Abstract
In this paper, we report a study on the use of a linear triblock copolymer based on styrene and ethylene/butylene (SEBS) and a polypropylene (PP)-based olefin block copolymer (OBC) for improving the impact strength of a recycled polypropylene (PP) from packaging waste. Talc was used as a reinforcing filler in order to prepare a material suitable for being used in the automotive sector. The composite mixtures were prepared by melt extrusion, and the samples were manufactured by injection molding. Impact strength was evaluated by Izod tests, and a morphological study of the produced fractures was performed. As a result, a composite with substantially improved impact properties was prepared, with a two-fold increase of the impact strength in the case of unnotched specimens, while only a limited positive effect was produced on notched specimens. Since talc-filled PP is a typical material used in the automotive sector, the obtained results demonstrate that post-consumer PP coming from the municipal waste collection of plastic packaging can be successfully used in car components with no compromise in terms of mechanical requirements.
1. Introduction
Polypropylene (PP)-based composites are commonly used in several automotive applications, typically related both to exterior and interior parts [1]. Due to the required high mechanical properties, especially in terms of impact resistance, many components are manufactured just with virgin PP composites, while recycled PP is typically used only in a small amount of cases in which the technical target is low.
Recycling is increasingly becoming the most promising approach to reduce the environmental impact of plastics, which is mainly related to the end-of-life management [2]. As an example, the “European Strategy for Plastics in a Circular Economy” [3], which was published in January 2018, stated several targets to be reached, which are fully related to recycling. Indeed, by 2030, all plastics packaging placed on the EU market should be either reusable, or able to be recycled in a cost-effective manner. Moreover, recycled plastics should become an increasingly valuable feedstock for industries. As a consequence, the challenge is two-fold: finding new applications for materials based on recycled plastics from post-consumer packaging, and at the same time improving their performance to comply with the technical requirement related to those applications. Indeed, effective recycling of post-consumer plastic packaging coming from the municipal waste collection is difficult, since it is typically constituted by a variety of different polymers and additives (such as pigments and chemical stabilizers) [4,5,6]. At present, only a fraction of the total amount of collected plastic packaging is actually recycled, and only a part of this fraction is efficiently recycled into high-value products (typically PET bottles) [7]. The other recycled fractions, which are mainly constituted by rigid and flexible polyolefins, are nowadays utilized in low-value applications, since they show typically poor mechanical properties, which strongly limit their applicability.
The main reasons why recycled polyolefins exhibit poor mechanical properties are the presence of impurities and the difficulty in obtaining a fully homogeneous material from the sorting process, especially if the selected fraction is PP, which is typically contaminated by polyethylene (PE). Indeed, the incompatibility of PP and PE leads to blends with high interfacial tension, which in turn leads to rough phase structure and poor mechanical properties, especially in terms of impact resistance [8]. This can be strongly improved by the use of compatibilizers and impact modifiers. Indeed, it is well known that the improvement of the adhesion between the two phases enables stress transfer at the interface [9,10]. Compatibilization of several mixed plastics waste has been studied extensively [9,10,11,12,13,14,15,16]. In particular, Kaiser et al. [9], in their review, describe the methods to achieve recycling by compatibilization of non-miscible polymer types. Equiza et al. [15] studied the use of styrene and ethylene/butylene (SEBS)/EPR and SBR/EPR as compatibilizers for PE/PP/PS/HIPS blends, discovering that the SEBS/EPR system allowed blends with better mechanical properties than the SBR/EPR system. Zenkiewicz et al. [16] investigated the effect of SEBS grafted with maleic anhydride as compatibilizer of recycled composites made of blends of the several polymers, showing an increase of impact and tensile strength by over three to almost five times. Several authors report the use of olefin block copolymers (OBC) [17,18,19]. Ren et al. [17] studied the effect of OBC on polypropylene random copolymer at room and low temperature (0 °C), showing a toughening effect. Wang et al. [18] studied the mechanical properties of isotactic polypropylene (iPP) and ethylene-octene copolymer (POE) blends with or without β-nucleating agent (β-NA), demonstrating that the impact strength of injection molded iPP increased with both β-NA and POE.
