Lockout and Tagout in a Manufacturing Setting from a Situation Awareness Perspective

 ,
,
Abstract
1. Introduction
1.1. Ongoing LOTO Issues
1.2. Situation Awareness and LOTO
1.3. Objectives
- To critically assess the LOTO system of a manufacturing organization through the perspective of a user and determine SA requirements for the LOTO applications.
- To classify the issues based on SA levels and components of the LOTO system.
- To prioritize the SA issues and recommend ways to rectify them.
2. Materials and Methods
2.1. Study Design
2.2. Data Source and Selection Criteria
2.3. Interviews
2.4. Observations
2.5. Focus Group Discussion
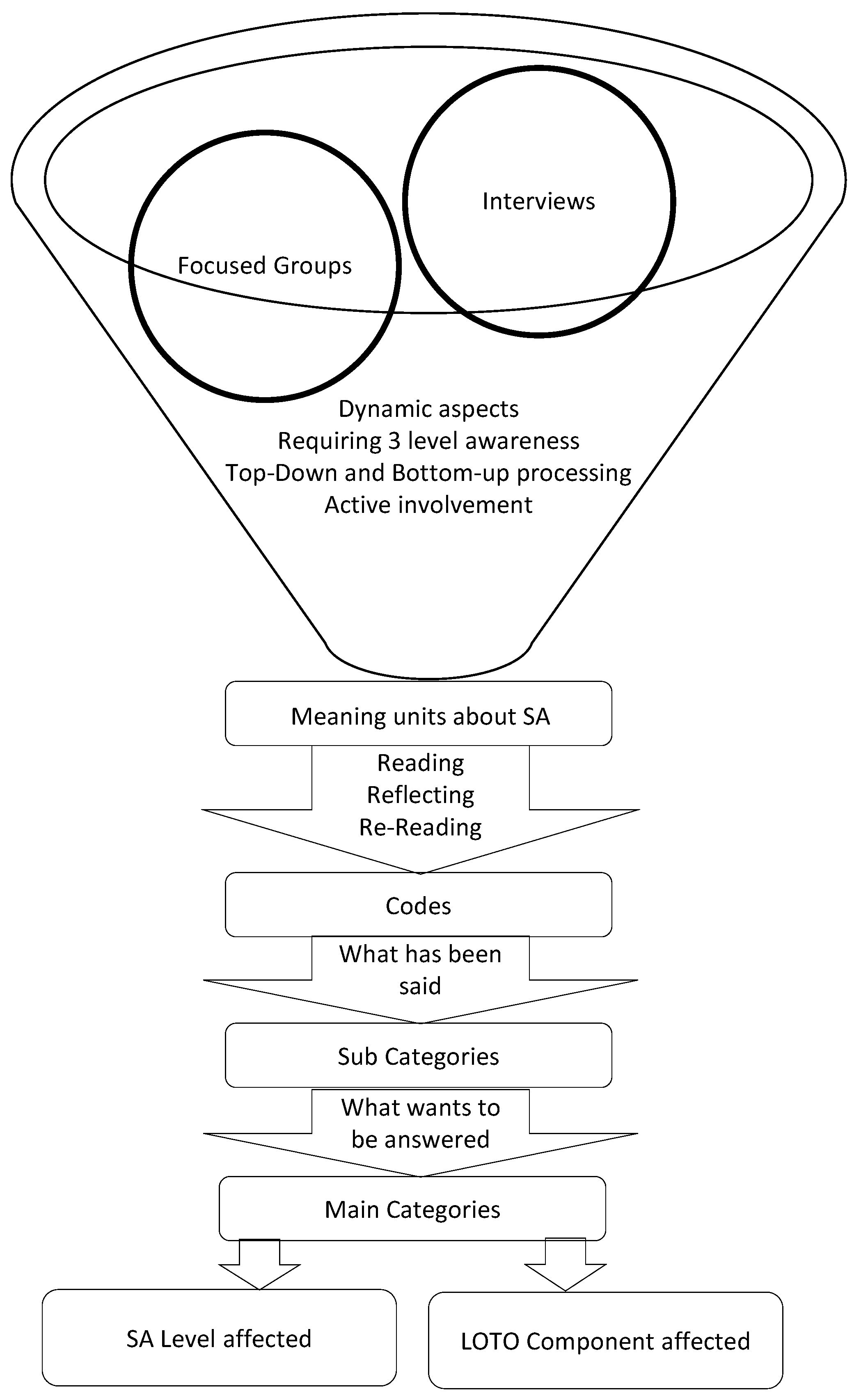
3. Qualitative Content Analysis
4. Results and Discussion
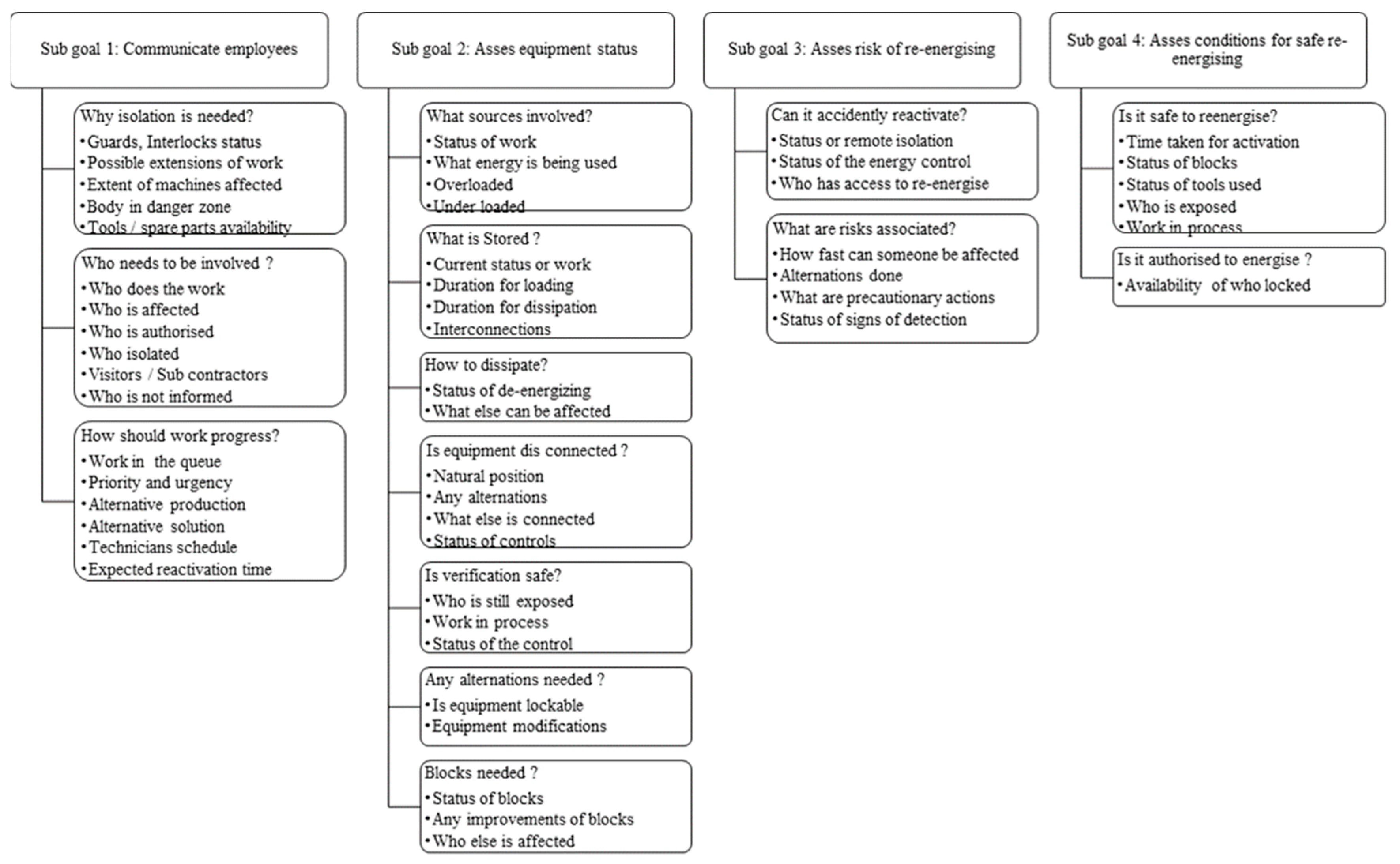
4.1. SA Requirements
- Identifying abnormalities, understanding the problems, and predicting failures;
- Comprehending the environment and their risks to avoid accidents are SA requirements;
- Maintaining team synchrony by collaborating and coordinating tasks to achieve a common goal;
- Maintaining a good corporate environment, standardized work routine and terminology, and communicating with other supporting areas.
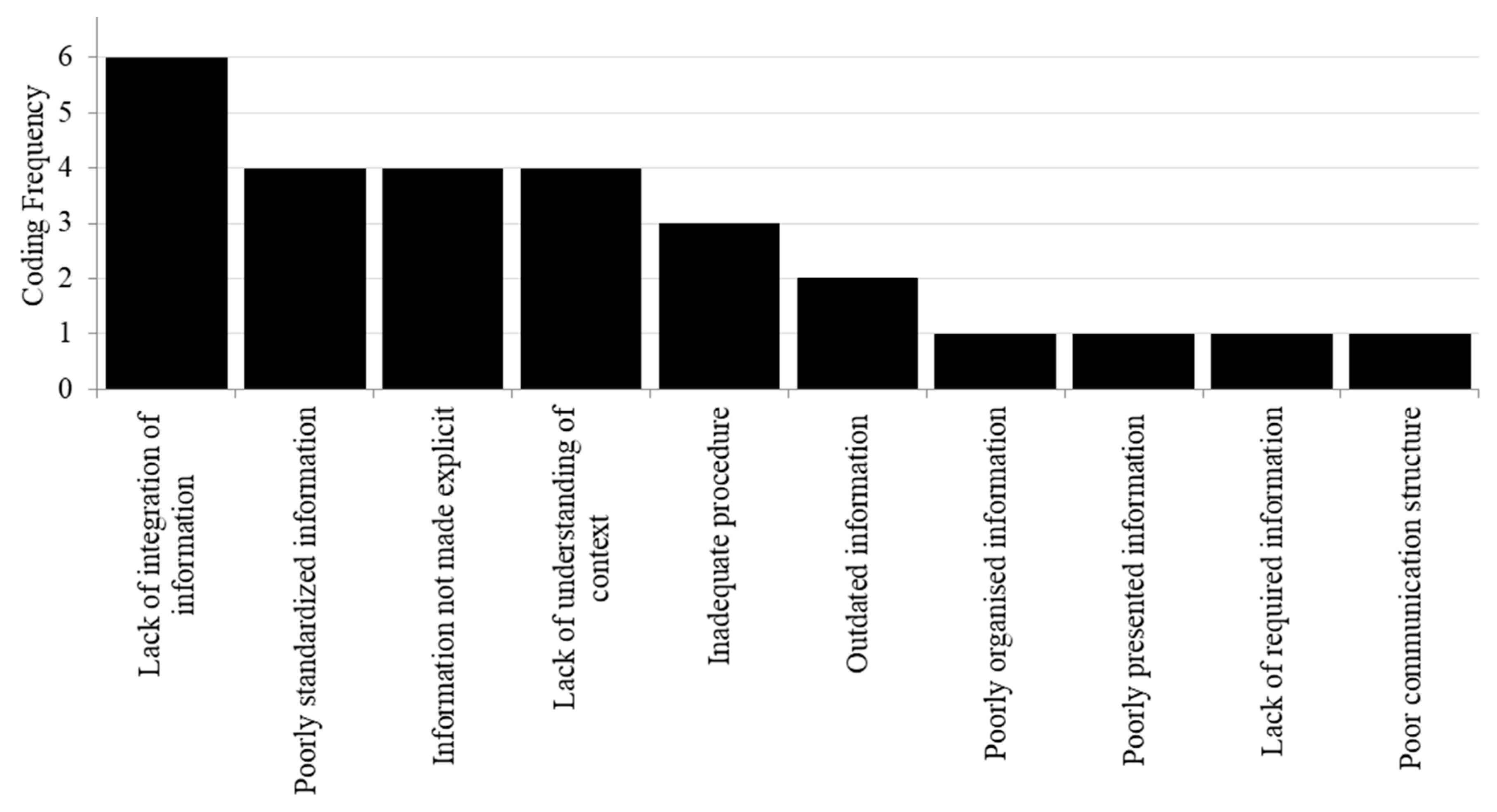
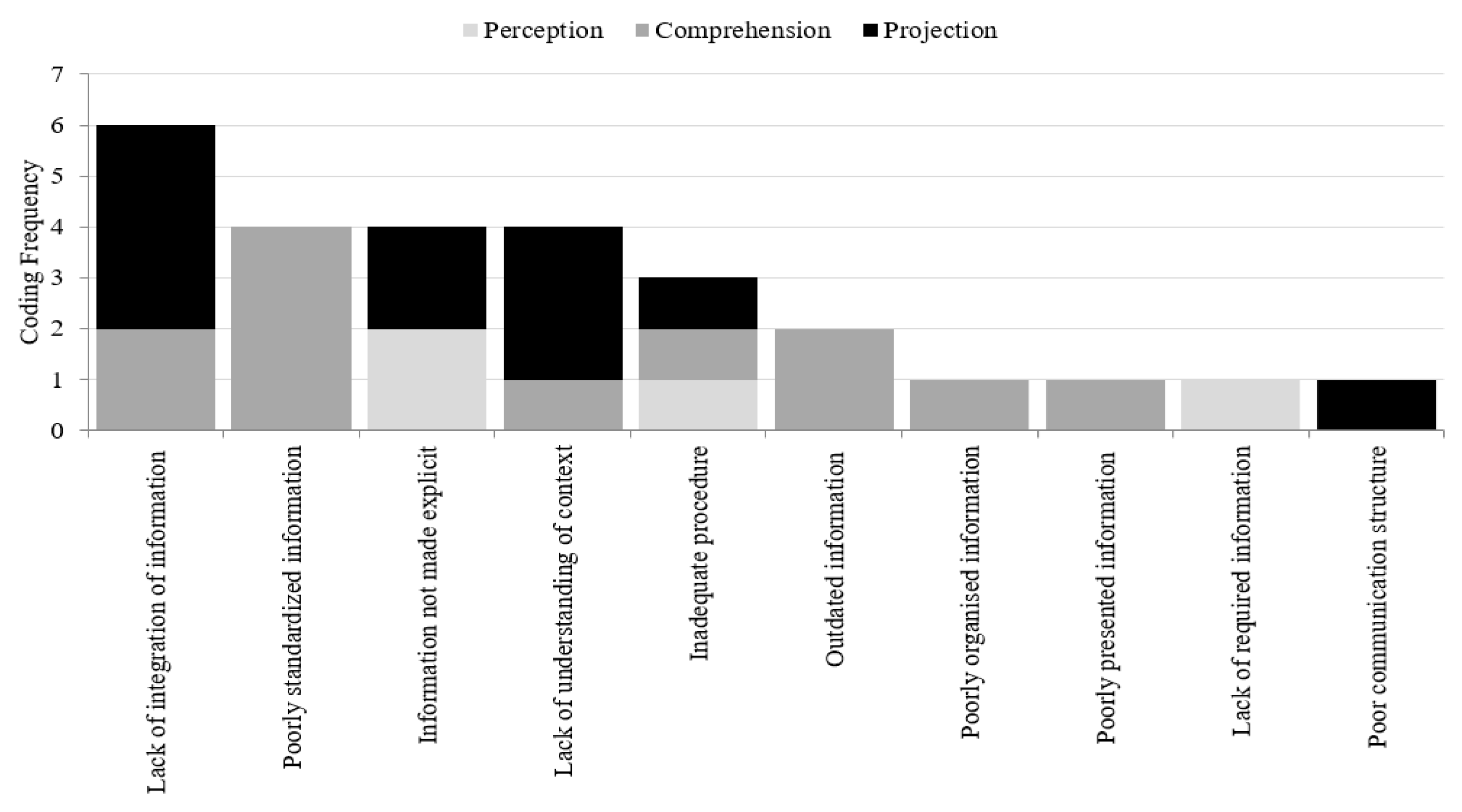
4.2. SA Issues
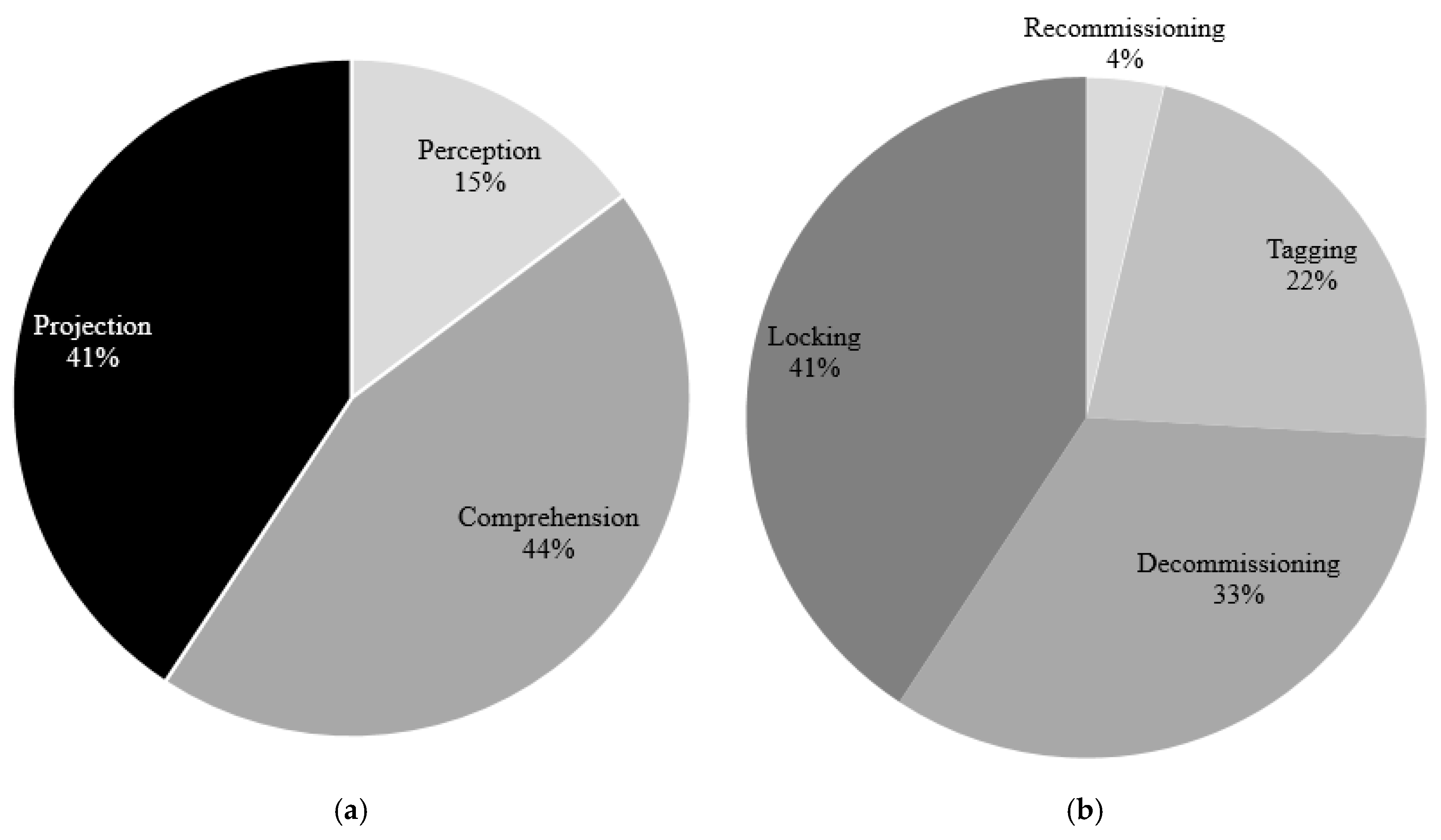
4.3. SA Levels Affected
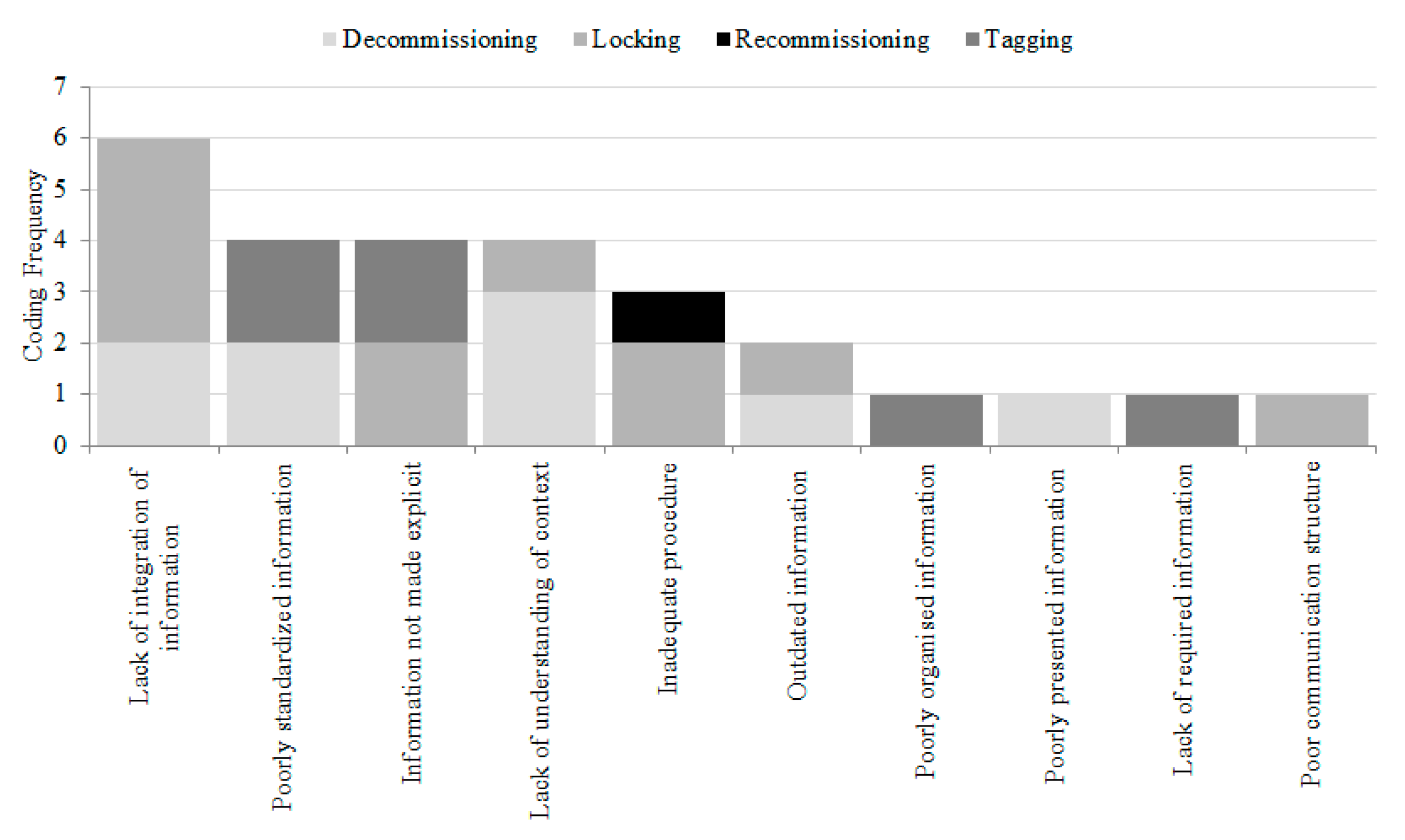
4.4. LOTO System Components Affected
4.5. SA Level Affected and Respective LOTO System Component
5. Recommendations
5.1. Integrating Information
5.2. Providing Consistency and Standardization
5.3. Making Information More Explicit
5.4. Improving the Understanding of the Context
5.5. Improving Adequacy of Procedures and Validity of Information
5.6. Improving Communication Structure
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Meaning Unit | Condensed Meaning Unit (Difficulty for Reason) | Coded Meaning Unit | Subcategory (Causal Factor) | Main Category 1—SA Level Affected | Main Category 2—LOTO System Component Affected |
|---|---|---|---|---|---|
