
A Feasibility Study on the Conversion from Manual to Semi-Automatic Material Handling in an Oil and Gas Service Company



Abstract
1. Introduction
1.1. Musculoskeletal Disorder
1.2. Manual Material Handling (MMH)
1.3. Ergonomic Assessment Tools
1.4. Engineering Economics Analysis
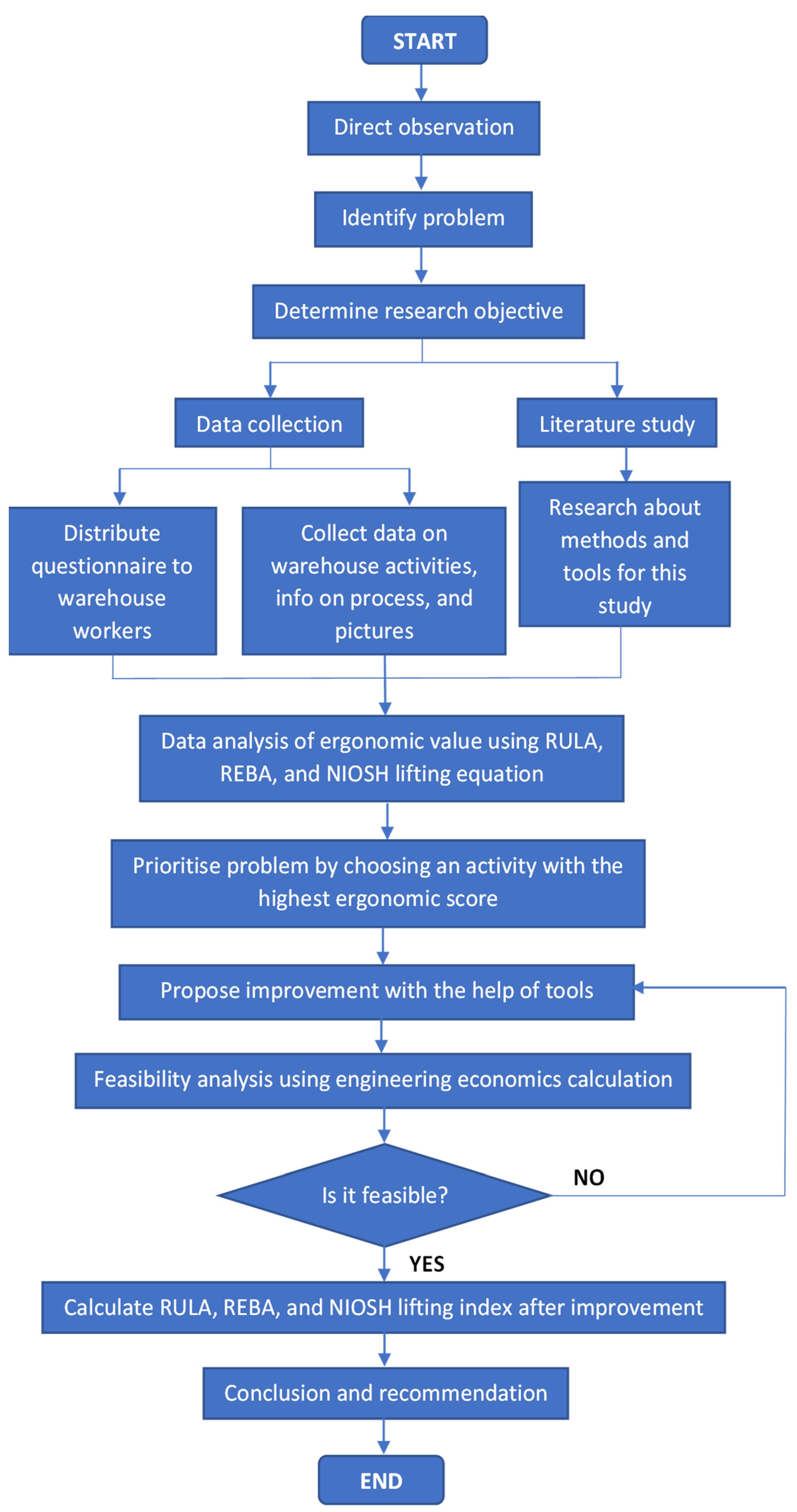
2. Research Method
- LC: Load constant;
- HM: Horizontal multiplier;
- VM: Vertical multiplier;
- DM: Distance multiplier;
- AM: Asymmetric multiplier;
- CM: Coupling multiplier.
3. Results and Discussion
3.1. Data Analysis
3.2. Workers’ Overtime Hours and Cost
3.3. Ergonomic Analysis
- Take out new cardboard;
- Place cardboard in pallet;
- Place plastics inside cardboard;
- Place product into new packaging;
- Pull up plastics;
- Take another piece of cardboard for the upper cover;
- Place upper cover;
- Product labeling;
- Product covering process;
- Take plastic cover;
- Banding process;
- Wrapping process.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Product Preparation Activity | |||
|---|---|---|---|
 1. Take out new cardboard. |  2. Place cardboard in pallet. |  3. Place plastics inside cardboard. |  4. Place product into new packaging. |
 5. Pull up plastics. |  6. Take another piece of cardboard for the upper cover. |  7. Place upper cover. |  8. Product labeling. |
 9. Take plastic cover. |  10. Product covering process. |  11. Banding process. |  12. Wrapping process. |
- Heavy load in MMH: workers had to move materials or products with a heavy load of 20–25 kg from the old packaging to the new packaging every day.
- Lack of utilities: workers performed MMH every day and had to lift heavy loads without proper aids to reduce the weight load.
- Repetitive activities: when packing a product, many bags of products had to be moved, and the workers packed not just one pallet but dozens of pallets per day, resulting in repetitive actions.
- Unfavorable posture: workers had to move their bodies from a bent position to a straight position and back to a bent position several times per day, which caused pain due to the rapid changes in movement.