This paper reports a study on the use of a styrene-ethylene/butylene-styrene (SEBS) and a PP-based olefin block copolymer (OBC) for improving the impact strength of recycled PP from post-consumer packaging coming from municipal waste collection. Taking into account that the automotive sector massively uses PP composites, especially filled with talc, this study reports also the effects of these copolymers in a PP-10% talc formulation, in order to demonstrate the potential use of post-consumer PP coming from packaging waste into automotive applications. To the best of our knowledge, the use of SEBS and OBC in recycled PP coming from post-consumer municipal waste collection of plastic packaging is new, and represents an efficient, cost-effective, and industrially feasible technique for using recycled plastics in applications where high mechanical performance is required.
2. Results and Discussion
As a first step of the study, a characterization of the recycled PP, as received from the supplier, was performed. Figure 1 reports the obtained DSC thermogram. As it is possible to observe, two melting peaks are clearly visible. The main peak (165 °C−45.3 J/g) is associated to the melting point of PP. The second peak (127 °C−12.2 J/g) is related to the HDPE fraction. This clearly confirm the presence of a significant second fraction in the selected PP.
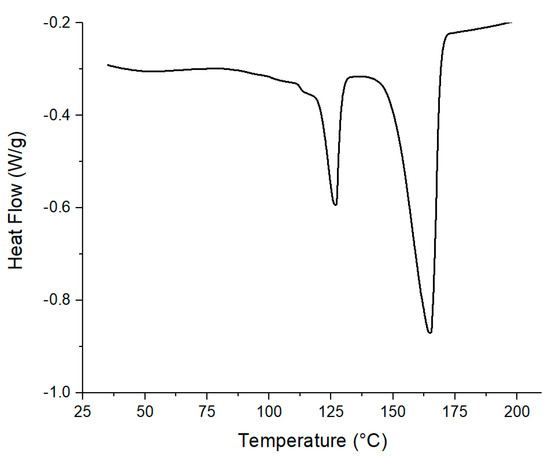
Figure 1.
Differential scanning calorimetry (DSC) thermogram of neat polypropylene (PP) (exo up).
Figure 2 reports the TGA and DTG curves of neat PP, obtained both in air and nitrogen. In both cases, PP shows no significant residue and a single DTG peak, which is higher in inert than in oxidative atmosphere (air: 382 °C; nitrogen: 450 °C). This result is consistent with the one that can be obtained with a typical PP, without significant differences that could have been attributed to the eventual presence of metals.
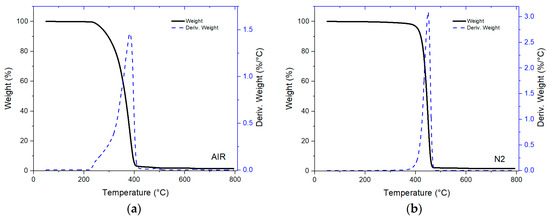
Figure 2.
Thermal gravimetric analysis (TGA) thermograms of recycled PP in (a) air and (b) nitrogen atmosphere.
To shed light on the species formed during the thermal treatment, the evolved gases from the TGA in nitrogen atmosphere were collected and analyzed by coupling, through an appropriate interface, a thermal gravimetric analyzer (TGA) with a gas chromatograph (GC) equipped with a mass detector (MS). In fact, the insertion of GC between TGA and MS allowed the evolved gas mixture to be separated into single components with much more straightforward and better-resolved MS data. From the resulting TGA-GC-MS chromatogram, only one peak is observed in the total ion current mode (TIC, upper chromatogram in Figure 3) placed at about 460 °C, confirming the data showed in the TGA thermogram. Such a peak has, as a predominant component, a fragment with characteristic mass of 126 m/z. A less intense component is also observed with a characteristic mass of 85 m/z. The mass spectra of the two components, compared with the Wiley mass spectra library, allow the two species to be assigned to the structures of 2,4-dimethyl heptene (CAS number 19549-87-2) and 1-heptadecene (CAS number 6765-39-5) or similar structure. These two thermodegradation products are fully compatible with the thermal degradation of polyolefins [20], and no other components seem to be present.
