
A Bio-Inspired Approach to Improve the Toughness of Brittle Bast Fibre-Reinforced Composites Using Cellulose Acetate Foils



Abstract
1. Introduction
- Can thin and flexible CA foils be processed into composite materials?
- Can cracks be successfully redirected through the CA foils to increase toughness?
- How does the addition of CA foils change tensile and bending properties?
2. Materials and Methods
2.1. Materials
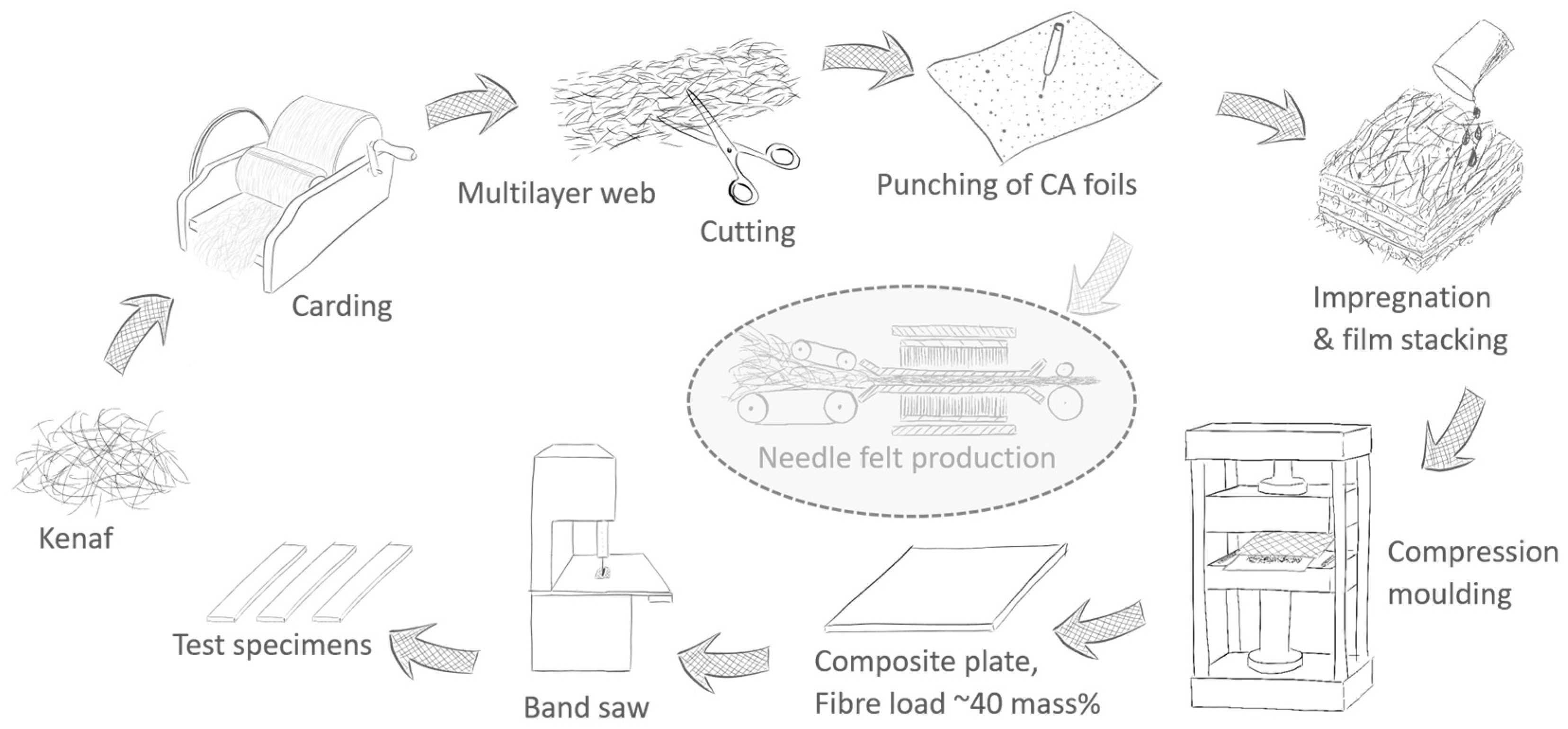
2.2. Composite Production of Kenaf/CA Hybrid Composites
2.3. Composite Production of Hybrid Composites Containing Different Kinds of Fibres
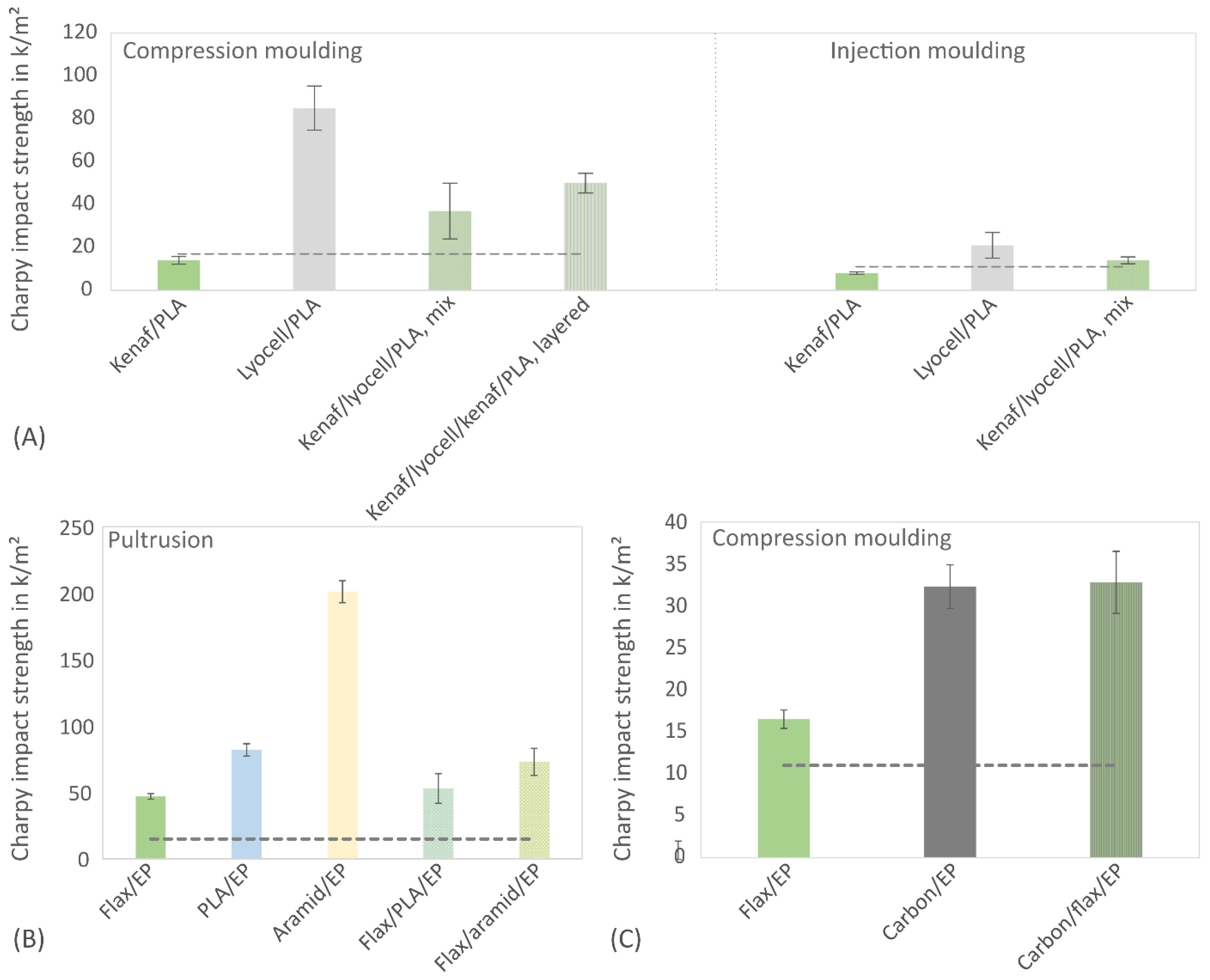
- Kenaf and kenaf/lyocell-reinforced PLA composites were produced by compression moulding. The kenaf fibre bundles and lyocell fibres with a fineness of 3.3 dtex and a length of 60 mm (Tencel, Lenzing AG, Lenzing, Austria) were used for the composite materials. The PLA matrix was used in the form of Ingeo fibres type SLN 2660 D; Eastern Textile Ltd., Taipei, Taiwan) with a fineness of 6.7 dtex and a staple fibre length of 64 mm produced from a NatureWorksTM 6202D PLA. The reinforcing fibres were added with a fibre mass fraction of 40% to 60% PLA fibres. Pure kenaf and lyocell composites, as well as hybrid materials consisting of 20% kenaf and 20% lyocell in a homogeneous mixture as well as a layered hybrid material composed of 20% kenaf and 20% lyocell, in which two outer kenaf layers enclosed a lyocell core layer, were produced. The reinforcing fibres and the PLA fibres were blended into multilayer fibre webs with a preferred fibre orientation in the longitudinal direction to the production direction using a carding process. Further processing into composite plates with a thickness of approximately 2 mm was carried out using a compression moulding process described in a previous study [49].
- Kenaf and kenaf/lyocell-reinforced PLA composites were produced by injection moulding. For this purpose, the kenaf, lyocell and PLA fibres, as described under process (1.) were used. Pure kenaf and lyocell composites with a fibre mass content of 40% and a homogeneous mixture of 20% kenaf and 20% lyocell fibres with a thickness of 4 mm were produced by injection moulding. The procedure for test specimen production was described previously [49].
