



Utilization of Mill Scale Waste as Natural Fine Aggregate Replacement in Mortar: Evaluation of Physical, Mechanical, Durability, and Post-Fire Properties
 , and
, and
Abstract
1. Introduction
2. Materials and Methods
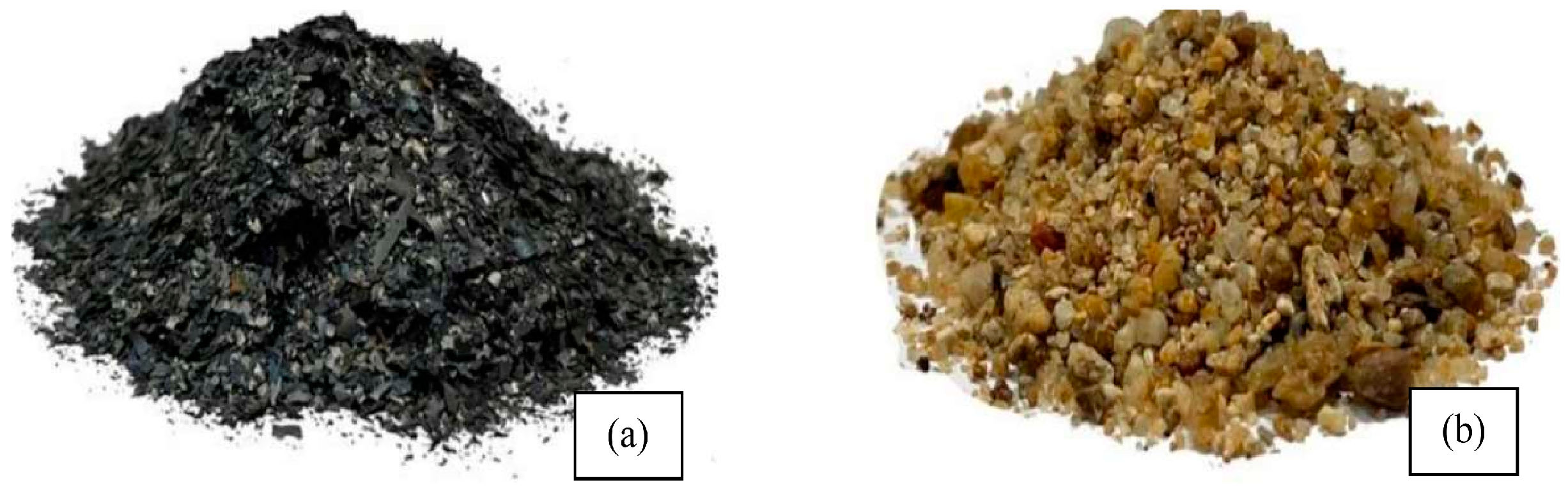
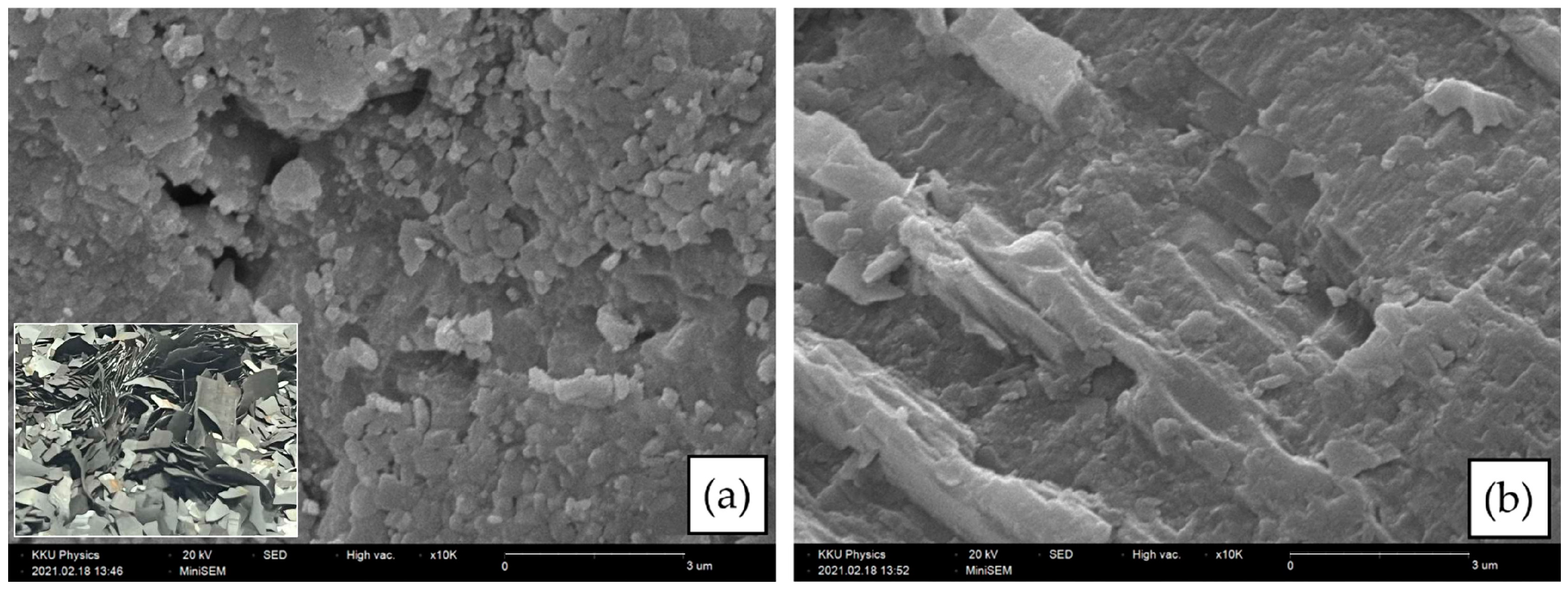
2.1. Materials
2.2. Mix Proportions and Specimen Preparation
2.3. Method of Testing
3. Results and Discussion
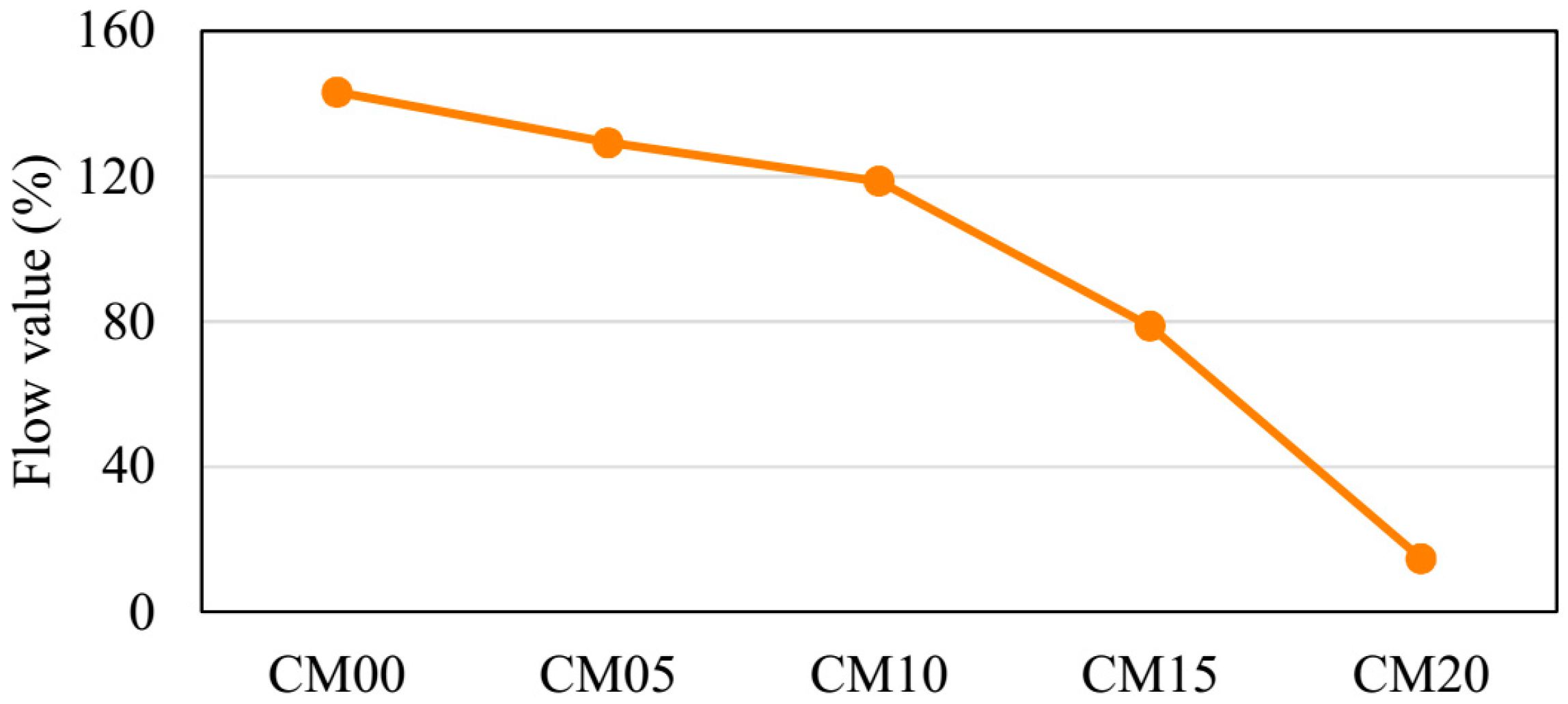
3.1. Flow Value
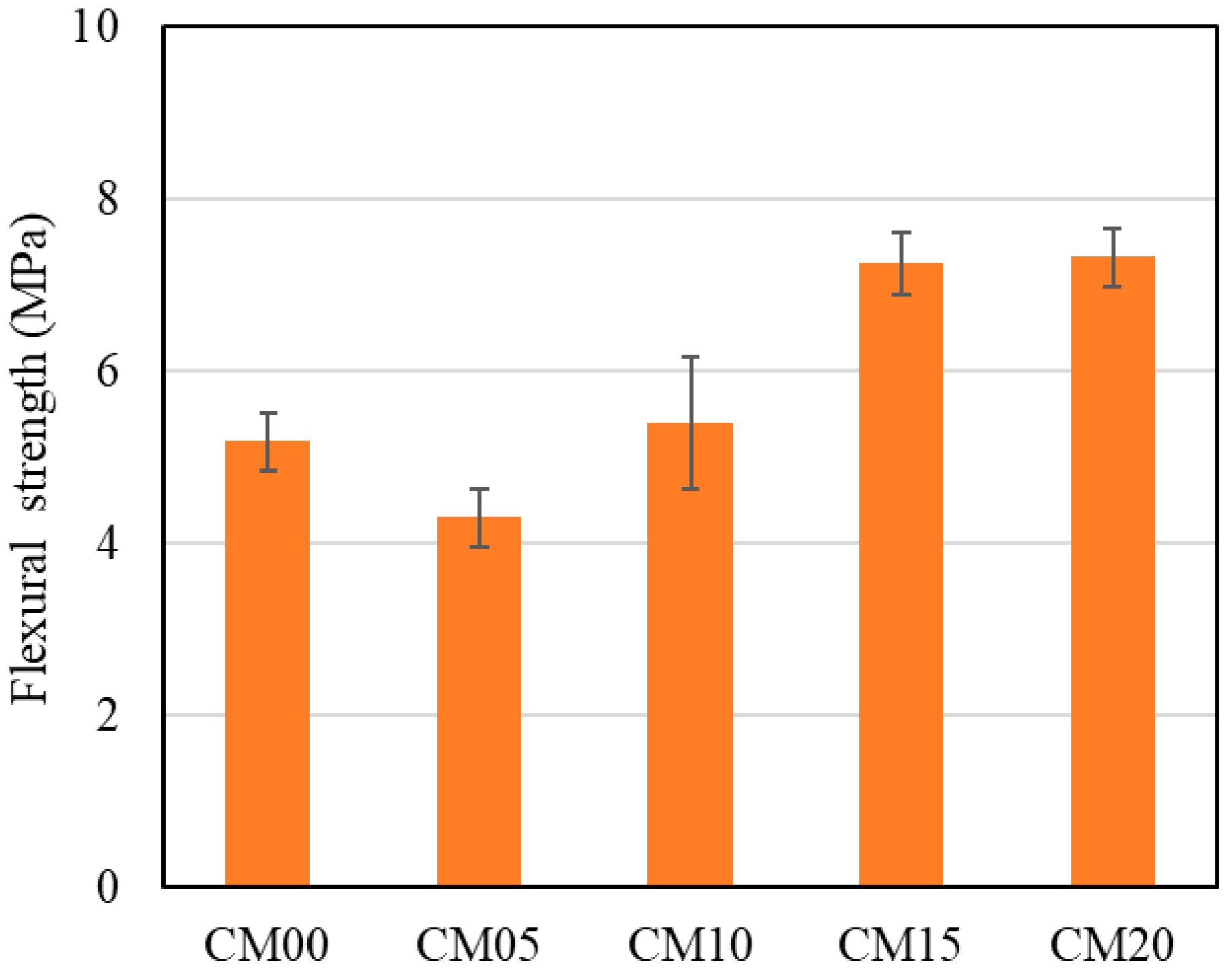
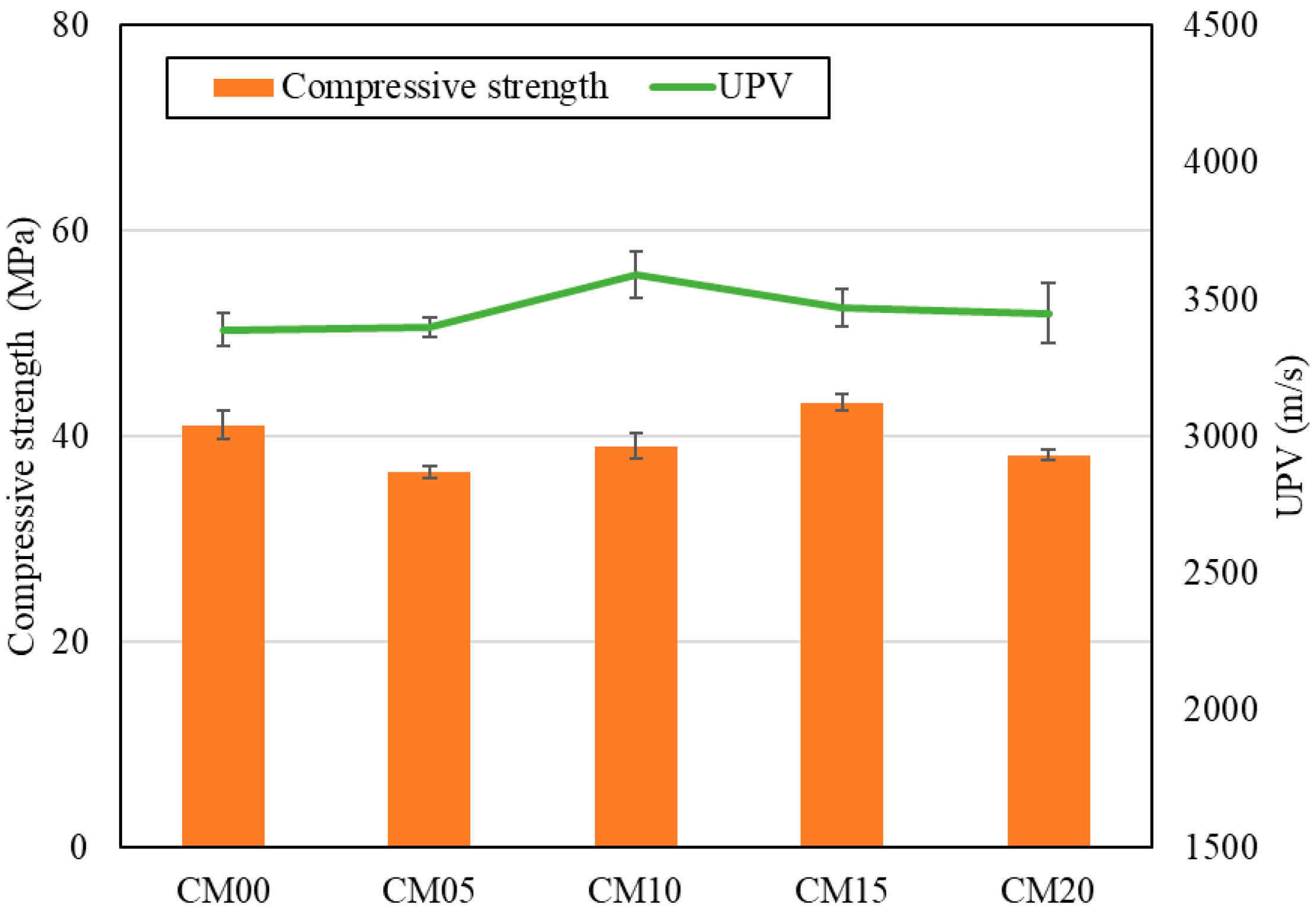
3.2. Compressive and Flexural Strengths
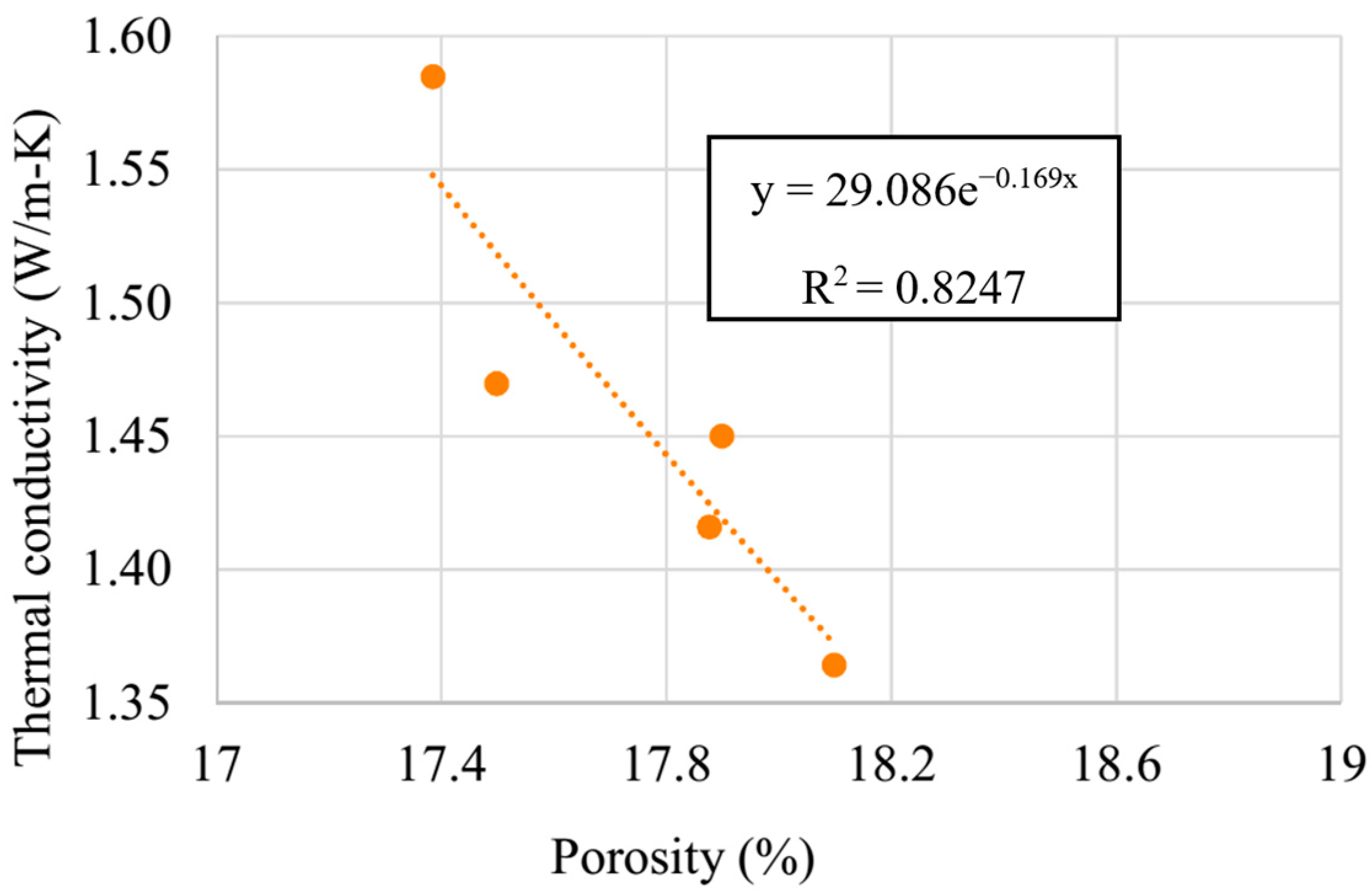
3.3. Dry Density, Porosity, Water Absorption, Thermal Conductivity, and Ultrasonic Pulse Velocity
3.4. Sulfuric Acid Resistance
