Environmental Sustainability of Niobium Recycling: The Case of the Automotive Industry


 and
and
Abstract

1. Introduction
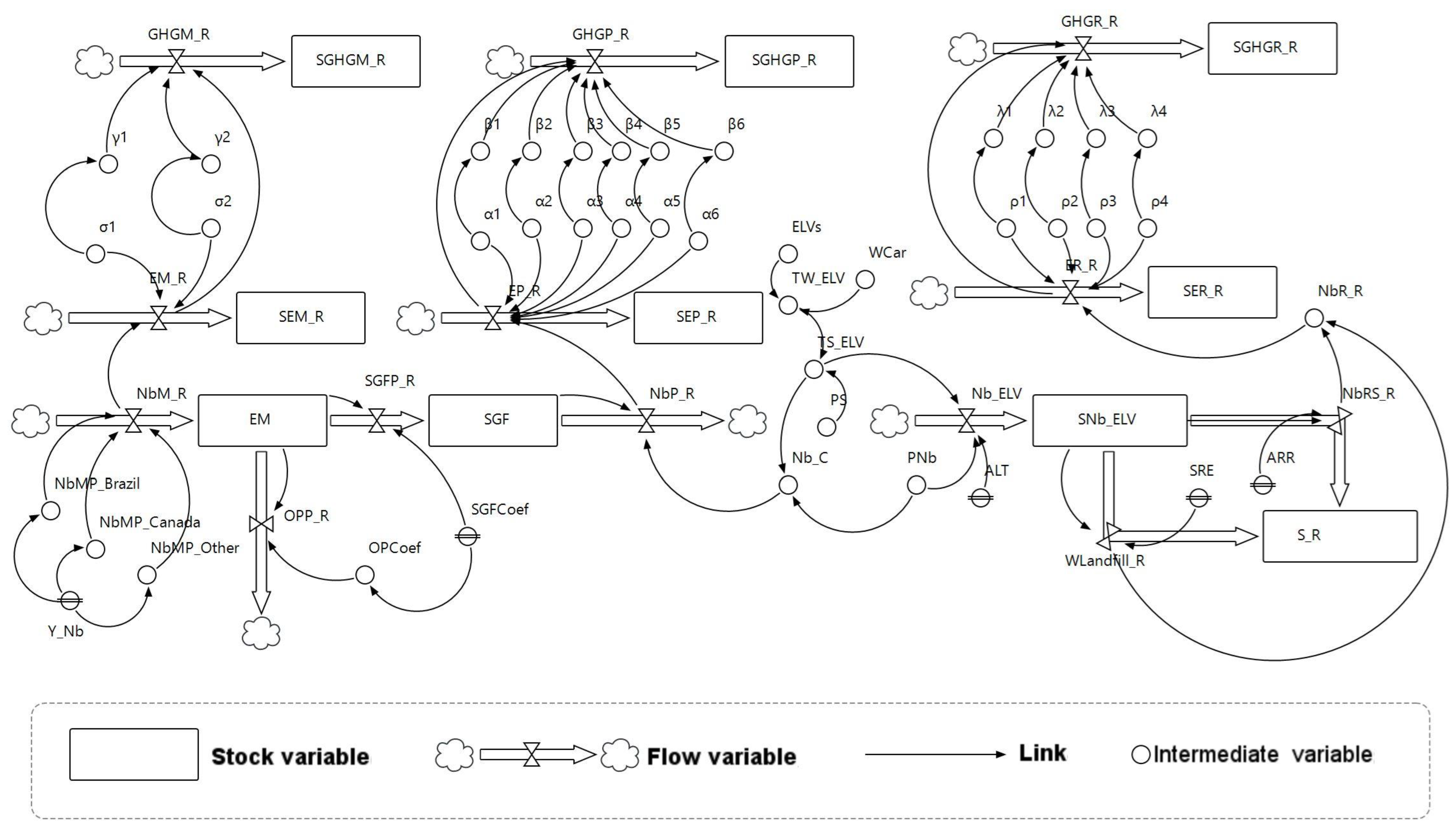
2. Dynamic Model of Niobium Supply Chain
System Definition and Model Description
Mining and Processing Stage
Production Stage
Recycling Stage
3. Validation of the Model
4. Results and Discussion
5. Limitations of the Study
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variable/Parameter | Description | Unit | Value Range | Time | Data Sources |
|---|---|---|---|---|---|
| NbMP-Brazil (t) | World production of mineral concentrates (niobium content) by Brazil | Tonnes | 21,800–101,022 | 2000–2015 | US Geological Survey (USGS). Available at: https://minerals.usgs.gov/minerals/pubs/commodity/niobium/ |
| NbMP-Canada (t) | World production of mineral concentrates (niobium content) by Canada | Tonnes | 2280–5774 | 2000–2015 | US Geological Survey (USGS). Available at: https://minerals.usgs.gov/minerals/pubs/commodity/niobium/ |
| NbMP-Other (t) | World production of mineral concentrates (niobium content) by other countries | Tonnes | 89–853 | 2000–2015 | US Geological Survey (USGS). Available at: https://minerals.usgs.gov/minerals/pubs/commodity/niobium/ |
| RBrazil (t) | Reserves in Brazil | Tonnes | 3,300,000–4,100,000 | 1996–2017 | US Geological Survey (USGS). Available at: https://minerals.usgs.gov/minerals/pubs/commodity/niobium/niobimcs96.pdf https://minerals.usgs.gov/minerals/pubs/commodity/niobium/mcs-2017-niobi.pdf |
| RCanada (t) | Reserves in Canada | Tonnes | 140,000–200,000 | 1996–2017 | US Geological Survey (USGS). Available at: https://minerals.usgs.gov/minerals/pubs/commodity/niobium/niobimcs96.pdf https://minerals.usgs.gov/minerals/pubs/commodity/niobium/mcs-2017-niobi.pdf |
| C1-Brazil (t) | One of the leading niobium ore and concentrate producers: Companhia Brasileira de Metalurgia e Mineração (CBMM) in Brazil | Tonnes | 19,500–150,000 | 1991–2016 | US Geological Survey (USGS). Available at: https://minerals.usgs.gov/minerals/pubs/commodity/niobium/230494.pdf https://minerals.usgs.gov/minerals/pubs/commodity/niobium/myb1-2014-niobi.pdf |
| CCanada (t) | One of the leading niobium ore and concentrate producers: IAMGOLD Corporation (Niobec Mine) in Canada | Tonnes | 3300–5480 | 1994–2014 | US Geological Survey (USGS). Available at: https://minerals.usgs.gov/minerals/pubs/commodity/niobium/230494.pdf https://minerals.usgs.gov/minerals/pubs/commodity/niobium/myb1-2014-niobi.pdf |
| C2-Brazil (t) | One of the leading niobium ore and concentrate producers: Mineração Catalão de Goias in Brazil | Tonnes | 3550–4700 | 1995–2014 | US Geological Survey (USGS). Available at: https://minerals.usgs.gov/minerals/pubs/commodity/niobium/230495.pdf https://minerals.usgs.gov/minerals/pubs/commodity/niobium/myb1-2014-niobi.pdf |
