Performance Evaluation of Biodiesel Produced from Waste Tire Pyrolytic Oil as a Lubricant Additive in Oil Drilling Systems



Abstract
1. Introduction
2. Results
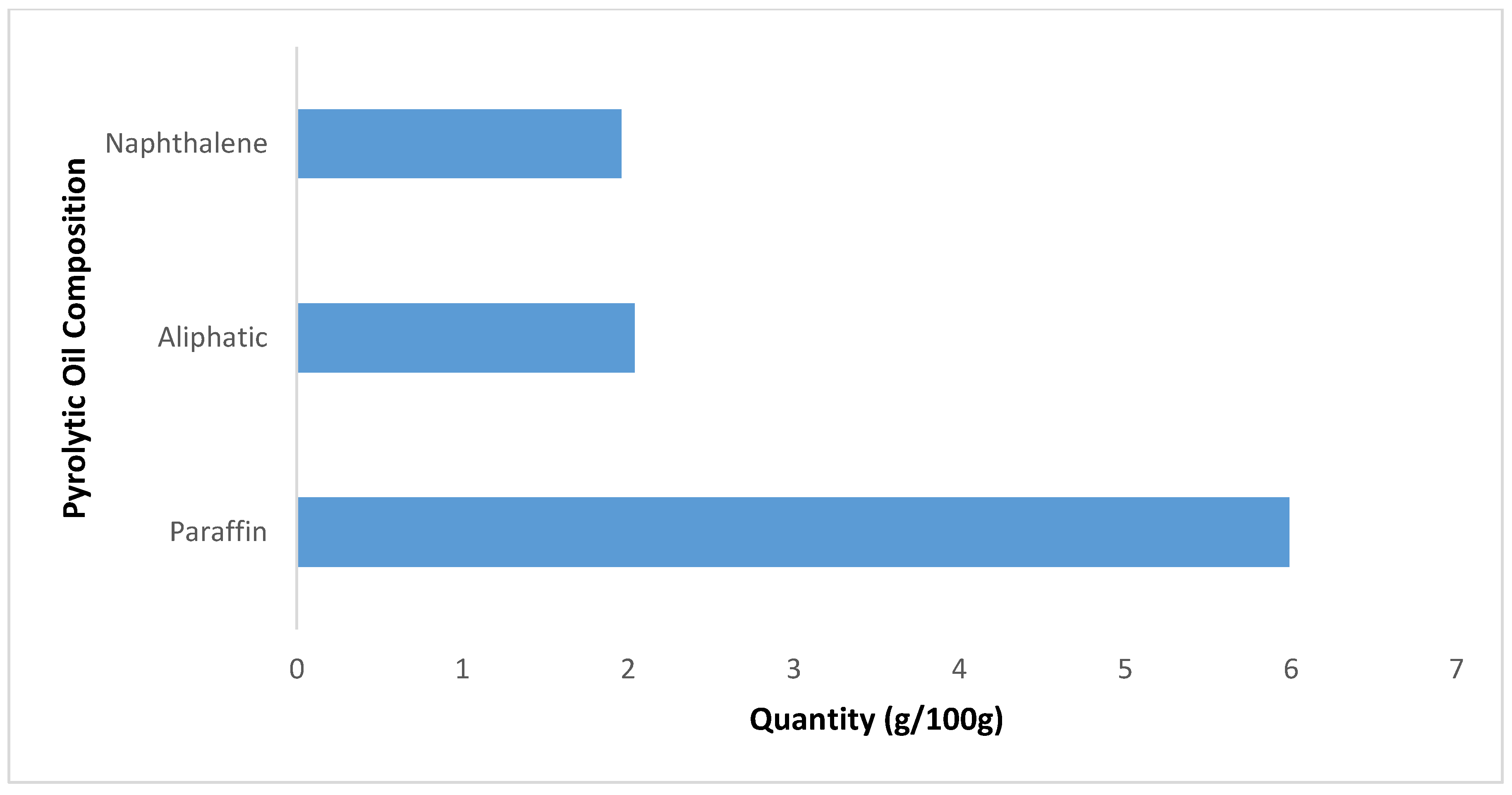
2.1. Pyrolytic Oil Chemical Content Analysis
2.2. Distilled Pyrolytic Oil and Biodiesel Analysis
2.3. Produced Biodiesel and Distilled Waste Tire Pyrolytic Oil Physicochemical Properties
3. Discussions
Economic Cost Analysis
4. Methods and Materials
4.1. Materials
4.2. Methods
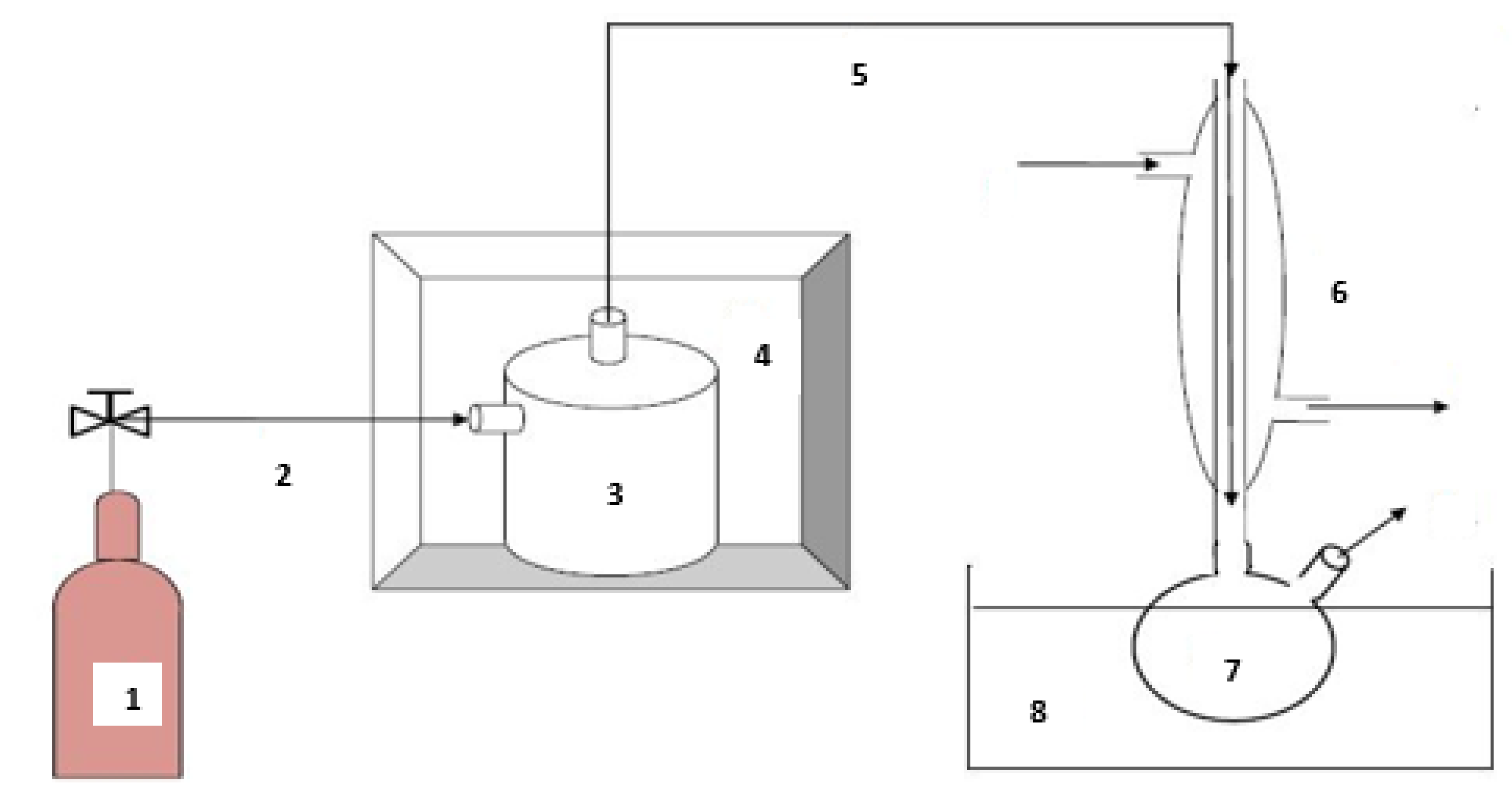
Pyrolysis of Selected Waste Tire
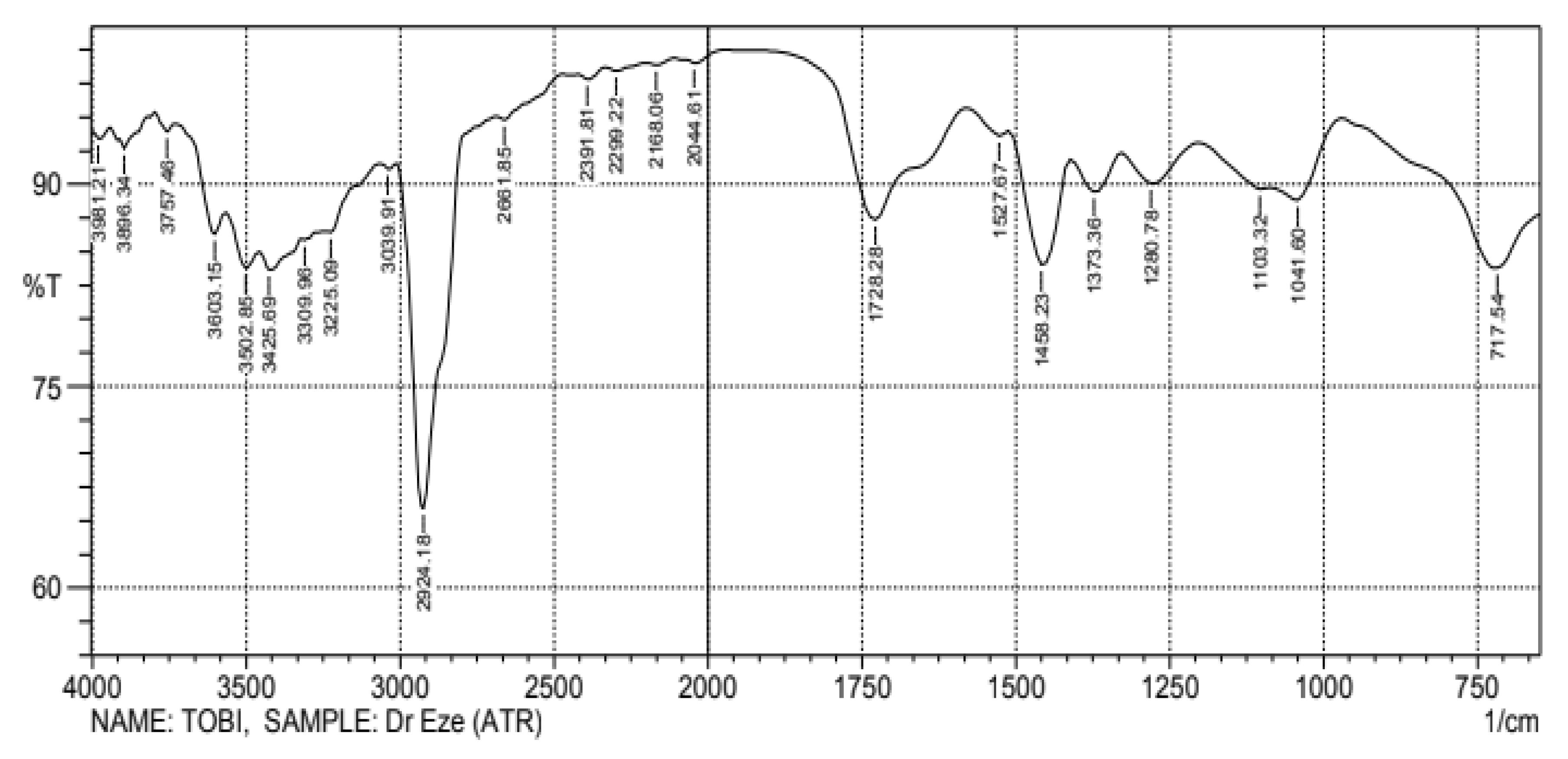
4.3. Pyrolytic Oil Analysis
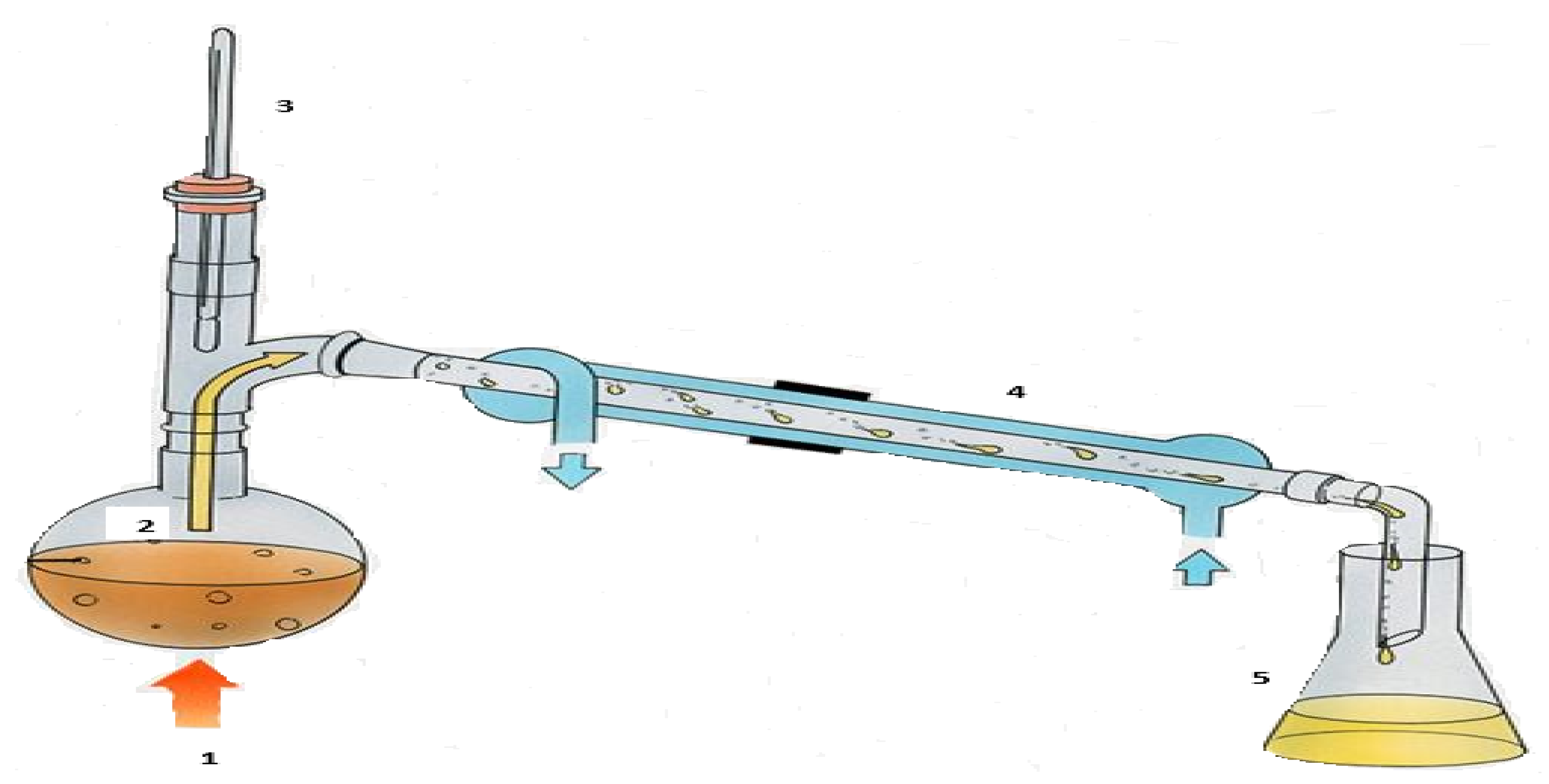
4.4. Distillation of the Waste Tire Pyrolytic Oil
4.5. Production of Biodiesel from Distilled Pyrolytic Oil as Lubricant Additive
4.5.1. Pre-Treatment of Oil (Esterification)
Procedure
4.5.2. Transesterification Process
Alcohol and Catalyst Mixture
Methyl Ether Mixture
Biodiesel and Glycerin Separation
Washing
4.5.3. Mechanism of the Transesterification
4.6. Analysis of the Distilled Pyrolytic Waste Tire Oil and Produced Biodiesel
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- York, P.A.; Prichard, D.M.; Dodson, J.K.; Dodson, T.; Rosenberg, S.M.; Gala, D. Eliminating non-productive time associated with drilling through trouble zones. In Proceedings of the Offshore Technology Conference Paper, Houston, TX, USA, 4–7 May 2009. [Google Scholar]
- Sönmez, A.; Kök, M.V.; Özel, R. Performance analysis of drilling fluid liquid lubricants. J. Petrol. Sci. Eng. 2013, 108, 64–73. [Google Scholar] [CrossRef]
- Caenn, R.; Darley, H.C.H.; Gray, G.R. Drilling problems related to drilling fluids. In Composition and Properties of Drilling and Completion Fluids; Gulf Professional Publishing: Houston, TX, USA, 2017; pp. 367–460. [Google Scholar] [CrossRef]
- Okoro, E.E.; Dosunmu, A.; Iyuke, S. Silicon Ethoxide as reversible surfactant in reversible drilling mud and the mud’s effect on permeability. J. King Saud Univ. Eng. Sci. 2019, 32, 402–406. [Google Scholar] [CrossRef]
- Kania, D.; Yunus, R.; Omar, R.; Rashis, S.A.; Jan, B.M. A review of bio-lubricants in drilling fluids: Recent research, performance, and applications. J. Petrol. Sci. Eng. 2015, 135, 177–184. [Google Scholar] [CrossRef]
