
Influence of Application Conditions on the Magnetic Properties of Recycled Polymer-Bonded Magnets Based on Thermoplastics and Ferrite-Based Fillers


Abstract
1. Introduction
1.1. Fundamentals of Polymer-Bonded Magnets Regarding Material, Processing, and Application
1.2. Strategies and Usage for the Recycling of Polymer-Bonded Magnets
2. Results
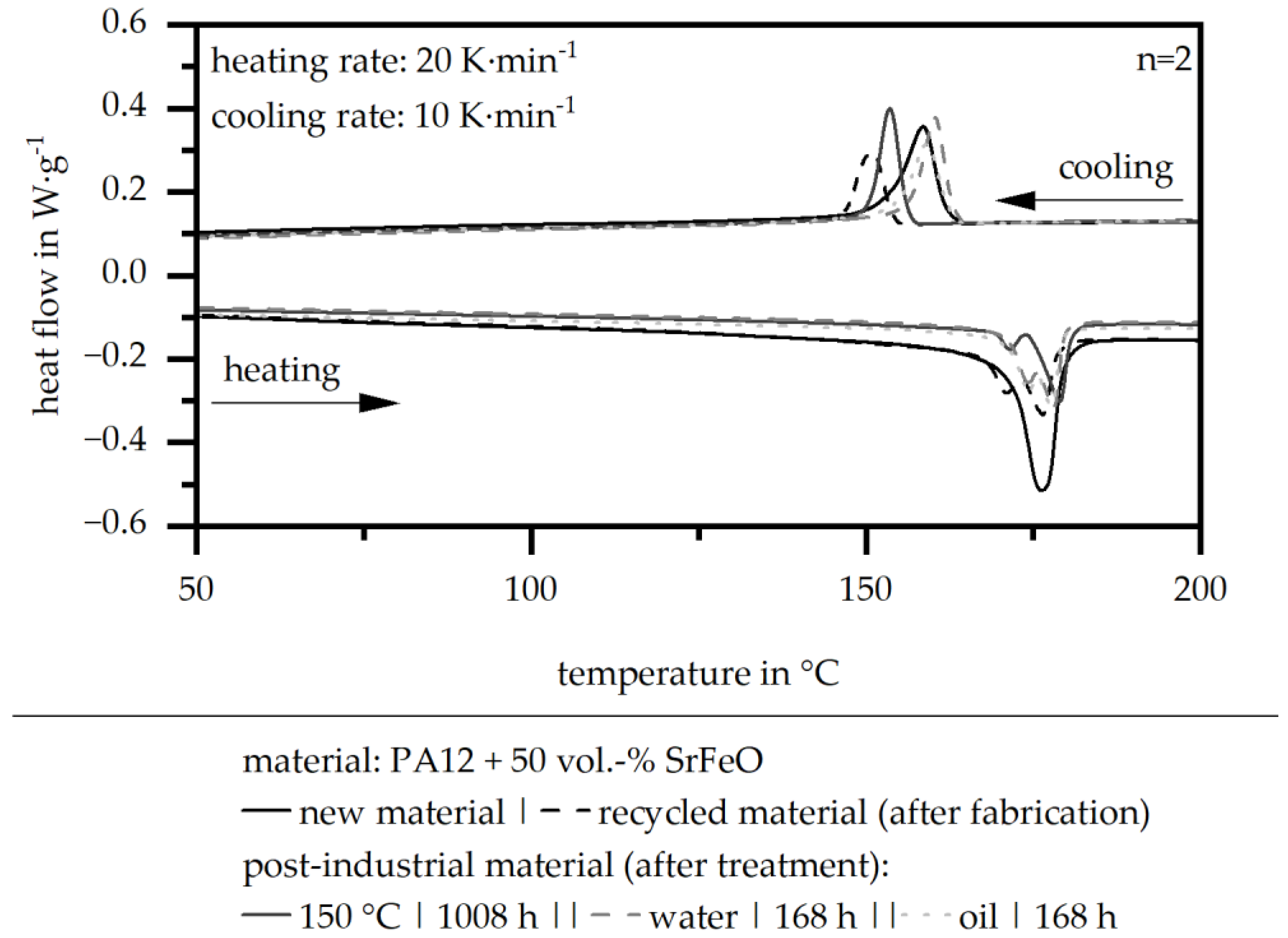
2.1. Differential Scanning Calorimetry (DSC) Following DIN EN ISO 11357 [20]
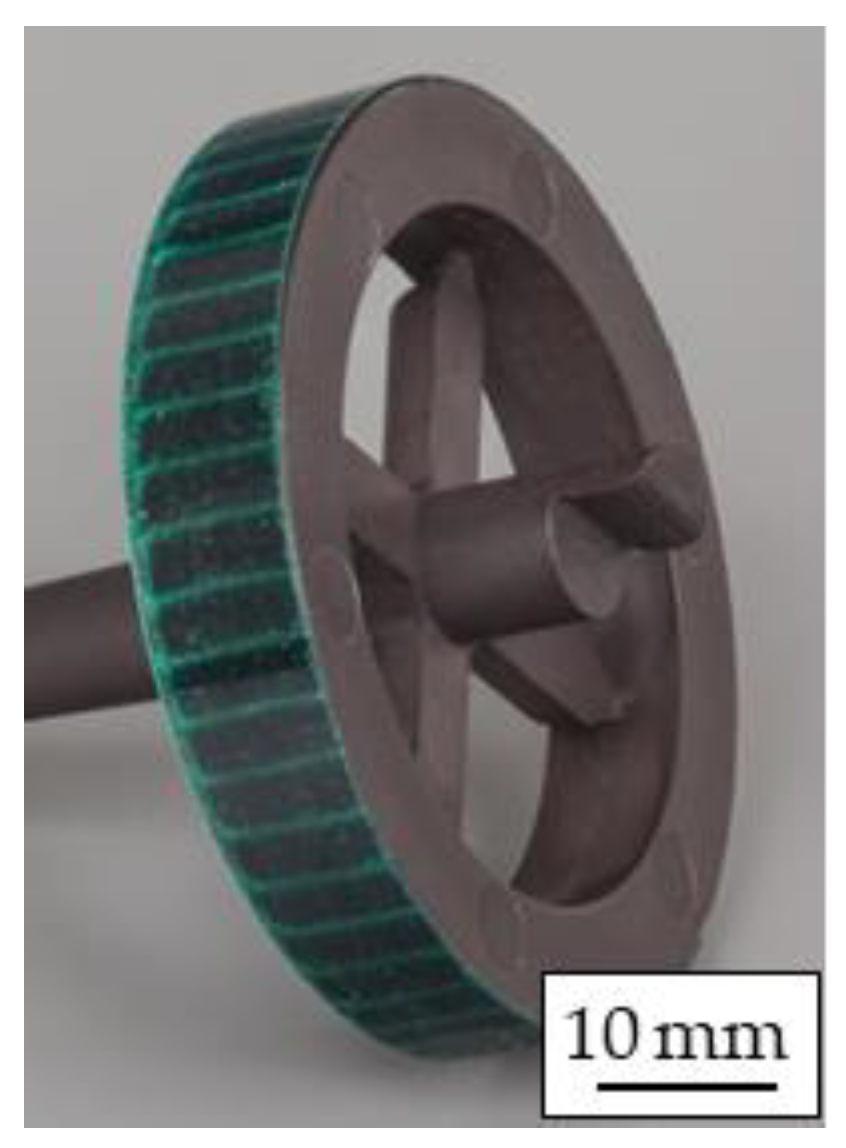
2.2. Geometry Changes
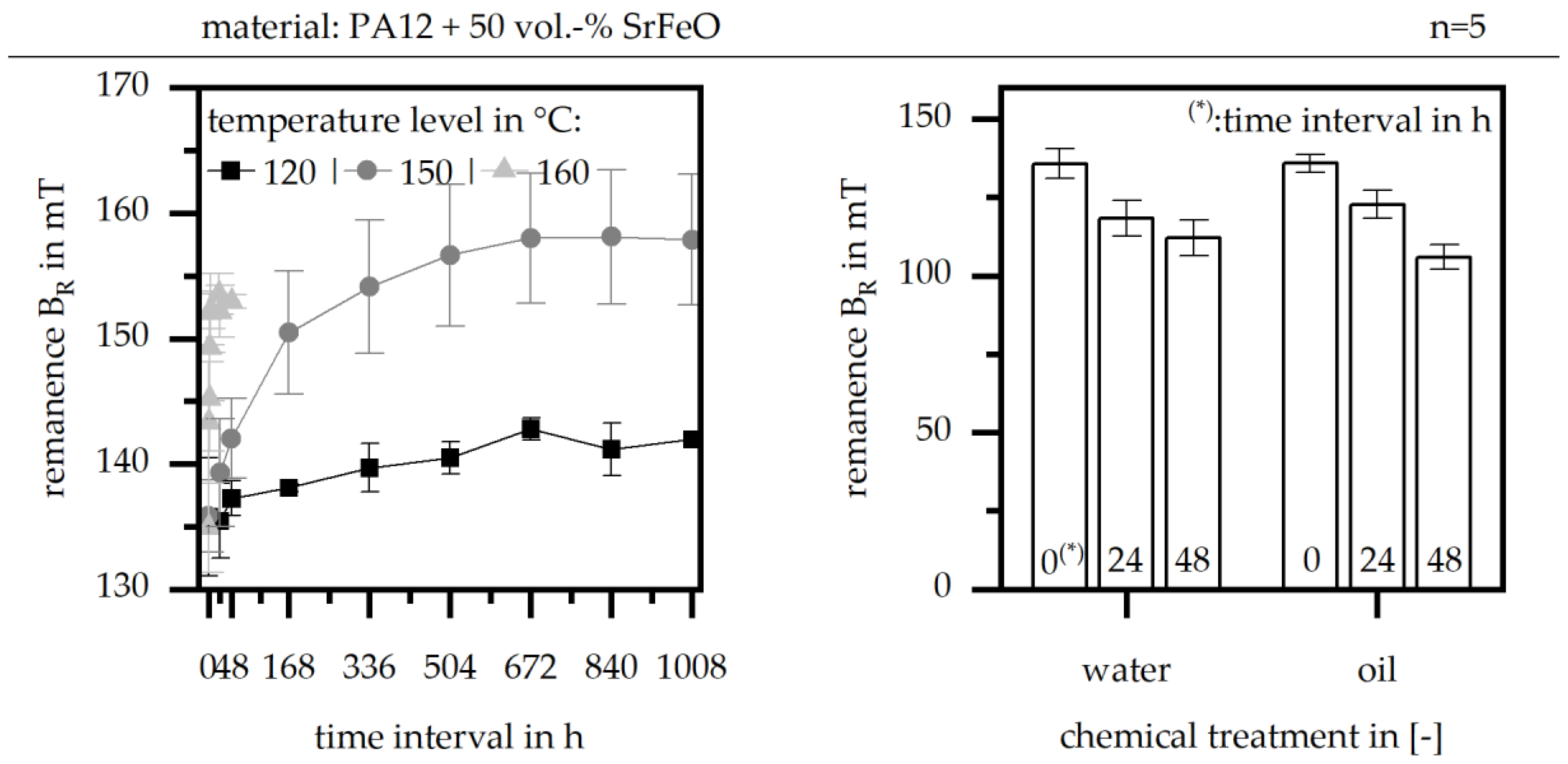