3.4. NIOSH Lifting Calculation
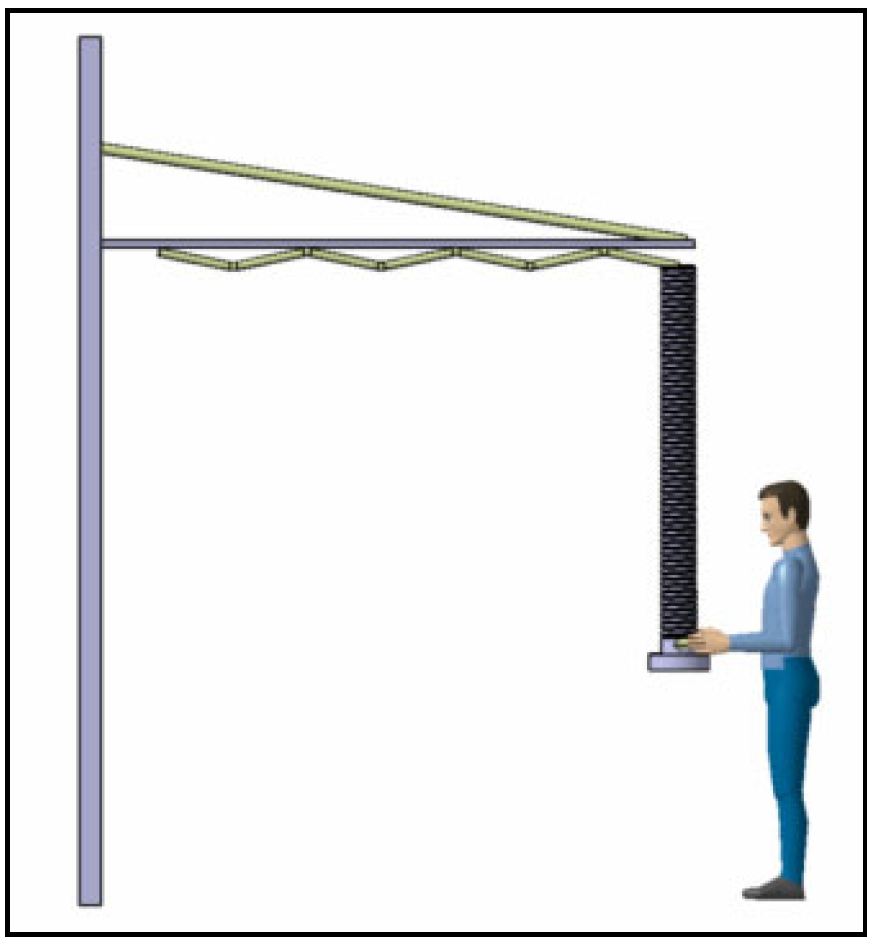
3.5. Proposed Improvement
- -
- During product preparation, paper bags containing powder need to be moved carefully to minimize the risk of tearing the bags and spilling the product. The vacuum lifter is specifically designed for this type of activity to prevent paper or plastic bags from being opened during transport.
- -
- Less physical strain results in less risk of injury to the musculoskeletal system—especially the muscles.
- -
- Faster handling and less labor required.
- -
- Minimal learning required, as use depends on the intuitive control of the user.
- -
- Ergonomic handle to improve working position.
3.6. Benefits of the Vacuum Lifter
3.7. Investment Analysis
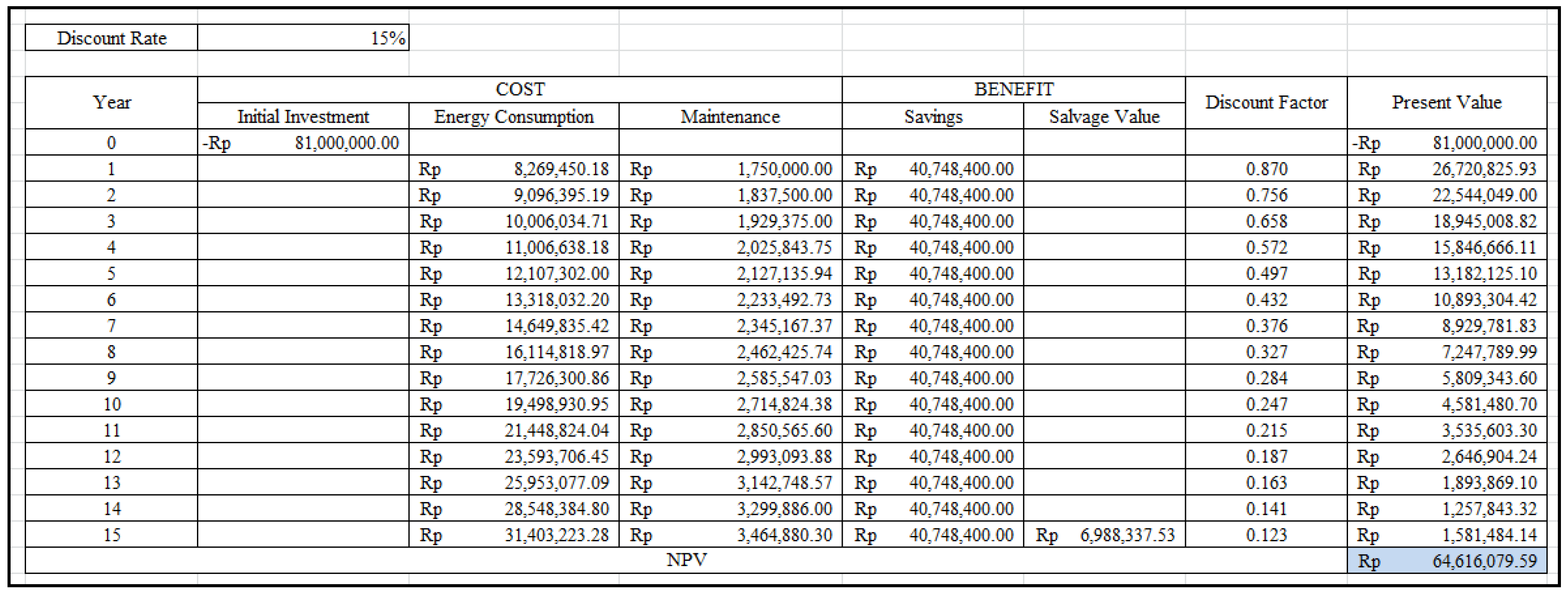
3.7.1. NPV (Net Present Value)
3.7.2. Payback Period
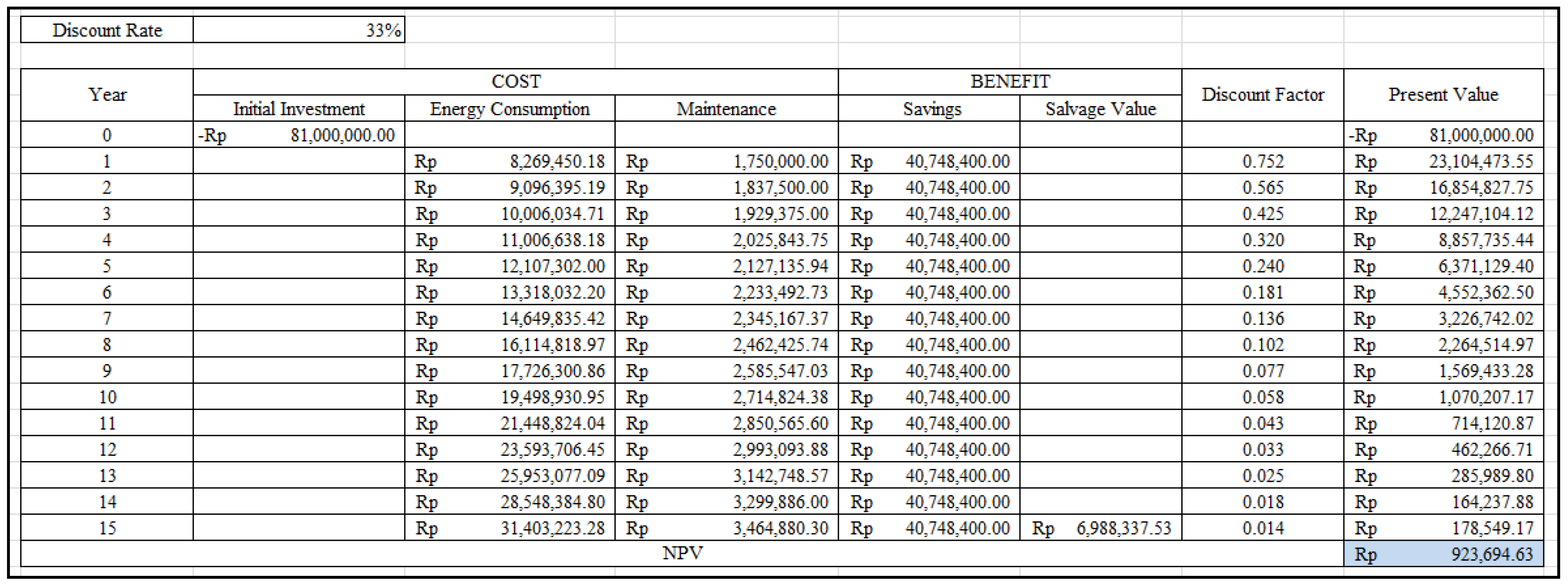
3.7.3. IRR (Internal Rate of Return)
3.8. Comparison
3.9. Summary of Key Results
4. Conclusions
Limitations and Future Work
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

Appendix B
| Activity | Picture | Assessment |
|---|---|---|
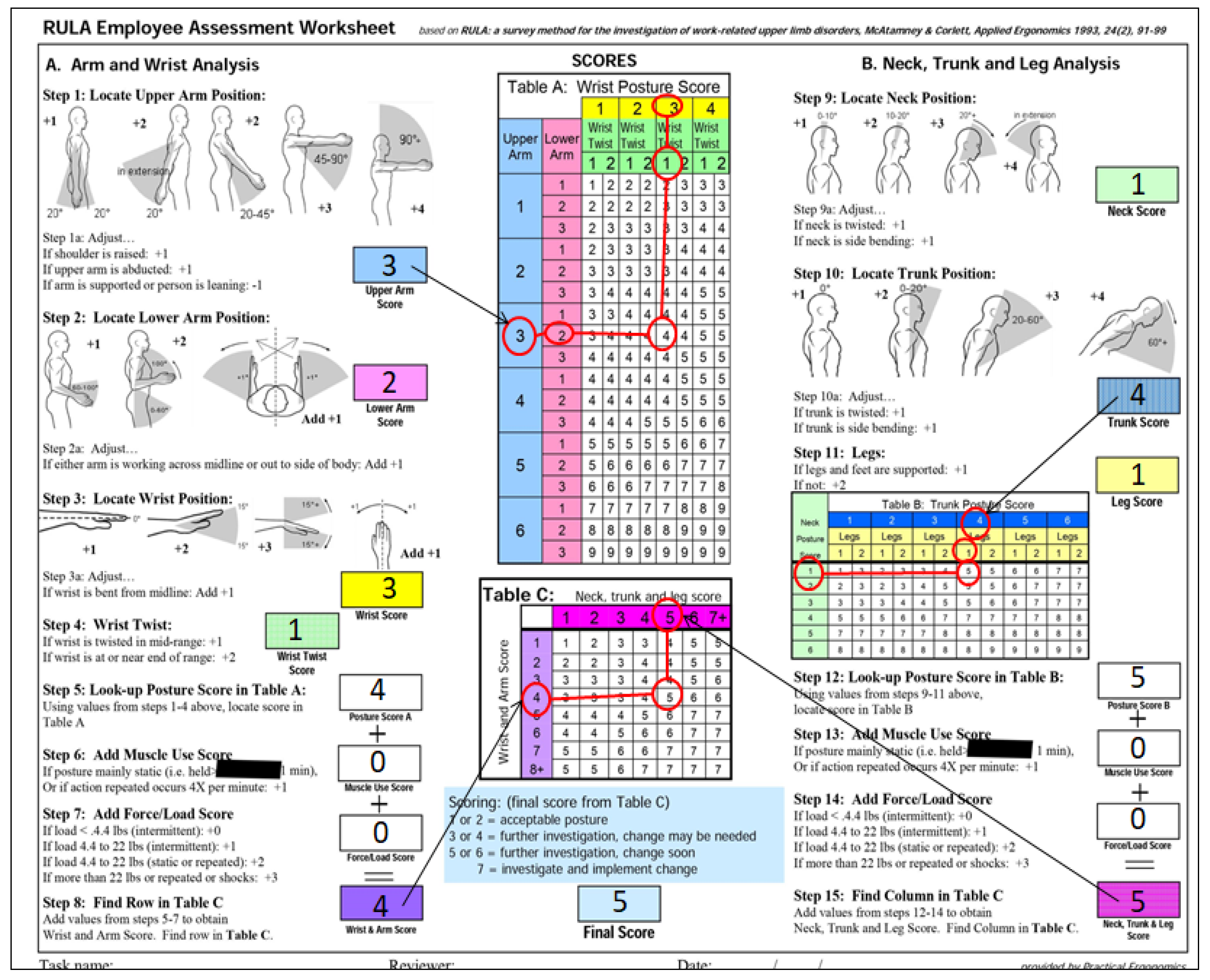
| Taking out new cardboard |  | Score A: Arm and Wrist Upper arm position is between 45 and 90°, scoring +3 Lower arm position is 0–60°, scoring +2 Wrist movement is 15°+; thus, the wrist position score is +3 Wrist twist score is +1 because it is twisted in the mid-range Score from Table A in Figure A2 is 4 There is no added muscle or added force, so the score remains 4 Score B: Neck, Trunk, and Leg Neck position is at 0–10°, scoring +1 Trunk position is at 60°+, scoring +4 Legs and feet are supported, scoring +1 Score from Table B in Figure A2 is 5 There is no added muscle or added force, so the score remains 5 Score C/Total Score Looking at Table C in Figure A2, the RULA score of taking cardboard is 5 (meaning further investigation, change soon) |

Appendix C
| Activity | Picture | Assessment |
|---|---|---|
