Insights of the Qualified ExoMars Laser and Mechanical Considerations of Its Assembly Process

 , ,
, ,
Abstract
1. Introduction: Martian Exploration
2. Martian Lasers
2.1. Specific Scientific Lasers for Mars Exploration
- The Mars Organic Molecule Analyser (MOMA) to conduct broad-range searches for organic molecules,
- The Raman Laser Spectrometer (RLS) to identify mineral phases and search for the presence of carbon.
2.2. Requirements for the ExoMars Laser
- 20 and 35 mW of optical output power,
- Mass of less than 50 g,
- Redundant design (two lasers assembled on the same breadboard),
- Pulse width stability of 30 pm,
- Irradiance of 0.8 and 1.2 kW/cm2.
- Thermal non-operational range between −60 C and +70 C,
- Vibration and shock as seen in Table 1,
- Space radiations.
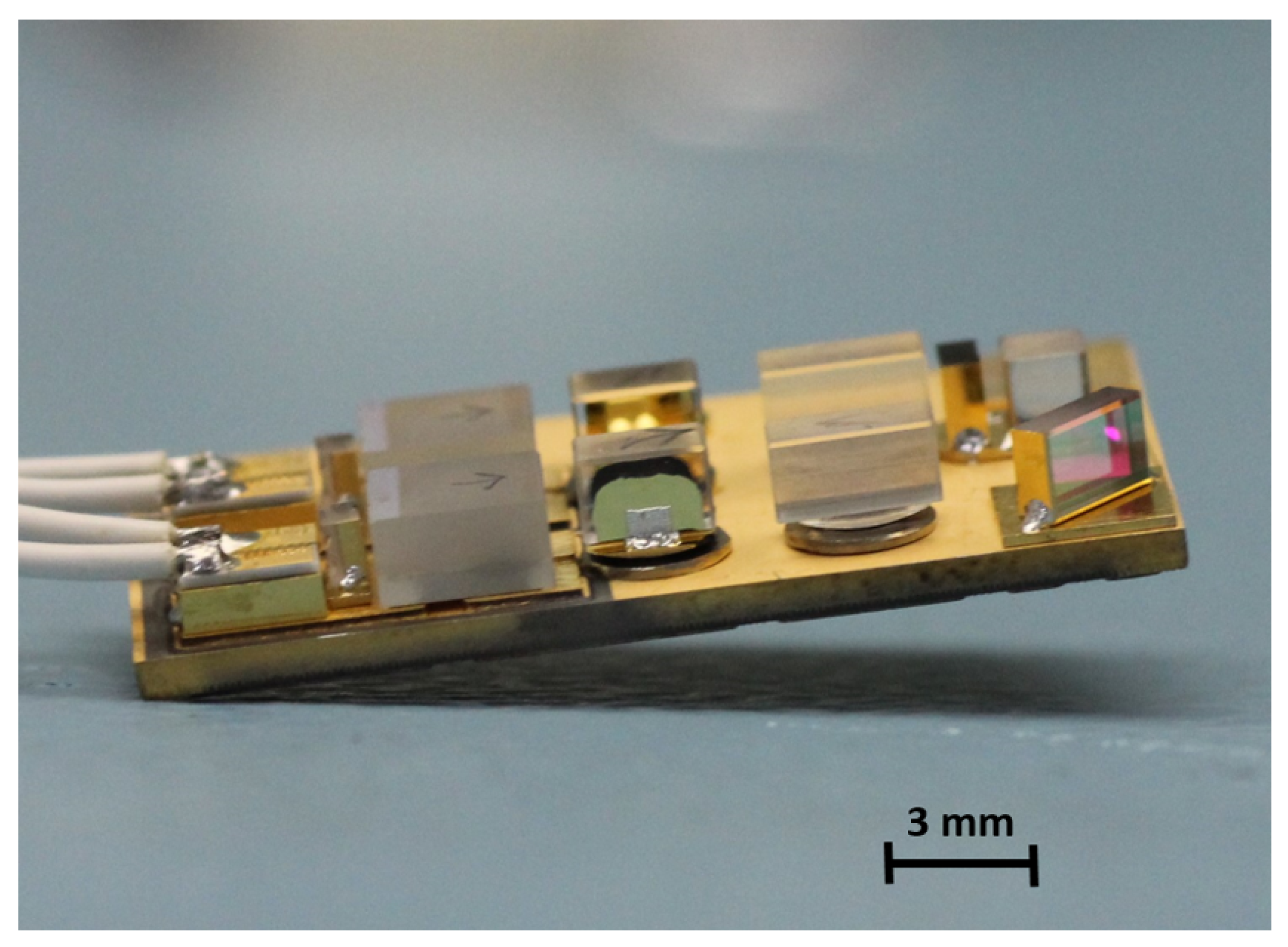
3. Laser Design and Assembling Method
3.1. Laser Design
- a steering mirror to redirect the laser beam propagation at a 90 angle;
- /2 waveplates to shift the laser beam polarization and be able to combine both beams through a polarizer cube;
- a double polarization beam splitter, to steer the laser beam another 90 while redirecting 5% of the light to a power feedback-control photodiode (in charge of stabilizing the laser output power);
- a pinhole-mirror element, used to couple both coaxial beams inside the output fiber while reflecting the back scattered light from the sample to an autofocus photodiode in charge of adjusting the focus of the light onto the Martian sample.