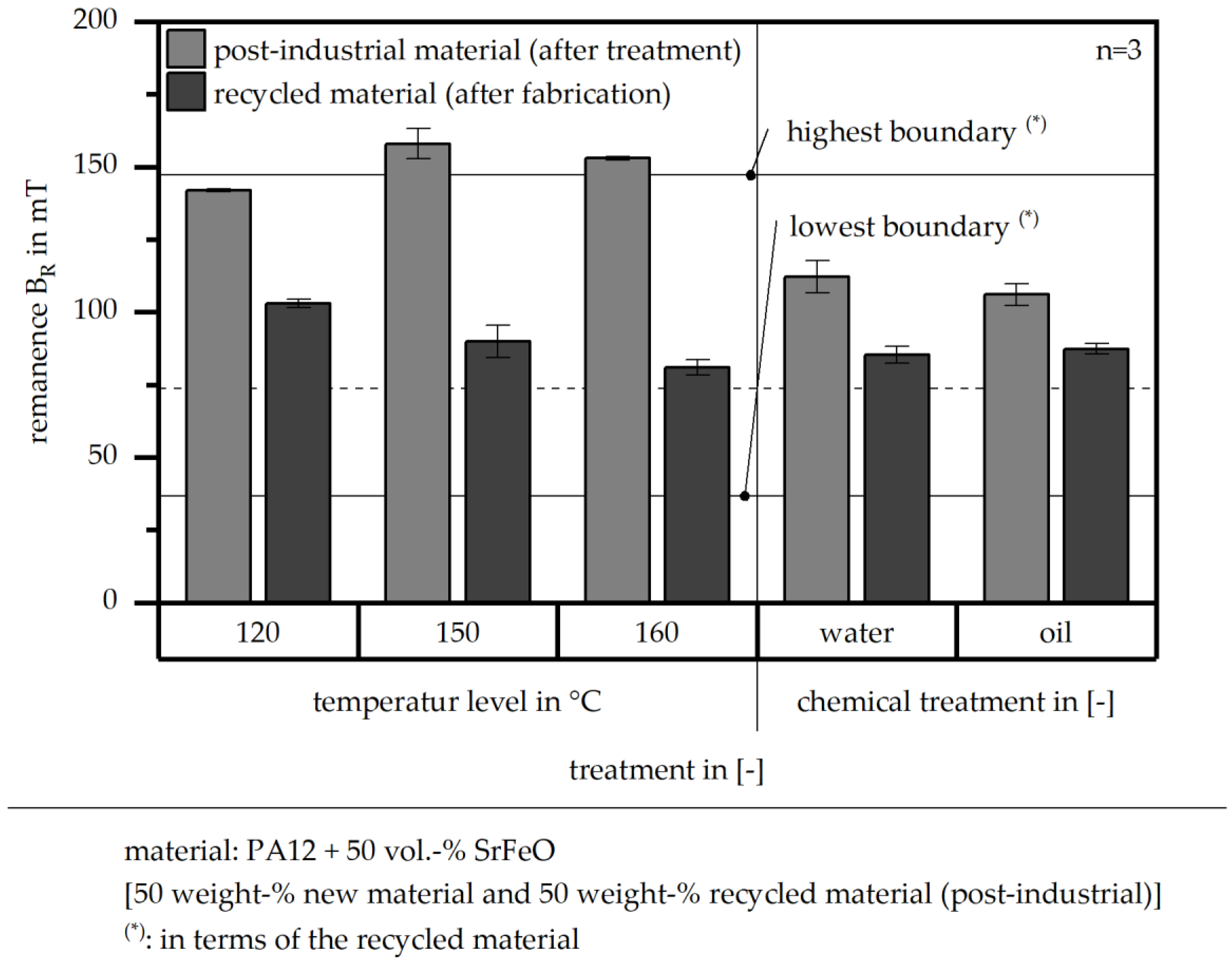
2.3. Magnetic Properties
3. Materials and Methods
3.1. Material
3.2. Fabrication of the Samples
3.3. Characterization
3.3.1. Differential Scanning Calorimetry (DSC) Following DIN EN ISO 11357 [20]
3.3.2. Geometry Changes
3.3.3. Magnetic Properties
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Cassing, W.; Kuntze, K.; Ross, G. Dauermagnete: Mess-und Magnetisierungstechnik, 3rd ed.; Expert: Renningen, Germany, 2018. [Google Scholar]
- Ormerod, J.; Constantinides, S. Bonded permanent magnets: Current status and future opportunities (invited). J. Appl. Phys. 1997, 81, 4816–4820. [Google Scholar] [CrossRef]