- Flax, PLA, aramid, flax/PLA and flax/aramid fibre-reinforced epoxy composites were produced by pultrusion. A Lincore flax fibre roving type FR 500 with a fineness of 500 tex (Depestele, Bourguébus, France), an aramid fibre roving with a fineness of 850 tex (Conrad Electronic SE, Hirschau, Germany), and a PLA fibre roving with a fineness of 100 dtex, type f 64 glz rd (Trevira GmbH, Bobingen, Germany) were used for the production of unidirectional-reinforced pultruded rectangular rods with a thickness of approx. 4 mm and a fibre volume content of 30%. A bio-based epoxy resin was used as the matrix (type SR GreenPoxy 56 resin with hardener SD 7561, mixing ratio 100:36 by mass; Sicomin, Châteauneuf Les Martigues, France). The test specimens were manufactured as described in [13].
- Flax, carbon and flax/carbon-reinforced epoxy composites were produced by cold compression moulding. For the production of approx. 2 mm thick composite laminates with a surface area of 20 × 20 cm2, a flax fabric of the type Amplitex 5040 with a mass per unit area of 300 g/m2 with a twill weave from the company Bcomp Ltd. (Fribourg, Switzerland) and a carbon fibre fabric (HT carbon fibre) with a mass per unit area of 200 g/m2 with a plain weave from R&G Faserverbundwerkstoffe (Waldenbuch, Germany) were used. An epoxy resin type Epikure RIMR135 with a hardener type RIMH137 (mixing ratio 100:30 by mass) from Lange + Ritter GmbH (Gerlingen, Germany) was used as the matrix. A carbon fibre-reinforced epoxy made of 6 layers of carbon fabric and a composite material made of 3 layers of flax fabric (predried for 2 h at 101 °C in a forced air oven) were produced. This results in a fibre volume content of 36% for the carbon fibre-reinforced plastic and 33% for the flax fibre-reinforced composite. A hybrid material was produced from two layers of carbon, which were used as outer layers, and a core of two layers of flax, resulting in a fibre volume content of 13% carbon and 24% flax. A silicone frame with a thickness of 2 mm and an inner cut-out area of approx. 22 × 22 cm2 was placed on a vacuum foil, which was placed on the lower press plate made of steel. The fabric layers were placed in the silicone frame and coated manually with the epoxy resin layer by layer. The vacuum foil was then wrapped, and the press plate was placed in the workshop press (Unicraft WPP 10 TE, Hallstadt, Germany); two steel spacers of 2 mm thickness were placed around the silicone mould underneath the vacuum foil, and the setup was covered with a second steel press plate. A pressure of 5 tonnes was applied for the pressing process. After curing, the plates were removed, and test specimens were cut out for characterisation.
