
From Waste to Product: New Circularity by Recovering Polypropylene from Mixed Commercial Waste

 , , ,
, , , 

Abstract
1. Introduction
2. Results
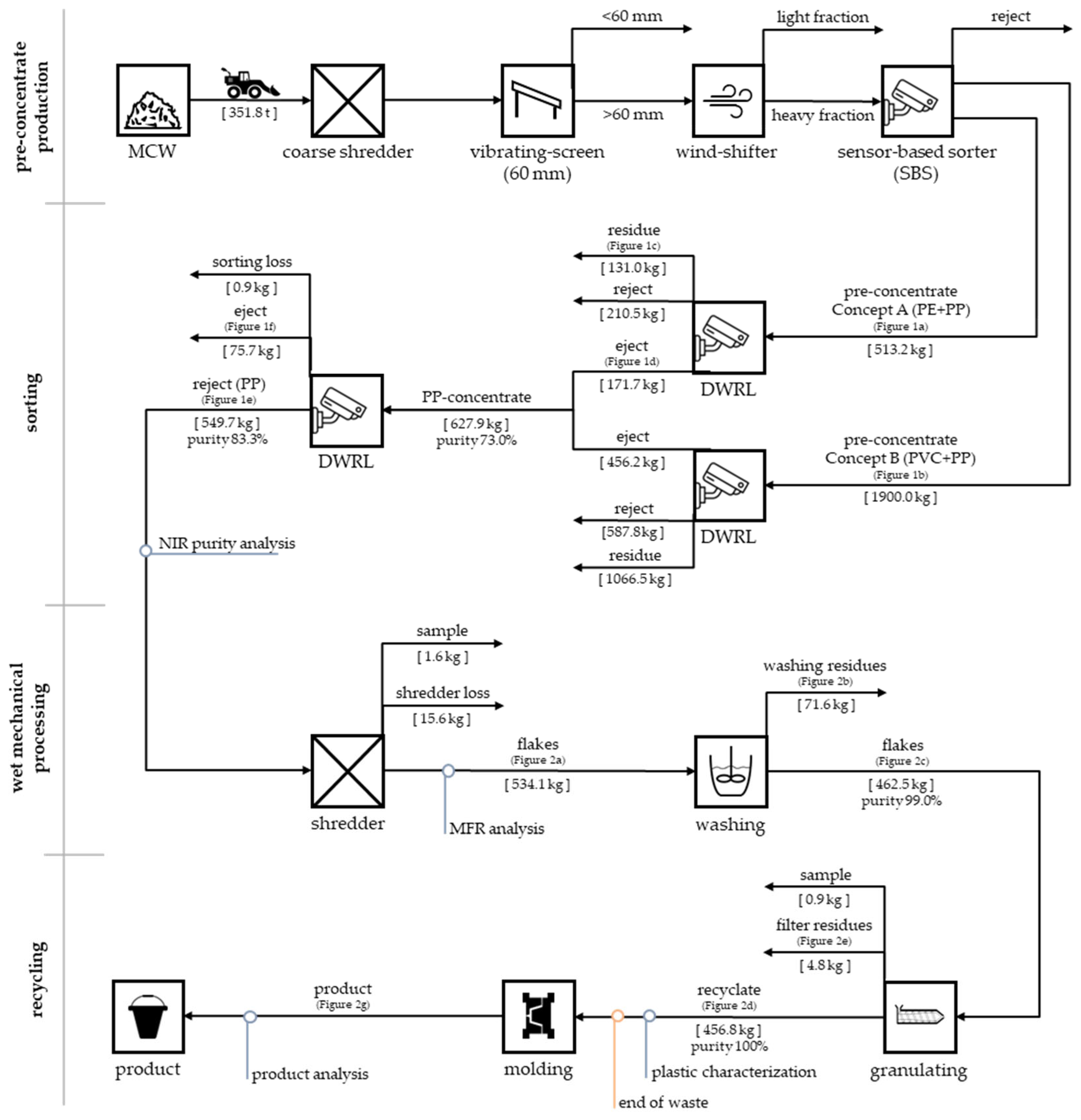
2.1. Pre-Concentrate Production
2.2. Sorting
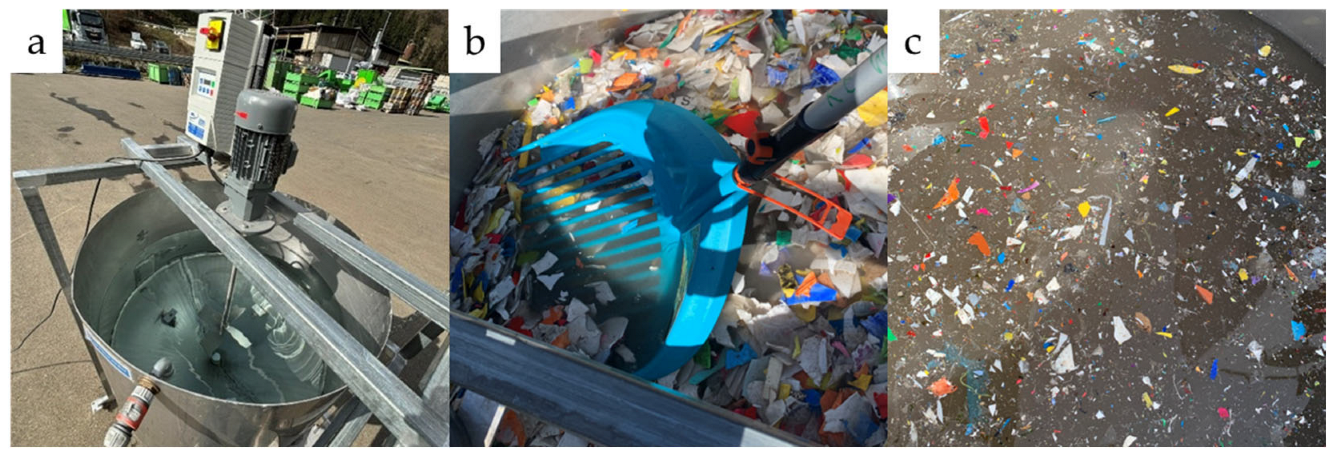
2.3. Wet Mechanical Processing
2.4. Recycling
3. Discussion
4. Materials and Methods
4.1. Pre-Concentrate Production
4.2. Sorting
4.3. Wet Mechanical Processing
4.4. Recycling
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| As | Arsenic |
| Au | Gold |
| Ba | Barium |
| Bi | Bismuth |
| Br | Bromine |
| Cd | Cadmium |
| Cl | Chlorine |
| Cr | Chromium |
| Cr VI | Chromium (VI) |
| Cu | Copper |
| DSV | Differential Scanning Calorimetry |
| DWRL | Digital Waste Research Lab |
| EU | European Union |
| Fe | Iron |
| Hg | Mercury |
| MCW | Mixed commercial waste |
| MFR | Melt flow rate |
| MMW | Mixed municipal waste |
| Ni | Nickel |
| Pb | Lead |
| PE | Polyethylene |
| PET | Polyethylene terephthalate |
| PET BB | PET beverage bottles |
| PET nBB | PET non-beverage bottles |
| PP | Polypropylene |
| PPC | Paper/paperboard/cardboard |
| PS | Polystyrene |
| PVC | Polyvinyl chloride |
| RoHs | Restriction of Hazardous Substances Directive |
| Sb | Antimony |
| SBS | Sensor-based sorting |
| Se | Selenium |
| Sn | Tin |
| Ti | Titanium |
| V | Vanadium |
| wee | Waste of electrical and electronic equipment |
| WTP | Waste treatment plant |
| XRF | X-ray fluorescence analysis |
| Zn | Zinc |
Appendix A. Composition of MCW >60 mm

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 60–80 | 80–100 | 100–200 | >200 | Total | Recyclability Evaluation | ||
|---|---|---|---|---|---|---|---|
| 3D | PE | 0.42% | 0.45% | 1.25% | 0.32% | 2.44% | potentially recyclable fraction |
| PP | 0.44% | 0.40% | 0.67% | 0.09% | 1.60% | potentially recyclable fraction | |
| PET | 0.51% | 0.47% | 0.60% | 0.11% | 1.69% | potentially recyclable fraction | |
| PET BB | 0.29% | 0.36% | 0.28% | 0.00% | 0.93% | no sufficient quantities (<1%) | |
| PET nBB | 0.03% | 0.01% | 0.02% | * | 0.06% | no sufficient quantities (<1%) | |
| PS | 1.08% | 0.42% | 0.64% | 0.05% | 2.19% | no established recycling market | |
| PVC | 0.34% | 0.28% | 0.40% | 0.13% | 1.15% | no established recycling market | |
| composite | 0.17% | 0.21% | 0.34% | 0.24% | 0.96% | no established recycling market | |
| residual | 0.18% | 0.11% | 0.18% | 0.09% | 0.56% | no established recycling market | |
| 2D | PE | 0.76% | 0.70% | 2.13% | 1.00% | 4.59% | not technically sortable |
| PP | 0.35% | 0.19% | 0.19% | 0.03% | 0.76% | not technically sortable | |