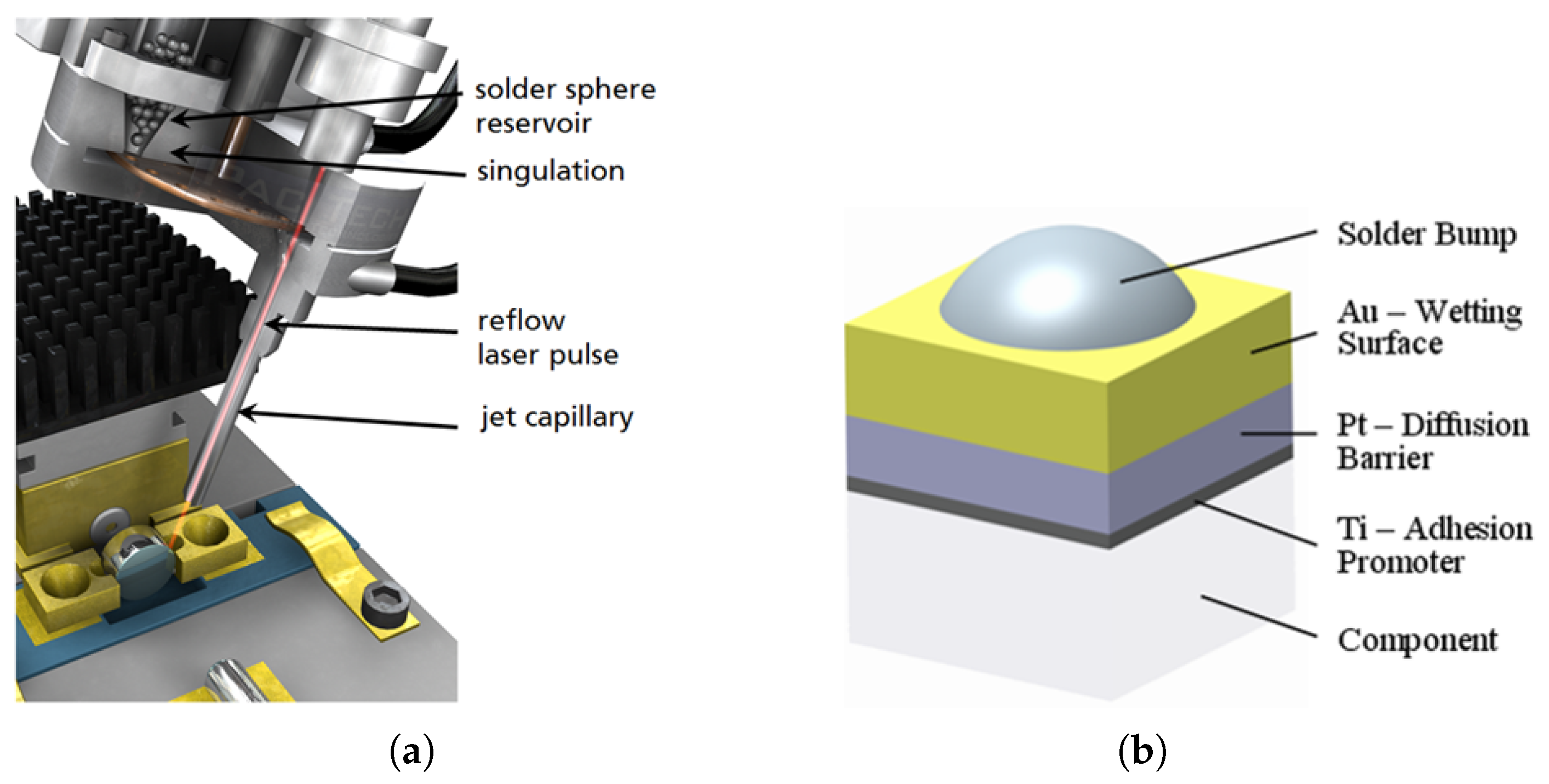
3.2. Assembling Method
4. Laser Assembly Process
4.1. Alignment and Soldering Processes
4.2. Stress Analysis
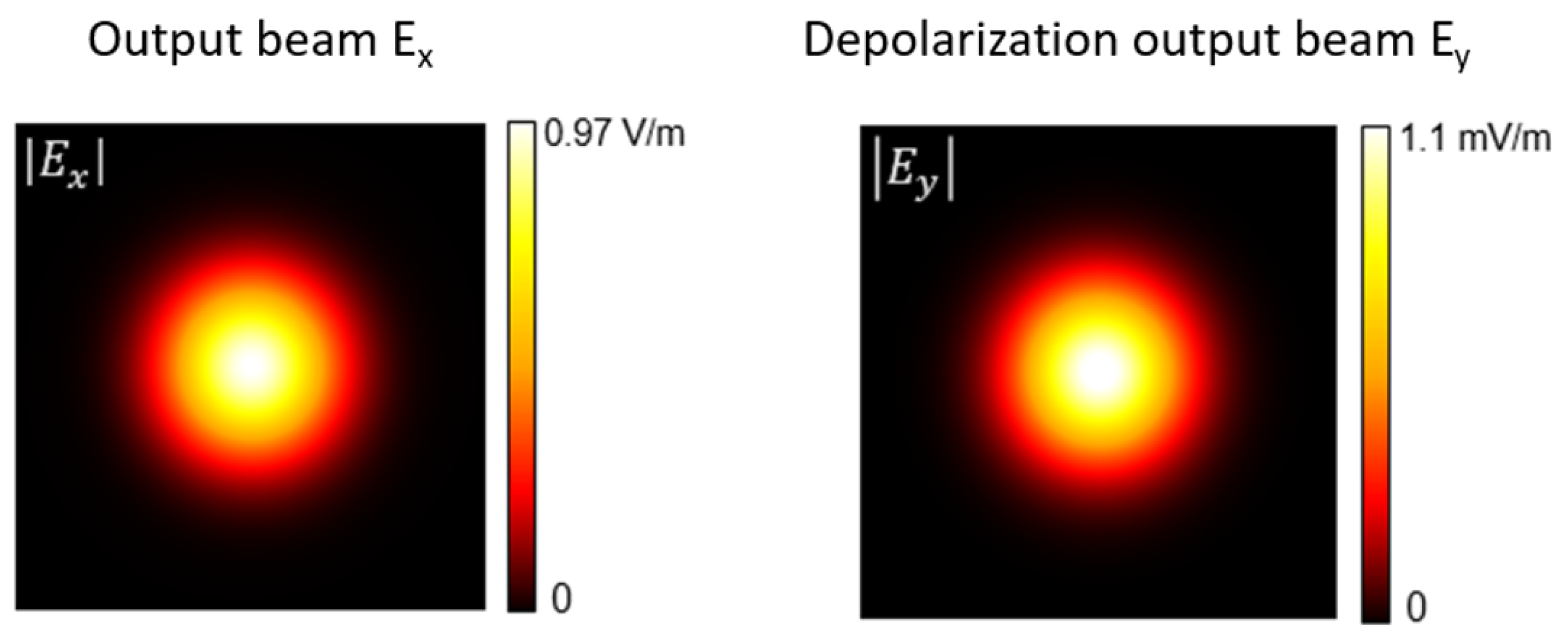
5. Results
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| NASA | National Aeronautics and Space Administration |
| ESA | European Space Agency |
| INTA | National Institute of Aerospace Technology |
| IOF | Institute for Applied Optics and Precision Engineering |
| USSR | Union of Soviet Socialist Republics |
| LIBS | Laser-Induced Breakdown Spectroscopy |
| Nd:KGW | Neodymium doped Potassium-Gadolinium Tungstate |
| Nd:YAG | Neodymium-doped Yttrium Aluminum Garnet |
| SHERLOC | Scanning Habitable Environments with Raman and Luminescence for Organics and Chemicals |
| UV | UltraViolet |
| MOMA | Mars Organic Molecule Analyser |
| RLS | Raman Laser Spectrometer |
| Nd:Cr:YAG | Neodymium/Chromium Doped YAG |
| DPSSL | Diode-Pumped Solid-State Laser |
| SHG | Second-Harmonic Generation |
| BBO | Beta Barium Borate |
| FAC | Fast Axis Collimator |
| HT | High Transmission |
| HR | High Reflection |
| AIN | Aluminium Nitride |
| FS | Fused Silica |
