- Pereira, T.; Kennedy, J.V.; Potgieter, J. A comparison of traditional manufacturing vs additive manufacturing, the best method for the job. Procedia Manuf. 2019, 30, 11–18. [Google Scholar] [CrossRef]
- Zeng, Y.; Wang, X.; Qin, X.; Hua, L.; Xu, M. Laser Ultrasonic inspection of a Wire + Arc Additive Manufactured (WAAM) sample with artificial defects. Ultrasonics 2021, 110, 106273. [Google Scholar] [CrossRef] [PubMed]
- Hauser, T.; Reisch, R.T.; Breese, P.P.; Lutz, B.S.; Pantano, M.; Nalam, Y.; Bela, K.; Kamps, T.; Volpp, J.; Kaplan, A.F. Porosity in wire arc additive manufacturing of aluminium alloys. Addit. Manuf. 2021, 41, 101993. [Google Scholar] [CrossRef]
- Gierth, M.; Henckell, P.; Ali, Y.; Scholl, J.; Bergmann, J.P. Wire Arc Additive Manufacturing (WAAM) of Aluminum Alloy AlMg5Mn with Energy-Reduced Gas Metal Arc Welding (GMAW). Materials 2020, 13, 2671. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Qi, B.; Cong, B.; Yang, M.; Liu, F. Arc characteristics in double-pulsed VP-GTAW for aluminum alloy. J. Mater. Process. Technol. 2017, 249, 89–95. [Google Scholar] [CrossRef]
- Ding, J.; Colegrove, P.; Mehnen, J.; Ganguly, S.; Almeida, P.S.; Wang, F.; Williams, S. Thermo-mechanical analysis of Wire and Arc Additive Layer Manufacturing process on large multi-layer parts. Comput. Mater. Sci. 2011, 50, 3315–3322. [Google Scholar] [CrossRef]
- Wang, F.; Williams, S.; Colegrove, P.; Antonysamy, A.A. Microstructure and Mechanical Properties of Wire and Arc Additive Manufactured Ti-6Al-4V. Met. Mater. Trans. A 2012, 44, 968–977. [Google Scholar] [CrossRef]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. A tool-path generation strategy for wire and arc additive manufacturing. Int. J. Adv. Manuf. Technol. 2014, 73, 173–183. [Google Scholar] [CrossRef]
- Shen, C.; Pan, Z.; Ma, Y.; Cuiuri, D.; Li, H. Fabrication of iron-rich Fe–Al intermetallics using the wire-arc additive manufacturing process. Addit. Manuf. 2015, 7, 20–26. [Google Scholar] [CrossRef]
- Ding, D.; Pan, Z.; van Duin, S.; Li, H.; Shen, C. Fabricating Superior NiAl Bronze Components through Wire Arc Additive Manufacturing. Materials 2016, 9, 652. [Google Scholar] [CrossRef]
- Dong, B.; Pan, Z.; Shen, C.; Ma, Y.; Li, H. Fabrication of Copper-Rich Cu-Al Alloy Using the Wire-Arc Additive Manufacturing Process. Met. Mater. Trans. B 2017, 48, 3143–3151. [Google Scholar] [CrossRef]
- Ge, J.; Lin, J.; Chen, Y.; Lei, Y.; Fu, H. Characterization of wire arc additive manufacturing 2Cr13 part: Process stability, microstructural evolution, and tensile properties. J. Alloys Compd. 2018, 748, 911–921. [Google Scholar] [CrossRef]
- Graf, M.; Hälsig, A.; Höfer, K.; Awiszus, B.; Mayr, P. Thermo-Mechanical Modelling of Wire-Arc Additive Manufacturing (WAAM) of Semi-Finished Products. Metals 2018, 8, 1009. [Google Scholar] [CrossRef]
- Wu, B.; Pan, Z.; Ding, D.; Cuiuri, D.; Li, H. Effects of heat accumulation on microstructure and mechanical properties of Ti6Al4V alloy deposited by wire arc additive manufacturing. Addit. Manuf. 2018, 23, 151–160. [Google Scholar] [CrossRef]
- Oyama, K.; Diplas, S.; M’Hamdi, M.; Gunnæs, A.E.; Azar, A.S. Heat source management in wire-arc additive manufacturing process for Al-Mg and Al-Si alloys. Addit. Manuf. 2019, 26, 180–192. [Google Scholar] [CrossRef]