| Taking out new cardboard |  | Score A: Neck, Trunk, and Leg Neck position is at 0–20°, scoring +1 Trunk position is at 60°+, scoring +4 Legs’ position shows a bilateral weight bearing, scoring +1 Score from Table A in Figure A3 is 3 There is no added force/load score, so the score remains 3 Score B: Arm and Wrist Upper arm position is between 45 and 90°, scoring +3 Lower arm position is 0–60°, scoring +2 Wrist movement is 15°+; thus, the wrist position score is +2 Score from Table B in Figure A3 is 5 Coupling is considered to be fair, scoring +1; score B becomes 6 Score C and Activity Score Looking at Table C in Figure A3, the score is 5. There is no additional activity score, such that the final REBA score is 5 (meaning medium risk, further investigation, change soon) |

Appendix D
- RWL (recommended weight limit): Gives results about the appropriate amount of weight workers should perform in a certain period of time without any risk of developing any pain. If the current lifting weight exceeds the RWL, then it is suggested that the company should reduce the load by providing tools or some other action. The formula for calculating the RWL is as follows:
| NIOSH Lifting Calculation | ||
|---|---|---|
| Parameter | Data | Multipliers |
| Horizontal location (H), cm | 60 cm | |
| Vertical location (V), cm | Average = 90 cm | |
| Travel distance (D), cm | Average = 50 cm | |
| Angle of asymmetry (A) | 30° | |
| Coupling (C) | Fair (score = 2) | CM = 0.95 |
| Frequency (F), lifts/min | 2 lifts/min | FM = 0.65 |
| Load (L) | Average = 25 kg | |
| Duration | Long (2–8 h) | |
| NIOSH Lifting Calculation | ||
|---|---|---|
| Parameter | Data | Multipliers |
| Horizontal location (H), cm | 40 cm | |
| Vertical location (V), cm | Average = 80 cm | |
| Travel distance (D), cm | Average = 50 cm | |
| Angle of asymmetry (A) | 30° | |
| Coupling (C) | Good (score = 1) | CM = 1 |
| Frequency (F), lifts/min | 4 lifts/min | FM = 0.45 |
| Load (L) | Average = 1 kg | |
| Duration | Long (2–8 h) | |
- 2.
- LI (lifting index): Estimation of physical stress; if the result is LI > 1, it means that the current weight lifted is not recommended and should be improved by reducing the lifting weight, whereas if it is LI ≤ 1, it is a recommended weight for lifting activity. The formula used to calculate LI is as follows:

- H (horizontal location): distance between a body point projected to the floor and the midpoint of the hands that hold the object;