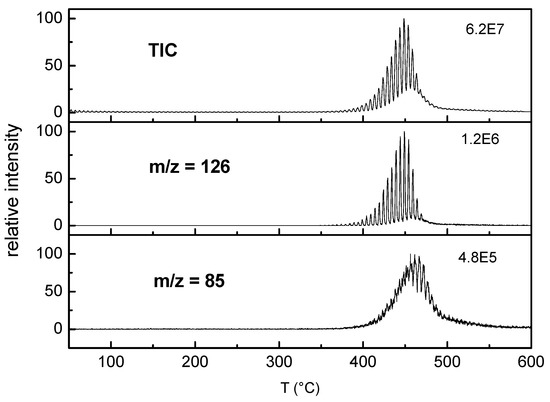
Figure 3.
TGA-GC-MS chromatograms. Total ion current (TIC) chromatogram and the Selected Ion Monitoring (SIM) chromatograms at 126 and 85 m/z are reported.
The ICP-MS characterization highlighted the presence of metals. In neat polymer, no metals are expected to be found, except for the ones of the catalytic system. In the recycled PP used in this study as a matrix, a number of metals were found, with concentrations reported in Table 1. In the plastic packaging sector, different types of additives are typically added into the polymer system for obtaining specific performance or aesthetic behavior [21]. In particular, pigments and colorants are the major sources of metals such as TiO2, ZnO, and Fe2O3. Various stabilizers to protect against heat and UV radiation may contain organic compounds of Ba, Sn, and Zn. On the other hand, both waste treatment operation, if not properly conducted, and adsorption of chemicals during packaging life may leave other pollutants on the polymer surface. It should be noted that part of the detected Fe and Cr could originate from the shredding equipment used during the pre-treatment of the waste source, as it is usually manufactured with stainless steel.

Table 1.
Results of ICP.
The results of the tensile tests are reported in Table 2. As observable, the elastic modulus of the neat PP is in the range of that of of typical PP copolymers. Moreover, the presence of PE fraction, which is known to have a lower stiffness if compared to PP, further tends to reduce this value. Both OBC and SEBS copolymers, due to their elastomeric nature, induce a decrease in the stiffness and an increase in elongation at break, which is more pronounced with SEBS. The presence of talc induces an increase in stiffness and a reduction in elongation at break. This is fully in accordance with what is expected from the general technical literature. It is worth underlining that the simultaneous addition of talc and the elastomeric additives leads to a material that has tensile properties similar to those of the neat polymer.
Table 2.
Results of tensile tests.
Table 3 and Table 4 report the results of the notched and unnotched Izod impact tests, respectively. As can be seen, the neat PP has a value lower than the one of typical virgin PP, which, in particular, shows typically a “non-break” result for unnotched specimens. Paying attention to the results obtained with notched specimens (Table 3), it is possible to observe that a limited increase in the impact strength is achieved with both SEBS and OBC. As expected, the presence of talc slightly reduces the impact strength of PP, in all the formulations.
Table 3.
Results of notched Izod impact tests.
Table 4.
Results of unnotched Izod impact tests.
With respect to the results obtained with unnotched specimens, a strong positive effect on the impact properties is attained, regardless of the presence of talc, with both OBC and SEBS. In particular, SEBS seems to have the strongest effect, leading to a two-fold increase in impact strength, when compared with the neat polymer, although the simultaneous use of SEBS and OBC leads to the best results, with the lowest number of broken samples.
As an overall result of the impact tests, it is shown that SEBS and OBC have an effect much stronger in the unnotched configuration. This means that the used additives increase the crack initiation energy, with limited contribution to the resistance to crack propagation.
A morphological study of the crack produced by the pendulum during the test was performed by optical microscopy on the broken tested specimens. This was done in order to correlate the experimental results of impact tests with the physical interaction of the additives with the polymer matrix. Figure 4 reports the micrographs of both notched and unnotched specimens of PP (a-b), PP-5OBC (c-d), PP-5SEBS (e-f), and PP-5OBC-5SEBS (g-h). As it can be seen, the fractured surfaces of the notched specimens (Figure 4a,c,e,g) do not show any significant difference. Only the PP-5SEBS shows a small area of energy absorption (visible in the image as a bright area) close to the notch surface. This outcome represents further compelling evidence that the presence of SEBS and OBC does not lead to any significant improvement of the impact properties.