- Yangfan, W.; Xizhang, C.; Chuanchu, S. Microstructure and mechanical properties of Inconel 625 fabricated by wire-arc additive manufacturing. Surf. Coatings Technol. 2019, 374, 116–123. [Google Scholar] [CrossRef]
- Bambach, M.; Sizova, I.; Sydow, B.; Hemes, S.; Meiners, F. Hybrid manufacturing of components from Ti-6Al-4V by metal forming and wire-arc additive manufacturing. J. Mater. Process. Technol. 2020, 282, 116689. [Google Scholar] [CrossRef]
- Dong, B.; Cai, X.; Lin, S.; Li, X.; Fan, C.; Yang, C.; Sun, H. Wire arc additive manufacturing of Al-Zn-Mg-Cu alloy: Microstructures and mechanical properties. Addit. Manuf. 2020, 36, 101447. [Google Scholar] [CrossRef]
- Suárez, A.; Aldalur, E.; Veiga, F.; Artaza, T.; Tabernero, I.; Lamikiz, A. Wire arc additive manufacturing of an aeronautic fitting with different metal alloys: From the design to the part. J. Manuf. Process. 2021, 64, 188–197. [Google Scholar] [CrossRef]
- Yuan, L.; Pan, Z.; Ding, D.; Yu, Z.; van Duin, S.; Li, H.; Li, W.; Norrish, J. Fabrication of metallic parts with overhanging structures using the robotic wire arc additive manufacturing. J. Manuf. Process. 2021, 63, 24–34. [Google Scholar] [CrossRef]
- Yu, L.; Chen, K.; Zhang, Y.; Liu, J.; Yang, L.; Shi, Y. Microstructures and mechanical properties of NiTi shape memory alloys fabricated by wire arc additive manufacturing. J. Alloys Compd. 2022, 892, 162193. [Google Scholar] [CrossRef]
- Fu, J.; Gong, L.; Zhang, Y.; Wu, Q.; Shi, X.; Chang, J.; Lu, J. Microstructure and Mechanical Properties of Ti-6Al-4V Fabricated by Vertical Wire Feeding with Axisymmetric Multi-Laser Source. Appl. Sci. 2017, 7, 227. [Google Scholar] [CrossRef]
- Chen, X.; Kong, F.; Fu, Y.; Zhao, X.; Li, R.; Wang, G.; Zhang, H. A review on wire-arc additive manufacturing: Typical defects, detection approaches, and multisensor data fusion-based model. Int. J. Adv. Manuf. Technol. 2021, 117, 707–727. [Google Scholar] [CrossRef]
- Naksuk, N.; Poolperm, P.; Nakngoenthong, J.; Printrakoon, W.; Yuttawiriya, R. Experimental investigation of hot-wire laser deposition for the additive manufacturing of titanium parts. Mater. Res. Express 2022, 9, 056515. [Google Scholar] [CrossRef]
- Wang, L.; Gao, M.; Zhang, C.; Zeng, X. Effect of beam oscillating pattern on weld characterization of laser welding of AA6061-T6 aluminum alloy. Mater. Des. 2016, 108, 707–717. [Google Scholar] [CrossRef]
- Kancharla, V.; Mendes, M.; Grupp, M.; Baird, B. Recent advances in fiber laser welding. Biul. Inst. Spaw. 2018, 2018, 175–181. [Google Scholar] [CrossRef]
- Li, J.; Sun, Q.; Liu, Y.; Zhen, Z.; Sun, Q.; Feng, J. Melt flow and microstructural characteristics in beam oscillation superimposed laser welding of 304 stainless steel. J. Manuf. Process. 2020, 50, 629–637. [Google Scholar] [CrossRef]
- Wang, Z.; Oliveira, J.; Zeng, Z.; Bu, X.; Peng, B.; Shao, X. Laser beam oscillating welding of 5A06 aluminum alloys: Microstructure, porosity and mechanical properties. Opt. Laser Technol. 2018, 111, 58–65. [Google Scholar] [CrossRef]
- Li, S.; Mi, G.; Wang, C. A study on laser beam oscillating welding characteristics for the 5083 aluminum alloy: Morphology, microstructure and mechanical properties. J. Manuf. Process. 2020, 53, 12–20. [Google Scholar] [CrossRef]