- V (vertical location): the height of the hands that grasp the object from floor;
- D (vertical travel distance): The distance between the initial vertical location and the object’s destination;
- A (angle of asymmetry): The angle of body movement in degrees during the task;
- C (coupling): The level of hold exerted by the workers to grasp the object. Coupling has three levels—good (1), fair (2), and poor (3);
- F (lifting frequency): Average lifts per minute;
- L (load weight): Object’s weight;
- Dur (lifting duration): The time that the workers spend performing the task. The duration is grouped into three categories: short (1) is less than or equal to 1 h; moderate (2) is 1–2 h, and long (3) is 2–8 h.
References
- Verbeek, J.H.; Martimo, K.P.; Karppinen, J.; Kuijer, P.; Viikari-Juntura, E.; Takala, E.P. Manual material handling advice and assistive devices for preventing and treating back pain in workers. Cochrane Database Syst. Rev. 2011, 18, CD005958. [Google Scholar] [CrossRef] [PubMed]
- Rosado, B.; Colim, A.; Nunes, I.L. Manual Materials Handling: Case Study at a Portuguese Handling Company. In Occupational and Environmental Safety and Health; Arezes, P.M., Baptista, J.S., Barroso, M.P., Carneiro, P., Cordeiro, P., Costa, N., Melo, R.B., Miguel, A.S., Perestrelo, G., Eds.; Springer International Publishing: Cham, Switzerland, 2019; pp. 493–501. [Google Scholar]
- Heilala, J.; Voho, P. Modular reconfigurable flexible final assembly systems. Assem. Autom. 2001, 21, 20–30. [Google Scholar] [CrossRef]
- Peterman, W.W.; Bilgin, S.; Manconi, A. CP Rail freight car truck components refurbishing facility: A semi-automated flexible refurbishing system. In Proceedings of the Technical Papers Presented at the IEEE/ASME Joint Railroad Conference, Philadelphia, PA, USA, 25–27 April 1989; pp. 81–83. [Google Scholar]
- Gries, T.; Lutz, V. 8—Application of robotics in garment manufacturing. In Automation in Garment Manufacturing; Nayak, R., Padhye, R., Eds.; Woodhead Publishing: Sawston, UK, 2018; pp. 179–197. [Google Scholar]