| SGFCoef | Percentage of global niobium production used to produce ferroniobium used in high strength low alloy steels | % | 0.89 | 2011 | British Geological Survey’s Centre for Sustainable Mineral Development MineralsUK. Mineral Profiles. Niobium and Tantalum. Available at: http://www.bgs.ac.uk/downloads/start.cfm?id=2033 |
| OPCoef | Percentage of global niobium production used in manufacture of niobium alloys, niobium chemicals and carbides, high purity ferroniobium, and other niobium metal products | % | 0.11 | 2011 | British Geological Survey’s Centre for Sustainable Mineral Development MineralsUK. Mineral Profiles. Niobium and Tantalum. Available at: http://www.bgs.ac.uk/downloads/start.cfm?id=2033 |
| δ1 | Energy usage through hydrofluoric acid dissolution process | GJ (tonne ore)−1 | 2 | 2003 | National Institute of Materials Science (estimation of CO2 emission and energy consumption in extraction of metals) http://www.nims.go.jp/genso/0ej00700000039eq-att/0ej00700000039j5.pdf |
| δ2 | Energy usage through solvent extraction process | GJ (tonne ore)−1 | 31.4 | 2003 | National Institute of Materials Science (estimation of CO2 emission and energy consumption in extraction of metals) http://www.nims.go.jp/genso/0ej00700000039eq-att/0ej00700000039j5.pdf |
| γ1 | CO2 emission through hydrofluoric acid dissolution process | CO2-eq. | 1.8 | 2003 | National Institute of Materials Science (estimation of CO2 emission and energy consumption in extraction of metals) http://www.nims.go.jp/genso/0ej00700000039eq-att/0ej00700000039j5.pdf |
| γ2 | CO2 emission through solvent extraction process | CO2-eq. | 4.6 | 2003 | National Institute of Materials Science (estimation of CO2 emission and energy consumption in extraction of metals) http://www.nims.go.jp/genso/0ej00700000039eq-att/0ej00700000039j5.pdf |
| PNb | Nb grade in HSS ferroniobium applied in automobiles | % | 0.04–0.08, 0.1 | 2011–2017 | [1,55] PROMETIA, Factsheet available at: http://prometia.eu/wp-content/uploads/2014/02/NIOBIUM-TANTALUM-v02.pdf |
| PS | Steel in Automobile | % | 61.7 | 2012 | [56] |
| WCar | Weight of Car | Tonne | 1.11361–1.49131 | 1950–2010 | [12] |
| ELVnumber (t) | End-of-life vehicles (ELV) including countries: European Union, Germany, Italy, France, England, Spain, Russian Federation, USA, Canada, Brazil, Japan, China, Korea, and Australia | Units year−1 | European Union:7,823,211 Germany:500,193 Italy:1,610,137 France:1,583,283 England:1,157,438 Spain:839,637 USA:12,000,000 Canada:1,200,000 Brazil:1,000,000 Japan:2,960,000 China:3,506,000 Korea:684,000 Australia:500,000 Global total:40,176,051 | 2010 | [14] |
| ALT | Automobile Average Life Time (Average Vehicle Age) | Year | 16 | 2007–2014 | [12,49,50,57] |
| α1 | The amount of energy required in cold rolling process | GJ tonne−1 | 1.63–1.935 | 1999–2012 | [12,58] |
| α2 | The amount of energy required in hot rolling process | GJ tonne−1 | 1.7–1.88 | 1999–2012 | [12,58,59,60] |