- Hao, K.; Li, G.; Gao, M.; Zeng, X. Weld formation mechanism of fiber laser oscillating welding of austenitic stainless steel. J. Mater. Process. Technol. 2015, 225, 77–83. [Google Scholar] [CrossRef]
- Hietala, M.; Jaskari, M.; Ali, M.; Järvenpää, A.; Hamada, A. Dissimilar Laser Welding of Austenitic Stainless Steel and Abrasion-Resistant Steel: Microstructural Evolution and Mechanical Properties Enhanced by Post-Weld Heat Treatment. Materials 2021, 14, 5580. [Google Scholar] [CrossRef]
- Zhou, J.; Tsai, H.-L. Porosity Formation and Prevention in Pulsed Laser Welding. J. Heat Transf. 2006, 129, 1014–1024. [Google Scholar] [CrossRef]
- Bassis, M.; Kotliar, A.; Koltiar, R.; Ron, T.; Leon, A.; Shirizly, A.; Aghion, E. The Effect of a Slow Strain Rate on the Stress Corrosion Resistance of Austenitic Stainless Steel Produced by the Wire Laser Additive Manufacturing Process. Metals 2021, 11, 1930. [Google Scholar] [CrossRef]
- Li, K.; Lu, F.; Cui, H.; Li, X.; Tang, X.; Li, Z. Investigation on the effects of shielding gas on porosity in fiber laser welding of T-joint steels. Int. J. Adv. Manuf. Technol. 2014, 77, 1881–1888. [Google Scholar] [CrossRef]
- Brandl, E.; Palm, F.; Michailov, V.; Viehweger, B.; Leyens, C. Mechanical properties of additive manufactured titanium (Ti–6Al–4V) blocks deposited by a solid-state laser and wire. Mater. Des. 2011, 32, 4665–4675. [Google Scholar] [CrossRef]
- Brandl, E.; Schoberth, A.; Leyens, C. Morphology, microstructure, and hardness of titanium (Ti-6Al-4V) blocks deposited by wire-feed additive layer manufacturing (ALM). Mater. Sci. Eng. A 2012, 532, 295–307. [Google Scholar]
- Demir, A.G. Micro laser metal wire deposition for additive manufacturing of thin-walled structures. Opt. Lasers Eng. 2018, 100, 9–17. [Google Scholar] [CrossRef]
- Elmer, J.W.; Vaja, J.; Carpenter, J.S.; Coughlin, D.R.; Dvornak, M.J.; Hochanadel, P.; Gurung, P.; Johnson, A.; Gibbs, G. Wire-Based Additive Manufacturing of Stainless Steel Components. Weld. J. 2020, 99, 8s–24s. [Google Scholar] [CrossRef]
- Yuan, D.; Sun, X.; Sun, L.; Zhang, Z.; Guo, C.; Wang, J.; Jiang, F. Improvement of the grain structure and mechanical properties of austenitic stainless steel fabricated by laser and wire additive manufacturing assisted with ultrasonic vibration. Mater. Sci. Eng. A 2021, 813, 141177. [Google Scholar] [CrossRef]
- Yuan, D.; Shao, S.; Guo, C.; Jiang, F.; Wang, J. Grain refining of Ti-6Al-4V alloy fabricated by laser and wire additive manufacturing assisted with ultrasonic vibration. Ultrason. Sonochem. 2021, 73, 105472. [Google Scholar] [CrossRef]
- Liang, L.; Hu, R.; Wang, J.; Huang, A.; Pang, S. A thermal fluid mechanical model of stress evolution for wire feeding-based laser additive manufacturing. J. Manuf. Process. 2021, 69, 602–612. [Google Scholar] [CrossRef]
- Sun, W.; Shan, F.; Zong, N.; Dong, H.; Jing, T. A simulation and experiment study on phase transformations of Ti-6Al-4V in wire laser additive manufacturing. Mater. Des. 2021, 207, 109843. [Google Scholar] [CrossRef]
- da Silva, A.; Frostevarg, J.; Volpp, J.; Kaplan, A.F.H. Additive Manufacturing by laser-assisted drop deposition from a metal wire. Mater. Des. 2021, 209, 109987. [Google Scholar] [CrossRef]