- Botti, L.; Mora, C.; Regattieri, A. Improving Ergonomics in the Meat Industry: A Case Study of an Italian Ham Processing Company. IFAC-PapersOnLine 2015, 48, 598–603. [Google Scholar] [CrossRef]
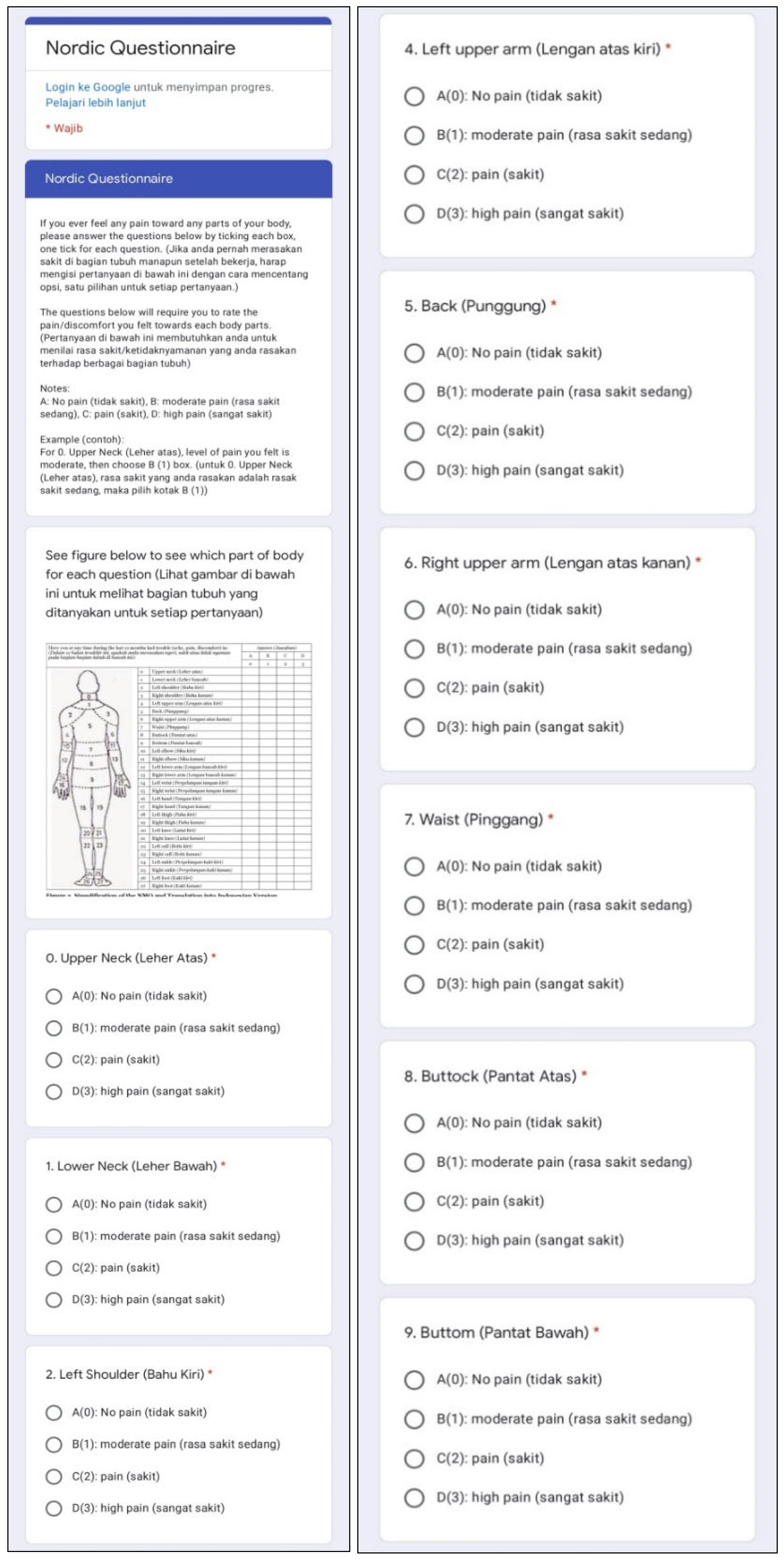
- Alaca, N.; Safran, E.E.; Karamanlargil, A.; Timucin, E. Translation and cross-cultural adaptation of the extended version of the Nordic musculoskeletal questionnaire into Turkish. J. Musculoskelet. Neuronal Interact. 2019, 19, 472–481. [Google Scholar]
- López-Aragón, L.; López-Liria, R.; Callejón-Ferre, Á.-J.; Gómez-Galán, M. Applications of the Standardized Nordic Questionnaire: A Review. Sustainability 2017, 9, 1514. [Google Scholar] [CrossRef]
- Middlesworth, M. Recommended Ergonomic Assessment Tools. Available online: https://ergo-plus.com/ergonomic-assessment-tools/ (accessed on 5 October 2022).
- Elfeituri, F.E.; Taboun, S.M. An Evaluation of the NIOSH Lifting Equation: A Psychophysical and Biomechanical Investigation. Int. J. Occup. Saf. Ergon. 2002, 8, 243–258. [Google Scholar] [CrossRef]
- Waters, T.R.; Putz-Anderson, V.; Garg, A.; Fine, L.J. Revised NIOSH equation for the design and evaluation of manual lifting tasks. Ergonomics 1993, 36, 749–776. [Google Scholar] [CrossRef]
- McAtamney, L.; Nigel Corlett, E. RULA: A survey method for the investigation of work-related upper limb disorders. Appl. Ergon. 1993, 24, 91–99. [Google Scholar] [CrossRef]
- Hignett, S.; McAtamney, L. Rapid entire body assessment (REBA). Appl. Ergon. 2000, 31, 201–205. [Google Scholar] [CrossRef]
- Schwartz, A.H.; Albin, T.J.; Gerberich, S.G. Intra-rater and inter-rater reliability of the rapid entire body assessment (REBA) tool. Int. J. Ind. Ergon. 2019, 71, 111–116. [Google Scholar] [CrossRef]
- Daub, U.; Ackermann, A.; Kopp, V. Criteria for evaluating ergonomic measures in the cost-benefit analysis. In Ergonomie-Benefits; Fraunhofer, I.P.A., Ed.; Fraunhofer Institute for Manufacturing Engineering and Automation IPA: Stuttgart, Germany, 2019. [Google Scholar]
- IBV. Musculoskeletal Disorders Caused by the Most Common Job Demands and Ergonomic Risks. Available online: https://ec.europa.eu/programmes/erasmus-plus/project-result-content/c7cc4b4d-52c9-4b5e-a282-46f53f5f5e98/D2.1.MSDs_job_demands_Revised.pdf (accessed on 5 October 2022).