| PET | 0.11% | 0.09% | 0.13% | 0.03% | 0.36% | not technically sortable | |
| PS | 0.05% | 0.04% | 0.07% | 0.01% | 0.17% | not technically sortable | |
| PVC | 0.07% | 0.03% | 0.08% | 0.00% | 0.18% | no established recycling market | |
| composite | 0.14% | 0.07% | 0.07% | 0.01% | 0.29% | no established recycling market | |
| residual | 0.08% | 0.05% | 0.05% | 0.01% | 0.19% | no established recycling market | |
| paper/paperboard/cardboard | 1.60% | 1.15% | 2.23% | 0.04% | 5.02% | potentially recyclable fraction | |
| black/gray | 1.34% | 0.99% | 2.40% | 0.58% | 5.31% | not technically sortable | |
| composite | 1.24% | 1.01% | 2.60% | 0.43% | 5.28% | no established recycling market | |
| metal | 1.33% | 1.08% | 1.55% | 0.12% | 4.08% | already recycled | |
| wood | 1.72% | 0.71% | 0.86% | 0.01% | 3.30% | potentially recyclable fraction | |
| inert | 1.06% | 0.37% | 0.38% | 0.00% | 1.81% | no established recycling market | |
| textile | 0.53% | 0.46% | 1.54% | 0.99% | 3.52% | no established recycling market | |
| rubber | 0.09% | 0.03% | 0.05% | 0.26% | 0.43% | no sufficient quantities (<1%) | |
| wee | 0.18% | 0.06% | 0.12% | 0.00% | 0.36% | no sufficient quantities (<1%) | |
| organic | 0.04% | 0.03% | 0.14% | 0.00% | 0.21% | no sufficient quantities (<1%) | |
| beverage carton | 0.05% | 0.05% | 0.05% | * | 0.15% | no sufficient quantities (1%) | |
| packaging with contents | 0.04% | 0.02% | 0.02% | * | 0.08% | no established recycling market | |
| batteries | 0.01% | * | * | * | 0.01% | no sufficient quantities (<1%) | |
| residual | 0.32% | 0.10% | 0.26% | 0.06% | 0.74% | no established recycling market | |
| total | 14.57% | 9.94% | 19.30% | 4.61% | 48.42% | ||
Appendix B. Mass Balance with Respect to the Sorting Processes, Wet Mechanical Process, and Recycling
| Concept A | Concept B | |||
|---|---|---|---|---|
| first sorting step | input | pre-concentrate | 513.2 | 1900 |
| output | reject | 210.5 | 377.3 | |
| residue | 131.0 | 1066.5 | ||
| PP concentrate | 171.7 | 456.2 | ||
| second sorting step | input | PP concentrate A | 171.7 | |
| PP concentrate B | 456.2 | |||
| output | eject | 75.7 | ||
| sorting loss | 0.9 | |||
| PP concentrate | 551.3 | |||
| wet mechanical processing | input | PP concentrate | 551.3 | |
| output | shredder loss | 17.2 | ||
| flake sample | 1.6 | |||
| washing residue | 70.0 | |||
| flakes | 462.5 | |||
| recycling | input | flakes | 462.5 | |
| output | filter residue | 4.8 | ||
| granulate sample | 0.9 | |||
| recyclate/ final product | 456.8 | |||
| input: | output: | |||