- Huang, W.; Chen, S.; Xiao, J.; Jiang, X.; Jia, Y. Laser wire-feed metal additive manufacturing of the Al alloy. Opt. Laser Technol. 2020, 134, 106627. [Google Scholar] [CrossRef]
- Mortello, M.; Casalino, G. Transfer mode effects on Ti6Al4V wall building in wire laser additive manufacturing. Manuf. Lett. 2021, 28, 17–20. [Google Scholar] [CrossRef]
- Jamnikar, N.D.; Liu, S.; Brice, C.; Zhang, X. In situ microstructure property prediction by modeling molten pool-quality relations for wire-feed laser additive manufacturing. J. Manuf. Process. 2022, 79, 803–814. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, C.; Liu, X.; Wang, J.; Zhang, Y.; Long, W.; Guan, S.; Peng, L. Cross-Scale Simulation Research on the Macro/Microstructure of TC4 Alloy Wire Laser Additive Manufacturing. Metals 2022, 12, 934. [Google Scholar] [CrossRef]
- Zhang, W.; Xu, Y.; Shi, Y.; Su, G.; Gu, Y.; Volodymyr, K. Intergranular corrosion characteristics of high-efficiency wire laser additive manufactured Inconel 625 alloys. Corros. Sci. 2022, 205, 110422. [Google Scholar] [CrossRef]
- Cui, X.; Qi, E.; Sun, Z.; Jia, C.; Zeng, Y.; Wu, S. Wire Oscillating Laser Additive Manufacturing of 2319 Aluminum Alloy: Optimization of Process Parameters, Microstructure, and Mechanical Properties. Chin. J. Mech. Eng. Addit. Manuf. Front. 2022, 1, 100035. [Google Scholar] [CrossRef]
- Wang, C.; Suder, W.; Ding, J.; Williams, S. Wire based plasma arc and laser hybrid additive manufacture of Ti-6Al-4V. J. Mater. Process. Technol. 2021, 293, 117080. [Google Scholar] [CrossRef]
- Gong, M.; Meng, Y.; Zhang, S.; Zhang, Y.; Zeng, X.; Gao, M. Laser-arc hybrid additive manufacturing of stainless steel with beam oscillation. Addit. Manuf. 2020, 33, 101180. [Google Scholar] [CrossRef]
- Shen, H.; Jin, J.; Liu, B.; Zhou, Z. Measurement and evaluation of laser-scanned 3D profiles in wire arc hybrid manufacturing processes. Measurement 2021, 176, 109089. [Google Scholar] [CrossRef]
- Kapil, A.; Suga, T.; Tanaka, M.; Sharma, A. Towards hybrid laser-arc based directed energy deposition: Understanding bead formation through mathematical modeling for additive manufacturing. J. Manuf. Process. 2022, 76, 457–474. [Google Scholar] [CrossRef]
- Casalino, G.; Campanelli, S.L.; Ludovico, A. Laser-arc hybrid welding of wrought to selective laser molten stainless steel. Int. J. Adv. Manuf. Technol. 2013, 68, 209–216. [Google Scholar] [CrossRef]
- Ma, S.; Jiang, M.; Chen, X.; Li, B.; Jiang, N.; Chen, Y.; Wu, S.; Liang, J.; Li, B.; Lei, Z.; et al. Macro/micro-structure and mechanical properties of Al-6Mg-0.3Sc alloy fabricated by oscillating laser-arc hybrid additive manufacturing. J. Alloys Compd. 2022, 929, 167325. [Google Scholar] [CrossRef]
- Näsström, J.; Brueckner, F.; Kaplan, A.F.H. Laser enhancement of wire arc additive manufacturing. J. Laser Appl. 2019, 31, 022307. [Google Scholar] [CrossRef]
- Liu, M.; Ma, G.; Liu, D.; Yu, J.; Niu, F.; Wu, D. Microstructure and mechanical properties of aluminum alloy prepared by laser-arc hybrid additive manufacturing. J. Laser Appl. 2020, 32, 022052. [Google Scholar] [CrossRef]