| FEM | Finite-Element-Method |
| FM | Flight Module |
| PVD | Physical Vapour Deposition |
| SAC305 | Sn95.5Ag3.9Cu0.6 |
| DOF | Degrees-of-freedom |
References
- Journey to the Red Planet: A Mars Missions Timeline. Available online: https://www.space.com/13676-mars-missions-timeline-history.html (accessed on 28 February 2019).
- A Brief History of Mars Missions. Available online: https://www.space.com/13558-historic-mars-missions.html (accessed on 28 February 2019).
- A Chronology of Mars Exploration. Available online: https://history.nasa.gov/marschro.htm (accessed on 28 February 2019).
- Mars Pathfinder. Available online: https://www.nasa.gov/mission_pages/mars-pathfinder (accessed on 28 February 2019).
- Mars Rover Opportunity Is Dead After Record-Breaking 15 Years on Red Planet. Available online: https://www.space.com/mars-rover-opportunity-declared-dead.html (accessed on 28 February 2019).
- Curiosity Rover Is Back to Science on Mars. Available online: https://www.space.com/mars-curiosity-rover-returns-to-science.html (accessed on 28 February 2019).
- European Mars Lander Crashed Due to Data Glitch, ESA Concludes. Available online: https://www.space.com/37015-schiaparelli-mars-lander-crash-investigation-complete.html (accessed on 29 March 2019).
- Ciminelli, C.; Del’Olio, F.; Armensie, M.N. Photonic Sensors and Instruments. In Photoncis in Space, Advanced Photonic Devices and Systems; World Scientific: London, UK, 2016; pp. 180–185. ISBN 9789814725101. [Google Scholar] [CrossRef]
- Wiens, R.C.; Sylvestre, R.C.; Perez, F.R. The SuperCAM remote sensing instrument suite for the Mars 2020 rover mission: A preview. Spectroscopy 2017, 32, 50–55. [Google Scholar]
- Beegle, L.; Bhartia, R.; White, M.; DeFlores, L.; Abbey, W.; Wu, Y.H.; Cameron, B.; Moore, J.; Fries, M.; Burton, A.; et al. Sherlock: Scanning habitable environments with Raman and luminescence for organics and chemicals. In Proceedings of the IEEE Aerospace Conference, Big Sky, MT, USA, 7–14 March 2015; pp. 1–11. [Google Scholar]
- Solanki, R.; Fairbank, W.M.; Collins, G.J. Multiwatt Operation of Cu II and Ag II Cathode Lasers. IEEE J. Quantum Electron. 1980, 16, 1292–1294. [Google Scholar] [CrossRef]
- Photonsystems. Available online: https://photonsystems.com/space-qualified/ (accessed on 28 February 2019).