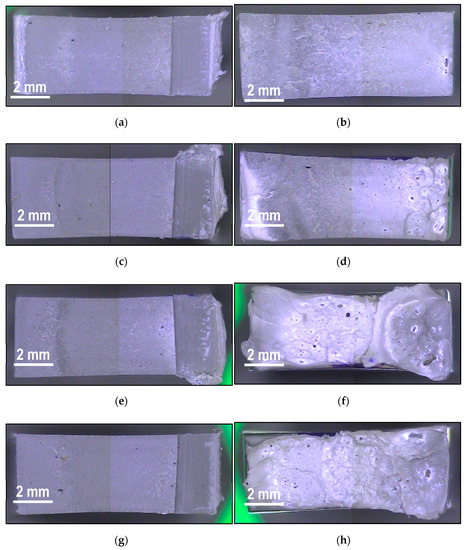
Figure 4.
Optical micrographs of impact fractured surfaces of PP (a,b), PP-5OBC (c,d), PP-5SEBS (e,f), PP-5OBC-5SEBS (g,h). Images (a,c,e,g) referred to the notched specimens, the others to the unnotched ones.
With respect to the fractured surfaces of the unnotched specimens, a strong morphological effect is clearly visible with the addition of the block copolymers. Indeed, PP shows a small bright area close to the edge hit by the pendulum, with the rest of the surface characterized by a brittle-like morphology. PP-5OBC specimens show a similar morphology with a significantly bigger bright area, visible only in the area close to the edge hit by the pendulum. This area is constituted by adjacent circular domains of different dimensions and can be most likely associated to the toughening effect of the block copolymer. PP-5SEBS and PP-5OBC-5SEBS show a completely different morphology, with an absence of smooth areas due to brittle failure, and a surface fully characterized by bright circular domains, which can be associated again to the toughening effect of the block copolymers. In more detail, in the case of PP-5SEBS, the adjacent circular domains appear bigger, whereas in the case of PP-5OBC-5SEBS, they look smaller and more homogeneous. Moreover, the holes that are visible in both cases can be most likely related to the phase-separated morphology of PP-5SEBS and PP-5OBC-5SEBS blends, being the dispersed phase constituted by the rubber-like copolymers and the continuous phase by PP. In the case of PP-5OBC-5SEBS, the dispersed phase seems to be more finely distributed, since the holes appear smaller. The dispersion state of the toughened phase in the matrix is a key factor in determining the toughening efficiency, showing a morphology with smaller, well-dispersed elastomer domains to obtain the best properties. A phase-separated morphology has been reported already by [17] for OBC-PP toughened systems. According to Lin et al. [19], OBC exhibits good compatibility with PP, since the OBC soft segment is compatible with the PP amorphous phase. The results reported in the literature are consistent with the obtained results presented in this study and can be related to the impact results, which show an increasingly high impact strength from neat PP to the developed materials. Similar morphological results have been obtained with PP-T10 and are not reported in this paper.
3. Materials and Methods
3.1. Materials and Processing
Recycled PP (GSPP82) was supplied by Montello S.p.A. (Montello, Italy) and used as a matrix in this study. This material comes from the Italian plastic packaging waste treatment value chain (municipal collection) and then is treated through several steps before selling: (i) shredding; (ii) fine sorting procedure (to eliminate impurities still present in the flux); and (iii) filter-assisted extrusion for granulation. According to the producer, the material contains approximately 10% PE and is granulated with a 200 μm filter to remove other impurities.
Talc HTP4 was used as a reinforcing additive and was supplied by IMI Fabi (Valmalenco, Italy). As reported by the manufacturer, it has a bulk density of 0.45 g/cm3, a specific surface (B.E.T.) of 3.5 m2/g, and a particle size distribution characterized by median diameter D50 = 7.5 μm and top cut D98 = 30 μm.