- Gong, M.; Zhang, S.; Lu, Y.; Wang, D.; Gao, M. Effects of laser power on texture evolution and mechanical properties of laser-arc hybrid additive manufacturing. Addit. Manuf. 2021, 46, 102201. [Google Scholar] [CrossRef]
- Sefene, E.M.; Hailu, Y.M.; Tsegaw, A.A. Metal hybrid additive manufacturing: State-of-the-art. Prog. Addit. Manuf. 2022, 7, 737–749. [Google Scholar] [CrossRef]
- Gardner, L. Metal additive manufacturing in structural engineering—Review, advances, opportunities and outlook. Structures 2023, 47, 2178–2193. [Google Scholar] [CrossRef]
- Omiyale, B.O.; Olugbade, T.O.; Abioye, T.E.; Farayibi, P.K. Wire arc additive manufacturing of aluminium alloys for aerospace and automotive applications: A review. Mater. Sci. Technol. 2022, 38, 391–408. [Google Scholar] [CrossRef]
- Ma, Z.-X.; Cheng, P.-X.; Ning, J.; Zhang, L.-J.; Na, S.-J. Innovations in Monitoring, Control and Design of Laser and Laser-Arc Hybrid Welding Processes. Metals 2021, 11, 1910. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Optimum Input Parameters | Findings/Goals | Ref. |
|---|---|---|---|
| Mild-steel S355JR-AR | Welding speed: 8.33 mm/s Heat input is 269.5 J/mm Dwelling time: 400 s Wire diameter: 1.2 mm | Thermo-mechanical analysis was investigated | [64] |
| Ti—6Al-4V | Wire feed speed: 1.8 m/min Average voltage: 12 V Layer height: 1.2 mm Average current: 99A Peak current: 180 A Base current: 45 A Wire diameter: 1.2 mm | Enhancing the fatigue life of samples | [65] |
| Tool steel | Welding speed: 800 mm/min Shielding gas: argon and CO2 Flow rate: 22 L/min Wire diameter: 1.2 mm | Strategy of patterns was conducted | [66] |
| DH36 Low carbon steel | The arc length: 3.5 mm Average current: 140 A Average voltage: 12.7 V Welding speed: 100 mm/min Wire feed speed: 1000 mm/min Wire diameter: 0.9 mm | Enhancing yield strength | [67] |
| Ni-Al bronze (NES 747) | Wire feed speed: 5.4–8 m/min Welding speed: 400 mm/min Average current: 175.5–256.1 A Average voltage: 24.8–29 V Heat input: 653–1114 J/mm Wire diameter: 1.2 mm | Reaching the fine microstructure | [68] |
| Grade 1080 aluminum Cu-9 | Average current: 160 A Wire feed speed of Al: 311 mm/min Wire feed speed of Cu: 1300 mm/min Average deposition energy: 20.2 kJ/g Welding speed: 95 mm/min Gas flow rate: 9 L/min Inter-pass temperature: 673 K Wire diameter: 0.9 mm | Increasing the microhardness | [69] |
| 2Cr13 martensitic stainless steel | Welding speed: 0.4 m/min Wire feed angle: 90 Dwelling time: 120 s Average voltage: 12.9 V Average current: 96 A Wire feed speed: 5.2 m/min Arc length correction factor: 7% Wire diameter: 1.2 mm | Monitoring the stability and phase transformation for thin wall fabrication | [70] |
| G4Si1 (1.5130) steel AZ31 magnesium | Wire feed speed: 2.5–5.0 m/min Welding speed: 40 cm/min Half width: 2–3 mm Layer thickness: 2–3 mm The offset per layer: 1.7 mm Wire diameter: 1.2 mm | Thermo-physical properties monitoring | [71] |
| Ti6Al4V alloy | Shielded gas: 99.995% argon Average current: 110 A Average voltage: 12 V Welding speed: 95 mm/min Wire feed speed: 1000 mm/min Dwelling time: 125 s Wire diameter: 1.2 mm | Reaching desirable inter-pass temperature (200 °C) by controlling the shielding gas | [72] |
| Al-5Mg and Al-3Si alloys | Average voltage: 15.2–18 V Average current: 115–177 A Welding speed: 6–8 mm/s Dwelling time: 120 s Wire diameter: 0.9 mm | Heat-source management during the process | [73] |