2.4. Testing
2.5. Scanning Electron Microscopy (SEM) Investigation
2.6. Evaluation
3. Results & Discussion
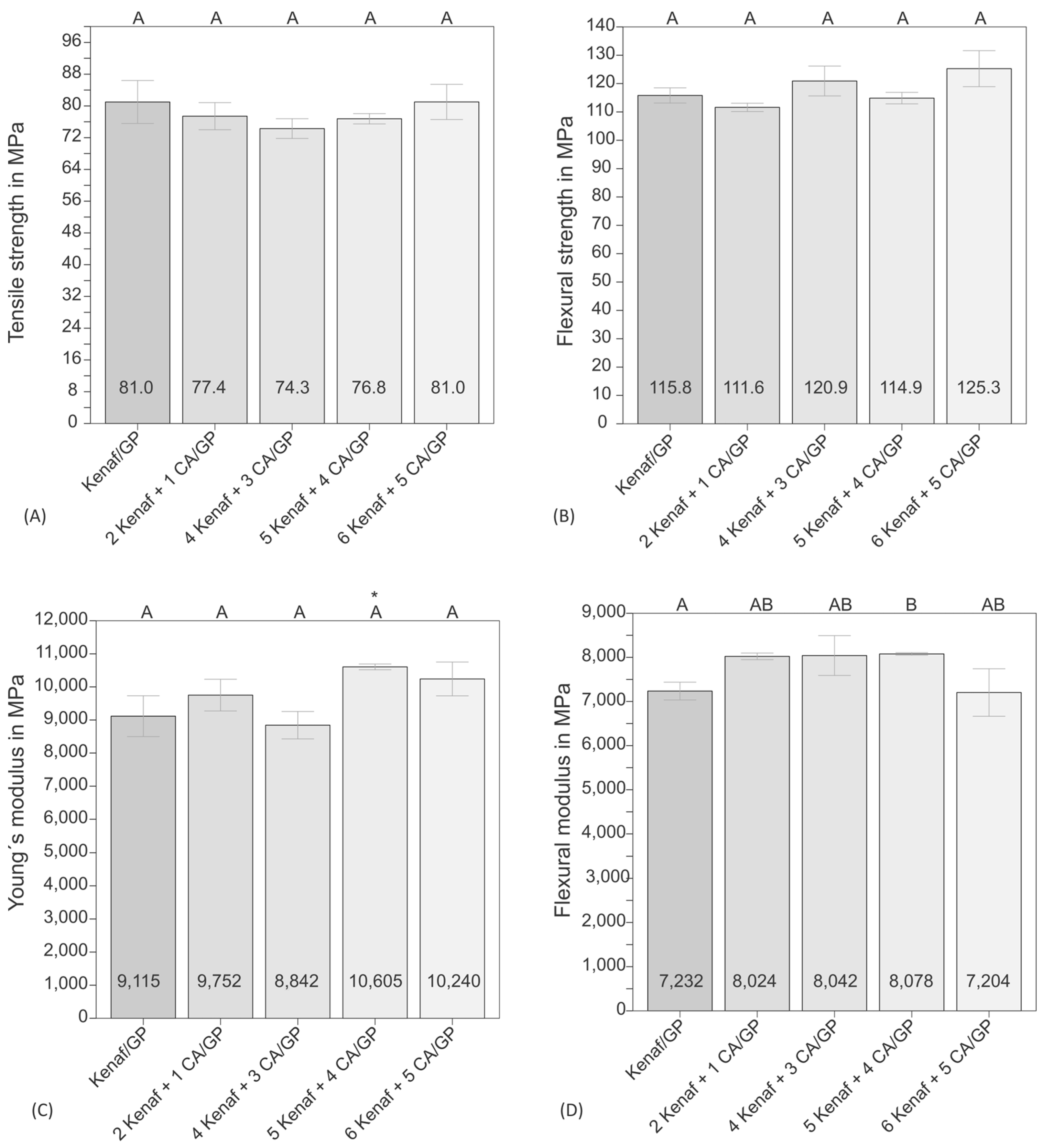
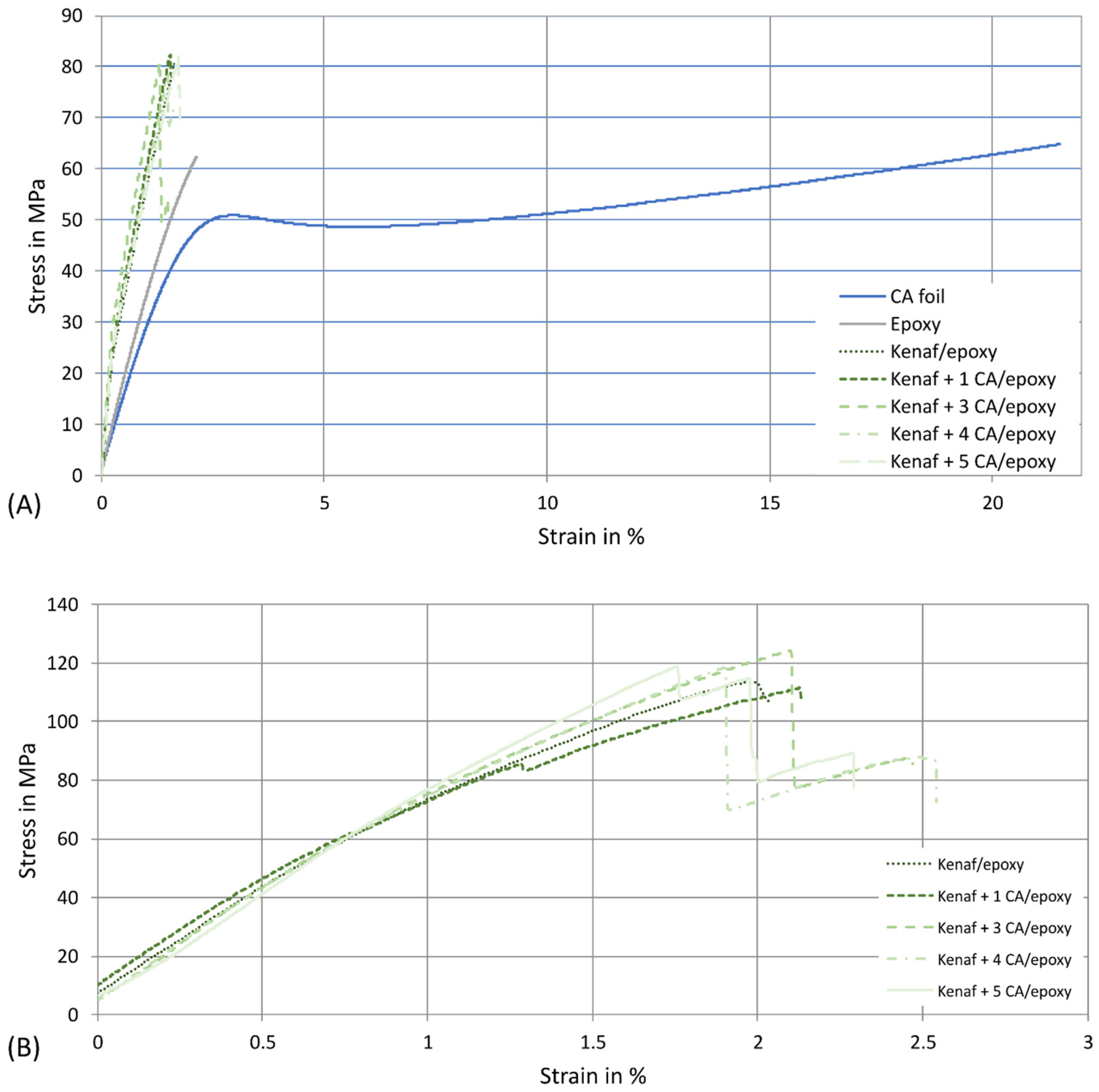
3.1. Tensile and Bending Characteristics
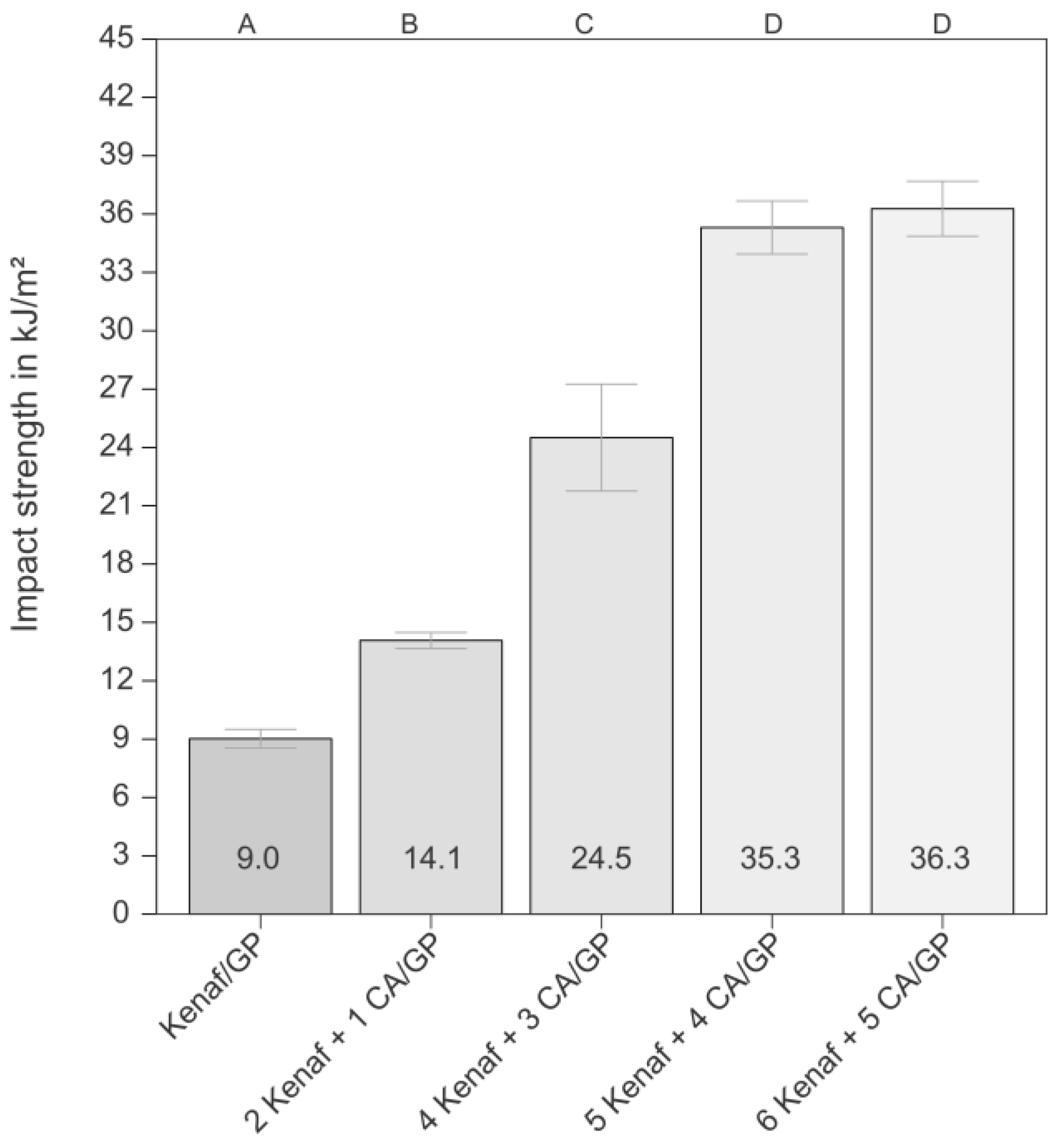
3.2. Toughness
3.3. Effectiveness of CA Foils as Impact Modifiers Compared to Hybrid Composites Made of Different Fibres
4. Conclusions
- CA foils have been successfully implemented between kenaf multilayer webs in a composite material.