| Description in some of the procedures are not clear and locating the hazard zones is difficult | Difficult to locate hazard zones due to unclear procedures | Identification difficulty of hazard zones | Poorly presented information | Comprehension | Decommissioning |
| Some of the visuals used in illustrations are not similar to others used in the organization, leading to difficulty in understanding them | Difficult to interpret illustrations in procedure documents due to absence of unique illustration methods | Difficult to understand illustrations | Poorly standardized information | Comprehension | Decommissioning |
| We see a different flow of information in procedures, so we are not very certain whether all the important points are covered in the procedures | Difficult to interpret procedures due to lack of standardized content and flow | Difficult to understand procedures | Poorly standardized information | Comprehension | Decommissioning |
| We are not certain what exactly to write on the tag and in many cases, writings on the warning tag contain different fields of information, so we need to contact the person who wrote it asking clarifications. | Writings on the tag cannot be comprehended due to absence of clear structure | Comprehension difficulty of tag content | Poorly organized information | Comprehension | Tagging |
| There are confusions with colors of LOTO tags in comparison to colors of other warning signs and safety notices at the workplace. | Difficult to interpret tags by their colors due to lack of standard | Comprehension difficulty of tag colours | Poorly standardized information | Comprehension | Tagging |
| Tags are sometimes used to denote maintenance work that is planned but not under execution, so we are not sure whether those are really under repair, though indicated with tags | Difficult to interpret the application of tags due to usage of them for other purposes | Confusion with unintended use of tags | Poorly standardized information | Comprehension | Tagging |
| LOTO procedures require verification of tools removal; we use a number of tools and it is time-consuming and doubtful whether we leave any instrument inside the machine. | Difficult to verify whether all tools are removed from the machine before start-up | Doubtful tool clearance | Inadequate procedure | Perception | Recommissioning |