| Inconel 625 | Wire feed speed: 6.5 m/min Welding speed: 8–10 mm/s Average current: 148 A Average voltage: 14.6 V Heat input: 216–270 J/mm Wire diameter: 1.2 mm | Defining the micro-hardness by considering the wall height (The first layer has less micro-hardness than the top layer) | [74] |
| Ti-6Al-4V alloy | Average current: 120 A Average voltage: 14 V Wire feed rate: 10 m/min Layer thickness: 3.3 mm Argon flow rate: 15 L/min Wire diameter: 1 mm | Improving the micro-hardness by post-processing with hot forging | [75] |
| Al-Zn-Mg-Cu alloys | Average current: 220 A Welding speed: 10 cm/min Wire feed speed: 130 cm/min Inter-pass temperature: 80 °C Wire diameter: 1.2 mm | Monitoring the phases after fabrication: columnar grains were originated from the first lines. | [76] |
| EN AW-5754A H111 (substrate) S Al 5556 (welding wire) | Welding speed: 0.3–0.6 m/min Wire feed speed: 9.45 m/min Shielding gas: argon/helium Average current: 60–180 A Average voltage: 0–23 V Wire diameter: 1 mm | The influence of energy input and porosity on the small walls was investigated by changing the travel speed | [62] |
| Titanium-6Al4V Stainless-steel-316 Inconel-718 Aluminum 5356 | Wire feed speed: 5–12 m/min Energy: 300–1080 J/mm Overlapped walls rate: 65% Shielding gas: argon Wire diameter: 1.2 mm | Improving productivity by matrix-manufacturing strategies | [77] |
| ER70S-6 Q235 | Shielding gas: argon and CO2 Welding speed: 0.1–0.6 m/min Wire feed speed: 1–5 m/min Nozzle to work distance: 5–21 mm Wire diameter: 0.9 mm | Weld bead geometries were investigated | [78] |
| Ni50.8Ti | Shielding gas: helium and argon Welding speed: 4 mm/s Average current: 110–130 A Average voltage: 14.7–14.9 V Wire feed speed: 7.4–8.9 m/min Wire diameter: 1 mm | Plasticity and mechanical properties improvement | [79] |
| Materials | Optimum Input Parameters | Findings/Goals | Ref. |
|---|---|---|---|
| Ti–6Al–4V | Laser power: 2.6–3.5 kW Laser scanning speed: 7.5–10 mm/s Feeding angle: 55° Wire-feed speed: 30–40 mm/s Diameter of optical fiber: 0.4 mm Focal plane diameter: 0.56 mm Focal length of optics: 140 mm Wire diameter: 1.2 mm Laser type: 3.5 kW Nd:YAG laser | Enhancing the yield strength to 884 MPa | [93] |
| Ti-6Al-4V | Laser power: 1.75–3.5 kW Laser scanning speed: 7.5–40 mm/s Wire-feed speed: 15–160 mm/s Focal length of optics: 140 mm Focal plane diameter: 0.56 mm Wire diameter: 1.2 mm Laser type: 3.5 kW Nd:YAG laser | Considering 600 °C/4 h treatment to enhance the micro-hardness | [94] |
| Ti-6Al-4V | Wire feed angle: 55° Deposit spacing: 3 mm Layer thickness: 0.8 mm Wire-feed speed: 2200 mm/min Laser power: 1.65 kW Deposition speed: 500 mm/min Diameter of laser beam: 3 mm Wire diameter: 1.2 mm Laser type: not reported | Proofing the strong forming ability by assuming vertical feeding for the wire | [80] |
| AISI 301 | Spot diameter: 0.3 mm Laser power: 150 W Pulse duration: 6–12 ms Wire-feeding speed: 900 mm/min Wire-feeding angle: 30° Shielding gas type-rate: Argon at 0.8 bar Laser scanning speed: 90–180 mm/min Wire diameter: 0.3–0.5 mm Laser type: 5 kW Nd:YAG laser | Fabricating 20 thin walls with efficient metal wire | [95] |