- The CA foils, which imitated the protein layers in the biological role model, considerably changed the fracture behaviour of the composite material. The CA foils prevented a direct propagation of the crack under mechanical load, led to a crack deflection and, thus, increased the crack length and increase the fracture toughness. This phenomenon improved the unnotched Charpy impact strength by increasing the number of CA foils from one to five foils by up to 302% compared to the neat kenaf-reinforced composite.
- The CA foils did not negatively affect mechanical characteristics like tensile or bending properties. The approach described is explicitly based on improving the toughness of composite materials reinforced with bast fibre bundles.
- How foil types or matrices with different mechanical properties perform in the described composite structure;
- How effectively the approach can be transferred to composites made of bast fibre semi-finished products of higher quality (e.g., fabrics and rovings), which, in principle, lead to higher mechanical composite properties.
- The multilayer webs should be co-needled with the CA foils as semi-finished products for thermoset composite applications. For this purpose, the needle felt process could be implemented in the production process, as shown in Figure 1. Needling would automatically punch the foils, and fibres and fibre bundles would also protrude through the CA foils in the z-direction. It is assumed that the toughness could be further increased by better adhesion between the fibre and foil layers, and the manufactured materials could thus withstand higher impact loads. Incorporating or co-needling CA foils in thermosetting composite applications could contribute to use needle felts made of bast fibres in applications where a higher toughness is required.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- George, M.; Chae, M.; Bressler, D.C. Composite materials with bast fibres: Structural, technical, and environmental properties. Prog. Mater. Sci. 2016, 83, 1–23. [Google Scholar] [CrossRef]
- Serizawa, S.; Inoue, K.; Iji, M. Kenaf-fiber-reinforced poly(lactic acid) used for electronic products. J. Appl. Polym. Sci. 2006, 100, 618–624. [Google Scholar] [CrossRef]
- Müssig, J.; Enke, S.; Gusovius, H.; Lühr, C.; Uhrlaub, B.; Dammer, L.; Carus, M. Mechanical separation of kenaf for composite applications—Evaluation of the total fibre line concept for field retted kenaf. Ind. Crop. Prod. 2024, 208, 117870. [Google Scholar] [CrossRef]
- Sreenivas, H.; Krishnamurthy, N.; Arpitha, G. A comprehensive review on light weight kenaf fiber for automobiles. Int. J. Light. Mater. Manuf. 2020, 3, 328–337. [Google Scholar] [CrossRef]
- Malik, K.; Ahmad, F.; Gunister, E. A Review on the Kenaf Fiber Reinforced Thermoset Composites. Appl. Compos. Mater. 2021, 28, 491–528. [Google Scholar] [CrossRef]
- Saba, N.; Paridah, M.; Jawaid, M. Mechanical properties of kenaf fibre reinforced polymer composite: A review. Constr. Build. Mater. 2015, 76, 87–96. [Google Scholar] [CrossRef]
- Ramesh, M. Kenaf (Hibiscus cannabinus L.) fibre based bio-materials: A review on processing and properties. Prog. Mater. Sci. 2016, 78–79, 1–92. [Google Scholar] [CrossRef]
- Hamidon, M.H.; Sultan, M.T.; Ariffin, A.H.; Shah, A.U. Effects of fibre treatment on mechanical properties of kenaf fibre reinforced composites: A review. J. Mater. Res. Technol. 2019, 8, 3327–3337. [Google Scholar] [CrossRef]
- Anuar, H.; Zuraida, A. Improvement in mechanical properties of reinforced thermoplastic elastomer composite with kenaf bast fibre. Compos. Part B Eng. 2011, 42, 462–465. [Google Scholar] [CrossRef]
- Mihalic, M.; Pretschuh, S.L.; Unterweger, C. Increasing the impact toughness of cellulose fiber reinforced polypropylene composites—Influence of different impact modifiers and production scales. J. Compos. Sci. 2019, 3, 82. [Google Scholar] [CrossRef]
- Barouni, A.K.; Dhakal, H.N. Damage investigation and assessment due to low-velocity impact on flax/glass hybrid composite plates. Compos. Struct. 2019, 226, 111224. [Google Scholar] [CrossRef]
- Saidane, E.H.; Scida, D.; Assarar, M.; Ayad, R. Damage mechanisms assessment of hybrid flax-glass fibre composites using acoustic emission. Compos. Struct. 2017, 174, 1–11. [Google Scholar] [CrossRef]
- Graupner, N.; Weber, D.E.; Bell, E.G.; Lehmann, K.-H.; Hilgers, H.-W.; Randerath, H.; Gries, T.; Walenta, I.; Joulian, M.; Müssig, J. Hemp from disordered lines for new staple fibre yarns and high-performance composite applications. Front. Mater. 2022, 8, 807004. [Google Scholar] [CrossRef]
- Jusoh, M.S.M.; Santulli, C.; Yahya, M.Y.; Hussein, N.S.; Ahmad, H. Effect of stacking sequence on the tensile and flexural properties of glass fibre epoxy composites hybridized with basalt, flax or jute fibres. Mater. Sci. Eng. Adv. Res. 2017, 1, 19–25. [Google Scholar]