| α3 | The amount of energy required in continuous casting process | GJ tonne−1 | 0.076 | 1999–2012 | [12] |
| α4 | The amount of energy required in basic oxygen furnace process | GJ tonne−1 | 0.4 | 1999–2012 | [12,59] |
| α5 | The amount of energy required in blast furnace process | GJ tonne−1 | 12.3–16 | 1999–2012 | [12,59,60] |
| α6 | The amount of energy required in sintering/coking process | GJ tonne−1 | 43.8 | 1999–2012 | [12,61] |
| β1 | The greenhouse gas emitted in cold rolling process | Tonne CO2-eq. | 0.008 | 2013 | [12,60] |
| β2 | The greenhouse gas emitted in hot rolling process | Tonne CO2-eq. | 0.082 | 2013 | [12,60] |
| β3 | The greenhouse gas emitted in continuous casting process | Tonne CO2-eq. | 0 | 2013 | [12,60] |
| β4 | The greenhouse gas emitted in basic oxygen furnace process | Tonne CO2-eq. | 0.09 | 1999–2012 | [12,61,62] |
| β5 | The greenhouse gas emitted in blast furnace process | Tonne CO2-eq. | 1.22–1.46 | 1999–2012 | [12,60,61,62] |
| β6 | The greenhouse gas emitted in sintering/coking process | Tonne CO2-eq. | 0.43 | 1999–2012 | [12] |
| ARR | Automobile Recycling Rate | % | 85 | 1998–2013 | US Geological Survey (USGS). Flow Studies for Recycling Metal Commodities in the United States. Available at: https://pubs.usgs.gov/circ/2004/1196am/c1196a-m_v2.pdf ISRI. Available at: http://www.isri.org/docs/default-source/recycling-industry/fact-sheet---iron-and-steel.pdf?sfvrsn=16 |
| SRE | Automobile Scrap recycling efficiency | % | 50 | 1998 | US Geological Survey (USGS). Flow Studies for Recycling Metal Commodities in the United States. Available at: https://pubs.usgs.gov/circ/2004/1196am/c1196a-m_v2.pdf |
| ρ1 | The amount of energy required in cold rolling process for secondary production | GJ tonne−1 | 1.63–1.935 | 1999–2012 | [12,58] |
| ρ2 | The amount of energy required in hot rolling process for secondary production | GJ tonne−1 | 1.7–1.88 | 1999–2012 | [12,58,59,60] |
| ρ3 | The amount of energy required in continuous casting process for secondary production | GJ tonne−1 | 0.076 | 1999–2012 | [12] |
| ρ4 | The amount of energy required in electric arc furnace process for secondary production | GJ tonne−1 | 2.5–2.8 | 1999–2012 | [12,58,59,60] |
| λ1 | The greenhouse gas emitted in cold rolling process for secondary production | Tonne CO2-eq. | 0.008 | 2013 | [60] |
| λ2 | The greenhouse gas emitted in hot rolling process for secondary production | Tonne CO2-eq. | 0.082 | 2013 | [60] |
| λ3 | The greenhouse gas emitted in continuous casting process for secondary production | Tonne CO2-eq. | 0 | 2013 | [12,60] |
| λ4 | The greenhouse gas emitted in electric arc furnace process for secondary production | Tonne CO2-eq. | 0.06–0.09 | 2006–2011 | [42,63] |
References
- Schulz, K.J.; Piatak, N.M.; Papp, J.F. Niobium and Tantalum; US Geological Survey: Reston, VA, USA, 2017.