| pre-concentrate A | 513.2 | reject first sorting of Concept A | 210.5 | |
| pre-concentrate B | 1900.0 | residue first sorting of Concept A | 131.0 | |
| total | 2413.2 | reject first sorting of Concept B | 377.3 | |
| residue first sorting of Concept B | 1066.5 | |||
| eject second sorting | 75.7 | |||
| sorting loss second sorting | 0.9 | |||
| shredder loss | 17.2 | |||
| flake sample | 1.6 | |||
| washing residue | 70.0 | |||
| filter residue | 4.8 | |||
| granulate sample | 0.9 | |||
| recyclate/final product | 456.8 | |||
| total | 2413.2 | |||
Appendix C. Results of the Elemental Analysis
| As | 0.1 | mg/kg | * |
| As | 0.1 | mg/kg | * |
| Au | 0.1 | mg/kg | * |
| Ba | 189.2 | mg/kg | |
| Bi | 8.6 | mg/kg | |
| Br | 44.4 | mg/kg | |
| Cd | 13.9 | mg/kg | |
| Cl | 0.1 | mg/kg | * |
| Cr | 11.4 | mg/kg | |
| Cr6+ | 2.0 | mg/kg | * |
| Cu | 18.2 | mg/kg | |
| Fe | 288.9 | mg/kg | |
| Hg | 0.2 | mg/kg | |
| Ni | 2.8 | mg/kg | |
| Pb | 30.7 | mg/kg | |
| Sb | 19.4 | mg/kg | |
| Se | 3.6 | mg/kg | |
| Sn | 0.1 | mg/kg | * |
| Ti | 3080.8 | mg/kg | |
| V | 39.7 | mg/kg | |
| Zn | 54.1 | mg/kg |
Appendix D. Results of the Elemental Analysis

References
- European Commission. A New Circular Economy Action Plan: For a Cleaner and More Competitive Europe. 2020. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?qid=1583933814386&uri=COM:2020:98:FIN (accessed on 28 June 2023).
- Eurostat. Recycling Rate of Municipal Waste; Eurostat: Luxembourg, 2023. Available online: https://ec.europa.eu/eurostat/databrowser/view/sdg_11_60/default/table (accessed on 3 March 2025).
- Bundesministerium für Klimaschutz, Umwelt, Energie, Mobilität, Innovation und Technologie. Die Bestandsaufnahme der Abfallwirtschaft in Österreich: Statusbericht 2023 für das Referenzjahr 2021; Bundesministerium für Klimaschutz, Umwelt, Energie, Mobilität, Innovation und Technologie: Vienna, Austria, 2023. [Google Scholar]
- Bundesministerium für Klimaschutz, Umwelt, Energie, Mobilität, Innovation und Technologie. Verordnung der Bundesministerin für Klimaschutz, Umwelt, Energie, Mobilität, Innovation und Technologie über ein Abfallverzeichnis (Abfallverzeichnisverordnung 2020); Bundesministerium für Klimaschutz, Umwelt, Energie, Mobilität, Innovation und Technologie: Vienna, Austria, 2020. [Google Scholar]
- Flamme, S.; Geiping, J. Quality standards and requirements for solid recovered fuels: A review. Waste Manag. Res. 2012, 30, 335–353. [Google Scholar] [CrossRef] [PubMed]
- Nasrullah, M.; Vainikka, P.; Hannula, J.; Hurme, M.; Kärki, J. Mass, energy and material balances of SRF production process. Part 1: SRF produced from commercial and industrial waste. Waste Manag. 2014, 34, 1398–1407. [Google Scholar] [CrossRef]