- Shettigar, R.R.; Misra, N.M.; Naik, B.; Patel, K. Eco-friendly extreme pressure lubricants for water based drilling fluids. Int. Proc. Chem. Biol. Environ. Eng. 2015, 90. [Google Scholar] [CrossRef]
- Knox, D.; Jiang, P. Drilling further with water based fluids–selecting the right lubricant. In SPE International Symposium on Oil Field Chemistry; SPE Paper: Houston, TX, USA, 2005. [Google Scholar]
- Teng, J.; Espagne, B.J.-L.; Degouy, D.; Lescure, J. Development and field trial of a non-aqueous-based mud lubricant. Soc. Pet. Eng. 2013. [Google Scholar] [CrossRef]
- Okoro, E.E.; Erivona, N.O.; Sanni, S.E.; Orodu, K.B.; Igwilo, K.C. Modification of waste tire pyrolytic oil as base fluid for synthetic lube oil blending and production: Waste tire utilization approach. J. Mater. Cycle Waste Manag. 2020, 22, 1258–1259. [Google Scholar] [CrossRef]
- Banar, M.; Akyildiz, V.; Ozkan, A.; Çokaygil, Z.; Onay, O. Characterization of pyrolytic oil obtained from pyrolysis of TDF (tire-derived fuel). Energy Convers. Manag. 2012, 62, 22–30. [Google Scholar] [CrossRef]
- Umeki, E.R.; Oliveira, C.F.; Torres, R.B.; Santos, R.G. Physicochemistry properties of fuel blends composed of diesel and tire pyrolysis oil. Fuel 2016, 185, 236–242. [Google Scholar] [CrossRef]
- Dos Santos, R.G.; Rocha, C.L.; Felipe, F.L.S.; Cezario, F.T.; Correia, P.J.; Rezaei-Gomari, S. Tire waste management; an overview from chemical compounding to the pyrolysis derived fuels. J. Mater. Cycle Waste Manag. 2020. [Google Scholar] [CrossRef]
- Conesa, J.A.; Martın-Gullon, I.; Font, R.; Juauhiainen, J. Complete study of the pyrolysis and gasification of scrap tires in a pilot plant reactor. Environ. Sci. Technol. 2004, 38, 3189–3194. [Google Scholar] [CrossRef]
- Quek, A.; Balasubramanian, R. Liquefaction of waste tires by pyrolysis for oil and chemicals—A review. J. Anal. Appl. Pyrol. 2013, 101, 1–16. [Google Scholar] [CrossRef]
- Breeden, D.L.; Meyer, R.L. Ester-Containing Downhole Drilling Lubricating Composition and Processes Therefor and Therewith. U.S. Patent 6,884,762, 26 April 2005. Available online: http://www.freepatentsonline.com/6884762.html (accessed on 28 March 2020).