- Etana, G.; Ayele, M.; Abdissa, D.; Gerbi, A. Prevalence of Work Related Musculoskeletal Disorders and Associated Factors Among Bank Staff in Jimma City, Southwest Ethiopia, 2019: An Institution-Based Cross-Sectional Study. J. Pain Res. 2021, 14, 2071–2082. [Google Scholar] [CrossRef] [PubMed]
- Kaur, H.; Bindra, S.; Sinha, A.G.K. Epidemiological Features of Low Back Pain in Bank Employees of North India. Int. J. Health Rehabil. Sci. 2014, 3, 30–38. [Google Scholar] [CrossRef]
- Chaffin, D.B.; Park, K.S. A Longitudinal Study of Low-Back Pain as Associated with Occupational Weight Lifting Factors. Am. Ind. Hyg. Assoc. J. 1973, 34, 513–525. [Google Scholar] [CrossRef]
- d’Errico, A.; Falkstedt, D.; Almroth, M.; Badarin, K.; Hemmingsson, T.; Kjellberg, K. Long-term sick leave for back pain, exposure to physical workload and psychosocial factors at work, and risk of disability and early-age retirement among aged Swedish workers. Int. Arch. Occup. Environ. Health 2022, 95, 1521–1535. [Google Scholar] [CrossRef]
- da Costa, B.R.; Vieira, E.R. Risk factors for work-related musculoskeletal disorders: A systematic review of recent longitudinal studies. Am. J. Ind. Med. 2010, 53, 285–323. [Google Scholar] [CrossRef]
- Colovic, G. 4—Ergonomic workplace. In Management of Technology Systems in Garment Industry; Colovic, G., Ed.; Woodhead Publishing India: New Delhi, India, 2011; pp. 80–105. [Google Scholar]
- Lehto, M.R.; Landry, S.J. Introduction to Human Factors and Ergonomics for Engineers, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2012. [Google Scholar]
- Bridger, R. Introduction to Ergonomics, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2003. [Google Scholar]
- European Agency for Safety and Health at Work. Musculoskeletal Disorders. Available online: https://osha.europa.eu/en/themes/musculoskeletal-disorders (accessed on 5 October 2022).
- Karwowski, W. The Discipline of Human Factors and Ergonomics. In Handbook of Human Factors and Ergonomics; Wiley Online Library: Hoboken, NJ, USA, 2012; pp. 1–37. [Google Scholar]
- Skals, S.; Bláfoss, R.; Andersen, L.L.; Andersen, M.S.; de Zee, M. Manual material handling in the supermarket sector. Part 2: Knee, spine and shoulder joint reaction forces. Appl. Ergon. 2021, 92, 103345. [Google Scholar] [CrossRef]
- Munawir, H.; Wulansari, R.E.; Setiawan, E.; Djunaidi, M. Analysis of Work Posture and Manual Material Handling in a Flour Production Process. Int. J. Emerg. Trends Eng. Res. 2020, 8, 3720–3727. [Google Scholar] [CrossRef]
- Harari, Y.; Bechar, A.; Riemer, R. Workers’ biomechanical loads and kinematics during multiple-task manual material handling. Appl. Ergon. 2020, 83, 102985. [Google Scholar] [CrossRef]
- Li, X.; Komeili, A.; Gül, M.; El-Rich, M. A framework for evaluating muscle activity during repetitive manual material handling in construction manufacturing. Autom. Constr. 2017, 79, 39–48. [Google Scholar] [CrossRef]
- David, G.C. Ergonomic methods for assessing exposure to risk factors for work-related musculoskeletal disorders. Occup. Med. 2005, 55, 190–199. [Google Scholar] [CrossRef]
- Kee, D. An empirical comparison of OWAS, RULA and REBA based on self-reported discomfort. Int. J. Occup. Saf. Ergon. 2020, 26, 285–295. [Google Scholar] [CrossRef]
- Namwongsa, S.; Puntumetakul, R.; Neubert, M.S.; Chaiklieng, S.; Boucaut, R. Ergonomic risk assessment of smartphone users using the Rapid Upper Limb Assessment (RULA) tool. PLoS ONE 2018, 13, e0203394. [Google Scholar] [CrossRef]
- Farahmand, B.; Mohammadi, M.; Hassanbeygi, B.; Mohammadi, M.; Saeedi, H.; Bagherzadeh Cham, M. Ergonomic Evaluation of Working Conditions in Orthotists and Prosthetists by Rapid Entire Body Assessment (REBA). Funct. Disabil. J. 2020, 3, 169–178. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, R.; Lee, C.-H.; Lee, Y.-C. An Evaluation of Posture Recognition Based on Intelligent Rapid Entire Body Assessment System for Determining Musculoskeletal Disorders. Sensors 2020, 20, 4414. [Google Scholar] [CrossRef]
- Rajendran, M.; Sajeev, A.; Shanmugavel, R.; Rajpradeesh, T. Ergonomic evaluation of workers during manual material handling. Mater. Today Proc. 2021, 46, 7770–7776. [Google Scholar] [CrossRef]
- Waters, T.R.; Putz–Anderson, V.; Garg, A. Applications Manual for the Revised NIOSH Lifting Equation, 2nd ed.; Publication No. 94-110 (Revised 9/2021); U.S. Department of Health and Human Services, Centers for Disease Control and Prevention, National Institute for Occupational Safety and Health, DHHS (NIOSH): Cincinnati, OH, USA, 2021.