| 308L | Laser power: 0.4–1600 kW Laser scanning speed: 1.2 m/min Spot size: 2 mm Deposition rate: 0.7 kg/h Shielding gas: Argon Wire-feeding speed: 1.5 m/min Number of layers: 45 Bead overlap: 47% Wire diameter: 1.1 mm Laser type: 5 kW diode laser | Optimizing the parameters to enhance the wall quality | [96] |
| ER321 | Laser power: 2 kW Laser scanning speed: 4.5 mm/s Wire-feeding speed: 20 mm/s Shield gas flow rate: 15 L/min Wire diameter: 1.2 mm Laser type: 3 kW Fiber laser | Investigating the dendrite grains and using the UV synchronous movement | [97] |
| Ti-6Al-4V | Laser power: 1200 W Deposition speed: 2 mm/s Wire-feed rate: 10 mm/s Shield gas flow rate: 15 L/min Laser beam size: 2.6 mm Laser scanning speed: 120 mm/min Laser type: Not reported | Dendrite grains growth using ultrasound where the last layer has the greatest amount | [98] |
| Ti-6Al-4V | Width of the deposit: 2–4 mm Laser power: 3 kW Scanning speed: 20 mm/s Wire-feeding speed: 30 mm/s Wire diameter: 1 mm Laser type: Not reported | Simulation of the WLAM process | [99] |
| 316L | Feeding rate: 8.3 mm/s Laser scanning speed: 6.5 mm/s Deposition rate: 250 g/h Laser power: 1.5 kW Wire diameter: 1.2 mm Laser type: Not reported | Detecting defects such as porosity and lack of fusion in fabricated parts | [91] |
| Ti-6Al-4V | Laser power: 2.5–3 kW Laser scanning speed: 10 mm/s Cooling rate: 20 K/s Laser radius: 7.5 mm Wire diameter: 1.2 mm Laser type: 3 kW Fiber laser | A simulation of phases was conducted | [100] |
| 316L | Shielding gas flow rate: 20 L/min Wire-feeding speed: 3–7 m/min Laser power: 1.5–5 kW Wire diameter: 1.2 mm Laser type: 5 kW Fiber laser | The recoil pressure used to control drop detachment | [101] |
| Al alloy 5A06 | Shielding gas flow rate: 15 L/min Wire-feeding angles: 15–75° Laser power: 2.6–3.2 kW Laser scanning speed: 1–2.5 m/min Wire-feeding speed: 2–5 m/min Wire diameter: 1.2 mm Laser type: 4 kW Fiber laser | Reaching the best overlap rate for depositing metal (33.33% was the best amount) | [102] |
| Ti6-Al-4V | Beam waist: 0.3 mm Laser power: 200–1000 W Travel speed: 5, 8, 10 mm/s Wire-feed speed: 10, 13, 15 mm/s Laser type: 3 kW Fiber laser | Analyzing the surface tension by considering regular and smooth fabrication | [103] |
| Ti6-Al-4V | Laser power: 4–6 kW Laser scanning speed: 3.5–10 mm/s Wire-feeding rate: 40–71.3 mm/s Hot wire power: 300 W Wire diameter: 1.5 mm Laser type: 6 kW Fiber laser | Monitoring molten pool processing | [104] |
| Ti6-Al-4V | Laser scanning speed: 1–30 mm/s Laser power: 1–1.8 kW Peak temperature: 3125 K Laser type: 3 kW Fiber laser | Monitoring the molten pool with laser parameters. Expansion and increase of the molten pool is highly dependent on high laser power | [105] |
| Inconel 625 | Deposition rates: 10 m/min Shielding gas flow rate: 20 L/min Laser power: 2000 W Wire-feeding rate: 55 mm/s Wire diameter: 1.2 mm Laser type: 2 kW Fiber laser | Monitoring corrosion resistance on the dendrite core and inter-dendritic zone. The inter-dendritic zone had less corrosion resistance than the dendrite core | [106] |
| ER2319 | Focal length: 200 and 300 mm Laser Power: 1900–2400 W Laser scanning speed: 1.2 m/min Wire scanning speed: 1.2 m/min Wire diameter: 1.2 mm Laser type: 3 kW Fiber laser | Microstructure analysis was investigated to monitor the columnar crystals on the layer boundaries | [107] |