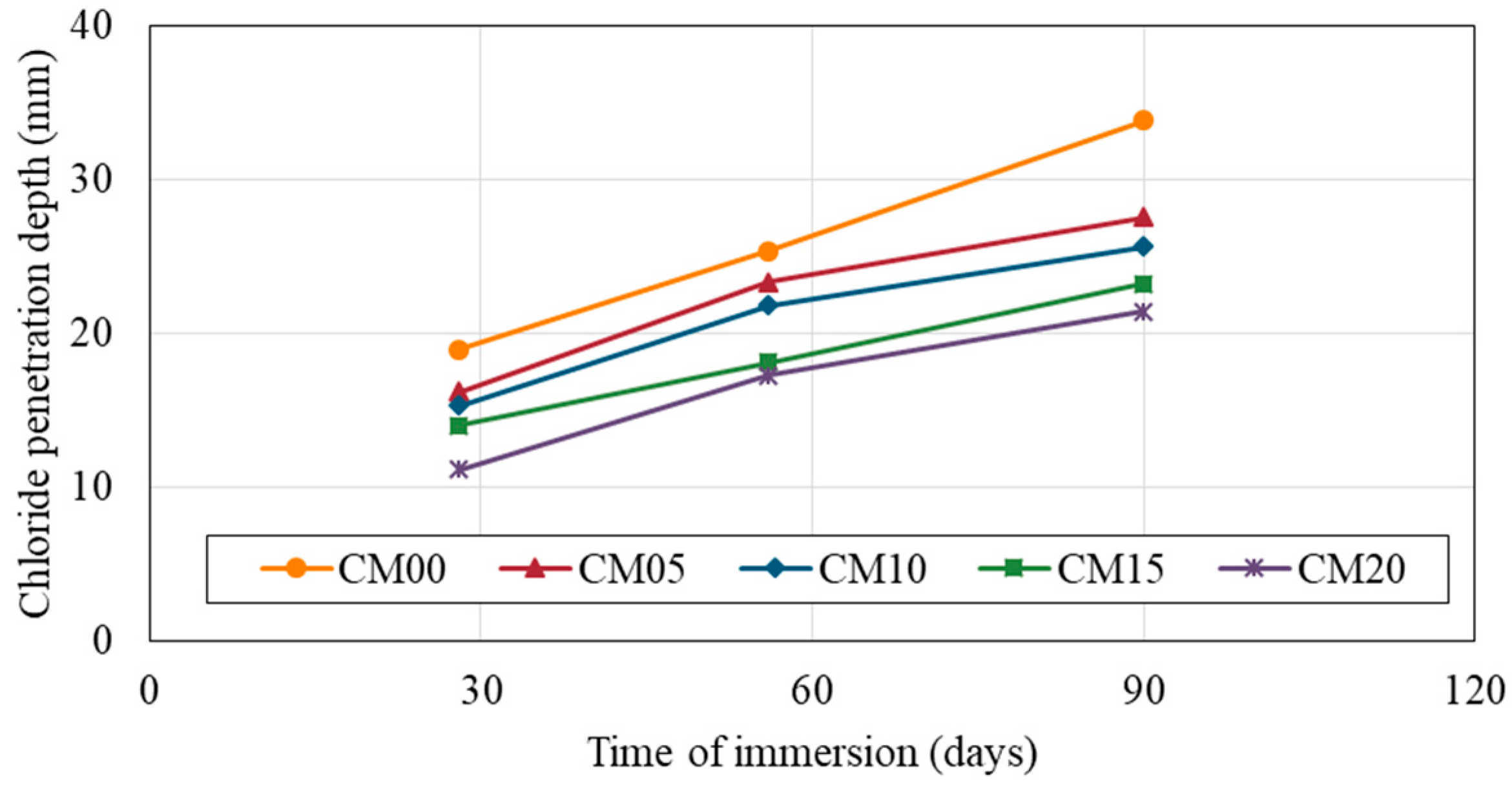
3.5. Chloride Penetration Depth
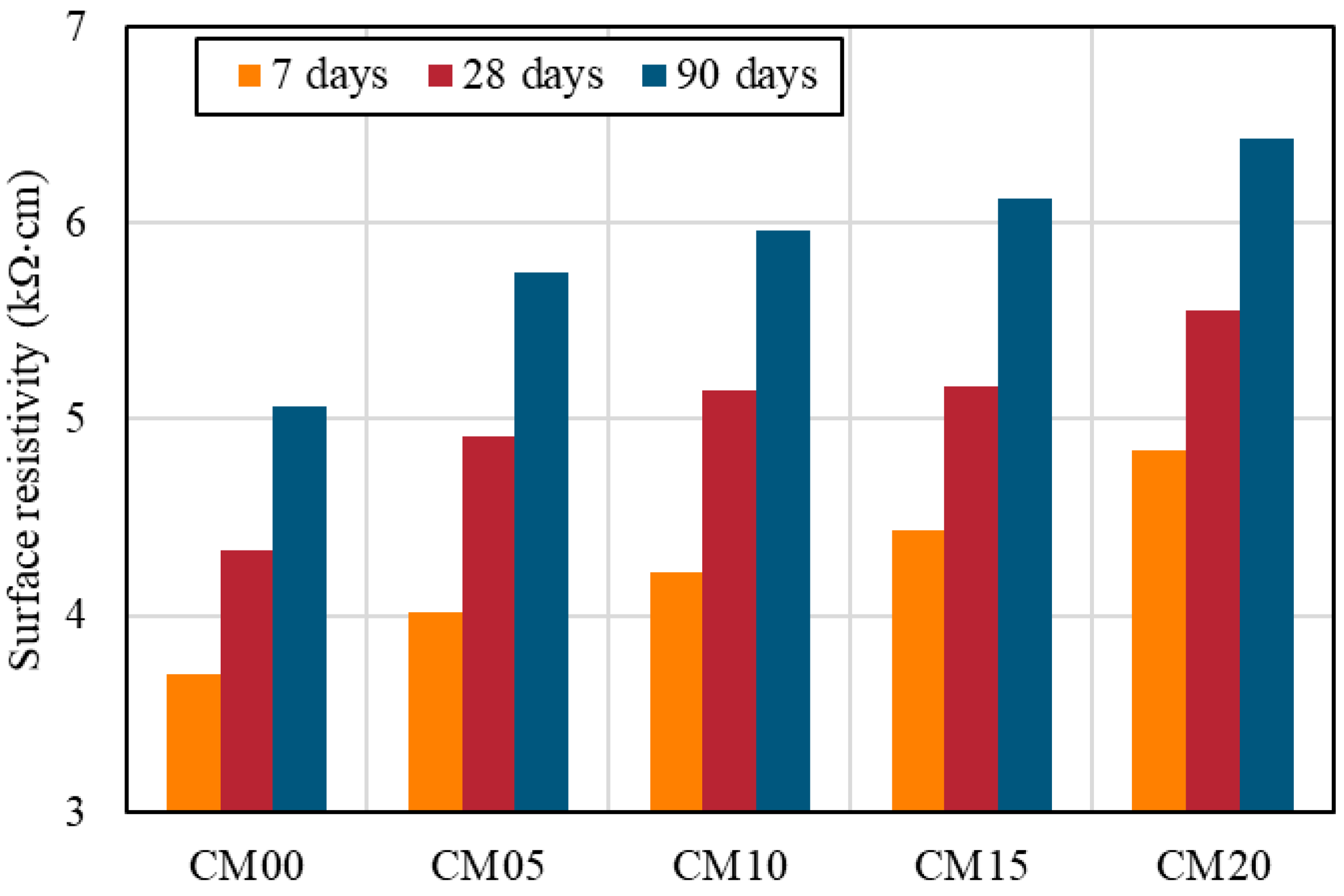
3.6. Surface and Bulk Resistivity of Mortar
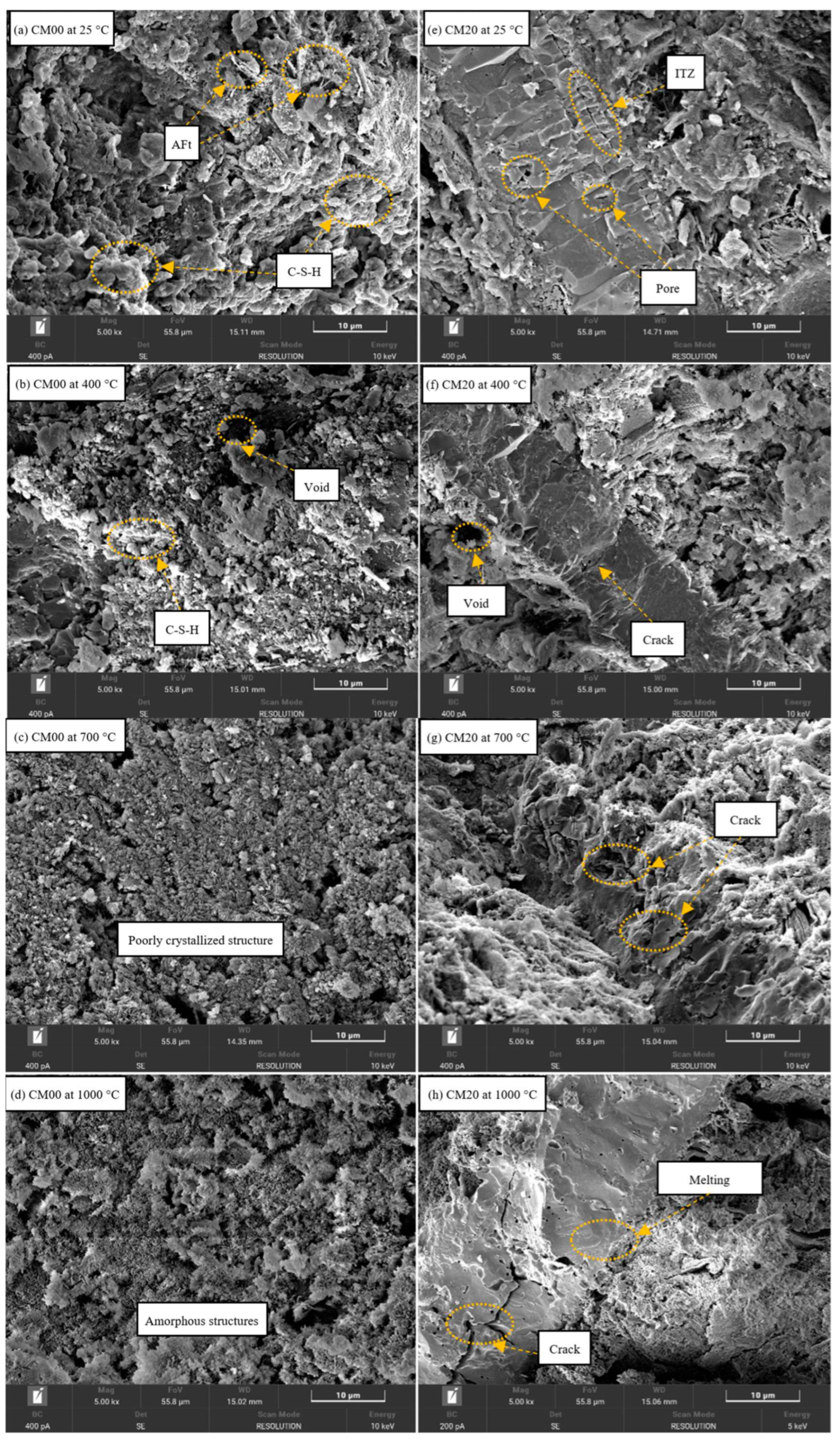
3.7. Post-Fire Behavior of Cement Mortar
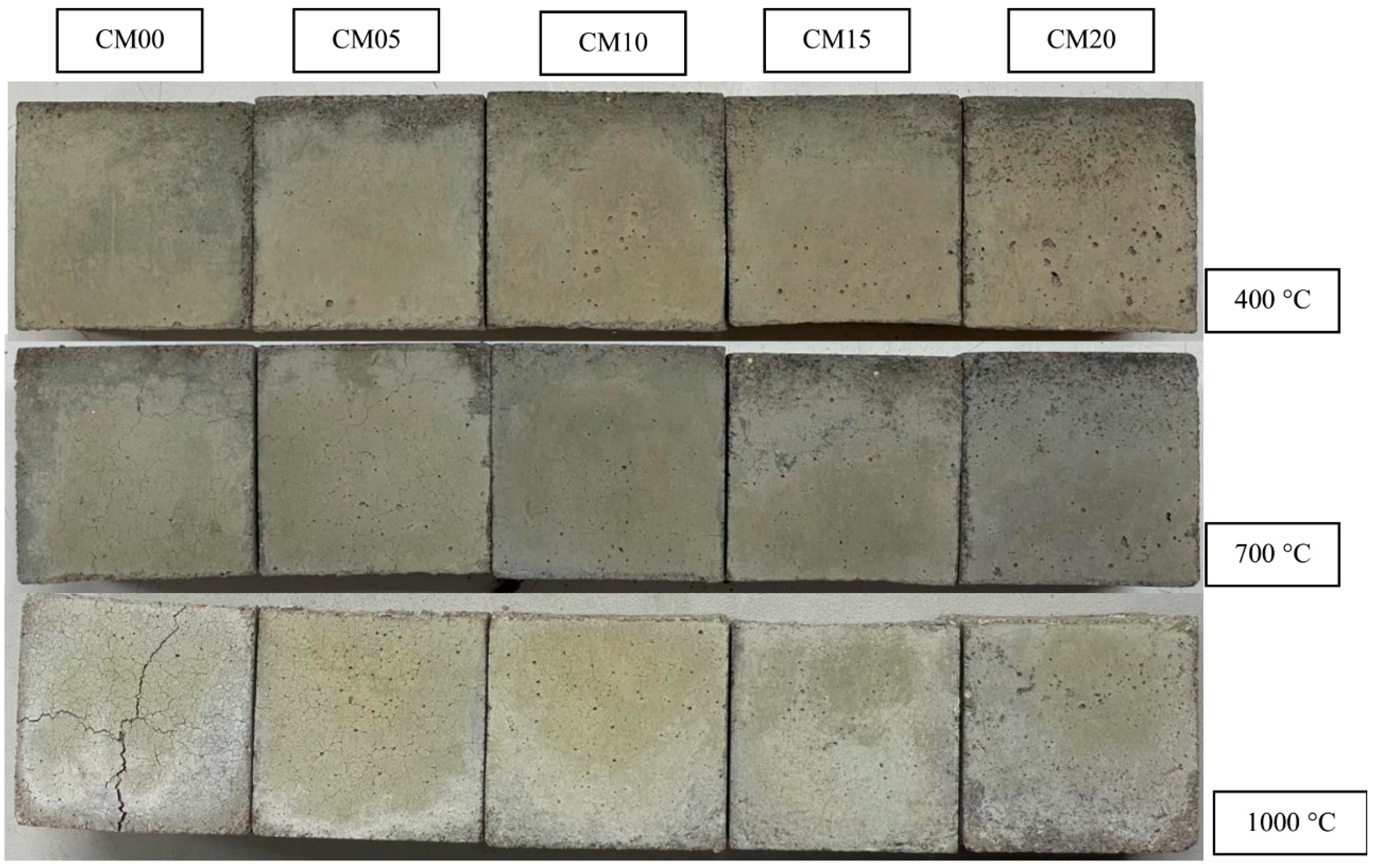
3.7.1. Appearance Changes
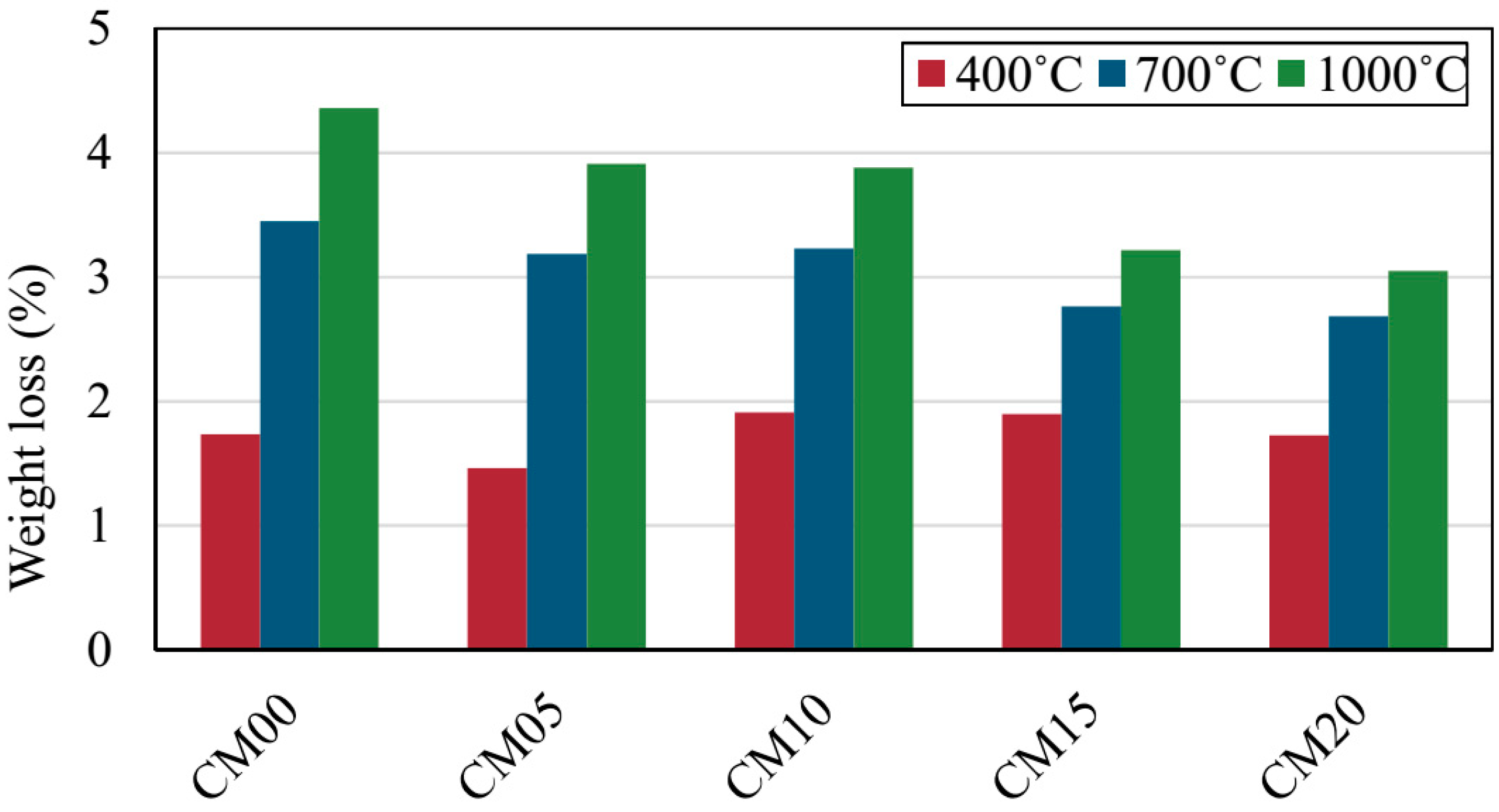
3.7.2. Weight Loss
3.7.3. Compressive and Residual Strengths
4. Conclusions
- The use of MSW as NFA replacement resulted in a reduction in workability and thermal conductivity, while the porosity and dry density tended to slightly increase.
- The optimum compressive and flexural strengths were found at 15%vol of MSW as a sand replacement with compressive and flexural strengths at 28 days of 44.1 MPa and 7.2 MPa, respectively.