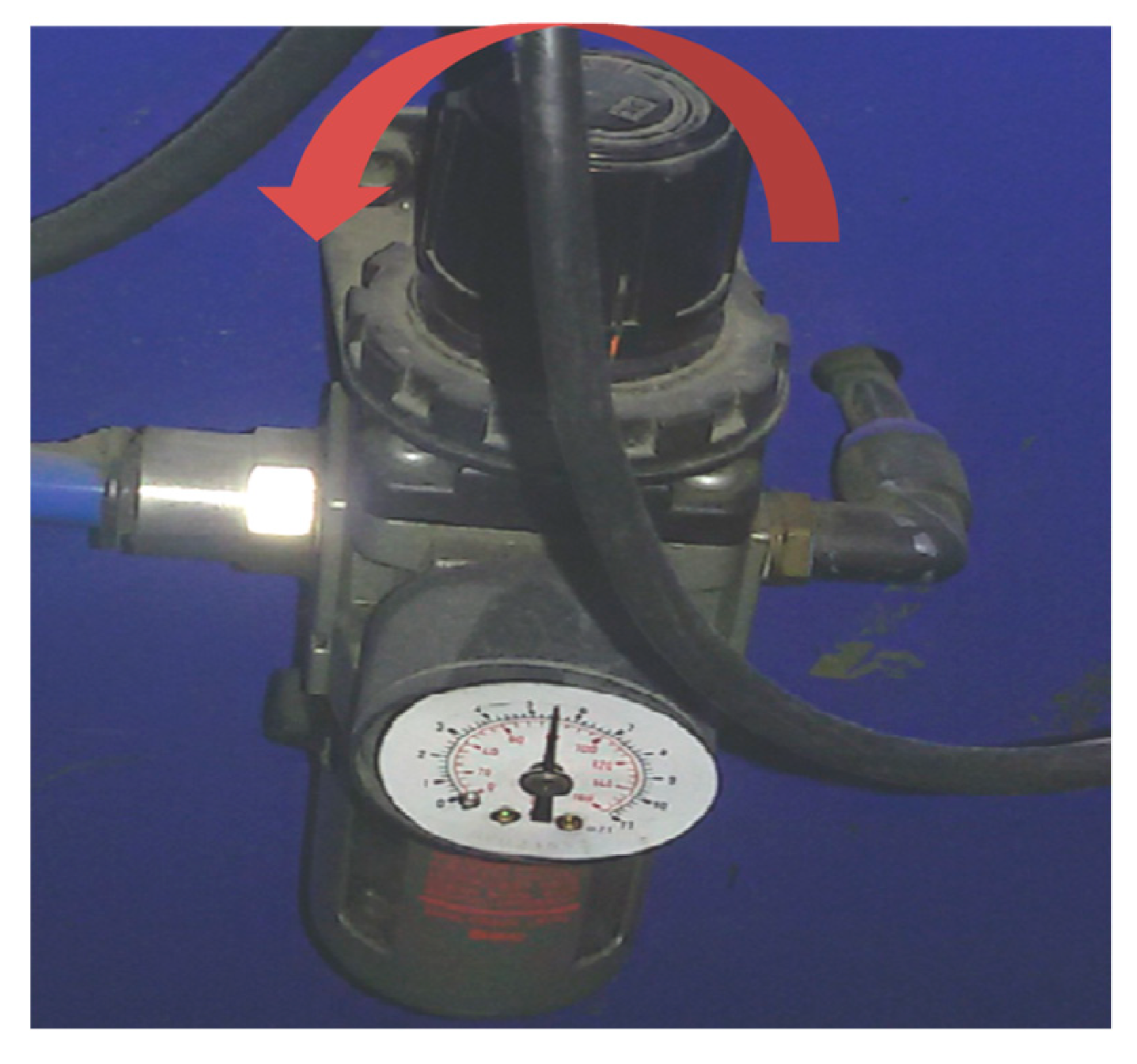
| Tried to switch on the machine several times, could not switch on and then tried to locate the reason. Finally noted a lockout is applied. Tagout applied at the main power cut off at distribution panel. | Not able to easily perceive; energy isolation is done on the equipment, due to absence of the LOTO document in close proximity | Difficult to know whether LOTO is applied | Information not made explicit | Perception | Tagging |
| Tried operating the machine, could not switch on and tried to locate the issue, finally noted a lockout and tag out is applied on the main switch to restrict power to other machine in the production line. | Not able to easily perceive, energy isolation and the reason for isolation, due to absence of the LOTO document at close proximity | Difficult to know why LOTO is applied | Information not made explicit | Perception | Tagging |
| Sometimes we can’t put lockout, in procedure exemption allows putting tag only. However, we cannot understand from the tag alone whether there is a lock or not. We often doubt with tags whether they accompany a lock or not. | Not able to perceive whether both tag and lock are applied, due to absence of such information on the tag | Difficulty to interpret depth of LOTO | Lack of required information | Perception | Tagging |
| We have attended some alternations in the equipment, within the limits recommended by the OEM but we are not certain whether LOTO is adjusted accordingly. | Uncertainty of existing LOTO processes due to equipment modifications | Uncertainty of updated procedures | Information not made explicit | Projection | Locking |
| In some cases, LOTO cannot be applied at all, so we have to think so much about alternative methods considering all the risks, and we are not certain all risks are covered | Absence of clear method to identify alternative methods when locks not applicable | Not knowing what exactly to do for alternatives | Information not made explicit | Projection | Locking |