- Nadzri, S.N.Z.A.; Sultan, M.T.H.; Shah, A.U.M.; Safri, S.N.A.; Basri, A.A. A review on the kenaf/glass hybrid composites with limitations on mechanical and low velocity impact properties. Polymers 2020, 12, 1285. [Google Scholar] [CrossRef] [PubMed]
- Yusuff, I.; Sarifuddin, N.; Ali, A.M. A review on kenaf fiber hybrid composites: Mechanical properties, potentials, and challenges in engineering applications. Prog. Rubber Plast. Recycl. Technol. 2020, 37, 66–83. [Google Scholar] [CrossRef]
- Ghazlan, A.; Ngo, T.; Tan, P.; Xie, Y.M.; Tran, P.; Donough, M. Inspiration from Nature’s body armours—A review of biological and bioinspired composites. Compos. Part B Eng. 2020, 205, 108513. [Google Scholar] [CrossRef]
- Plocher, J.; Mencattelli, L.; Narducci, F.; Pinho, S. Learning from nature: Bio-inspiration for damage-tolerant high-performance fibre-reinforced composites. Compos. Sci. Technol. 2021, 208, 108669. [Google Scholar] [CrossRef]
- Grunenfelder, L.; Suksangpanya, N.; Salinas, C.; Milliron, G.; Yaraghi, N.; Herrera, S.; Evans-Lutterodt, K.; Nutt, S.; Zavattieri, P.; Kisailus, D. Bio-inspired impact-resistant composites. Acta Biomater. 2014, 10, 3997–4008. [Google Scholar] [CrossRef]
- Sharafi, S.; Santare, M.; Gerdes, J.; Advani, S. A review of factors that influence the fracture toughness of extrusion-based additively manufactured polymer and polymer composites. Addit. Manuf. 2021, 38, 101830. [Google Scholar] [CrossRef]
- Graupner, N.; Labonte, D.; Humburg, H.; Buzkan, T.; Dörgens, A.; Kelterer, W.; Müssig, J. Functional gradients in the pericarp of the green coconut inspire asymmetric fibre-composites with improved impact strength, and preserved flexural and tensile properties. Bioinspir. Biomim. 2017, 12, 026009. [Google Scholar] [CrossRef] [PubMed]
- Selver, E.; Ucar, N.; Gulmez, T. Effect of stacking sequence on tensile, flexural and thermomechanical properties of hybrid flax/glass and jute/glass thermoset composites. J. Ind. Text. 2017, 48, 494–520. [Google Scholar] [CrossRef]
- Han, Q.; Shi, S.; Liu, Z.; Han, Z.; Niu, S.; Zhang, J.; Qin, H.; Sun, Y.; Wang, J. Study on impact resistance behaviors of a novel composite laminate with basalt fiber for helical-sinusoidal bionic structure of dactyl club of mantis shrimp. Compos. Part B Eng. 2020, 191, 107976. [Google Scholar] [CrossRef]
- Wang, M.; Ji, L.; Niu, S.; Yang, J.; Tang, B.; Ni, J.; Shao, C.; Zhang, X.; Yang, X. Fiber arrangement endow compression resistance of the mantis shrimp hammer-like appendage. J. Mater. Res. Technol. 2022, 21, 3169–3180. [Google Scholar] [CrossRef]
- Zhang, X.; Wen, Z.; Li, Y.; Luan, Y.; Zhang, Q. Improved strength and toughness of bioinspired Bouligand architecture composite by discontinuous carbon fiber. J. Phys. Conf. Ser. 2021, 1906, 012030. [Google Scholar] [CrossRef]
- Madhav, D.; Buffel, B.; Moldenaers, P.; Desplentere, F.; Vandeginste, V. A review of nacre-inspired materials: Chemistry, strengthening-deformation mechanism, synthesis, and applications. Prog. Mater. Sci. 2023, 139, 101168. [Google Scholar] [CrossRef]
- Barthelat, F.; Tang, H.; Zavattieri, P.D.; Li, C.-M.; Espinosa, H.D. On the mechanics of mother-of-pearl: A key feature in the material hierarchical structure. J. Mech. Phys. Solids 2007, 55, 306–337. [Google Scholar] [CrossRef]
- Barthelat, F. Nacre from mollusk shells: A model for high-performance structural materials. Bioinspir. Biomim. 2010, 5, 035001. [Google Scholar] [CrossRef]
- Jackson, A.P.; Vincent, J.F.V.; Turner, R.M. Comparison of nacre with other ceramic composites. J. Mater. Sci. 1990, 25, 3173–3178. [Google Scholar] [CrossRef]
- Pugno, N.M. Mimicking nacre with super-nanotubes for producing optimized super-composites. Nanotechnology 2006, 17, 5480–5484. [Google Scholar] [CrossRef]
- Narducci, F.; Pinho, S. Interaction between nacre-like CFRP mesolayers and long-fibre interlayers. Compos. Struct. 2018, 200, 921–928. [Google Scholar] [CrossRef]
- Narducci, F.; Pinho, S. Exploiting nacre-inspired crack deflection mechanisms in CFRP via micro-structural design. Compos. Sci. Technol. 2017, 153, 178–189. [Google Scholar] [CrossRef]
- Ehrlich, H.; Worch, H. Sponges as Natural Composites: From Biomimetic Potential to Development of New Biomaterials; Rio de Janeiro Museu Nacional: Rio de Janeiro, Brazil, 2007; pp. 303–312. [Google Scholar]
- Fernandes, M.C.; Aizenberg, J.; Weaver, J.C.; Bertoldi, K. Mechanically robust lattices inspired by deep-sea glass sponges. Nat. Mater. 2020, 20, 237–241. [Google Scholar] [CrossRef]
- Brown, K.R.; Bacheva, D.; Trask, R.S. The structural efficiency of the sea sponge Euplectella aspergillum skeleton: Bio-inspiration for 3D printed architectures. J. R. Soc. Interface 2019, 16, 20180965. [Google Scholar] [CrossRef] [PubMed]
- Sadeghzade, S.; Emadi, R.; Salehi, M.; Tavangarian, F.; Ramini, A. Crack propagation and toughening mechanisms of bio-inspired artificial spicules fabricated by additive manufacturing technique. Theor. Appl. Fract. Mech. 2020, 110, 102797. [Google Scholar] [CrossRef]