- Vago, J.L.; Westall, F.; Coates, A.J.; Jaumann, R.; Korablev, O.; Ciarletti, V.; Mitrifanov, I.; Josset, J.L.; DeSanctis, M.C.; Bibring, J.P.; et al. Habitability on Early Mars and the Search for Biosignatures with the ExoMars Rover. Astrobiology 2017, 17, 471–510. [Google Scholar] [CrossRef]
- Goesmann, F.; Brinckerhoff, W.B.; Raulin, F.; Goetz, W.; Danell, R.M.; Getty, S.A.; Siljestrom, S.; Missbach, H.; Steininger, H.; Arevalo, R.D.; et al. The Mars Organic Molecule Analyzer (MOMA) Instrument: Characterization of Organic Material in martian Sediments. Astrobiology 2017, 17, 655–685. [Google Scholar] [CrossRef]
- Kolleck, C.; Buttner, A.; Ernst, M.; Hulsenbusch, T.; Lang, T.; Marwah, R.; Mebben, S.; Priehs, M.; Kracht, D.K.; Neumann, J. Development of a pulsed UV laser system for laser-desorption mass spectrometry on Mars. In Proceedings of the International Conference on Space Optics, Rhodes Island, Greece, 4–8 October 2010; Volume 10. [Google Scholar] [CrossRef]
- Perez, C.; Colombo, M.; Díaz, C.; Santamaría, P.; Ingley, R.; Parrot, Y.; Maurice, S.; Popp, J.; Tarcea, N.; Edwards, H.G.M. Raman laser spectrometer development for Exomars. In Proceedings of the European Planetary Science Congress, London, UK, 8–13 September 2013; Volume 935. [Google Scholar]
- Rull, F.; Maurice, S.; Diaz, E.; Tato, C.; Pacros, A. The Raman laser spectrometer (RLS) on the Exomars 2018 rover mission. In Proceedings of the Lunar and Planetary Science Conference, The Woodlands, TX, USA, 7–11 March 2011; Volume 42. [Google Scholar]
- Ott, S.; ExoMars Project Team. Exomars 2018 Mission and System Requirements Document EXM-M2-RSD-ESA-00003 Issue 1. Available online: http://emits.sso.esa.int/emits-doc/ALENIA/Exomars/ExoMars_Mission_2018/EXM-M2-RSD-ESA-00003_M-SRD1.0_paper[1].pdf (accessed on 28 February 2019).
- Ribes-Pleguezuelo, P.; Moral, A.; Basset, M.G.; Rodriguez, P.; Rodriguez, G.; Laudisio, M.; Galan, M.; Hornaff, M.; Beckert, E.; Eberhardt, R.; et al. Assembly process comparison for a miniaturized laser used for the Exomars European Space Agency misión. Opt. Eng. 2016, 55, 116107. [Google Scholar] [CrossRef]
- Ribes-Pleguezuelo, P. Low-Stress Soldering Process to Assemble Highly Stable and Miniaturized Laser Resonators. Ph.D. Thesis, Faculty of Physics and Astronomy, Friederich Schiller University Jena, Jena, Germany, 2018. [Google Scholar]
- Yagi, H.; Takaichi, K.; Ueda, K.; Yamasaki, Y.; Yanagitani, T.; Kaminskii, A.A. The Physical Properties of Composite YAG Ceramics. Laser Physics 2005, 15, 1338–1349. [Google Scholar]
- Gilaberte-Basset, M. Miniaturized Frequency Doubled DPSS Laser Soldered for Space Applications. Master’s Thesis, Universitat Politécnica de Catalunya (UPC), Barcelona, Spain, 2014. [Google Scholar]
- Beckert, E.; Oppert, T.; Azdasht, G.; Zakel, E.; Burkhardt, T.; Hornaff, M.; Kamm, A.; Scheidig, I.; Eberhardt, R.; Tünnermann, A.; et al. Solder Jetting—A Versatile Packaging and Assembly Technology for Hybrid Photonics and Optoelectronical Systems. In Proceedings of the IMAPS 2009, 42nd International Symposium on Microelectronics: Bringing Together the Entire Microelectronics Supply Chain! San Jose, CA, USA, 1–5 November 2009; Volume 42, pp. 406–412. [Google Scholar]