- de Looze, M.P.; Vink, P.; Koningsveld, E.A.P.; Kuijt-Evers, L.; Van Rhijn, G. Cost-effectiveness of ergonomic interventions in production. Hum. Factors Ergon. Manuf. Serv. Ind. 2010, 20, 316–323. [Google Scholar] [CrossRef]
- Yeow, P.H.P.; Nath Sen, R. Quality, productivity, occupational health and safety and cost effectiveness of ergonomic improvements in the test workstations of an electronic factory. Int. J. Ind. Ergon. 2003, 32, 147–163. [Google Scholar] [CrossRef]
- Yeow, P.H.P.; Nath Sen, R. Productivity and quality improvements, revenue increment, and rejection cost reduction in the manual component insertion lines through the application of ergonomics. Int. J. Ind. Ergon. 2006, 36, 367–377. [Google Scholar] [CrossRef]
- Newnan, D.G.; Lavelle, J.P.; Eschenbach, T.G. Engineering Economic Analysis, 12th ed.; Oxford University Press: Oxford, UK, 2013. [Google Scholar]
- Al-Muharrami, S. Economic Feasibility Study: Preparation and Analysis, 1st ed.; Sultan Qaboos University Printing Press: Seeb, Oman, 2019. [Google Scholar]
- Halil, F.M.; Nasir, N.M.; Hassan, A.A.; Shukur, A.S. Feasibility Study and Economic Assessment in Green Building Projects. Procedia Soc. Behav. Sci. 2016, 222, 56–64. [Google Scholar] [CrossRef]
- Kraemer, K.; Moreira, M.F.; Guimarães, B. Musculoskeletal pain and ergonomic risks in teachers of a federal institution. Rev. Bras. De Med. Do Trab. 2021, 18, 343–351. [Google Scholar] [CrossRef]
- Lima, C.; Roriz, A.; Leite, A.; Colim, A.; Carneiro, P. Exposure to Musculoskeletal Risk of Piano Teachers. In Occupational and Environmental Safety and Health II; Arezes, P.M., Baptista, J.S., Barroso, M.P., Carneiro, P., Cordeiro, P., Costa, N., Melo, R.B., Miguel, A.S., Perestrelo, G., Eds.; Springer International Publishing: Cham, Switzerland, 2020; pp. 419–426. [Google Scholar]
- Aguiar, L.; Ferreira, T.; Carneiro, P.; Colim, A.S.; Costa, N.; Loureiro, I. Risk assessment of work-related musculoskeletal disorders at a workplace from metalworking industry. In Occupational Safety and Hygiene III, 1st ed.; Arezes, P.M., Baptista, J.S., Barroso, M.P., Carneiro, P., Cordeiro, P., Costa, N., Melo, R.B., Miguel, A.S., Perestrelo, G., Eds.; CRC Press: London, UK, 2015. [Google Scholar]
- Castro, P.; Gorga Lago, E.M.; Mendes da Cruz, F.; Zlatar, T.; Vasconcelos, B.M.; Bezerra Martins, A.R.; Bezerra Martins, L.; Araújo Costa, M.; Barkokébas, B. Musculoskeletal Symptoms and Skin Temperature Variations in Solid Waste Collectors. In Occupational and Environmental Safety and Health II; Arezes, P.M., Baptista, J.S., Barroso, M.P., Carneiro, P., Cordeiro, P., Costa, N., Melo, R.B., Miguel, A.S., Perestrelo, G., Eds.; Springer International Publishing: Cham, Switzerland, 2020; pp. 507–515. [Google Scholar]
- Colim, A.; Sousa, N.; Carneiro, P.; Costa, N.; Arezes, P.; Cardoso, A. Ergonomic intervention on a packing workstation with robotic aid –case study at a furniture manufacturing industry. Work 2020, 66, 229–237. [Google Scholar] [CrossRef]
- Digiesi, S.; Facchini, F.; Mossa, G.; Mummolo, G. Minimizing and Balancing Ergonomic Risk of Workers of an Assembly Line by Job Rotation: A MINLP Model. Int. J. Ind. Eng. Manag. 2018, 9, 129–138. [Google Scholar] [CrossRef]
- Qutubuddin, S.M.; Hebbal, S.S.; Kumar, A.C.S. Ergonomic Risk Assessment using Postural Analysis Tools in a Bus Body Building Unit. Ind. Eng. Lett. 2013, 3, 10–20. [Google Scholar]
- Ayub, Y.; Shah, Z.A. Assessment of Work Related Musculoskeletal Disorders in Manufacturing Industry. J. Ergon. 2018, 8, 233. [Google Scholar] [CrossRef]
- Kushwaha, D.K.; Kane, P.V. Ergonomic assessment and workstation design of shipping crane cabin in steel industry. Int. J. Ind. Ergon. 2016, 52, 29–39. [Google Scholar] [CrossRef]
- Sutari, W.; Yekti, Y.N.D.; Astuti, M.D.; Sari, Y.M. Analysis of Working Posture on Muscular Skeleton Disorders of Operator in Stamp Scraping in ‘Batik cap’ Industry. Procedia Manuf. 2015, 4, 133–138. [Google Scholar] [CrossRef]
- Widodo, L.; Adianto; Yenita; Ruslie, C. Ergonomic Analysis By Using REBA, WERA And Biomechanics Method In The Production Process Of Women’s Bags In Small Industry (SME). IOP Conf. Ser. Mater. Sci. Eng. 2020, 1007, 012088. [Google Scholar] [CrossRef]
- Yadi, Y.H.; Kurniawidjaja, L.M.; Susilowati, I.H. Ergonomics Intervention Study of the RULA/REBA Method in Chemical Industries for MSDs’ Risk Assessment. KnE Life Sci. 2018, 4, 181–189. [Google Scholar] [CrossRef]
- Barim, M.S.; Sesek, R.F.; Capanoglu, M.F.; Drinkaus, P.; Schall, M.C.; Gallagher, S.; Davis, G.A. Improving the risk assessment capability of the revised NIOSH lifting equation by incorporating personal characteristics. Appl. Ergon. 2019, 74, 67–73. [Google Scholar] [CrossRef]






| Score | Level of MSD Risk |
|---|---|
| RULA | |
| 1–2 | Negligible risk, no action needed |
| 3–4 | Low risk, change might be required |
| 5–6 | Medium risk, further investigation, change soon |
| 6+ | Very high risk, implement change immediately |
| REBA | |
| 1 | Negligible risk, no action needed |
| 2–3 | Low risk, change might be required |
| 4–7 | Medium risk, further investigation, change soon |
| 8–10 | High risk, investigate, implement change |
| 11+ | Very high risk, implement change |
| Body Part | Nordic Score | Average Score | Body Part | Nordic Score | Average Score | Body Part | Nordic Score | Average Score |
|---|---|---|---|---|---|---|---|---|
| Right shoulder | 12 | 3.75 | Left shoulder | 10 | 3.00 | Left hand | 7 | 1.75 |