- Ranieri, E.; Ionescu, G.; Fedele, A.; Palmieri, E.; Ranieri, A.C.; Campanaro, V. Sampling, characterisation and processing of solid recovered fuel production from municipal solid waste: An Italian plant case study. Waste Manag. Res. 2017, 35, 890–898. [Google Scholar] [CrossRef] [PubMed]
- Bessi, C.; Lombardi, L.; Meoni, R.; Canovai, A.; Corti, A. Solid recovered fuel: An experiment on classification and potential applications. Waste Manag. 2016, 47, 184–194. [Google Scholar] [CrossRef] [PubMed]
- Kahawalage, A.C.; Melaaen, M.C.; Tokheim, L.-A. Opportunities and challenges of using SRF as an alternative fuel in the cement industry. Clean. Waste Syst. 2023, 4, 100072. [Google Scholar] [CrossRef]
- Samolada, M.C.; Zabaniotou, A.A. Energetic valorization of SRF in dedicated plants and cement kilns and guidelines for application in Greece and Cyprus. Resour. Conserv. Recycl. 2014, 83, 34–43. [Google Scholar] [CrossRef]
- Kara, M. Environmental and economic advantages associated with the use of RDF in cement kilns. Resour. Conserv. Recycl. 2012, 68, 21–28. [Google Scholar] [CrossRef]
- Zeschmar-Lahl, B.; Schönberger, H.; Waltisberg, J. Abfallmitverbrennung in Zementwerken; Umweltbundesamt: Dessau-Roßlau, Germany, 2020. [Google Scholar]
- Pomberger, R. Über theoretische und reale Recyclingfähigkeit. Osterr. Wasser Abfallwirtsch. 2021, 73, 24–35. [Google Scholar] [CrossRef]
- Wellacher, M.; Pomberger, R. Recyclingpotenzial von gemischtem Gewerbeabfall. Osterr. Wasser Abfallwirtsch. 2017, 69, 437–445. [Google Scholar] [CrossRef]
- Blasenbauer, D.; Lipp, A.-M.; Fellner, J.; Tischberger-Aldrian, A.; Stipanović, H.; Lederer, J. Recovery of plastic packaging from mixed municipal solid waste. A case study from Austria. Waste Manag. 2024, 180, 9–22. [Google Scholar] [CrossRef]
- Cimpan, C.; Maul, A.; Jansen, M.; Pretz, T.; Wenzel, H. Central sorting and recovery of MSW recyclable materials: A review of technological state-of-the-art, cases, practice and implications for materials recycling. J. Environ. Manag. 2015, 156, 181–199. [Google Scholar] [CrossRef]
- Soto, J.M.; Blázquez, G.; Calero, M.; Quesada, L.; Godoy, V.; Martín-Lara, M.Á. A real case study of mechanical recycling as an alternative for managing of polyethylene plastic film presented in mixed municipal solid waste. J. Clean. Prod. 2018, 203, 777–787. [Google Scholar] [CrossRef]