- The increase in MSW content did not seem to impact the ability to resist acid corrosion. However, it significantly enhanced chloride resistance.
- After being exposed to various temperatures, the use of MSW enhanced the residual compressive strength of the mortar with residual strength of 38–45% and 5–20% for exposure to temperatures of 700 °C and 1000 °C, respectively. In addition, the weight loss exhibited a minimal rise with rising temperature.
- Additionally, the use of MSW as a partial NFA replacement in mortar not only saves landfill space and reduces solid waste but also reduces raw natural material consumption.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Nidheesh, P.V.; Kumar, M.S. An Overview of Environmental Sustainability in Cement and Steel Production. J. Clean. Prod. 2019, 231, 856–871. [Google Scholar] [CrossRef]
- Remus, R.; Roudier, S.; Aguado-Monsonet, M.A.; Delgado Sancho, L.; Institute for Prospective Technological Studies. Best Available Techniques (BAT) Reference Document for Iron and Steel Production: Industrial Emissions Directive 2010/75/EU: Integrated Pollution Prevention and Control; Publications Office: Luxembourg, 2013. [Google Scholar] [CrossRef]
- Sharma, R.D.; Singh, N. Evaluation of Strength and Absorption Behaviour of Iron Slag and Recycled Aggregates Concrete and Its Comparative Environmental Estimation by Life Cycle Assessment. Clean. Mater. 2023, 10, 100210. [Google Scholar] [CrossRef]