- Genuyt, B.; Janssen, M.; Reguerre, R.; Cassiers, J.; Breye, F. Biodegradable Lubricating Composition and Uses Thereof, in Particular in a Bore Fluid [Composition Lubrifiante Biodegradable et ses Utilisations, Notamment Dans un Fluide de Forage]. WO Patent 0,183,640, 8 November 2001. [Google Scholar]
- Runov, V.A.; Mojsa, Y.N.; Subbotina, T.V.; Pak, K.S.; Krezub, A.P.; Pavlychev, V.N. Lubricating Additive for Clayey Drilling Solution—Obtained by Esterification of Tall Oil or Tall Pitch with Hydroxyl Group Containing Agent. SU Patent 1,700,044, 23 December 1991. [Google Scholar]
- Mikulski, M.; Ambrosewicz-Walacik, M.; Duda, K.; Hunicz, J. Performance and emission characterization of a common-rail compression-ignition engine fueled with ternary mixtures of rapeseed oil, pyrolytic oil and diesel. Renew. Energy 2020, 148, 739–755. [Google Scholar] [CrossRef]
- Talavera-Prieto, N.M.C.; Ferreira, A.G.M.; Moreira, R.J.; Portugal, A.T.G. Monitoring of the transesterification reaction by continuous off-line density measurements. Fuel 2020, 264, 116877. [Google Scholar] [CrossRef]
- Hentschel, K.-H. The influence of molecular structure on the frictional behaviour of lubricating fluids. J. Synth. Lubr. 1985, 2, 143–165. [Google Scholar] [CrossRef]
- Minami, I. Molecular science of lubricant additives. Appl. Sci. 2017, 7, 445. [Google Scholar] [CrossRef]
- Tsietsi, P.; Edison, M.; Mukul, S. Reduction of sulphur in crude tyre oil by gas-liquid phase oxidative adsorption. S. Afr. J. Chem. Eng. 2014, 19, 22–30. [Google Scholar]
- dos Santos, R.G.; Alencar, A.C. Biomass-derived syngas production via gasification process and its catalytic conversion into fuels by Fischer Tropsch synthesis: A review. Int. J. Hydrog. Energy 2020, 45, 18114–18132. [Google Scholar] [CrossRef]
- Tsyurupa, M.P.; Blinnikova, Z.K.; Davidovich, Y.A.; Lyubimov, S.E.; Naumkin, A.V.; Davankov, V.A. On the nature of “functional groups” in non-functionalized hypercrosslinked polystyrenes. React. Funct. Polym. 2012, 72, 973–982. [Google Scholar] [CrossRef]
- Xiao, G.; Meng, Q.; Wen, R. Adsorption of aspirin on the macropore resin with six functional group sites: Multiple functional group sites in macropore resin versus the micropore filling in hypercrosslinked resin. React. Funct. Polym. 2020, 151, 104581. [Google Scholar] [CrossRef]
- Atuart, B. Infrared Spectroscopy: Fundamentals and Applications; John Wiley & Sons Ltd.: Chichester, UK, 2004. [Google Scholar]