- EU Commission, E.-E. Critical Raw Materials for the EU: Report of the Ad-Hoc Working Group on Defining Critical Raw Materials; European Commission: Stadt Brüssel, Belgien, 2010; pp. 1–84. [Google Scholar]
- Achzet, B.; Reller, A.; Zepf, V.; Rennie, C.; Ashfield, M.; Simmons, J. Materials Critical to the Energy Industry. An Introduction. Available online: https://www.bp.com/content/dam/bp/pdf/sustainability/group-reports/ESC_Materials_handbook_BP_Apr2014.pdf (accessed on 7 January 2019).
- Nuss, P.; Harper, E.M.; Nassar, N.T.; Reck, B.K.; Graedel, T.E. Criticality of iron and its principal alloying elements. Environ. Sci. Technol. 2014, 48, 4171–4177. [Google Scholar] [CrossRef] [PubMed]
- Ober, J.A. Mineral Commodity Summaries 2018; US Geological Survey: Reston, VA, USA, 2018.
- Woydt, M.; Mohrbacher, H. The tribological and mechanical properties of niobium carbides (NbC) bonded with cobalt or Fe3Al. Wear 2014, 321, 1–7. [Google Scholar] [CrossRef]
- Alves, A.R.; Coutinho, A.D.R. The Evolution of the Niobium Production in Brazil. Mater. Res. 2015, 18, 106–112. [Google Scholar] [CrossRef]
- Mackay, D.A.R.; Simandl, G.J. Geology, market and supply chain of niobium and tantalum—A review. Miner. Depos. 2014, 49, 1025–1047. [Google Scholar] [CrossRef]
- Sverdrup, H.U.; Ragnarsdottir, K.V.; Koca, D. An assessment of metal supply sustainability as an input to policy: Security of supply extraction rates, stocks-in-use, recycling, and risk of scarcity. J. Clean. Prod. 2017, 140, 359–372. [Google Scholar] [CrossRef]
- Steel, S. At the core of the green economy. Future Case Study 2012, 2012, 31. [Google Scholar]
- Das, S.; Graziano, D.; Upadhyayula, V.K.K.; Masanet, E.; Riddle, M.; Cresko, J. Vehicle lightweighting energy use impacts in US light-duty vehicle fleet. Sustain. Mater. Technol. 2016, 8, 5–13. [Google Scholar]
- Modaresi, R.; Pauliuk, S.; Løvik, A.N.; Müller, D.B. Global carbon benefits of material substitution in passenger cars until 2050 and the impact on the steel and aluminum industries. Environ. Sci. Technol. 2014, 48, 10776–10784. [Google Scholar] [CrossRef] [PubMed]
- Widmer, R.; Du, X.; Haag, O.; Restrepo, E.; Wäger, P.A. Scarce metals in conventional passenger vehicles and end-of-life vehicle shredder output. Environ. Sci. Technol. 2015, 49, 4591–4599. [Google Scholar] [CrossRef]
- Sakai, S.; Yoshida, H.; Hiratsuka, J.; Vandecasteele, C.; Kohlmeyer, R.; Rotter, V.S.; Passarini, F.; Santini, A.; Peeler, M.; Li, J.; et al. An international comparative study of end-of-life vehicle (ELV) recycling systems. J. Mater. Cycles Waste Manag. 2014, 16, 1–20. [Google Scholar] [CrossRef]
- Jaskula, B.W. Minerals Yearbook; US Geological Survey: Washington, DC, USA, 2013.
- Patel, Z.; Khul’ka, K. Niobium for steelmaking. Metallurgist 2001, 45, 477–480. [Google Scholar] [CrossRef]
- Sullivan, J.L.; Burnham, A.; Wang, M. Energy-Consumption and Carbon-Emission Analysis of Vehicle and Component Manufacturing; Argonne National Lab. (ANL): Argonne, IL, USA, 2010. [Google Scholar]
- Ferreira, B.; Monedero, J.; Marti, J.L.; Aliaga, C.; Hortal, M.; López, A.D. The economic aspects of recycling. In Post-Consumer Waste Recycling and Optimal Production; InTech: London, UK, 2012. [Google Scholar]
- Cabrera Serrenho, A.; Allwood, J.M. Material stock demographics: Cars in Great Britain. Environ. Sci. Technol. 2016, 50, 3002–3009. [Google Scholar] [CrossRef] [PubMed]
- Restrepo, E.; Løvik, A.N.; Wäger, P.; Widmer, R.; Lonka, R.; Müller, D.B. Stocks, Flows, and Distribution of Critical Metals in Embedded Electronics in Passenger Vehicles. Environ. Sci. Technol. 2017, 51, 1129–1139. [Google Scholar] [CrossRef] [PubMed]
- Hutchins, M.J.; Sutherland, J.W. An exploration of measures of social sustainability and their application to supply chain decisions. J. Clean. Prod. 2008, 16, 1688–1698. [Google Scholar] [CrossRef]