- Liikanen, M.; Sahimaa, O.; Hupponen, M.; Havukainen, J.; Sorvari, J.; Horttanainen, M. Updating and testing of a Finnish method for mixed municipal solid waste composition studies. Waste Manag. 2016, 52, 25–33. [Google Scholar] [CrossRef] [PubMed]
- Beigl, P. Auswertung der Restmüllzusammensetzung in Österreich 2018/2019; Bundesministeriums für Klimaschutz, Umwelt, Energie, Mobilität, Innovation und Technologie: Vienna, Austria, 2020; Available online: https://forschung.boku.ac.at/de/projects/13233 (accessed on 25 June 2025).
- Esguerra, J.L.; Carlsson, A.; Johansson, J.; Anderberg, S. Characterization, recyclability, and significance of plastic packaging in mixed municipal solid waste for achieving recycling targets in a Swedish city. J. Clean. Prod. 2024, 468, 143014. [Google Scholar] [CrossRef]
- Sahimaa, O.; Hupponen, M.; Horttanainen, M.; Sorvari, J. Method for residual household waste composition studies. Waste Manag. 2015, 46, 3–14. [Google Scholar] [CrossRef]
- Dahlbo, H.; Poliakova, V.; Mylläri, V.; Sahimaa, O.; Anderson, R. Recycling potential of post-consumer plastic packaging waste in Finland. Waste Manag. 2018, 71, 52–61. [Google Scholar] [CrossRef]
- Weissenbach, T.; Pomberger, R.; Sarc, R. Composition of Mixed Commercial Waste with Focus on Recyclable Fractions. In Proceedings of the 7th International Conference on Sustainable Solid Waste Management, Heraklion, Greece, 26–29 June 2019; Available online: http://uest.ntua.gr/heraklion2019/proceedings/pdf/HERAKLION2019_Weissenbach_etal.pdf (accessed on 25 June 2025).
- Enengel, M.J.; Lasch, T.; Kandlbauer, L.; Viczek, S.A.; Pomberger, R.; Sarc, R. Particle Size Distribution of Materials and Chemical Element Composition in Mixed Commercial Waste. Waste 2025, 3, 9. [Google Scholar] [CrossRef]
- Sarc, R.; Viczek, S.A. Co-processing of solid recovered fuels from mixed municipal and commercial waste in the cement industry—A pathway to a circular economy. Waste Manag. Res. 2023, 42, 260–272. [Google Scholar] [CrossRef]
- Khodier, K.; Viczek, S.A.; Curtis, A.; Aldrian, A.; O’Leary, P.; Lehner, M.; Sarc, R. Sampling and analysis of coarsely shredded mixed commercial waste. Part I: Procedure, particle size and sorting analysis. Int. J. Environ. Sci. Technol. 2020, 17, 959–972. [Google Scholar] [CrossRef]
- Laner, D.; Brunner, P.H. Kriterien zur Trennung von Siedlungsabfall aus Industrie und Gewerbe als Voraussetzung zur Zuordnung zu Behandlungsverfahren; Institut für Wassergüte, Ressourcenmanagement und Abfallwirtschaft: Vienna, Austria, 2008. [Google Scholar]
- Umweltbundesamt. Aufkommen, Verbleib und Ressourcenrelevanz von Gewerbeabfällen; Umweltbundesamt: Dessau-Roßlau, Germany, 2011.