- Coates, J. Interpretation of infrared spectra, a practical approach. In Encyclopedia of Analytical Chemistry; John Wiley & Sons Ltd.: Chichester, UK, 2000; pp. 10815–10837. [Google Scholar]
- Rezania, S.; Oryani, B.; Park, J.; Hashemi, B.; Yadav, K.K.; Kwon, E.E.; Hur, J.; Cho, J. Review on transesterification of non-edible sources for biodiesel production with a focus on economic aspects, fuel properties and by-product application. Energy Convers. Manag. 2019, 201, 112155. [Google Scholar] [CrossRef]
- Giakoumis, E.G.; Sarakatsanis, C.K. Estimation of biodiesel cetane number, density, kinematic viscosity and heating values from its fatty acid weight composition. Fuel 2018, 222, 574–585. [Google Scholar] [CrossRef]
- Cermak, S.C.; Isbell, T.A. Synthesis and physical properties of estolide-based functional fluids. Ind. Crop. Prod. 2003, 18, 183–196. [Google Scholar] [CrossRef]
- Wahyudi, W.; Wardana, I.N.G.; Widodo, A.; Wijayanti, W. Improving vegetable oil properties by transforming fatty acid chain length in jatropha oil and coconut oil blends. Energies 2018, 11, 394. [Google Scholar] [CrossRef]
- Kilonzi, F.M.; Kumar, A.; Namango, S.S.; Kiriamiti, H.K.; Some, D.K. Optimization of transesterification of sunflower oil with ethanol using eggshell as heterogeneous catalyst. Chem. Proc. Eng. Res. 2015, 30, 2224–2267. [Google Scholar]
- Gopinath, A.; Puhan, S.; Nagarajan, G. Theoretical modeling of iodine value and saponification value of biodiesel fuels from their fatty acid composition. Renew. Energy 2009, 34, 1806–1811. [Google Scholar] [CrossRef]
- Demirbas, A.; Al-Ghamdi, K. Relationships between specific gravities and higher heating values of petroleum components. Petrol. Sci. Technol. 2015, 33, 732–740. [Google Scholar] [CrossRef]
- Hoekman, S.K.; Broch, A.; Robbins, C.; Ceniceros, E.; Natarajan, M. Review of biodiesel composition, properties, and specifications. Renew. Sustain. Energy Rev. 2012, 16, 143–169. [Google Scholar] [CrossRef]
- Awogbemi, O.; Onuh, E.I.; Inambao, F.L. Comparative study of properties and fatty acid composition of some neat vegetable oils and waste cooking oils. Int. J. Low-Carbon Technol. 2019, 14, 417–425. [Google Scholar] [CrossRef]