- Brandenburg, M.; Govindan, K.; Sarkis, J.; Seuring, S. Quantitative models for sustainable supply chain management: Developments and directions. Eur. J. Oper. Res. 2014, 233, 299–312. [Google Scholar] [CrossRef]
- Eskandarpour, M.; Dejax, P.; Miemczyk, J.; Péton, O. Sustainable supply chain network design: An optimization-oriented review. Omega 2015, 54, 11–32. [Google Scholar] [CrossRef]
- Mirzaei, M.; Bekri, M. Energy consumption and CO2 emissions in Iran, 2025. Environ. Res. 2017, 154, 345–351. [Google Scholar] [CrossRef] [PubMed]
- Mercure, J.-F.; Pollitt, H.; Bassi, A.M.; Viñuales, J.E.; Edwards, N.R. Modelling complex systems of heterogeneous agents to better design sustainability transitions policy. Glob. Environ. Chang. 2016, 37, 102–115. [Google Scholar] [CrossRef]
- Azadeh, A.; Arani, H.V. Biodiesel supply chain optimization via a hybrid system dynamics-mathematical programming approach. Renew. Energy 2016, 93, 383–403. [Google Scholar] [CrossRef]
- Kuipers, K.J.J.; van Oers, L.F.C.M.; Verboon, M.; van der Voet, E. Assessing environmental implications associated with global copper demand and supply scenarios from 2010 to 2050. Glob. Environ. Chang. 2018, 49, 106–115. [Google Scholar] [CrossRef]
- Forrester, J.W. Industrial dynamics. J. Oper. Res. Soc. 1997, 48, 1037–1041. [Google Scholar] [CrossRef]
- Choi, C.H.; Cao, J.; Zhao, F. System dynamics modeling of indium material flows under wide deployment of clean energy technologies. Resour. Conserv. Recycl. 2016, 114, 59–71. [Google Scholar] [CrossRef]
- Sverdrup, H.U.; Ragnarsdottir, K.V. A system dynamics model for platinum group metal supply, market price, depletion of extractable amounts, ore grade, recycling and stocks-in-use. Resour. Conserv. Recycl. 2016, 114, 130–152. [Google Scholar] [CrossRef]
- Keilhacker, M.L.; Minner, S. Supply chain risk management for critical commodities: A system dynamics model for the case of the rare earth elements. Resour. Conserv. Recycl. 2017, 125, 349–362. [Google Scholar] [CrossRef]
- Rooney, M.; Nuttall, W.J.; Kazantzis, N. A System Dynamics Study of Uranium and the Nuclear Fuel Cycle. Available online: http://www.econ.cam.ac.uk/research-files/repec/cam/pdf/cwpe1319.pdf (accessed on 7 January 2019).
- Sverdrup, H.U. Modelling global extraction, supply, price and depletion of the extractable geological resources with the LITHIUM model. Resour. Conserv. Recycl. 2016, 114, 112–129. [Google Scholar] [CrossRef]
- El Wali, M.; Golruodbary, S.R.; Kraslawski, A. Impact of recycling improvement on the life cycle of phosphorus. Chin. J. Chem. Eng. 2018. [Google Scholar] [CrossRef]
- Sverdrup, H.U.; Olafsdottir, A.H. A System Dynamics Model Assessment of the Supply of Niobium and Tantalum Using the WORLD6 Model. Biophys. Econ. Resour. Qual. 2018, 3, 5. [Google Scholar] [CrossRef]
- Sterman, J.D. Business Dynamics: Systems Thinking and Modeling for a Complex World; McGraw-Hill: New York, NY, USA, 2000; Volume 28. [Google Scholar]
- Schulz, K.; Papp, J. Niobium and Tantalum: Indispensable Twins; US Geological Survey: Reston, VA, USA, 2014.
- Julião, L.M.Q.C.; Melo, D.R.; Sousa, W.O.; Santos, M.S.; Fernandes, P.C.; Godoy, M.L.D.P. Exposure of workers in a mineral processing industry in Brazil. Radiat. Prot. Dosimetry 2007, 125, 513–515. [Google Scholar] [CrossRef] [PubMed]
- EU Commission Report on Critical Raw materials for the EU. Retrieved April 2014, 30, 2015.
- Nikishina, E.E.; Drobot, D.V.; Lebedeva, E.N. Niobium and tantalum: State of the world market, fields of application, and raw sources. Part I. Russ. J. Non-Ferrous Met. 2013, 54, 446–452. [Google Scholar] [CrossRef]
- Worldwide, D. American Iron and Steel Institute-SMDI Light Vehicle Steel Content. Available online: https://www.autosteel.org/~/media/Files/Autosteel/Research/AHSS/Ducker%20Survey%20Results%20-%20AHSS%20Growth.pdf (accessed on 7 January 2019).