- Ahmed, S.M.; Kamal, I. Electrical Resistivity and Compressive Strength of Cement Mortar Based on Green Magnetite Nanoparticles and Wastes from Steel Industry. Case Stud. Constr. Mater. 2022, 17, e01712. [Google Scholar] [CrossRef]
- Umadevi, T.; Brahmacharyulu, A.; Karthik, P.; Mahapatra, P.C.; Prabhu, M.; Ranjan, M. Recycling of Steel Plant Mill Scale via Iron Ore Sintering Plant. Ironmak. Steelmak. 2012, 39, 222–227. [Google Scholar] [CrossRef]
- Chousidis, N.; Rakanta, E.; Ioannou, I.; Batis, G. Influence of Iron Mill Scale Additive on the Physico-Mechanical Properties and Chloride Penetration Resistance of Concrete. Adv. Cem. Res. 2016, 28, 389–402. [Google Scholar] [CrossRef]
- Ismail, Z.Z.; AL-Hashmi, E.A. Reuse of Waste Iron as a Partial Replacement of Sand in Concrete. Waste Manag. 2008, 28, 2048–2053. [Google Scholar] [CrossRef]
- Alwaeli, M.; Nadziakiewicz, J. Recycling of Scale and Steel Chips Waste as a Partial Replacement of Sand in Concrete. Constr. Build. Mater. 2012, 28, 157–163. [Google Scholar] [CrossRef]
- Keleştemur, O.; Arıcı, E. Analysis of Some Engineering Properties of Mortars Containing Steel Scale Using Taguchi Based Grey Method. J. Build. Eng. 2020, 29, 101015. [Google Scholar] [CrossRef]
- Velumani, P.; Manikandan, P. Steel Mill Scale Waste and Granite Powder Waste in Concrete Production—An Experimental Study. Mater. Today Proc. 2020, 37, 1748–1752. [Google Scholar] [CrossRef]
- ASTM C128-22; Standard Test Method for Relative Density (Specific Gravity) and Absorption of Fine Aggregate. ASTM International: West Conshohocken, PA, USA, 2022.