- Sokoto, M.A.; Hassan, L.G.; Salleh, M.A.; Dangoggo, S.M.; Ahmed, H.G. Quality assessment and optimization of biodiesel from lageneria vulgaris (calabash) seeds oil. Int. J. Pure Appl. Sci. Technol. 2013, 15, 55–66. [Google Scholar]
- Umar, A.; Uba, A.; Mohammed, M.L.; Almustapha, M.N.; Muhammad, C.; Sani, J. Microwave assisted biodiesel production from Lagenaria vulgaris seed oil using amberlyst 15 ion exchange resin and eggshell as catalysts. Nig. J. Basic Appl. Sci. 2018, 26, 88–96. [Google Scholar] [CrossRef]
- Phankosol, S.; Krisnangkura, K. Estimation kinematic viscosity of biodiesel produced by ethanolysis. Eng. Trans. 2015, 18, 39. [Google Scholar]
- Khodier, S.A. Refractive index of standard oils as a function of wavelength and temperature. Opt. Laser Technol. 2002, 34, 125–128. [Google Scholar] [CrossRef]
- Ozcanli, M.; Gungor, C.; Aydin, K. Biodiesel fuel specifications: A review. Energy Sources Part A 2013, 35, 635–647. [Google Scholar] [CrossRef]
- Ramirez-Verduzco, L.F.; Rodriguez-Rodriguez, J.E.; Jaramillo-Jacob, A.R. Predicting cetane number, kinematic viscosity, density and higher heating value of biodiesel from its fatty acid methyl ester composition. Fuel 2012, 91, 102–111. [Google Scholar] [CrossRef]
- Cross, R. Effects of surface roughness on rolling friction. Euro. J. Phys. 2015, 36, 065029. [Google Scholar] [CrossRef]
- Liu, J.; Yun, B.; Zhao, C. Identification and validation of rolling friction models by dynamic simulation of sandpile formation. Int. J. Geomech. 2012, 12, 484–493. [Google Scholar] [CrossRef]
- Blau, P.J. The significance and use of the friction coefficient. Tribol. Int. 2001, 34, 585–591. [Google Scholar] [CrossRef]
- Mills, A. The coefficient of friction, particularly of ice. Phys. Edu. 2008, 43, 392–395. [Google Scholar] [CrossRef]
- Esan, A.O.; Adeyemi, A.D.; Ganesan, S. A review on the recent application of dimethyl carbonate in sustainable biodiesel production. J. Clean. Prod. 2020, 257, 120561. [Google Scholar] [CrossRef]
- Dong, X.; Wang, L.; Yang, X.; Lin, Y.; Xue, Y. Effect of ester based lubricant SMJH-1 on the lubricity properties of water based drilling fluid. J. Petrol. Sci. Eng. 2015, 135, 161–167. [Google Scholar] [CrossRef]
- Amorin, R.; Dosunmu, A.; Amankwah, R. Local plant seed oils (esters): The frontier of geothermal drilling applications – A Review. Ghana J. Technol. 2017, 1, 62–72. [Google Scholar]