| Left upper arm | 12 | 4.00 | Left knee | 10 | 2.50 | Lower neck | 6 | 1.75 |
| Right upper arm | 12 | 4.50 | Back | 9 | 2.50 | Left elbow | 6 | 2.00 |
| Waist | 12 | 4.75 | Left ankle | 9 | 2.25 | Buttock | 5 | 3.25 |
| Right lower arm | 12 | 3.75 | Right ankle | 9 | 2.25 | Left foot | 5 | 1.25 |
| Upper neck | 11 | 2.75 | Right hand | 8 | 2.00 | Right foot | 5 | 1.25 |
| Left lower arm | 11 | 2.75 | Left calf | 8 | 2.00 | Bottom | 4 | 3.25 |
| Left wrist | 11 | 2.75 | Right calf | 8 | 2.00 | Left thigh | 4 | 1.00 |
| Right wrist | 11 | 2.75 | Right elbow | 7 | 2.00 | Right thigh | 4 | 1.00 |
| Right knee | 11 | 2.75 |
| Warehouse Worker 1 | Warehouse Worker 2 | Warehouse Worker 3 | Warehouse Worker 4 | |
|---|---|---|---|---|
| Overtime (hours) | 34 | 33 | 34 | 31 |
| Total overtime hours | 132 | |||
| Activity/Task | RULA Score | REBA Score | |||
|---|---|---|---|---|---|
| Product preparation | Take out new cardboard | 5 | Medium risk | 6 | Medium risk |
| Place cardboard in pallet | 3 | Low risk | 5 | Medium risk | |
| Place plastics inside cardboard | 6 | Medium risk | 8 | High risk | |
| Place product into new packaging/cardboard | 7 | High risk | 11 | Very high risk | |
| Pull up plastics | 4 | Low risk | 5 | Medium risk | |
| Take another piece of cardboard | 4 | Low risk | 5 | Medium risk | |
| Place upper cover | 6 | Medium risk | 7 | Medium risk | |
| Product labeling | 6 | Medium risk | 6 | Medium risk | |
| Take plastic cover | 4 | Low risk | 5 | Medium risk | |
| Product covering process | 6 | Medium risk | 7 | Medium risk | |
| Bending process | 3 | Low risk | 5 | Medium risk | |
| Wrapping process | 3 | Low risk | 4 | Medium risk | |
| No. | Activity | Before | After | ||
|---|---|---|---|---|---|
| Time (s) | Percentage | Time (s) | Percentage | ||
| 1 | Taking out new cardboard | 35 | 3% | 35 | 4% |
| 2 | Place cardboard in pallet | 15 | 1% | 15 | 2% |
| 3 | Place plastics inside cardboard | 25 | 2% | 25 | 3% |
| 4 | Place product in new packaging | 490 | 45% | 336 | 36% |
| 5 | Pulling up plastics | 50 | 5% | 50 | 5% |
| 6 | Taking more cardboard for the upper cover | 30 | 3% | 30 | 3% |
| 7 | Place upper cover | 35 | 3% | 35 | 4% |
| 8 | Product labeling | 45 | 4% | 45 | 5% |
| 9 | Take plastic cover | 20 | 2% | 20 | 2% |
| 10 | Product covering process | 45 | 4% | 45 | 5% |
| 11 | Banding process | 175 | 16% | 175 | 19% |
| 12 | Wrapping process | 120 | 11% | 120 | 13% |
| Total | 1085 | 100% | 931 | 100% | |
| Total hours/month | 97.02 hours/month |
| Cost/hour | IDR 35,000.00 |
| Total cost/month | IDR 3,395,700.00 |
| Total cost/year | IDR 40,748,400.00 |
| Year | Salvage Value | Year | Salvage Value |
|---|---|---|---|
| 1 | IDR 68,000,000.00 | 9 | IDR 18,529,355.70 |
| 2 | IDR 57,800,000.00 | 10 | IDR 15,749,952.35 |
| 3 | IDR 49,130,000.00 | 11 | IDR 13,387,459.50 |
| 4 | IDR 41,760,500.00 | 12 | IDR 11,379,340.57 |
| 5 | IDR 35,496,425.00 | 13 | IDR 9,672,439.49 |
| 6 | IDR 30,171,961.25 | 14 | IDR 8,221,573.56 |
| 7 | IDR 25,646,167.06 | 15 | IDR 6,988,337.53 |
| 8 | IDR 21,799,242.00 |
| Energy Consumption per Year | Energy Consumption per Year | ||
|---|---|---|---|
| Year 1 | IDR 8,269,450.18 | Year 9 | IDR 17,726,300.86 |
| Year 2 | IDR 9,096,395.19 | Year 10 | IDR 19,498,930.95 |
| Year 3 | IDR 10,006,034.71 | Year 11 | IDR 21,448,824.04 |
| Year 4 | IDR 11,006,638.18 | Year 12 | IDR 23,593,706.45 |
| Year 5 | IDR 12,107,302.00 | Year 13 | IDR 25,953,077.09 |
| Year 6 | IDR 13,318,032.20 | Year 14 | IDR 28,548,384.80 |
| Year 7 | IDR 14,649,835.42 | Year 15 | IDR 31,403,223.28 |
| Year 8 | IDR 16,114,818.97 | ||
| Maintenance Cost per Year | Maintenance Cost per Year | ||
|---|---|---|---|
| Year 1 | IDR 1,750,000.00 | Year 9 | IDR 2,585,547.03 |
| Year 2 | IDR 1,837,500.00 | Year 10 | IDR 2,714,824.38 |
| Year 3 | IDR 1,929,375.00 | Year 11 | IDR 2,850,565.60 |
| Year 4 | IDR 2,025,843.75 | Year 12 | IDR 2,993,093.88 |
| Year 5 | IDR 2,127,135.94 | Year 13 | IDR 3,142,748.57 |
| Year 6 | IDR 2,233,492.73 | Year 14 | IDR 3,299,886.00 |
| Year 7 | IDR 2,345,167.37 | Year 15 | IDR 3,464,880.30 |
| Year 8 | IDR 2,462,425.74 | ||
| Year | Net Cash Flow | Payback Period |
|---|---|---|
| 1 | IDR 30,728,949.82 | IDR 50,271,050.18 |
| 2 | IDR 29,814,504.81 | IDR 20,456,545.37 |
| 3 | IDR 28,812,990.29 | −IDR 8,356,444.92 |
| 4 | IDR 27,715,918.07 | −IDR 36,072,362.98 |
| Before Improvement | After Improvement | |||
|---|---|---|---|---|
| RULA | 7 | High risk | 4 | Low risk |
| REBA | 11 | Very high risk | 4 | Medium risk |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Saptari, A.; Ng, P.K.; Junardi, M.; Taslim, A. A Feasibility Study on the Conversion from Manual to Semi-Automatic Material Handling in an Oil and Gas Service Company. Safety 2023, 9, 16. https://doi.org/10.3390/safety9010016
Saptari A, Ng PK, Junardi M, Taslim A. A Feasibility Study on the Conversion from Manual to Semi-Automatic Material Handling in an Oil and Gas Service Company. Safety. 2023; 9(1):16. https://doi.org/10.3390/safety9010016
Chicago/Turabian StyleSaptari, Adi, Poh Kiat Ng, Michelle Junardi, and Andira Taslim. 2023. "A Feasibility Study on the Conversion from Manual to Semi-Automatic Material Handling in an Oil and Gas Service Company" Safety 9, no. 1: 16. https://doi.org/10.3390/safety9010016
APA StyleSaptari, A., Ng, P. K., Junardi, M., & Taslim, A. (2023). A Feasibility Study on the Conversion from Manual to Semi-Automatic Material Handling in an Oil and Gas Service Company. Safety, 9(1), 16. https://doi.org/10.3390/safety9010016