Two different copolymers were used to improve the impact properties and the homogeneity of the mixtures; namely a linear triblock copolymer based on styrene and ethylene/butylene (SEBS) with a polystyrene content of 13% Kraton G1657V (Kraton Polymers), and a polypropylene-based olefin block copolymer (OBC), Intune D5545 (DOW), specifically designed to compatibilize post-consumer blends of PE and PP.
Talc, SEBS and OBC were homogeneously mixed with PP in a co-rotating twin-screw extruder (Leistritz 27E). The screws have a diameter (D) of 27 mm and a length-to-diameter ratio (L/D) equal to 40. Figure 5 reports the used screw profile; all the ingredients (polymer, copolymers, and talc) were added from the main hopper. The screw speed was maintained constantly at 220 rpm. The temperature profile was set in the range of 190–200 °C. The produced materials were injection molded for the production of the specimens for the characterization. The injection molding was carried out with an injection molding press (Arburg AllRounder 370S 500/170 (Clamping force: 500 kN – Max. swept volume 58 cm3 – Max. Injection Pressure 2500 bar)). Table 5 reports the recipes of the produced mixtures and the code names that will be used hereinafter.
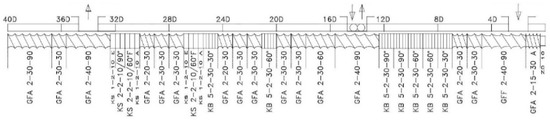
Figure 5.
Used screw profile. The main hopper is represented by the down-looking arrows on the right side of the screw, the dye is on the left. The other arrows indicate the two side feeders (not used in this study).
Table 5.
Produced recipes and related code names.
3.2. Characterization
Differential scanning calorimetry (DSC) analysis was performed using a Q2000 TA Instrument under inert atmosphere, with scan rate set at 10 °C/min and temperature range of 25–225 °C.
Thermal gravimetric analysis (TGA) was performed with Q550 equipment from TA Instruments, under air and nitrogen atmosphere. The temperature range was set at 50–800 °C, and the specimens were placed in a platinum holder.
For the TGA-GC-MS analysis, the gases from the TGA were transferred to the GC by an automatic interface (Automation, Italy) constituted by three heated parts: i) a transfer-line (HTL1) from TGA to the ii) auto-injector (AI), and iii) a transfer line (HTL2) from the AI to the GC injector port. The analyses were performed by setting HTL1 and HTL2 at 200 °C and AI at 150 °C; the injection loop was 2.5 mL, the sampling frequency was 1.0 min, and the sampled gas was switched to waste after 10 s. A Mettler TGA/SDTA 851e was used for the TGA stage. A Finnigan Trace GC-Ultra and TRACE DSQ were used. A Phenomenex DB5-5ms capillary column (30 m, 0.25 mm i.d., 0.25 μm thickness), with an injector temperature of 250 °C (splitless mode) and He at 1.0 mL min−1 were used. The MS transfer line and the oven temperatures were set at 280 °C and 150 °C, respectively. The MS signal was acquired in EI+ mode with an Ionization Energy of 70.0 eV and ion source temperature of 250 °C. The acquisition was performed in full-scan mode in the range 20–450 m/z. The identification of the evolved products was performed by comparison of the spectra with those of Wiley library.
Metal amount content was determined using an inductively coupled plasma (ICP) Thermo Scientific XSeries 2 equipped with a mass spectrometer (MS). Metals were determined using the CCT-KED mode, provided by the introduction before the mass analyser of a gas flow (5.0 mL/min of a mixture H2/He 8/92) and setting of an energy barrier (through the application of an appropriate potential difference of hexapole and octapole lenses). Each analysis was replicated three times. The stability of the instrument response time was controlled through the use of an internal standard introduced continuously into the spray system. The internal standard solution was indium 1.0 g/L in 1% HNO. Polymer digestion was conducted by a microwave system, by ramp program that in 15 min reached 180 °C and was followed by an isothermal step of 40 min at 180 °C. The maximum power was 1200 W. The mineralized solutions were properly diluted with ultrapure water. The results reported are the average of three replicates.