- Umweltbundesamt. Stoffstromorientierte Lösungsansätze für Eine Hochwertige Verwertung von Gemischten Gewerblichen Siedlungsabfällen; Umweltbundesamt: Dessau-Roßlau, Germany, 2014. Available online: https://www.umweltbundesamt.de/sites/default/files/medien/378/publikationen/texte_18_2015_stoffstromorientierte_loesungsansaetze_fuer_eine_hochwertige_verwertung_0.pdf (accessed on 25 June 2025).
- Bundesministerium für Klimaschutz, Umwelt, Energie, Mobilität, Innovation und Technologie. Pfandverordnung für Einweggetränkeverpackungen; Bundesministerium für Klimaschutz, Umwelt, Energie, Mobilität, Innovation und Technologie: Vienna, Austria, 2024; Available online: https://www.ris.bka.gv.at/GeltendeFassung.wxe?Abfrage=Bundesnormen&Gesetzesnummer=20012363 (accessed on 19 November 2024).
- Möllnitz, S.; Feuchter, M.; Duretek, I.; Schmidt, G.; Pomberger, R.; Sarc, R. Processability of Different Polymer Fractions Recovered from Mixed Wastes and Determination of Material Properties for Recycling. Polymers 2021, 13, 457. [Google Scholar] [CrossRef]
- European Commission. Directive 2008/98/EC of the European Parliament and of the Council of 19 November 2008 on Waste and Repealing Certain Directives (Waste Framework Directive): Waste Framework Directive; European Commission: Brussels, Belgium, 2008.
- Geier, J.; Barretta, C.; Hinczica, J.; Haar, B.; Bredács, M.; Witschnigg, A.; Mayrbäurl, E.; Oreski, G. Feasibility study on the production of low melt flow rate recycled polypropylene from postconsumer waste. J. Appl. Polym. Sci. 2024, 141, e55694. [Google Scholar] [CrossRef]
- European Commission. Directive 2011/65/EU of the European Parliament and of the Council of 8 June 2011 on the Restriction of the Use of Certain Hazardous Substances in Electrical and Electronic Equipment (RoHS 2): RoHS, 2011. Official Journal of the European Union. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=CELEX%3A32011L0065 (accessed on 25 June 2025).
- Directive 94/62/EC of the European Parliament and of the Council of 20 December 1994 on Packaging and Packaging Waste; EUR-Lex: Luxembourg, 1994.
- Murphy, J. Additives for Plastics Handbook, 2nd ed.; Elsevier Science & Technology: Kidlington, UK, 2001. [Google Scholar]
- Letcher, T. Plastic Waste and Recycling: Environmental Impact, Societal Issues, Prevention, and Solutions; Academic Press: Amsterdam, The Netherlands, 2020; ISBN 9780128178812. [Google Scholar]
- Martens, H.; Goldmann, D. Manuelle und mechanische Verfahrenstechniken zur Aufbereitung von Abfällen und zur Schadstoffentfrachtung: [Manual and mechanical process technologies for waste treatment and pollutant removal]. In Recyclingtechnik: Fachbuch für Lehre und Praxis, 2nd ed.; Springer Fachmedien Wiesbaden GmbH: Wiesbaden, Germany, 2015; Available online: https://link.springer.com/chapter/10.1007/978-3-658-02786-5_3 (accessed on 25 June 2025).
- Kasper, J.B.; Parker, L.A.; Postema, S.; Höppener, E.M.; Leighton, A.H.; Finnegan, A.M.D.; Rutten, S.B.; Nijman, J.; Larasati, A.; Soares, A.C.C.; et al. Losses and emissions in polypropylene recycling from household packaging waste. Waste Manag. 2025, 191, 230–241. [Google Scholar] [CrossRef] [PubMed]
- Ragaert, K.; Delva, L.; van Geem, K. Mechanical and chemical recycling of solid plastic waste. Waste Manag. 2017, 69, 24–58. [Google Scholar] [CrossRef] [PubMed]
- Samsoric. VOLpower. 2024. Available online: https://www.samsoric.com/en/volpower (accessed on 22 January 2025).