| We are not very certain what impact it would create if we do not block some of the energy sources, documents do not present the purpose of certain blocking procedures | Lack of understanding of impacts of release of energy during maintenance work | Not knowing the risk factor | Lack of understanding of context | Projection | Decommissioning |
| Meaning Unit | Condensed Meaning Unit (Difficulty, for, reason) | Coded Meaning Unit | Subcategory (Causal factor) | Main Category 1—SA level affected | Main Category 2—LOTO System Component affected |
| In the procedure manuals, there is nothing mentioned about adjustments needed on LOTO followed by local modifications; we are in doubt as to what level of local modifications will impact our own safety | Lack of understanding about the restrictions for modifications | Not knowing the risk factors | Lack of understanding of context | Projection | Decommissioning |
| There are transition locks, so other shifts can know maintenance is going on; however, there is no clear transition process. Individuals follow different processes to communicate the completion of repair work | Not able to predict the status of maintenance work after shift changeover, due to lack of standard communication | Difficulty of knowing the status during shift changeover | Poor communication structure | Projection | Locking |
| We are not very comfortable with safety of unlocking, we doubt access of multiple keys to locks | Insecure feeling due to availability of multiple keys for locks | Unsafe feeling | Inadequate procedure | Projection | Locking |
| When we are to apply alternative blockings, there were situations we never thought would restrict some other operations, there is no proper way to foresee such interruptions | Alternative blocks unexpectedly restricting access to other controls | Unexpected interference with existing controls | Lack of integration of information | Projection | Locking |
| Sometimes, we have to keep the panel doors open because bulky locks restrict closing the panel doors; we then need to think of ways to avoid non-compliance, because those should be kept closed. | Conflict of LOTO devise applications with other compliance requirements | Unexpected interference with existing controls | Lack of integration of information | Projection | Locking |