- Monn, M.A.; Weaver, J.C.; Zhang, T.; Aizenberg, J.; Kesari, H. New functional insights into the internal architecture of the laminated anchor spicules of Euplectella aspergillum. Proc. Natl. Acad. Sci. USA 2015, 112, 4976–4981. [Google Scholar] [CrossRef] [PubMed]
- Miserez, A.; Weaver, J.C.; Thurner, P.J.; Aizenberg, J.; Dauphin, Y.; Fratzl, P.; Morse, D.E.; Zok, F.W. Effects of laminate architecture on fracture resistance of sponge biosilica: Lessons from nature. Adv. Funct. Mater. 2008, 18, 1241–1248. [Google Scholar] [CrossRef]
- Morankar, S.; Singaravelu, A.S.S.; Niverty, S.; Mistry, Y.; Penick, C.A.; Bhate, D.; Chawla, N. Tensile and fracture behavior of silica fibers from the Venus flower basket (Euplectella aspergillum). Int. J. Solids Struct. 2022, 253, 111622. [Google Scholar] [CrossRef]
- Pardini, L.C.; Manhani, L.G.B. Influence of the testing gage length on the strength, Young’s modulus and Weibull modulus of carbon fibres and glass fibres. Mater. Res. 2002, 5, 411–420. [Google Scholar] [CrossRef]
- Aizenberg, J.; Weaver, J.C.; Thanawala, M.S.; Sundar, V.C.; Morse, D.E.; Fratzl, P. Skeleton of Euplectella sp.: Structural hierarchy from the nanoscale to the macroscale. Science 2005, 309, 275–278. [Google Scholar] [CrossRef]
- Drozdov, A.L.; Karpenko, A.A. Structural Arrangement and Properties of Spicules in Glass Sponges. ISRN Mater. Sci. 2011, 2011, 535872. [Google Scholar] [CrossRef]
- Woesz, A.; Weaver, J.C.; Kazanci, M.; Dauphin, Y.; Aizenberg, J.; Morse, D.E.; Fratzl, P. Micromechanical properties of biological silica in skeletons of deep-sea sponges. J. Mater. Res. 2006, 21, 2068–2078. [Google Scholar] [CrossRef]
- Wiener, J.; Arbeiter, F.; Pinter, G. Concepts towards bio-inspired multilayered polymer-composites. Procedia Struct. Integr. 2023, 47, 253–260. [Google Scholar] [CrossRef]
- Graupner, N.; Müssig, J. The Influence of Lyocell and Kenaf Fibres on the Mechanical Characteristics of Poly(lactic acid) (PLA) Composites. J. Biobased Mater. Bioenergy 2012, 6, 500–507. [Google Scholar] [CrossRef]
- DIN EN ISO 527-4:1997; Bestimmung der Zugeigenschaften, Teil 4: Prüfbedingungen für Isotrop und Anisotrop Faserverstärkte Kunststoffverbunde. Deutsches Institut für Normung: Berlin, Germany, 1997.
- DIN EN ISO 179-1; Kunststoffe—Bestimmung der Charpy-Schlageigenschaften—Teil 1: Nicht Instrumentierte Schlagzähigkeitsprüfung. Deutsches Institut für Normung: Berlin, Germany, 2010.
- Makarov, I.S.; Smyslov, A.G.; Palchikova, E.E.; Vinogradov, M.I.; Shandryuk, G.A.; Levin, I.S.; Arkharova, N.A.; Kulichikhin, V.G. Nonwoven materials based on natural and artificial fibers. Cellulose 2024, 31, 1927–1940. [Google Scholar] [CrossRef]
- Graupner, N.; Ziegmann, G.; Wilde, F.; Beckmann, F.; Müssig, J. Procedural influences on compression and injection moulded cellulose fibre-reinforced polylactide (PLA) composites: Influence of fibre loading, fibre length, fibre orientation and voids. Compos. Part A Appl. Sci. Manuf. 2016, 81, 158–171. [Google Scholar] [CrossRef]
- DIN EN ISO 14125:2003; Faserverstärkte Kunststoffe—Bestimmung der Biegeeigenschaften. Deutsches Institut für Normung: Berlin, Germany, 2003.
- Kelly, A.; Tyson, W.R. Tensile properties of fibre-reinforced metals: Copper/tungsten and copper/molybdenum. J. Mech. Phys. Solids 1965, 13, 329–338. [Google Scholar] [CrossRef]
- Zok, F.W. On weakest link theory and Weibull statistics. J. Am. Ceram. Soc. 2017, 100, 1265–1268. [Google Scholar] [CrossRef]
- Graupner, N.; Herrmann, A.S.; Müssig, J. Natural and man-made cellulose fibre-reinforced poly(lactic acid) (PLA) composites: An overview about mechanical characteristics and application areas. Compos. Part A Appl. Sci. Manuf. 2009, 40, 810–821. [Google Scholar] [CrossRef]
- Jaroschek, C. The end of the flexural modulus. J. Plast. 2012, 8, 515–524. [Google Scholar]
- García-Quiles, L.; Fernández Cuello, Á.; Castell, P. Sustainable materials with enhanced mechanical properties based on industrial polyhydroxyalkanoates reinforced with organomodified sepiolite and montmorillonite. Polymers 2019, 11, 696. [Google Scholar] [CrossRef]
- Mazur, K.; Kuciel, S. Mechanical and Hydrothermal Aging Behaviour of Polyhydroxybutyrate-Co-Valerate (PHBV) Composites Reinforced by Natural Fibres. Molecules 2019, 24, 3538. [Google Scholar] [CrossRef]
- Khan, G.M.A.; Yilmaz, N.D. Biologically degummed and chemically treated okra bast fibers-reinforced poly(vinyl alcohol) composites. Text. Appar. 2022, 32, 366–375. [Google Scholar] [CrossRef]
- Ismail, M.F.; Sultan, M.T.H.; Hamdan, A.; Shah, A.U.M.; Jawaid, M. Low velocity impact behaviour and post-impact characteristics of kenaf/glass hybrid composites with various weight ratios. J. Mater. Res. Technol. 2019, 8, 2662–2673. [Google Scholar] [CrossRef]