- Thermo Scientific. microPHAZIER Analyzer User Guide: 110-00026-07. 2018. Available online: https://qa1-assets.thermofisher.cn/TFS-Assets/CAD/Product-Guides/microPHAZIR-User-Manual.pdf (accessed on 25 June 2025).
- Gerassimidou, S.; Velis, C.A.; Williams, P.T.; Castaldi, M.J.; Black, L.; Komilis, D. Chlorine in waste-derived solid recovered fuel (SRF), co-combusted in cement kilns: A systematic review of sources, reactions, fate and implications. Crit. Rev. Environ. Sci. Technol. 2021, 51, 140–186. [Google Scholar] [CrossRef]
- Kandlbauer, L.; Sarc, R.; Pomberger, R. Großtechnische experimentelle Forschung im Digital Waste Research Lab und Digitale Abfallanalytik und -behandlung. Osterr. Wasser Abfallwirtsch. 2023, 76, 32–41. [Google Scholar] [CrossRef]
- ISO 1133-1:2022; ÖNORM EN ISO 1133-1 Kunststoffe—Bestimmung der Schmelze-Massefließrate (MFR) und der Schmelze-Volumenfließrate (MVR) von Thermoplasten—Teil 1: Allgemeines Prüfverfahren. Austrian Standards Institute: Vienna, Austria, 2022.
- Andritz, A.G. ADuro P Shredder. 2023. Available online: https://www.andritz.com/resource/blob/459268/acf9fd4ea402c1377d6d155cd21f3dc3/brochure-aduro-p-recycling-updated23-data.pdf (accessed on 9 January 2025).
- Maddah, H.A. Polypropylene as a promising plastic: A review. Am. J. Polym. Sci. 2016, 6, 1–11. [Google Scholar]
- Sesotec GmbH. Flake Scan. Available online: https://www.sesotec.com/emea/en/lp/flake-scan (accessed on 17 March 2025).
- Starlinger & Co Gesellschaft m.b.H. Recycling Line recoSTAR Dynamic. Available online: https://www.starlinger.com/en/imprint (accessed on 3 May 2025).
- ZwickRoell GmbH & Co. KG. Mflow Extrusion Plastometer. Available online: https://www.zwickroell.com/products/extrusion-plastometer/mflow-extrusion-plastometer/ (accessed on 17 March 2025).
- ISO 527-1:2019; ÖNORM EN ISO 527—Plastics—Determination of Tensile Properties. Austrian Standards Institute: Vienna, Austria, 2019.
- Shimadzu Handelsgesellschaft GmbH. EZ-SX/LX: Small Table-Top Universal Testing Machine. Available online: https://shimadzu-testing.com/en/products/universal-testing-machines/ez-sx/ (accessed on 17 March 2025).
- ISO 179-1:2023; ÖNORM EN ISO 179-1 Kunststoffe—Bestimmung der Charpy-Schlageigenschaften—Teil 1: Nicht Instrumentierte Schlagzähigkeitsprüfung. Austrian Standards Institute: Vienna, Austria, 2023.
- ZwickRoell GmbH & Co. KG. HIT Pendulum Impact Testers. Available online: https://www.zwickroell.com/fileadmin/content/Files/SharePoint/user_upload/Brochures_EN/14_573_HIT_Pendulum_Impact_Testers_5_to_50_Joule_FP_EN.pdf (accessed on 17 March 2025).
- Deutsche Fassung EN ISO 1183-1:2019; DIN EN ISO 1183-1 Kunststoffe—Verfahren zur Bestimmung der Dichte von Nicht Verschäumten Kunststoffen—Teil 1: Eintauchverfahren, Verfahren mit Flüssigkeitspyknometer und Titrationsverfahren (ISO 1183-1:2019, Korrigierte Fassung 2019-05). German Institute for Standardization: Berlin, Germany, 2019.
- X-Rite GmbH. Ci4200: Benchtop Spectrophotometers. Available online: https://www.xrite.com/-/media/xrite/files/literature/l10/l10-400_l10-499/l10-479_ci4200_sell_sheet/l10-479_ci4200_en.pdf (accessed on 17 March 2025).