| Locks are installed on the main energy isolation panels; then we find it difficult to handle neighbouring controls because those are physically blocked | Locks blocking access to neighbouring controls | Restricted access to controls | Lack of integration of information | Projection | Locking |
| We sometimes cannot install locks and have to manage only with the tag; though we switch off and block the cut-off with alternative methods, we are not certain of accidental activation of power. | Insecure feeling with accidental energy connection when locks not used | Uncertain risk with alternative blocks | Lack of integration of information | Projection | Locking |
| We are not sure why we are asked to follow certain steps in locking out; there are alternative ways to perform the same task | Absence of clear understanding of the purpose of doing energy cut off | Not knowing the task purpose | Lack of understanding of context | Projection | Locking |
| Descriptions in some of the procedures are not clear and locating the hazard zones is difficult | Difficult to locate hazard zones due to unclear procedures | Identification difficulty of hazard zones | Poorly presented information | Comprehension | Decommissioning |
| Some of the visuals used in illustrations are not similar to others used in the organization, leading to difficulty in understanding them | Difficult to interpret illustrations in procedure documents due to absence of unique illustration methods | Difficult to understand illustrations | Poorly standardized information | Comprehension | Decommissioning |
| We see different flow of information in procedures, so we are not very certain whether all the important points are covered in the procedures | Difficult to interpret procedures due to lack of standardized content and flow | Difficult to understand procedures | Poorly standardized information | Comprehension | Decommissioning |