- Chunbao Charles, X.U.; Cang, D. A brief overview of low CO2 emission technologies for iron and steel making. J. Iron Steel Res. Int. 2010, 17, 1–7. [Google Scholar]
- Yellishetty, M.; Ranjith, P.G.; Tharumarajah, A. Iron ore and steel production trends and material flows in the world: Is this really sustainable? Resour. Conserv. Recycl. 2010, 54, 1084–1094. [Google Scholar] [CrossRef]
- Worrell, E.; Reuter, M. Handbook of Recycling: State-Of-The-Art for Practitioners, Analysts, and Scientists; Newnes: Amsterdam, The Netherlands, 2014. [Google Scholar]
- Ohno, H.; Matsubae, K.; Nakajima, K.; Nakamura, S.; Nagasaka, T. Unintentional Flow of Alloying Elements in Steel during Recycling of End-of-Life Vehicles. J. Ind. Ecol. 2014, 18, 242–253. [Google Scholar] [CrossRef]
- Balci, O. Verification, validation, and testing. Handb. Simul. 1998, 10, 335–393. [Google Scholar]
- Golroudbary, S.R.; Zahraee, S.M. System dynamics model for optimizing the recycling and collection of waste material in a closed-loop supply chain. Simul. Model. Pract. Theory 2015, 53, 88–102. [Google Scholar] [CrossRef]
- Barlas, Y. Formal aspects of model validity and validation in system dynamics. Syst. Dyn. Rev. 1996, 12, 183–210. [Google Scholar] [CrossRef]
- Kagawa, S.; Nansai, K.; Kondo, Y.; Hubacek, K.; Suh, S.; Minx, J.; Kudoh, Y.; Tasaki, T.; Nakamura, S. Role of motor vehicle lifetime extension in climate change policy. Environ. Sci. Technol. 2011, 45, 1184–1191. [Google Scholar] [CrossRef]
- Modaresi, R.; Müller, D.B. The role of automobiles for the future of aluminum recycling. Environ. Sci. Technol. 2012, 46, 8587–8594. [Google Scholar] [CrossRef]
- Pauliuk, S.; Wang, T.; Müller, D.B. Moving toward the circular economy: The role of stocks in the Chinese steel cycle. Environ. Sci. Technol. 2011, 46, 148–154. [Google Scholar] [CrossRef]
- Björkman, B.; Samuelsson, C. Recycling of steel. In Handbook of Recycling: State-Of-The-Art for Practitioners, Analysts and Scientists; Elsevier: Boston, MA, USA, 2014; pp. 65–83. [Google Scholar]
- Pauliuk, S.; Dhaniati, N.M.A.; Müller, D.B. Reconciling sectoral abatement strategies with global climate targets: The case of the Chinese passenger vehicle fleet. Environ. Sci. Technol. 2011, 46, 140–147. [Google Scholar] [CrossRef]
- Moss, R.L.; Tzimas, E.; Kara, H.; Willis, P.; Kooroshy, J. Critical metals in strategic energy technologies. In JRC-Scientific and Strategic RepoStrategic Reports, European Commission Joint Research Centre Institute for Energy and Transport; European Commission: Stadt Brüssel, Belgien, 2011. [Google Scholar]
- Cullbrand, K.; Magnusson, O. The Use of Potentially Critical Materials in Passenger Cars. Available online: http://publications.lib.chalmers.se/records/fulltext/162842.pdf (accessed on 7 January 2019).
- Yue, K. Comparative analysis of scrap car recycling management policies. Procedia Environ. Sci. 2012, 16, 44–50. [Google Scholar] [CrossRef]
- Mueller, D.B.; Cao, J.; Kongar, E.; Altonji, M.; Weiner, P.-H.; Graedel, T.E. Service Lifetimes of Mineral End Uses. Available online: https://minerals.usgs.gov/mrerp/reports/Mueller-06HQGR0174.pdf. (accessed on 7 January 2019).