- ÖNORM EN 16424:2015 03 01; Charakterisierung von Abfällen—Screening-Verfahren zur Bestimmung der Elementaren Zusammensetzung mit Tragbaren Röntgenfluoreszenzspektrometern. Austrian Standards Institute: Vienna, Austria, 2015.
- Thermo Scientific. Niton XL2 XRF Analyzer. 2025. Available online: https://assets.thermofisher.com/TFS-Assets/CAD/Specification-Sheets/TS-Niton-XL2-SpecSheet-v4.pdf (accessed on 16 June 2025).
- DIN 38405-24—1987-05; DIN 38405-24 Deutsche Einheitsverfahren zur Wasser-, Abwasser- und Schlammuntersuchung; Anionen (Gruppe D); Photometrische Bestimmung von Chrom(VI) mittels 1,5-Diphenylcarbazid (D 24). German Institute for Standardization: Berlin, Germany, 1987.


| Concept A | Concept B | Total | |
|---|---|---|---|
| input mass [t] | 194.8 | 157.0 | 351.8 |
| production time [min] | 662 | 497 | 1159 |
| total volume [m3] | 1346 | 684 | 2030 |
| PP concentrate [kg] | 513.2 | 1900 | 2413.2 |
| Concept A | Concept B | Total | ||||
|---|---|---|---|---|---|---|
| [kg] | [%] | [kg] | [%] | [kg] | ||
| first sorting step | eject (PP) | 171.7 | 33.5% | 456.2 | 24.0% | 627.9 |
| reject | 210.5 | 41.0% | 377.3 | 19.9% | 587.8 | |
| residue | 131.0 | 25.5% | 1066.5 | 56.1% | 1197.5 | |
| total | 513.2 | 100.0% | 1900.0 | 100.0% | 2413.2 | |
| Concept A+B | ||||||
| [kg] | [%] | |||||
| second sorting step | eject | 75.7 | 12.1% | |||
| reject (PP) | 551.3 | 87.8% | ||||
| losses | 0.9 | 0.1% | ||||
| total | 627.9 | 100.0% | ||||
| Parameter | MCW | Packaging Waste Geier et al. [33] | |
|---|---|---|---|
| MFR (2.16 kg; 230 °C) | [g/10 min] | 20.3 | 13.4 |
| Young’s modulus | [MPa] | 1228 ± 20 | 1346 ± 12 |
| Elongation at break | [%] | 35.2 ± 9.5 | 38.6 ± 12 |
| Tensile strength | [MPa] | 24.2 ± 0.1 | 27.6 ± 0.2 |
| Charpy impact test (23 °C) | [kJ/m2] | 7.86 ± 0.30 | 5.15 ± 0.67 |
| Density (23 °C) | [Kg/m3] | 0.918 | 0.928 |
| DSC (Differential Scanning Calorimetry) | [j/g] | 80.3 | - |
| Ash content (600 °C) | [%] | 1.4 | - |
| Color (D65/10°) | |||
| L-value | [-] | 67.33 | - |
| A-value | [-] | −0.72 | - |
| B-value | [-] | 6.41 | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Enengel, M.J.; Roitner, J.; Kandlbauer, L.; Lasch, T.; Lehner, M.; Sarc, R. From Waste to Product: New Circularity by Recovering Polypropylene from Mixed Commercial Waste. Recycling 2025, 10, 128. https://doi.org/10.3390/recycling10040128
Enengel MJ, Roitner J, Kandlbauer L, Lasch T, Lehner M, Sarc R. From Waste to Product: New Circularity by Recovering Polypropylene from Mixed Commercial Waste. Recycling. 2025; 10(4):128. https://doi.org/10.3390/recycling10040128
Chicago/Turabian StyleEnengel, Maximilian Julius, Julia Roitner, Lisa Kandlbauer, Tatjana Lasch, Markus Lehner, and Renato Sarc. 2025. "From Waste to Product: New Circularity by Recovering Polypropylene from Mixed Commercial Waste" Recycling 10, no. 4: 128. https://doi.org/10.3390/recycling10040128
APA StyleEnengel, M. J., Roitner, J., Kandlbauer, L., Lasch, T., Lehner, M., & Sarc, R. (2025). From Waste to Product: New Circularity by Recovering Polypropylene from Mixed Commercial Waste. Recycling, 10(4), 128. https://doi.org/10.3390/recycling10040128