- ASTM C 136-06; Standard Test Method for Sieve Analysis of Fine and Coarse Aggregates. ASTM International: West Conshohocken, PA, USA, 2006.
- ASTM C33/C33M-11; Standard Specification for Concrete Aggregates. ASTM International: West Conshohocken, PA, USA, 2011.
- ASTM C305-11; Standard Practice for Mechanical Mixing of Hydraulic Cement Pastes and Mortars of Plastic Consistency. ASTM International: West Conshohocken, PA, USA, 2011.
- ASTM C1437-07; Standard Test Method for Flow of Hydraulic Cement Mortar. ASTM International: West Conshohocken, PA, USA, 2007.
- ASTM C109/C109M-13; Standard Test Method for Compressive Strength of Hydraulic Cement Mortars (Using 2-in. or [50-Mm] Cube Specimens). ASTM International: West Conshohocken, PA, USA, 2013.
- ASTM C642-13; Standard Test Method for Density, Absorption, and Voids in Hardened Concrete. ASTM International: West Conshohocken, PA, USA, 2013.
- ASTM C267-12; Standard Test Methods for Chemical Resistance of Mortars, Grouts, and Monolithic Surfacings and Polymer Concretes. ASTM International: West Conshohocken, PA, USA, 2012.
- ASTM C348-22; Standard Test Method for Flexural Strength of Hydraulic-Cement Mortars. ASTM International: West Conshohocken, PA, USA, 2022.
- ASTM C597-08; Standard Test Method for Ultrasonic Pulse Velocity Through Concrete. ASTM International: West Conshohocken, PA, USA, 2008.
- Wongkvanklom, A.; Posi, P.; Kasemsiri, P.; Sata, V.; Cao, T.; Chindaprasirt, P. Strength, Thermal Conductivity and Sound Absorption of Cellular Lightweight High Calcium Fly Ash Geopolymer Concrete. Eng. Appl. Sci. Res. 2021, 48, 487–496. [Google Scholar] [CrossRef]
- ASTM D5930-09; Standard Test Method for Thermal Conductivity of Plastics by Means of a Transient Line-Source Technique. ASTM International: West Conshohocken, PA, USA, 2009.
- Otsuki, N.; Nagataki, S.; Nakashita, K. Evaluation of the AgNO3 Solution Spray Method for Measurement of Chloride Penetration into Hardened Cementitious Matrix Materials. Constr. Build. Mater. 1993, 7, 195–201. [Google Scholar] [CrossRef]
- Ghosh, P.; Tran, Q. Correlation Between Bulk and Surface Resistivity of Concrete. Int. J. Concr. Struct. Mater. 2015, 9, 119–132. [Google Scholar] [CrossRef]
- Wongsa, A.; Sata, V.; Nuaklong, P.; Chindaprasirt, P. Use of Crushed Clay Brick and Pumice Aggregates in Lightweight Geopolymer Concrete. Constr. Build. Mater. 2018, 188, 1025–1034. [Google Scholar] [CrossRef]
- Murthy, Y.I. On The Mechanical Aspects Concrete Containing Mill Scale. Int. J. Civ. Eng. 2021, 8, 23–34. [Google Scholar] [CrossRef]
- Ganeshprabhu, P.; Chandrasekaran, P.; Sheerin Farzana, A. Engineering Behaviour of Sustainable Concrete with Steel Mill Scale. Polish J. Environ. Stud. 2021, 30, 1129–1137. [Google Scholar] [CrossRef]
- Ozturk, M.; Depci, T.; Bahceci, E.; Karaaslan, M.; Akgol, O.; Sevim, U.K. Production of New Electromagnetic Wave Shielder Mortar Using Waste Mill Scales. Constr. Build. Mater. 2020, 242, 118028. [Google Scholar] [CrossRef]
- Koronthalyova, O.; Matiasovsky, P. Thermal Conductivity of Fibre Reinforced Porous Calcium Silicate Hydrate-Based Composites. J. Build. Phys. 2003, 27, 71–89. [Google Scholar] [CrossRef]
- Lima, W.M.; Biondo, V.; Weinand, W.R.; Nogueira, E.S.; Medina, A.N.; Baesso, M.L.; Bento, A.C. The Effect of Porosity on Thermal Properties: Towards a Threshold of Particle Contact in Sintered Stainless Steel. J. Phys. Condens. Matter 2005, 17, 1239–1249. [Google Scholar] [CrossRef]
- Vincent, C.; Silvain, J.F.; Heintz, J.M.; Chandra, N. Effect of Porosity on the Thermal Conductivity of Copper Processed by Powder Metallurgy. J. Phys. Chem. Solids 2012, 73, 499–504. [Google Scholar] [CrossRef]
- Wang, J.; Carson, J.K.; North, M.F.; Cleland, D.J. A New Approach to Modelling the Effective Thermal Conductivity of Heterogeneous Materials. Int. J. Heat Mass Transf. 2006, 49, 3075–3083. [Google Scholar] [CrossRef]
- Sornlar, W.; Wannagon, A.; Supothina, S. Stabilized Homogeneous Porous Structure and Pore Type Effects on the Properties of Lightweight Kaolinite-Based Geopolymers. J. Build. Eng. 2021, 44, 103273. [Google Scholar] [CrossRef]
- Furlani, E.; Maschio, S. Steel Scale Waste as Component in Mortars Production: An Experimental Study. Case Stud. Constr. Mater. 2016, 4, 93–101. [Google Scholar] [CrossRef]
- Bilir, T.; Gencel, O.; Topcu, I.B. Properties of Mortars with Fly Ash as Fine Aggregate. Constr. Build. Mater. 2015, 93, 782–789. [Google Scholar] [CrossRef]
- Moura, M.A.N.; Júnior, A.L.M.; Ferreira, G.C.S. Ultrasonic Testing on Evaluation of Concrete Residual Compressive Strength: A Review. Constr. Build. Mater. 2023, 373, 130887. [Google Scholar] [CrossRef]
- Nuaklong, P.; Sata, V.; Chindaprasirt, P. Properties of Metakaolin-High Calcium Fly Ash Geopolymer Concrete Containing Recycled Aggregate from Crushed Concrete Specimens. Constr. Build. Mater. 2018, 161, 365–373. [Google Scholar] [CrossRef]
- Parvathikumar, G.; Sahadevan, B.; Palanisamy, C. Scrap Steel Mill Scale as River Sand Replacement in Cement Concrete: Effect on Durability Characteristics. J. Mater. Cycles Waste Manag. 2024, 26, 1490–1504. [Google Scholar] [CrossRef]
- Christensen, B.J.; Christensen, B.J.; Coverdale, R.T.; Coverdale, R.T.; Olson, R.A.; Olson, R.A.; Ford, S.J.; Ford, S.J.; Garboczi, E.J.; Garboczi, E.J.; et al. Impedance Spectroscopy of Hydrating Cement-Based Materials: Measurement, Interpretation, and Application. J. Am. Ceram. Soc. 1994, 77, 2789–2804. [Google Scholar] [CrossRef]