- Michalowsky, L.; Schneider, J. Magnettechnik: Grundlagen, Werkstoffe, Anwendungen, 3rd ed.; Vulkan: Essen, Germany, 2006. [Google Scholar]
- Rösel, U. Zum Spritzgießen Multipolarer Kunststoffgebundener Dauermagnete auf Duroplast-Basis; Dissertation: Erlangen, Germany, 2023. [Google Scholar]
- Ohmori, K.; Hayashi, S.; Yoshizawa, S. Injection-molded Sm-Fe-N anisotropic magnets using unsaturated polyester resin. J. Alloys Conpounds 2006, 408–412, 1359–1362. [Google Scholar] [CrossRef]
- Maenz, T. Spritzgießtechnische Herstellung Duroplastgebundener Dauermagnete; Dissertation: Chemnitz, Germany, 2018. [Google Scholar]
- Hering, E.; Martin, R.; Stohrer, M. Physik für Ingenieure, 12th ed.; Springer: Berlin/Heidelberg, Germany, 2016. [Google Scholar]
- Ivers-Tiffée, E.; Münch, W. Werkstoffe der Elektrotechnik, 10th ed.; B. G. Teubner: Wiesbaden, Germany, 2007. [Google Scholar]
- Ormerod, J. Bonded Magnets: A Versatile Class of Permanent Magnets. Magn. Bus. Technol. 2015, 8–11. [Google Scholar]
- MS Schramberg GmbH & Co. KG. Umfassend. 2010. Available online: https://www.magnete.de/de.html (accessed on 26 October 2021).