- Suriani, M.J.; Ilyas, R.A.; Zuhri, M.Y.M.; Khalina, A.; Sultan, M.T.H.; Sapuan, S.M.; Ruzaidi, C.M.; Wan, F.N.; Zulkifli, F.; Harussani, M.M.; et al. Critical review of natural fiber reinforced hybrid composites: Processing, properties, applications and cost. Polymers 2021, 13, 3514. [Google Scholar] [CrossRef] [PubMed]
- Ranganathan, N.; Oksman, K.; Nayak, S.K.; Sain, M. Regenerated cellulose fibers as impact modifier in long jute fiber reinforced polypropylene composites: Effect on mechanical properties, morphology, and fiber breakage. J. Appl. Polym. Sci. 2015, 132, 41301. [Google Scholar] [CrossRef]
- Sivakumar, D.; Kathiravan, S.; Ng, L.F.; Ali, M.B.; Selamat, M.Z.; Sivaraos, S.; Bapokutty, O. Experimental investigation on Charpy impact response of kenaf bast fibre reinforced metal laminate system. ARPN J. Eng. Appl. Sci. 2018, 13, 822–827. [Google Scholar]
- Osman, E.; Warikh, A.R.M.; Yahaya, S.H.; Manaf, M.E.A.; Moriga, T. Effects of different pre-treatments on the performance of kenaf fiber reinforced aluminum laminates sandwich composite. J. Adv. Manuf. Technol. (JAMT) 2019, 13, 97–111. [Google Scholar]
- Dhakal, H.; Zhang, Z.; Guthrie, R.; MacMullen, J.; Bennett, N. Development of flax/carbon fibre hybrid composites for enhanced properties. Carbohydr. Polym. 2013, 96, 1–8. [Google Scholar] [CrossRef] [PubMed]
- Fiore, V.; Valenza, A.; Di Bella, G. Mechanical behavior of carbon/flax hybrid composites for structural applications. J. Compos. Mater. 2012, 46, 2089–2096. [Google Scholar] [CrossRef]
- Sarasini, F.; Tirillò, J.; D’Altilia, S.; Valente, T.; Santulli, C.; Touchard, F.; Chocinski-Arnault, L.; Mellier, D.; Lampani, L.; Gaudenzi, P. Damage tolerance of carbon/flax hybrid composites subjected to low velocity impact. Compos. Part B Eng. 2016, 91, 144–153. [Google Scholar] [CrossRef]
- Ravandi, M.; Kureemun, U.; Banu, M.; Teo, W.; Tong, L.; Tay, T.; Lee, H. Effect of interlayer carbon fiber dispersion on the low-velocity impact performance of woven flax-carbon hybrid composites. J. Compos. Mater. 2018, 53, 1717–1734. [Google Scholar] [CrossRef]
- Graupner, N.; Hohe, J.; Schober, M.; Rohrmüller, B.; Weber, D.; Bruns, L.; Bruns, A.; Müssig, J. A competitive study of the static and fatigue performance of flax, glass, and flax/glass hybrid composites on the structural example of a light railway axle tie. Front. Mater. 2022, 9, 1–20. [Google Scholar] [CrossRef]
- Perepelkin, K.E. Lyocell fibres based on direct dissolution of cellulose in N-methylmorpholine N-oxide: Development and prospects. Fibre Chem. 2007, 39, 163–172. [Google Scholar] [CrossRef]
- Collier, B.J.; Dever, M.; Petrovan, S.; Collier, J.R.; Li, Z.; Wei, X. Rheology of lyocell solutions from different cellulose sources. J. Polym. Environ. 2000, 8, 151–154. [Google Scholar] [CrossRef]
- Makarov, I.S.; Golova, L.K.; Smyslov, A.G.; Vinogradov, M.I.; Palchikova, E.E.; Legkov, S.A. Flax noils as a source of cellulose for the production of lyocell fibers. Fibers 2022, 10, 45. [Google Scholar] [CrossRef]
- Paulitz, J.; Sigmund, I.; Kosan, B.; Meister, F. Lyocell fibers for textile processing derived from organically grown hemp. Procedia Eng. 2017, 200, 260–268. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reinforcement | Matrix | Manufacturing Process | Improvement in % |
|---|---|---|---|
| Kenaf/1 layer CA | Greenpoxy | Compression moulding | 56 |
| Kenaf/3 layer CA | Greenpoxy | Compression moulding | 172 |
| Kenaf/4 layer CA | Greenpoxy | Compression moulding | 291 |
| Kenaf/5 layer CA | Greenpoxy | Compression moulding | 302 |
| Kenaf/lyocell, mix | PLA | Compression moulding | 164 |
| Kenaf/lyocell/kenaf, layered | PLA | Compression moulding | 257 |
| Kenaf/lyocell, mix | PLA | Injection moulding | 163 |
| Carbon/flax/carbon, layered | Epoxy | Compression moulding | 99 |
| Flax/PLA, mix | Epoxy | Pultrusion | 13 |
| Flax/aramid, mix | Epoxy | Pultrusion | 55 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Graupner, N.; Müssig, J. A Bio-Inspired Approach to Improve the Toughness of Brittle Bast Fibre-Reinforced Composites Using Cellulose Acetate Foils. Biomimetics 2024, 9, 131. https://doi.org/10.3390/biomimetics9030131
Graupner N, Müssig J. A Bio-Inspired Approach to Improve the Toughness of Brittle Bast Fibre-Reinforced Composites Using Cellulose Acetate Foils. Biomimetics. 2024; 9(3):131. https://doi.org/10.3390/biomimetics9030131
Chicago/Turabian StyleGraupner, Nina, and Jörg Müssig. 2024. "A Bio-Inspired Approach to Improve the Toughness of Brittle Bast Fibre-Reinforced Composites Using Cellulose Acetate Foils" Biomimetics 9, no. 3: 131. https://doi.org/10.3390/biomimetics9030131
APA StyleGraupner, N., & Müssig, J. (2024). A Bio-Inspired Approach to Improve the Toughness of Brittle Bast Fibre-Reinforced Composites Using Cellulose Acetate Foils. Biomimetics, 9(3), 131. https://doi.org/10.3390/biomimetics9030131