- Horňáková, M.; Lehner, P. Relationship of Surface and Bulk Resistivity in the Case of Mechanically Damaged Fibre Reinforced Red Ceramic Waste Aggregate Concrete. Materials 2020, 13, 5501. [Google Scholar] [CrossRef] [PubMed]
- Short, N.R.; Purkiss, J.A.; Guise, S.E. Assessment of Fire Damaged Concrete Using Colour Image Analysis. Constr. Build. Mater. 2001, 15, 9–15. [Google Scholar] [CrossRef]
- Ho, J.C.M.; Liang, Y.; Wang, Y.H.; Lai, M.H.; Huang, Z.C.; Yang, D.; Zhang, Q.L. Residual Properties of Steel Slag Coarse Aggregate Concrete after Exposure to Elevated Temperatures. Constr. Build. Mater. 2022, 316, 125751. [Google Scholar] [CrossRef]
- Bautista-Marín, J.D.; Esguerra-Arce, A.; Esguerra-Arce, J. Use of an Industrial Solid Waste as a Pigment in Clay Bricks and Its Effects on the Mechanical Properties. Constr. Build. Mater. 2021, 306, 124848. [Google Scholar] [CrossRef]
- Lai, M.H.; Zou, J.; Yao, B.; Ho, J.C.M.; Zhuang, X.; Wang, Q. Improving Mechanical Behavior and Microstructure of Concrete by Using BOF Steel Slag Aggregate. Constr. Build. Mater. 2021, 277, 122269. [Google Scholar] [CrossRef]
- Nuaklong, P.; Boonchoo, N.; Jongvivatsakul, P.; Charinpanitkul, T.; Sukontasukkul, P. Hybrid Effect of Carbon Nanotubes and Polypropylene Fibers on Mechanical Properties and Fire Resistance of Cement Mortar. Constr. Build. Mater. 2021, 275, 122189. [Google Scholar] [CrossRef]
- Wang, Y.; Fu, C.; Kuang, H.; Qin, H.; Xu, T.; Meng, W. Experimental Study on the Mechanical Properties of Cement-Based Grouting Materials after Exposed to High Temperatures. Case Stud. Constr. Mater. 2024, 20, e03068. [Google Scholar] [CrossRef]
- Zhu, H.; Wu, Q.; Zhang, C.; Deng, F. Thermal Stability and Structural Characterization of Class G Oil Well Cement Paste Exposed to Elevated Temperature. J. Mater. Civ. Eng. 2015, 27, 04015014. [Google Scholar] [CrossRef]
- Ogrodnik, P.; Rutkowska, G.; Powęzka, A.; Żółtowski, M.; Szulej, J.; Wiśniewski, K.; Howorus, P. Research on the Effect of Fire Thermal Energy on the Microstructure and Properties Mechanical of Fiber-Reinforced Cement Mortars. Energies 2023, 16, 6450. [Google Scholar] [CrossRef]
- Sedaghatdoost, A.; Behfarnia, K. Mechanical Properties of Portland Cement Mortar Containing Multi-Walled Carbon Nanotubes at Elevated Temperatures. Constr. Build. Mater. 2018, 176, 482–489. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | NFA | MSW |
|---|---|---|
| Specific gravity | 2.60 | 5.52 |
| Fineness modulus | 3.2 | 1.1 |
| Unit weight (kg/m3) | 1636 | 1670 |
| Water absorption (%) | 0.95 | 0.04 |
| Title 1 | OPC | NFA | MSW | Water |
|---|---|---|---|---|
| CM00 | 520 | 1430 | 0 | 286 |
| CM05 | 520 | 1359 | 152 | 286 |
| CM10 | 520 | 1287 | 304 | 286 |
| CM15 | 520 | 1216 | 455 | 286 |
| CM20 | 520 | 1144 | 607 | 286 |
| Properties | References | Shapes and Dimensions | Age at Testing (Days) |
|---|---|---|---|
| Workability | ASTM C1437 [15] | - | Fresh mortar |
| Compressive strength | ASTM C109 [16] | Cube, 50 × 50 × 50 mm3 | 7 and 28 |
| Density, porosity, and water absorption | ASTM C642 [17] | Cube, 50 × 50 × 50 mm3 | 28 |
| Sulfuric acid resistance | ASTM C267 [18] | Cube, 50 × 50 × 50 mm3 | 7, 14, 28, 56, 90, 120, and 180 |
| Flexural strength | ASTM C348 [19] | Prism, 40 × 40 × 160 mm3 | 28 |
| Ultrasonic pulse velocity | ASTM C597 [20] | Cube, 100 × 100 × 100 mm3 | 28 |
| Thermal conductivity | Wongkvanklom et al. [21], ASTM D5930 [22] | Cube, 100 × 100 × 100 mm3 | 28 |
| Chloride penetration depth | Otsuki et al. [23] | Cylindrical, ø 100 mm × 100 mm | 28, 56, and 90 |
| Surface and bulk resistivity of mortar | Ghosh and Tran [24] | Cylindrical, ø 100 mm × 200 mm | 7, 28, and 90 |
| Post-fire behavior of cement mortar | Wongsa et al. [25] | Cube, 50 × 50 × 50 mm3 | 28 |
| Mix | Density (kg/m3) | Porosity (%) | Water Absorption (%) | Thermal Conductivity (W/m-K) | Ultrasonic Pulse Velocity (m/s) |
|---|---|---|---|---|---|
| CM00 | 2134 | 17.38 | 8.71 | 1.58 | 3390 |
| CM05 | 2106 | 17.50 | 8.66 | 1.47 | 3400 |
| CM10 | 2192 | 17.90 | 8.54 | 1.45 | 3590 |
| CM15 | 2368 | 17.88 | 8.01 | 1.42 | 3470 |
| CM20 | 2371 | 18.10 | 7.83 | 1.36 | 3450 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Siriwattanakarn, A.; Wongsa, A.; Eua-Anant, N.; Sata, V.; Sukontasukkul, P.; Chindaprasirt, P. Utilization of Mill Scale Waste as Natural Fine Aggregate Replacement in Mortar: Evaluation of Physical, Mechanical, Durability, and Post-Fire Properties. Recycling 2025, 10, 20. https://doi.org/10.3390/recycling10010020
Siriwattanakarn A, Wongsa A, Eua-Anant N, Sata V, Sukontasukkul P, Chindaprasirt P. Utilization of Mill Scale Waste as Natural Fine Aggregate Replacement in Mortar: Evaluation of Physical, Mechanical, Durability, and Post-Fire Properties. Recycling. 2025; 10(1):20. https://doi.org/10.3390/recycling10010020
Chicago/Turabian StyleSiriwattanakarn, Apinun, Ampol Wongsa, Nawapak Eua-Anant, Vanchai Sata, Piti Sukontasukkul, and Prinya Chindaprasirt. 2025. "Utilization of Mill Scale Waste as Natural Fine Aggregate Replacement in Mortar: Evaluation of Physical, Mechanical, Durability, and Post-Fire Properties" Recycling 10, no. 1: 20. https://doi.org/10.3390/recycling10010020
APA StyleSiriwattanakarn, A., Wongsa, A., Eua-Anant, N., Sata, V., Sukontasukkul, P., & Chindaprasirt, P. (2025). Utilization of Mill Scale Waste as Natural Fine Aggregate Replacement in Mortar: Evaluation of Physical, Mechanical, Durability, and Post-Fire Properties. Recycling, 10(1), 20. https://doi.org/10.3390/recycling10010020