- Jung, I.; Kang, T.G.; Shin, D.S.; Park, S.J. Modeling of Magnetic particle Orientation in Magnetic powder injection molding. J. Phys. D Appl. Phys. 2018, 51, 115002. [Google Scholar] [CrossRef]
- Johannaber, F.; Michaeli, W. Handbuch Spritzgießen, 2nd ed.; Carl Hanser: München, Germany, 2004. [Google Scholar]
- Sugimoto, S. Current status and recent topics of rare-earth permanent magnets. J. Phys. D Appl. Phys. 2011, 44, 064001. [Google Scholar] [CrossRef]
- Buchert, M.; Manhart, A.; Suttler, J. Untersuchung zu Seltenen Erden: Permanentmagnete im industriellen Einsatz in Baden-Württemberg. In Studie im Auftrag des Ministeriums für Umwelt, Klima und Energiewirtschaft Baden-Württemberg; Öko-Institut e.V.: Freiburg im Breisgau, Germany, 2014. [Google Scholar]
- Dolgirev, J.; Kalter, M.; Urschel, S.; Funck, R.; Jung, J.; Schimmelpfennig, V. Resource-saving Cirulating Pump on basis of an Integrated Synchronous-Reluctance Drive System. In Proceedings of the 2019 IEEE 4th International Future Energy Electronics Conference (IFEEC), Singapore, 25–28 November 2019; pp. 1–7. [Google Scholar]
- Arnold, H. Seltene Erden Werden Selten: Magnete für E-Autos Könnten Knapp Werden, 2020. Available online: https://www.elektroniknet.de/automotive/wirtschaft/magnete-fuer-e-autos-koennten-knapp-werden.179916.html (accessed on 22 January 2021).
- Gutfleisch, O.; Willard, M.A.; Brück, E.; Chen, C.H.; Sankar, S.G.; Liu, J.P. Magnetic materials and devices for the 21st century: Stronger, lighter, and more energy efficient. Adv. Mater. 2011, 23, 821–842. [Google Scholar] [CrossRef] [PubMed]
- Rösel, U.; Drummer, D. Possibilities in Recycling Magnetic Materials in Applications of Polymer-Bonded Magnets. Magnetism 2022, 2, 251–270. [Google Scholar] [CrossRef]
- Rösel, U.; Drummer, D. Evaluation of a recycling strategy for polymer bonded magnets based on thermosets. Recycling 2024, 9, 81. [Google Scholar] [CrossRef]
- Deutsches Institut für Normung e., V. Kunststoffe—Dynamische Differenz Thermoanalyse (DSC): Teil 1: Allgemeine Grundlagen; Beuth Verlag GmbH: Berlin, Germany, 2016. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Group | Influencing Factors in [-] | Temperature Level in °C | Applied Chemicals in [-] | Time Interval in [h] |
|---|---|---|---|---|
| 1 | temperature | 120 | - | 24 |48 | 168 | 336 | 504 | 672 | 840 | 1008 |
| 2 | temperature | 150 | - | 24 |48 | 168 | 336 | 504 | 672 | 840 | 1008 |
| 3 | temperature | 160 | - | 1 | 2 | 3 | 4 | 5 | 22 | 24 | 48 |
| 4 | water | 25 | water | 24 | 168 |
| 5 | oil | 25 | oil | 24 | 168 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rösel, U.; Drummer, D. Influence of Application Conditions on the Magnetic Properties of Recycled Polymer-Bonded Magnets Based on Thermoplastics and Ferrite-Based Fillers. Recycling 2025, 10, 14. https://doi.org/10.3390/recycling10010014
Rösel U, Drummer D. Influence of Application Conditions on the Magnetic Properties of Recycled Polymer-Bonded Magnets Based on Thermoplastics and Ferrite-Based Fillers. Recycling. 2025; 10(1):14. https://doi.org/10.3390/recycling10010014
Chicago/Turabian StyleRösel, Uta, and Dietmar Drummer. 2025. "Influence of Application Conditions on the Magnetic Properties of Recycled Polymer-Bonded Magnets Based on Thermoplastics and Ferrite-Based Fillers" Recycling 10, no. 1: 14. https://doi.org/10.3390/recycling10010014
APA StyleRösel, U., & Drummer, D. (2025). Influence of Application Conditions on the Magnetic Properties of Recycled Polymer-Bonded Magnets Based on Thermoplastics and Ferrite-Based Fillers. Recycling, 10(1), 14. https://doi.org/10.3390/recycling10010014