- Zhou, F.; Liang, Y.; Liu, W. Ionic liquid lubricants: Designed chemistry for engineering applications. Chem. Soc. Rev. 2009, 38, 2590–2599. [Google Scholar] [CrossRef]
- Maulidiyah, M.; Nurdin, M.; Fatma, F.; Natsir, M.; Wibowo, D. Characterization of methyl ester compound of biodiesel from industrial liquid waste of crude palm oil processing. Anal. Chem. Res. 2017, 12, 1–9. [Google Scholar] [CrossRef]
- Wang, W.; Oehlschlaeger, M.A. A shock tube study of methyl decanoate autoignition at elevated pressures. Combust. Flame 2013, 159, 476–481. [Google Scholar] [CrossRef]
- Li, W.; Zhao, X.; Peng, H.; Guo, J.; Ji, T.; Chen, B.; You, Z.; Liu, L. A novel environmentally friendly lubricant for water-based drilling fluids as a new application of biodiesel. In Proceedings of the IADC/SPE Asia Pacific Drilling Technology Conference, Singapore, 22–24 August 2016. [Google Scholar] [CrossRef]
- Uchôa, I.M.A.; Neto, A.A.D.; Santos, E.S.; De Lima, L.F.; Neto, E.L.B. Evaluation of lubricating properties of diesel based fuels micro emulsified with glycerin. Mater. Res. 2017, 20, 701–708. [Google Scholar] [CrossRef]
- Acevedo, J.C.; Hernandez, J.A.; Valdes, C.F.; Khanal, S.K. Analysis of operating costs for producing biodiesel from palm oil at pilot-scale in Colombia. Biores. Tech. 2015, 188, 117–123. [Google Scholar] [CrossRef] [PubMed]
- Tasic, M.B.; Stamenkovic, O.S.; Veljkovic, V.B. Cost analysis of simulated base-catalyzed biodiesel production processes. Energy Conv. Manag. 2014, 84, 405–413. [Google Scholar] [CrossRef]
- Alsaleh, A.; Sattler, M.L. Waste Tire Pyrolysis: Influential parameters and product properties. Curr. Sustain. Renew. Energy Rep. 2014, 1, 129–135. [Google Scholar] [CrossRef]
- Barbin, W.W.; Rodgers, M.B. The science of rubber compounding. In Science and Technology of Rubber, 2nd ed.; Mark, J.E., Erman, B., Eirich, F.R., Eds.; Academic Press: San Diego, CA, USA, 1994. [Google Scholar]
- Laresgoiti, M.F.; Caballero, B.M.; Marco, I.; Torres, A.; Cabrero, M.A.; Chomon, M.J. Characterization of the liquid products obtained in tyre pyrolysis. J. Anal. Appl. Pyrol. 2004, 71, 917–934. [Google Scholar] [CrossRef]