| We are not certain what exactly to write on the tag, and in many cases, writings on the warning tag contain different fields of information, so we need to contact the person who wrote it asking clarifications. | Writings on the tag cannot be comprehended due to absence of clear structure | Comprehension difficulty of tag content | Poorly organized information | Comprehension | Tagging |
| There are confusions with colors of LOTO tags in comparison to colors of other warning signs and safety notices at the workplace. | Difficult to interpret tags by their colors due to lack of standard | Comprehension difficulty of tag colors | Poorly standardized information | Comprehension | Tagging |
| Tags are sometimes used to denote maintenance work that is planned but not under execution, so we are not sure whether those are really under repair, although this is indicated with tags | Difficult to interpret the application of tags due to usage of them for other purposes | Confusion with unintended use of tags | Poorly standardized information | Comprehension | Tagging |
References
- Lind, S.; Nenonen, S. Occupational risks in industrial maintenance. J. Qual. Maint. Eng. 2008, 14, 194–204. [Google Scholar] [CrossRef]
- Census of Rate of Fatal Occupational Injuries to Civilian Workers Charts by Major Occupation Group. 2016. Available online: https://www.bls.gov/iif/oshwc/cfoi/cfch0015.pdf (accessed on 10 October 2018).
- Bulzacchelli, M.T. Circumstances of fatal lockout/tagout-related injuries in manufacturing. Am. J. Ind. Med. 2008, 51, 728–734. [Google Scholar] [CrossRef]
- Control of Hazardous Energy Lockout/Tagout OSHA 3120. 2002. Available online: www.osha.gov/Publications/3120.html (accessed on 20 November 2017).
- The Control of Hazardous Energy (Lockout/Tagout): Notice of the Availability of a Lookback Review Pursuant to the Regulatory Flexibility Act and Executive Order 12866. Available online: www.osha.gov/laws-regs/federalregister/2000-06-20 (accessed on 11 August 2018).
- Commonly Used Statistics. 2017. Available online: www.osha.gov/oshstats/commonstats.html (accessed on 15 August 2018).
- OSHA’s Top 10 Most Cited Violations for 2016. 2016. Available online: www.safetyandhealthmagazine.com/articles/14927-2016-oshas-top-10-most-cited-violations (accessed on 11 June 2018).