Tensile tests were performed according to ISO 527 standard, using a Z010 dynamometer (Zwick Roell, Ulm, Germany), with a 10 kN load cell (1 mm/min elastic modulus speed; 50 mm/min test speed). Test temperature was set at 23 °C (50% relative humidity (RH)). The results are reported in terms of elastic modulus, stress at yield and break, and elongation at yield and break.
Izod impact tests were performed both in the unnotched and type-A notched configurations, according to ISO 180 standard, using ATS FAAR IMPACT-15 equipment with a pendulum impact energy of 1 J and a velocity of impact of 3.46 m/s. The A-type notch was obtained according to ISO2818 using 6816 Notchvis Instron-CEAST equipment. Test temperature was set at 23 °C (50% RH). The results are reported using (i) the impact strength value, defined as impact energy absorbed in breaking a sample, referred to the original cross-sectional area; and (ii) the type of failure (according to ISO180 standard: C = complete break (including hinge break H); P = partial break; N = non-break).
The morphological study on the prepared samples was performed with a KIM 3020DE optical microscope (33-210X) from ARCS.
4. Conclusions
Two different rubber-like copolymers have been used to improve the impact properties of recycled PP from packaging waste; a linear triblock copolymer based on styrene and ethylene/butylene, and a PP-based olefin block copolymer. Talc was used as a reinforcing filler in order to compensate for the reduction of the stiffness due to the addition of the elastomeric additives.
As a result, the produced composites showed considerably improved impact strength when the tests were performed on specimens without the presence of a notch manufactured before the test, while only a limited positive effect was produced on notched specimens. This is considered clear experimental evidence for the fact that the used block copolymers increase the crack initiation energy, with poor contribution to the resistance to crack propagation. The morphological analysis of the fracture surfaces clearly shows the physical effect of the block copolymers, with an absence of smooth areas due to brittle failure, and a surface fully characterized by high-energy absorption areas on unnotched specimens. The same effect is not observed in notched specimens, and this outcome is perfectly in line with the impact results.
In conclusion, the present study has demonstrated that recycled PP can be formulated to produce a material with mechanical performance comparable to that of the virgin counterpart. Talc-filled PP is a typical formulation used in the automotive sector. For this reason, the obtained results demonstrate that post-consumer PP coming from the municipal waste collection of plastic packaging can be successfully used in automotive components with no compromise in terms of mechanical requirements.
Author Contributions
Conceptualization: M.M. and M.T.S.; methodology: M.M., V.G., and M.T.S.; formal analysis: M.M., M.T.S., and V.G.; investigation: M.M. and M.T.S.; resources: M.M. and M.T.S.; data curation: M.M., V.G., and M.T.S.; writing—original draft preparation: M.M.; writing—review and editing: M.M. and M.T.S.; funding acquisition: M.M. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the European Community’s Horizon 2020 Programme under Grant Agreement No. 730292 (Plasticircle Project).
Acknowledgments
The authors wish to thank CRF (Italy) for its support in defining the automotive target.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Jansz, J. Polypropylene in automotive applications. In Polypropylene; Polymer Science and Technology Series; Karger-Kocsis, J., Ed.; Springer: Dordrecht, The Netherlands, 1999. [Google Scholar]
- Ragaert, K.; Delva, L.; Van Geem, K. Mechanical and chemical recycling of solid plastic waste. Waste Manag. 2017, 69, 24–58. [Google Scholar] [CrossRef] [PubMed]
- European Strategy for Plastics in a Circular Economy. Available online: https://ec.europa.eu/environment/circular-economy/pdf/plastics-strategy-brochure.pdf (accessed on 21 January 2020).
- Emblem, A. Packaging Technology: Fundamentals, Materials and Processes; Woodhead Publishing Limited: Cambridge, UK, 2012. [Google Scholar]
- Luijsterburg, B.; Goossens, H. Assessment of plastic packaging waste: Material origin, methods, properties. Resour. Conserv. Recycl. 2014, 85, 88–97. [Google Scholar] [CrossRef]
- Piergiovanni, L.; Limbo, S. Plastic packaging materials. In Food Packaging Materials; SpringerBriefs in Molecular Science; Springer: Cham, Germany, 2016. [Google Scholar]
- The Circular Economy for Plastics: A European Overview. Available online: https://www.plasticseurope.org/it/resources/publications/1899-circular-economy-plastics-european-overview (accessed on 25 January 2020).