| Materials | Optimum Input Parameters | Findings/Goals | Ref. |
|---|---|---|---|
| ER316L | Laser power: 2 kW Laser scanning speed: 0.3 1.2 m/min Wire-feed speed: 6 m/min Wire diameter: 1 mm Heat input: 175–289 J/mm Layer length: 160 mm Average current: 112 A Average voltage: 13.3 V Shielding gas flow rate: 25 L/min Angle of arc torch to the workpiece: 60° Angle of laser to the workpiece: 90° Laser-arc distance: 2 mm Laser type: 6 kW Fiber laser | Improving the surface roughness and quality of WAAM samples for the same material by oscillating laser beam | [113] |
| 316L-Si Stainless steel | Laser scanning speed: 35 mm/s Wire-feed speed: 6.7 m/min Wire diameter: 1.2 mm Focal length of optics: 250 mm Focal plane diameter: 3 mm Layer height: 0.8–1.2 mm Average current: 170 A Average voltage: 18.5 V Angle of arc torch to the workpiece: 90° Angle of laser to the workpiece: 30° Laser type: 3.5 kW fiber laser | Topological accuracy decreased by increasing the deposition rate | [114] |
| ER4043 and 6061 | Laser power: 200–400 W Scanning speed: 1000 mm/min Wire-feed speed: 250 mm/min Average current: 80–160 A Average voltage: 13.3 V Wire diameter: 1.2 mm Laser type: Nd:YAG | Increasing the tensile strength from 143.6 MPa to 164.4 MPa by comparing the WAAM process for the same material | [115] |
| ER316L | Laser power: 500–2000 W Average current: 147 A Average voltage: 14.2 V Angle of arc torch to the workpiece: 55° Angle of laser to the workpiece: 90° Wire-feed speed: 0.6 m/min Heat input: 259–409 J/mm Focal plane diameter: 0.4 mm Wire diameter: 1 mm Laser type: 6 kW fiber laser | Increasing the laser power, the trend became weaker, and expanding the deposition wall decreased micro-hardness | [116] |
| Features |  |  |  |
| WAAM | WLAM | LAHWM | |
| Arc source | ✅ | ✅ | |
| Cost-effectiveness | ✅ | ||
| Laser source | ✅ | ✅ | |
| Versatility (multi-metals fabrication) | ✅ | ✅ | ✅ |
| Better process control | - | + | ++ |
| Higher deposition rate | - | + | ++ |
| Higher precision | - | + | ++ |
| Better wall accuracy | - | + | ++ |
| Post-processing requirement | ++ | + | - |
| More complexity | - | + | ++ |
| Harder to install | - | + | ++ |
| Better portability | ++ | + | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Casalino, G.; Karamimoghadam, M.; Contuzzi, N. Metal Wire Additive Manufacturing: A Comparison between Arc Laser and Laser/Arc Heat Sources. Inventions 2023, 8, 52. https://doi.org/10.3390/inventions8020052
Casalino G, Karamimoghadam M, Contuzzi N. Metal Wire Additive Manufacturing: A Comparison between Arc Laser and Laser/Arc Heat Sources. Inventions. 2023; 8(2):52. https://doi.org/10.3390/inventions8020052
Chicago/Turabian StyleCasalino, Giuseppe, Mojtaba Karamimoghadam, and Nicola Contuzzi. 2023. "Metal Wire Additive Manufacturing: A Comparison between Arc Laser and Laser/Arc Heat Sources" Inventions 8, no. 2: 52. https://doi.org/10.3390/inventions8020052
APA StyleCasalino, G., Karamimoghadam, M., & Contuzzi, N. (2023). Metal Wire Additive Manufacturing: A Comparison between Arc Laser and Laser/Arc Heat Sources. Inventions, 8(2), 52. https://doi.org/10.3390/inventions8020052