- Karimi, B.; Chinniah, Y.; Burlet-Vienney, D.; Aucourt, B. Qualitative study on the control of hazardous energy on machinery using lockout and alternative methods. Saf. Sci. 2018, 107, 22–34. [Google Scholar] [CrossRef]
- Kelley, S.M. Lockout/Tagout: A Practical Approach; American Society of Safety Engineers: Park Ridge, IL, USA, 2001. [Google Scholar]
- Poisson, P.; Chinniah, Y.; Jocelyn, S. Design of a safety control system to improve the verification step in machinery lockout procedures: A case study. Reliab. Eng. Syst. Saf. 2016, 156, 266–276. [Google Scholar] [CrossRef]
- Bulzacchelli, M.T.; Vernick, J.S.; Webster, D.W.; Lees, P.S.J. Effects ofthe Occupational Safety and Health Administration’s control ofhazardous energy (lockout/tagout) standard on rates of machinery-related fatal occupational injury. Inj. Prev. 2007, 13, 334–338. [Google Scholar] [CrossRef] [PubMed]
- Parker, D.L.; Yamin, S.C.; Xi, M.; Brosseau, L.M.; Gordon, R.; Most, I.G.; Stanley, R. Findings From the National Machine Guarding Program: A Small Business Intervention: Machine Safety. J. Occup. Environ. Med. 2016, 58, 885. [Google Scholar] [CrossRef]
- Yamin, S.C.; Parker, D.L.; Xi, M.; Stanley, R. Self-audit of lockout/tagout in manufacturing workplaces: A pilot study. Am. J. Ind. Med. 2017, 60, 504–509. [Google Scholar] [CrossRef] [PubMed]
- Endsley, M.R. Toward a theory of situation awareness in dynamic-systems. Hum. Factors 1995, 37. [Google Scholar] [CrossRef]
- Salas, E.; Prince, C.; Baker, D.; Shrestha, L. Situation Awareness in Team Performance: Implications for Measurement and Training. Hum. Factors 1995, 37, 123–136. [Google Scholar] [CrossRef]
- Salmon, P.M.; Stanton, N.A.; Walker, G.H.; Baber, C.; Jenkins, D.M.; McMaster, R.; Young, M.S. What really is going on? Review of situation awareness models for individuals and teams. Theor. Issues Ergon. Sci. 2008, 9, 297–323. [Google Scholar] [CrossRef]
- Endsley, M.R.; Robertson, M.M. Situation awareness in aircraft maintenance teams. Int. J. Ind. Ergon. 2000, 26, 301–325. [Google Scholar] [CrossRef]
- Endsley, M.R.; Bolte, B.; Jones, D.G. Designing for Situation Awareness: An Approach to Human-Centered Design; Taylor & Francis: London, UK, 2004. [Google Scholar]
- Sneddon, A.; Mears, K.; Flin, R. Situation awareness and safety in offshore drill crews. Cogn. Technol. Work 2006, 8, 255–267. [Google Scholar] [CrossRef]
- Grech, M.; Horeberry, T. Human error in maritime operations: Situation awareness and accident reports. In Proceedings of the Human Error, Safety and System Development Conference, Newcastle, UK, 17–18 June 2002; pp. 17–18. [Google Scholar]
- Golightly, D.; Ryan, B.; Dadashi, N.; Pickup, L.; Wilson, J.R. Use of scenarios and function analyses to understand the impact of situation awareness on safe and effective work on rail tracks. Saf. Sci. 2013, 56, 52–62. [Google Scholar] [CrossRef]
- Oliveira, A.; Araujo, R.; Jardine, A. Human-Centered Interfaces for Situation Awareness in Maintenance. In Human Interface and the Management of Information; Information and Knowledge in Applications and Services HIMI 2014; Lecture Notes in Computer Science; Yamamoto, S., Ed.; Springer: Cham, Switzerland, 2014. [Google Scholar]
- Taylor, R.M. Situational Awareness Rating Technique (SART): The development of a toll for aircrew systems design. In Proceedings of the AGARD Conference No 478, Situational Awareness in Aerospace Operations, Aerospace Medical Panel Symposium, Copenhagen, Denmark, 2–6 October 1989. [Google Scholar]
- Silvagni, S.; Napoletano, L.; Graziani, I.; Le Blaye, P.; Rognin, L. Concept for Human Performance Envelope, Future Sky Safety. 2015. Available online: www.futuresky-safety.eu/wp-content/uploads/2015/12/FSS_P6_DBL_D6.1-Concept-for-Human-Performance-Envelope_v2.0.pdf (accessed on 28 October 2018).
- Phellas, C.N.; Bloch, A.; Seale, C. Structured methods: Interviews, questionnaires and observation. In Researching Society and Culture, 3rd ed.; Seal, C., Ed.; SAGE: London, UK, 2012. [Google Scholar]
- Reichertz, J. Induction, Deduction, Abduction. In The SAGE Handbook of Qualitative Data Analysis; Flick, U., Ed.; SAGE: London, UK, 2013; pp. 123–135. [Google Scholar]
- Palinkas, L.A.; Horwitz, S.M.; Green, C.A.; Wisdom, J.P.; Duan, N.; Hoagwood, K. Purposeful Sampling for Qualitative Data Collection and Analysis in Mixed Method Implementation Research. Adm. Policy Ment. Health 2015, 42, 533–544. [Google Scholar] [CrossRef]
- Roulston, K. Analysing Interviews. In The SAGE Handbook of Qualitative Data Analysis; Flick, U., Ed.; SAGE: London, UK, 2013; pp. 297–312. [Google Scholar]
- Savage, J. Participative observation: Standing in the shoes of others? Qual. Health Res. 2000, 10, 324–339. [Google Scholar] [CrossRef]
- Patricia, A.; Adler, P. Membership roles in field research. In Qualitative Research Methods; SAGE: Detroit, MI, USA, 1987. [Google Scholar]
- Monahan, T.; Fisher, J.A. Benefits of ‘Observer Effects’: Lessons from the Field. Qual. Res. 2010, 10, 357–376. [Google Scholar] [CrossRef]
- Vinten, G. Participant observation: A model for organizational investigation? J. Manag. Psychol. 1994, 9, 30–38. [Google Scholar] [CrossRef]
- Kristiansen, T.M.; Grønkjær, M. Focus Groups as Social Arenas for the Negotiation of Normativity. Int. J. Qual. Methods 2018. [Google Scholar] [CrossRef]
- Rosaline, S. Analysing Focus Groups. In The SAGE Handbook of Qualitative Data Analysis; Flick, U., Ed.; SAGE: London, UK, 2013; pp. 313–326. [Google Scholar]
- Bengtsson, M. How to plan and perform a qualitative study using content analysis. NursingPlus 2016, 2, 8–14. [Google Scholar] [CrossRef]
- Erlingsson, C.; Brysiewicz, P. A hands-on guide to doing content analysis. Afr. J. Emerg. Med. 2017, 7, 93–99. [Google Scholar] [CrossRef]
- Stanton, N.A.; Chambers, P.R.G.; Piggott, J. Situational awareness and safety. Saf. Sci. 2001, 39, 189–204. [Google Scholar] [CrossRef]
- Uhlarik, J.; Comerford, D.A. A Review of Situation Awareness Literature Relevant to Pilot Surveillance Functions (DOT/FAA/AM-02/3); Federal Aviation Administration, U.S. Department of Transportation: Washington, DC, USA, 2002.