- Kim, Y.; Worrell, E. International comparison of CO2 emission trends in the iron and steel industry. Energy Policy 2002, 30, 827–838. [Google Scholar] [CrossRef]
- Marklund, P.-O.; Nilsson, L.; Rahmn, S.; Jonsson, M.; Svantesson, T.; Hellgren, L.-O. Optimization of a Press Hardened B-pillar by Use of the Response Surface Method; (No. 1999-01-3236). SAE Tech. Paper 1999. [Google Scholar] [CrossRef]
- Moya, J.A.; Pardo, N. The potential for improvements in energy efficiency and CO2 emissions in the EU27 iron and steel industry under different payback periods. J. Clean. Prod. 2013, 52, 71–83. [Google Scholar] [CrossRef]
- Ruifrok, R.; Vloemans, R.; Prinsen, S.; Waaijer, A. Best of Both Metals in Body Parts Light Weight Concepts for a Hood; (No. 1999-01-3197). SAE Tech. Paper 1999. [Google Scholar] [CrossRef]
- van Schaik, M. Advanced High-Strength Steels and Hydroforming Reduce Mass and Improve Dent Resistance of Light Weight Doors In UltraLight Steel Auto Closures Project; (No. 2001-01-3116). SAE Tech. Paper 2001. [Google Scholar] [CrossRef]
- Yellishetty, M.; Mudd, G.M.; Ranjith, P.G.; Tharumarajah, A. Environmental life-cycle comparisons of steel production and recycling: Sustainability issues, problems and prospects. Environ. Sci. Policy 2011, 14, 650–663. [Google Scholar] [CrossRef]






| Notation | Term |
|---|---|
| NbM-R (t) | The world production of mineral concentrates (niobium content) |
| EM (t) | Extracted material from primary production of niobium |
| SGFP-R (t) | Standard grade ferroniobium production rate |
| OPP-R (t) | The rate of niobium flow in other products |
| SGF (t) | Standard grade ferroniobium stock |
| NbP-R (t) | The rate of niobium flow in the production stage (through primary production of high strength alloy steels in automobile industry) |
| TW-ELV (t) | Total weight of car collected as ELV |
| TS-ELV (t) | Total high strength alloy steels used in ELV |
| NbELV (t) | The amount of niobium available in ELV |
| SNb-ELV (t) | The stock of available niobium from collected ELVs |
| NbRS-R (t) | Recyclable niobium from high strength alloy steels in ELVs |
| WLandfill-R (t) | Niobium in the scrap recycling process from the automobile loss |
| NbR-R (t) | The rate of niobium in the recycling stage |
| SR (t) | The stock of recycled materials |
| NbMP-Brazil (t) | World production of mineral concentrates (niobium content) by Brazil |
| NbMP-Canada (t) | World production of mineral concentrates (niobium content) by Canada |
| NbMP-Other (t) | World production of mineral concentrates (niobium content) by other countries |
| YNb | Yearly world production of mineral concentrates (niobium content) by each country |
| SGFCoef | Percentage of global niobium production used to produce ferroniobium applied in high strength alloy steels |
| OPCoef | Percentage of global niobium production used in manufacture of niobium alloys, niobium chemicals and carbides, high purity ferroniobium, and other niobium metal products |
| δ1 | Energy usage through hydrofluoric acid dissolution process |
| δ2 | Energy usage through solvent extraction process |
| γ1 | The greenhouse gas emitted through hydrofluoric acid dissolution process |
| γ2 | The greenhouse gas emitted through solvent extraction process |
| PNb | Nb grade in HSS ferroniobium applied in automobile |
| PS | Steel in automobile |
| WCar | Weight of car |
| ELVS | ELVs number in different countries/state including European Union, Germany, Italy, France, England, Spain, Russian Federation, USA, Canada, Brazil, Japan, China, Korea, and Australia |
| ALT | Automobile average lifetime (average vehicle age) |
| α1 | The amount of energy required in cold rolling process |
| α2 | The amount of energy required in hot rolling process |
| α3 | The amount of energy required in continuous casting process |
| α4 | The amount of energy required in basic oxygen furnace process |
| α5 | The amount of energy required in blast furnace process |
| α6 | The amount of energy required in sintering/coking process |
| β1 | The greenhouse gas emitted in cold rolling process |
| β2 | The greenhouse gas emitted in hot rolling process |
| β3 | The greenhouse gas emitted in continuous casting process |