- Roy, P.; Dias, G.M. Prospects of pyrolysis technologies in bioenergy sector: A review. Renew. Sustain. Energy Rev. 2017, 77, 59–69. [Google Scholar] [CrossRef]
- Williams, P.T.; Bottrill, R.P.; Cunliffe, A.M. Combustion of tyre pyrolysis oil. Trans IChemE Part B 1998, 76, 291–301. [Google Scholar] [CrossRef]
- Vihar, R.; Seljak, T.; Oprešnik, S.R.; Katrašnik, T. Combustion characteristics of tire pyrolysis oil in turbo charged compression ignition engine. Fuel 2015, 150, 226–235. [Google Scholar] [CrossRef]
- Lewandowski, W.M.; Januszewicz, K.; Kosakowski, W. Efficiency and proportions of waste tyre pyrolysis products depending on the reactor type—A review. J. Anal. Appl. Pyrol. 2019, 140, 25–53. [Google Scholar] [CrossRef]
- Murugan, S.; Ramaswamy, M.C.; Nagarayan, G. A comparative Study on the performance, emissions and combustion studies of DI Engine using distilled tyre pyrolysis oil-diesel fuel blends. Fuel 2008, 87, 2111–2121. [Google Scholar] [CrossRef]
- Hester, R.E.; Harrison, R.M. Waste as a Resource; The Royal Society of Chemistry: Cambridge, UK, 2013; ISBN 978-1-84973-668-8. [Google Scholar]
Sample Availability: Samples of the compounds are available from the authors. |





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| S/N | Name of Selected Compounds | Chemical Structures |
|---|---|---|
| 1 | D-limonene |  |
| 2 | Benzene, (1,2-dimethyl-1-propenyl) |  |
| 3 | 1H-indene, 2,3-dihydro-1,3-dmethyl |  |
| 4 | 2-propenal, 3-(4-methylphenyl) |  |
| 5 | Naphthalene, 1,2,3,4-tetrahydro=1,4-dimethyl |  |
| 6 | Bicyclo{3.2.0}heptan-2-one, 6-hydroxy-5-methyl-6-vinyl |  |
| 7 | α-acorenol |  |
| 8 | Pentadecane |  |
| 9 | trileHexadecaneni |  |
| S/N | Functional Groups | Absorption Location (cm−1) |
|---|---|---|
| 1 | Aromatic (ring) | 750.62 |
| 2 | Alkenes | 890.31 |
| 3 | Akyl amine | 1020.09 |
| 4 | Ether | 1304.06 |
| 5 | Alkanes | 1410.67 |
| 6 | Aromatic (c=c in plane) | 1610.26 |
| 7 | Carbonyl | 2704.86 |
| 8 | Aliphatic | 2960.09 |
| 9 | Alkenes | 3058.82 |
| 10 | Nitrogen | 3218.15 |
| 11 | Alcohol | 3420.14 |
| Properties | Test Method | Distilled Pyrolytic Oil | Produced Diesel Oil |
|---|---|---|---|
| Specific Gravity (@ 30 °C) | ASTM D 5355-95 | 0.8482 | 0.8039 |
| API Gravity (@ 30 °C) | ASTM D287-92 | 25.044 | |
| Density (g/cm3) (@ 30 °C) | EN ISO 12185 | 0.9272 | 0.884 |