- Kousar, S. Higly Precised Soldering of End Mirrors of a Miniature Diode-Pumped Solid-State Laser for Euopean Space Ageny ExoMars Mission. Master’s Thesis, Friedrich Schiller University Jena, Jena, Germany, 2014. [Google Scholar]
- Banse, H.; Beckert, E.; Eberhardt, R.; Stöckl, W.; Vogel, J. Laser beam soldering—A new assembly technology for microoptical systems. Microsyst. Technol. 2005, 11, 186–193. [Google Scholar] [CrossRef]
- Burkhardt, T.; Hornaff, M.; Beckert, E.; Eberhardt, R.; Tünnermann, A. Parametric investigation of solder bumping for assembly of optical components. Proc. SPIE 2009, 7202, 720203. [Google Scholar] [CrossRef]
- Ribes-Pleguezuelo, P.; Zhang, S.; Beckert, E.; Eberhardt, R.; Wyrowski, F.; Tünnermann, A. Method to simulate and analyse induced stresses for laser crystal packaging technologies. Opt. Express 2017, 25, 5927–5940. [Google Scholar] [CrossRef] [PubMed]
- Ribes-Pleguezuelo, P.; Septriani, B.; Zhang, S.; Beckert, E.; Eberhardt, R.; Wyrowski, F.; Tünnermann, A. Solderjet bumping packaging technique optimization for the miniaturization of laser devices. J. Eur. Opt. Soc. Rapid Publ. 2017, 13. [Google Scholar] [CrossRef]
- ESA. Available online: http://exploration.esa.int/mars/60918-rover-laboratory-inside-test-chamber/ (accessed on 17 April 2019).
- ESA. Available online: http://www.esa.int/spaceinimages/Images/2017/03/ExoMars_rover (accessed on 28 February 2019).











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sine | 5 Hz | 1 g/1 g | In-plane/out-plane |
| 30 Hz | 20 g/25 g | ||
| 100 Hz | 20 g/25 g | ||
| Random | 20 Hz to 40 Hz | +6 dB/OCT | In-plane/out plane during 120 s |
| 40 to 450 Hz | 0.16 | ||
| 450 to 2000 Hz | −6 dB/OCT | ||
| grms | 11 | ||
| Shock | 100 Hz | 25 g | Performed per axis |
| 200 Hz | 1500 g | ||
| 10,000 Hz | 1500 g |
| 300 m Bump | 400 m Bump | 760 m Bump | |
|---|---|---|---|
| Energy (mJ) | Energy (mJ) | Energy (mJ) | |
| BBO/KOVAR | 150 | 205 | 389 |
| YAG/Copper | 217 | 232 | 398 |
| FS/KOVAR | 217 | 232 | 441 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ribes-Pleguezuelo, P.; Guilhot, D.; Gilaberte Basset, M.; Beckert, E.; Eberhardt, R.; Tünnermann, A. Insights of the Qualified ExoMars Laser and Mechanical Considerations of Its Assembly Process. Instruments 2019, 3, 25. https://doi.org/10.3390/instruments3020025
Ribes-Pleguezuelo P, Guilhot D, Gilaberte Basset M, Beckert E, Eberhardt R, Tünnermann A. Insights of the Qualified ExoMars Laser and Mechanical Considerations of Its Assembly Process. Instruments. 2019; 3(2):25. https://doi.org/10.3390/instruments3020025
Chicago/Turabian StyleRibes-Pleguezuelo, Pol, Denis Guilhot, Marta Gilaberte Basset, Erik Beckert, Ramona Eberhardt, and Andreas Tünnermann. 2019. "Insights of the Qualified ExoMars Laser and Mechanical Considerations of Its Assembly Process" Instruments 3, no. 2: 25. https://doi.org/10.3390/instruments3020025
APA StyleRibes-Pleguezuelo, P., Guilhot, D., Gilaberte Basset, M., Beckert, E., Eberhardt, R., & Tünnermann, A. (2019). Insights of the Qualified ExoMars Laser and Mechanical Considerations of Its Assembly Process. Instruments, 3(2), 25. https://doi.org/10.3390/instruments3020025