- Wickens, C.D.; Hollands, J.D.; Banbury, S.; Parasuraman, R. Introduction and Engineering Psychology and Human Performance. In Engineering Psychology and Human Performance, 4th ed.; Routledge: New York, NY, USA, 2016; pp. 1–7. [Google Scholar]
- Endsley, M.R. Situation awareness misconceptions and misunderstandings. J. Cogn. Eng. Decis. Mak. 2015, 9, 4–32. [Google Scholar] [CrossRef]
- Schreier, M. Qualitative Content Analysis. In The SAGE Handbook of Qualitative Data Analysis; Flick, U., Ed.; SAGE: London, UK, 2013; pp. 170–183. [Google Scholar]
- Unger, R.L.; Conway, K. Impact of maintainability design on injury rates and Maintenance costs for underground mining equipment. In Improving Safety at Small Underground Mines, Bureau of Mines SP 18–94; Peters, R.H., Ed.; United States Department of the Interior: Washington, DC, USA, 1994; pp. 140–167. [Google Scholar]












| Interested Group | Sampling Criteria | Sample Group | No. |
|---|---|---|---|
| Machine technicians | Technical specialty | Mechanical | 8 (53%) |
| Electrical | 7 (47%) | ||
| Years of experience | Mean ± SD | 9.6 ± 2.4 | |
| Age (yrs) | Mean ± SD | 37.3 ± 7.1 | |
| Machine operators | Production specialty | Multi skilled | 20 |
| Years of experience | Mean ± SD | 5.9 ± 1.9 | |
| Age (yrs) | Mean ± SD | 29.4 ± 6.4 |
| Main Category | Category Name | Description | Example | Decision Rule |
|---|---|---|---|---|
| Affected SA level | Perception | Important information through LOTO application, such as maintenance status, progression, and changes not correctly perceived | Not able to easily perceive; energy isolation is done on the equipment due to the absence of the LOTO document in close proximity | System design failed to present correct information, or there is a failure in the communication process, so information is not correctly perceived by the user |
| Comprehension | Important information through LOTO application not correctly put together to formulate a holistic view of the situation | Failure to comprehend the writing on the tag together with the observable status of the machine and energy connections | Although the information is correctly perceived by the user, the user fails to comprehend the significance or meaning of that information | |
| Projection | Failure to predict the future consequences of the situation using the information | Failure to predict the status of maintenance work followed by a shift changeover | Individuals may be fully aware of what is going on, but have a poor model for projecting what that means for the future | |
| Group 2-Affected LOTO system component | Decommissioning | Factors hindering the disconnection of equipment from energy sources | Difficulty of identifying connections between energy feeds and actuators | Issues prevent or obstruct the removal and isolation of energy sources to limit the risk of accidental energy release to the lowest possible level |
| Locking | Factors hindering the application of locks | Incompatible devices requiring excessive force | Issues in selecting and using locking devices leading to reduced protection | |
| Tagging | Factors hindering the communication expected through tags | Color codes used in LOTO tags are not standardized | Issues in the design and usage of tags leading to disturbance of the risk communication | |
| Recommissioning | Factors hindering the recommissioning process of LOTO | Difficulty verifying whether all the tools are removed from the machine | Issues arising during recommissioning of LOTO leading to risks |
| Meaning Unit | Condensed Meaning Unit (Difficulty for Reason) | Coded Meaning Unit | Subcategory (Causal Factor) | Main Category 1—SA Level Affected | Main Category 2—LOTO System Component Affected |
|---|---|---|---|---|---|
| We use a number of tools and it is time-consuming and doubtful whether we leave any instrument inside the machine. | Difficult to verify whether all tools are removed from the machine before start-up | Doubtful tool clearance | Inadequate procedure | Perception | Recommissioning |
| Description in some of the procedures are not clear and locating the hazard zones is difficult | Difficult to locate hazard zones due to unclear procedures | Identification difficulty of hazard zones | Poorly presented information | Comprehension | Decommissioning |
| In some cases, LOTO cannot be applied at all, so we have to think so much about alternative methods considering all the risks, and we are not certain that all risks are covered | Absence of clear method to identify alternative methods when locks are not applicable | Not knowing what exactly to do for alternatives | Information not made explicit | Projection | Locking |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Illankoon, P.; Manathunge, Y.; Tretten, P.; Abeysekara, J.; Singh, S. Lockout and Tagout in a Manufacturing Setting from a Situation Awareness Perspective. Safety 2019, 5, 25. https://doi.org/10.3390/safety5020025
Illankoon P, Manathunge Y, Tretten P, Abeysekara J, Singh S. Lockout and Tagout in a Manufacturing Setting from a Situation Awareness Perspective. Safety. 2019; 5(2):25. https://doi.org/10.3390/safety5020025
Chicago/Turabian StyleIllankoon, Prasanna, Yamuna Manathunge, Phillip Tretten, John Abeysekara, and Sarbjeet Singh. 2019. "Lockout and Tagout in a Manufacturing Setting from a Situation Awareness Perspective" Safety 5, no. 2: 25. https://doi.org/10.3390/safety5020025
APA StyleIllankoon, P., Manathunge, Y., Tretten, P., Abeysekara, J., & Singh, S. (2019). Lockout and Tagout in a Manufacturing Setting from a Situation Awareness Perspective. Safety, 5(2), 25. https://doi.org/10.3390/safety5020025