| Kinematic Viscosity (mm2/s) | ASTM D 445 | 11.2 | 5.3 |
| Free Fatty Acid (%) | ASTM D 5555-95 | 5.6 | 0.635 |
| Acid Value (mg KOH/g) | AOCS Te 2a-64 | 12.43 | 1.27 |
| Saponification Value (mg/g) | ASTM D 5558-95 | 203.36 | 197.35 |
| Molecular Weight | STP 332A | 881.84 | 851.42 |
| Iodine Value (g of Iodine/100 g) | EN 14111 | 137.05 | 93.91 |
| Biodiesel Yield (%) | ASTM D 8274-19 | 56.83 | |
| Boiling Point (°C) | ASTM D 5399-09 | 73.6 | |
| Flash Point (°C) | ASTM D 92-12 | 137.4 | 110.7 |
| Fire Point (°C) | ASTM D 92-18 | 141.5 | 117.3 |
| Cloud Point (°C) | ASTM D 2500-17a | 1 | −3 |
| Pour Point (°C) | ASTM D 97-17b | −2 | −15 |
| Refractive Index | AOAC 921.08 | 1.621 | 1.564 |
| High Heating Value | ASTM D 240-19 | 52.83 | |
| Cetane Number | EN ISO 5165 | 47.75 | |
| Calorific Value (kJ/kg) | NBSIR 82-2491 | 51.19 | |
| Coefficient of Rolling Friction | ASTM D 5183-05 | 0.010 |
| Component | USD/L | USD/gal | Thousand USD/Year |
|---|---|---|---|
| Feedstock | 0.48 | 1.81 | 2981.88 |
| Supplies | 0.14 | 0.53 | 874.43 |
| Labor | 0.02 | 0.09 | 144.23 |
| Electricity | 0.02 | 0.07 | 110.85 |
| Quality Analysis | 0.01 | 0.05 | 78.33 |
| Maintenance | 0.01 | 0.03 | 56.69 |
| Total | 0.68 | 2.58 | 4246.41 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Okoro, E.E.; Iwuajoku, S.; Sanni, S.E. Performance Evaluation of Biodiesel Produced from Waste Tire Pyrolytic Oil as a Lubricant Additive in Oil Drilling Systems. Recycling 2020, 5, 29. https://doi.org/10.3390/recycling5040029
Okoro EE, Iwuajoku S, Sanni SE. Performance Evaluation of Biodiesel Produced from Waste Tire Pyrolytic Oil as a Lubricant Additive in Oil Drilling Systems. Recycling. 2020; 5(4):29. https://doi.org/10.3390/recycling5040029
Chicago/Turabian StyleOkoro, Emmanuel E., Sandra Iwuajoku, and Samuel E. Sanni. 2020. "Performance Evaluation of Biodiesel Produced from Waste Tire Pyrolytic Oil as a Lubricant Additive in Oil Drilling Systems" Recycling 5, no. 4: 29. https://doi.org/10.3390/recycling5040029
APA StyleOkoro, E. E., Iwuajoku, S., & Sanni, S. E. (2020). Performance Evaluation of Biodiesel Produced from Waste Tire Pyrolytic Oil as a Lubricant Additive in Oil Drilling Systems. Recycling, 5(4), 29. https://doi.org/10.3390/recycling5040029