| β4 | The greenhouse gas emitted in basic oxygen furnace process |
| β5 | The greenhouse gas emitted in blast furnace process |
| β6 | The greenhouse gas emitted in sintering/coking process |
| ARR | Automobile recycling efficiency |
| SRE | Scrap recycling efficiency |
| ρ1 | The amount of energy required in cold rolling process for secondary production |
| ρ2 | The amount of energy required in hot rolling process for secondary production |
| ρ3 | The amount of energy required in continuous casting process for secondary production |
| ρ4 | The amount of energy required in electric arc furnace process for secondary production |
| λ1 | The greenhouse gas emitted in cold rolling process for secondary production |
| λ2 | The greenhouse gas emitted in hot rolling process for secondary production |
| λ3 | The greenhouse gas emitted in continuous casting process for secondary production |
| λ4 | The greenhouse gas emitted in electric arc furnace process for secondary production |
| Variable | Equation | Type (Tonnes) |
|---|---|---|
| NbM-R (t) | Flow | |
| EM (t) | Stock | |
| SGFP-R (t) | EM (t) × | Flow |
| OPP-R (t) | EM (t) × | Flow |
| SGF (t) | Stock | |
| NbP-R (t) | Flow | |
| TW-ELV (t) | × | Auxiliary |
| TS-ELV (t) | × | Auxiliary |
| NbELV (t) | Delay(, ALT, 0) 1 | Flow |
| SNb-ELV (t) | Stock | |
| NbRS-R (t) | (t) × | Flow |
| WLandfill-R (t) | (t) × | Flow |
| NbR-R (t) | Auxiliary | |
| SR (t) | Stock |
| Country | Production Stage | Recycling Stage | ||
|---|---|---|---|---|
| Energy Consumption (m GJ) | GHG Emission (mt CO2-eq.) | Energy Consumption (m GJ) | GHG Emission (mt CO2-eq.) | |
| European Union (EU-27) | 24.2 | 7.9 | 1.9 | 0.6 |
| Germany | 1.5 | 0.5 | 0.1 | 0.0 |
| Italy | 5.0 | 1.6 | 0.4 | 0.1 |
| France | 4.9 | 1.6 | 0.4 | 0.1 |
| England | 3.6 | 1.2 | 0.3 | 0.1 |
| Spain | 2.6 | 0.8 | 0.2 | 0.1 |
| USA | 37.1 | 12.1 | 2.8 | 0.9 |
| Canada | 3.7 | 1.2 | 0.3 | 0.1 |
| Brazil | 3.1 | 1.0 | 0.2 | 0.1 |
| Japan | 9.2 | 3.0 | 0.7 | 0.2 |
| China | 10.8 | 3.5 | 0.8 | 0.3 |
| Korea | 2.1 | 0.7 | 0.2 | 0.1 |
| Australia | 1.5 | 0.5 | 0.1 | 0.0 |
| Global | 124.3 | 40.6 | 10.0 | 3.2 |
| Scenario | European Union | Germany | Italy | France | England | Spain | USA | Canada | Brazil | Japan | China | Korea | Australia | Global | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Energy Consumption (m GJ) | Current | 27.7 | 1.8 | 5.8 | 5.7 | 4.2 | 3.0 | 42.4 | 4.3 | 3.6 | 10.6 | 12.5 | 2.5 | 1.8 | 133.3 |
| A | 30.4 | 2.0 | 6.3 | 6.2 | 4.6 | 3.3 | 46.5 | 4.7 | 4.0 | 11.6 | 13.8 | 2.7 | 2.0 | 145.6 | |
| B | 34.7 | 2.2 | 7.2 | 7.1 | 5.2 | 3.8 | 52.6 | 5.4 | 4.5 | 13.2 | 15.6 | 3.1 | 2.3 | 155.6 | |
| C | 41.5 | 2.7 | 8.7 | 8.5 | 6.2 | 4.5 | 62.6 | 6.5 | 5.4 | 15.8 | 18.8 | 3.7 | 2.7 | 161.4 | |
| GHG Emissions (mt CO2-eq.) | Current | 9.1 | 0.6 | 1.9 | 1.9 | 1.4 | 1.0 | 13.9 | 1.4 | 1.2 | 3.5 | 4.1 | 0.8 | 0.6 | 43.6 |
| A | 9.9 | 0.6 | 2.1 | 2.0 | 1.5 | 1.1 | 15.2 | 1.6 | 1.3 | 3.8 | 4.5 | 0.9 | 0.6 | 47.6 | |
| B | 11.3 | 0.7 | 2.4 | 2.3 | 1.7 | 1.2 | 17.2 | 1.8 | 1.5 | 4.3 | 5.1 | 1.0 | 0.7 | 50.9 | |
| C | 13.6 | 0.9 | 2.8 | 2.8 | 2.0 | 1.5 | 20.5 | 2.1 | 1.8 | 5.2 | 6.1 | 1.2 | 0.9 | 52.7 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rahimpour Golroudbary, S.; Krekhovetckii, N.; El Wali, M.; Kraslawski, A. Environmental Sustainability of Niobium Recycling: The Case of the Automotive Industry. Recycling 2019, 4, 5. https://doi.org/10.3390/recycling4010005
Rahimpour Golroudbary S, Krekhovetckii N, El Wali M, Kraslawski A. Environmental Sustainability of Niobium Recycling: The Case of the Automotive Industry. Recycling. 2019; 4(1):5. https://doi.org/10.3390/recycling4010005
Chicago/Turabian StyleRahimpour Golroudbary, Saeed, Nikita Krekhovetckii, Mohammad El Wali, and Andrzej Kraslawski. 2019. "Environmental Sustainability of Niobium Recycling: The Case of the Automotive Industry" Recycling 4, no. 1: 5. https://doi.org/10.3390/recycling4010005
APA StyleRahimpour Golroudbary, S., Krekhovetckii, N., El Wali, M., & Kraslawski, A. (2019). Environmental Sustainability of Niobium Recycling: The Case of the Automotive Industry. Recycling, 4(1), 5. https://doi.org/10.3390/recycling4010005