- Wenig, W.; Schöller, T. Phase separation in incompatible polymer blends: Polypropylene-polyethylene system. In Frontiers in Polymer Science; Wilke, W., Ed.; Progress in Colloid & Polymer Science: Heidelberg, Germany, 1985; Volume 71. [Google Scholar]
- Feldman, D. Polyblend compatibilization. J. Macromol. Sci. 2005, 42, 587–605. [Google Scholar] [CrossRef]
- Kallel, T.; Massardier-Nageotte, V.; Jaziri, M.; Gerard, J.-F.; Elleuch, B. Compatibilization of PE/PS and PE/PP blends. I. Effect of precessing conditions and formulation. J. Appl. Polym. Sci. 2003, 90, 2475–2484. [Google Scholar] [CrossRef]
- Kaiser, K.; Schmid, M.; Schlummer, M. Recycling of polymer-based multilayer packaging: A review. Recycling 2018, 3, 1. [Google Scholar] [CrossRef]
- Vilaplana, F.; Karlsson, S. Macromol. Mater. Eng. 4/2008. Macromol. Mater. Eng. 2008, 293, 249. [Google Scholar] [CrossRef]
- Mamoor, G.M.; Shahid, W.; Mushtaq, A.; Amjad, U.; Mehmood, U. Recycling of mixed plastics waste containing polyethylene, polyvinylchloride and polyethylene therephtalat. Chem. Eng. Res. Bull. 2013, 16, 25–32. [Google Scholar] [CrossRef]
- Yin, S.; Tuladhar, R.; Shi, F.; Shanks, R.A.; Combe, M.; Colliste, T. Mechanical reprocessing of polyolefin waste: A review. Polym. Eng. Sci. 2015, 55, 2899–2909. [Google Scholar] [CrossRef]
- Equiza, N.; Yave, W.; Quijada, R.; Yazdani-Pedram, M. Use of SEBS/EPR and SBR/EPR as binary compatibilizers for PE/PP/PS/HIPS Blends: A work oriented to the recycling of thermoplastic wastes. Macromol. Mater. Eng. 2007, 292, 1001–1011. [Google Scholar] [CrossRef]
- Zenkiewicz, M.; Dzwonkowski, J. Effects of electron radiation and compatibilizers on impact strength of composites of recycled polymers. Polym. Test. 2007, 26, 903–907. [Google Scholar] [CrossRef]
- Ren, Q.; Fan, J.S.; Zhang, Q.L.; Yi, J.J.; Feng, J.C. Toughened polypropylene random copolymer with olefin block copolymer. Mater. Des. 2016, 107, 295–301. [Google Scholar] [CrossRef]
- Wang, F.F.; Du, H.N.; Liu, H.; Zhang, Y.; Zhang, X.W.; Zhang, J. The synergistic effects of β-nucleating agent and ethylene–octene copolymer on toughening isotactic polypropylene. Polym. Test. 2015, 45, 1–11. [Google Scholar] [CrossRef]
- Lin, Y.; Marchand, G.R.; Hiltner, A.; Baer, E. Adhesion of olefin block copolymers to polypropylene and high density polyethylene and their effectiveness as compatibilizers in blends. Polymer 2011, 52, 1635–1644. [Google Scholar] [CrossRef]
- Peterson, J.D.; Vyazovkin, S.; Wight, C.A. Kinetics of the Thermal and thermo-oxidative degradation of polystyrene, polyethylene and poly(propylene). Macromol. Chem. Phys. 2001, 202, 775–784. [Google Scholar] [CrossRef]
- Eriksen, M.K.; Pivnenko, K.; Olsson, M.E.; Astrup, T.F. Contamination in plastic recycling: Influence of metals on the quality of reprocessed plastic. Waste Manag. 2018, 79, 595–606. [Google Scholar] [CrossRef] [PubMed]





© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).