

Implementing Binder Gradients in Thick Water-Based NMC811 Cathodes via Multi-Layer Coating



Abstract
1. Introduction
2. Materials and Methods
2.1. Electrode Preparation
2.2. Slurry and Electrode Characteristics
2.3. Cell Assembly and Electrochemical Analysis
3. Results
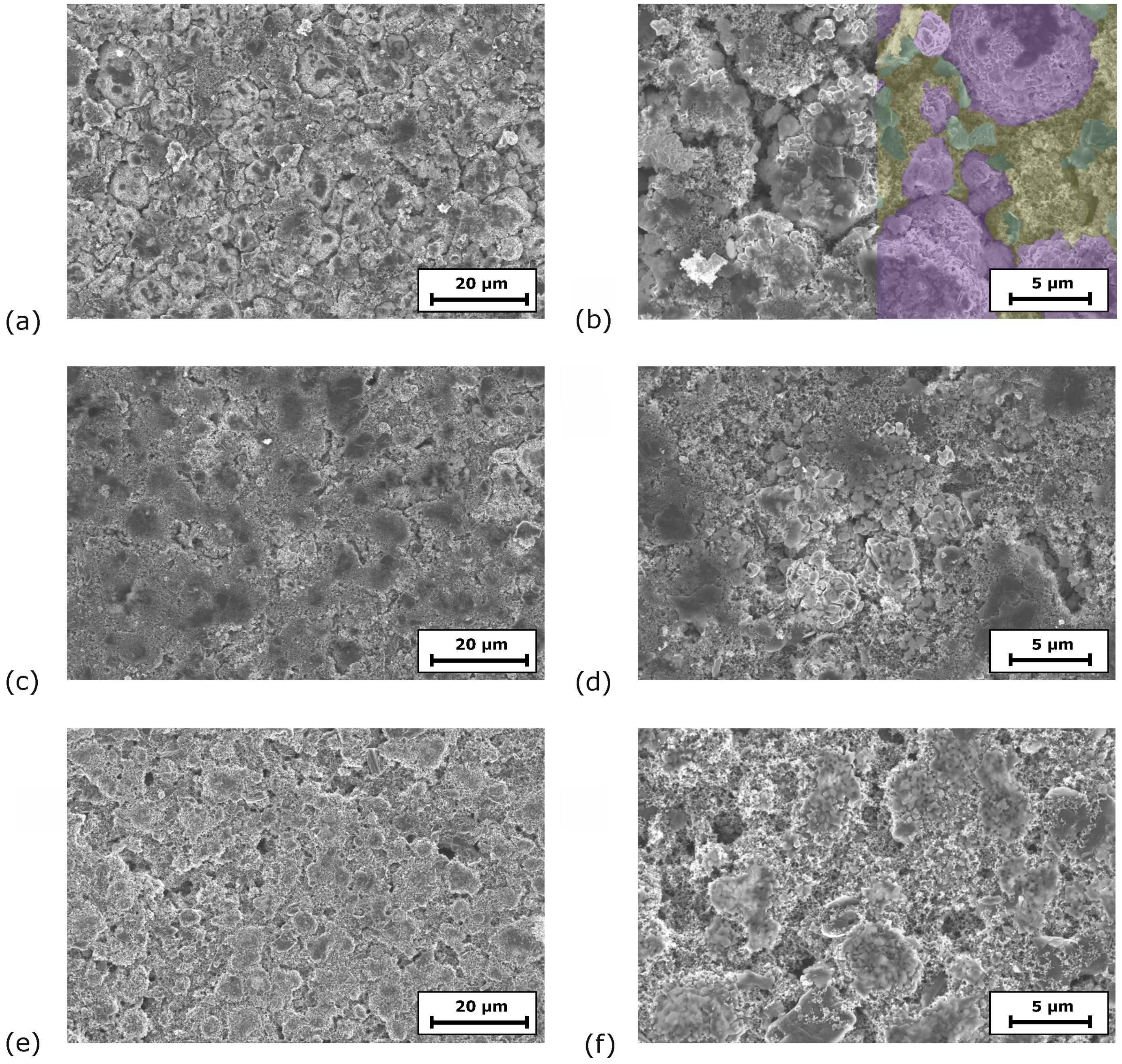
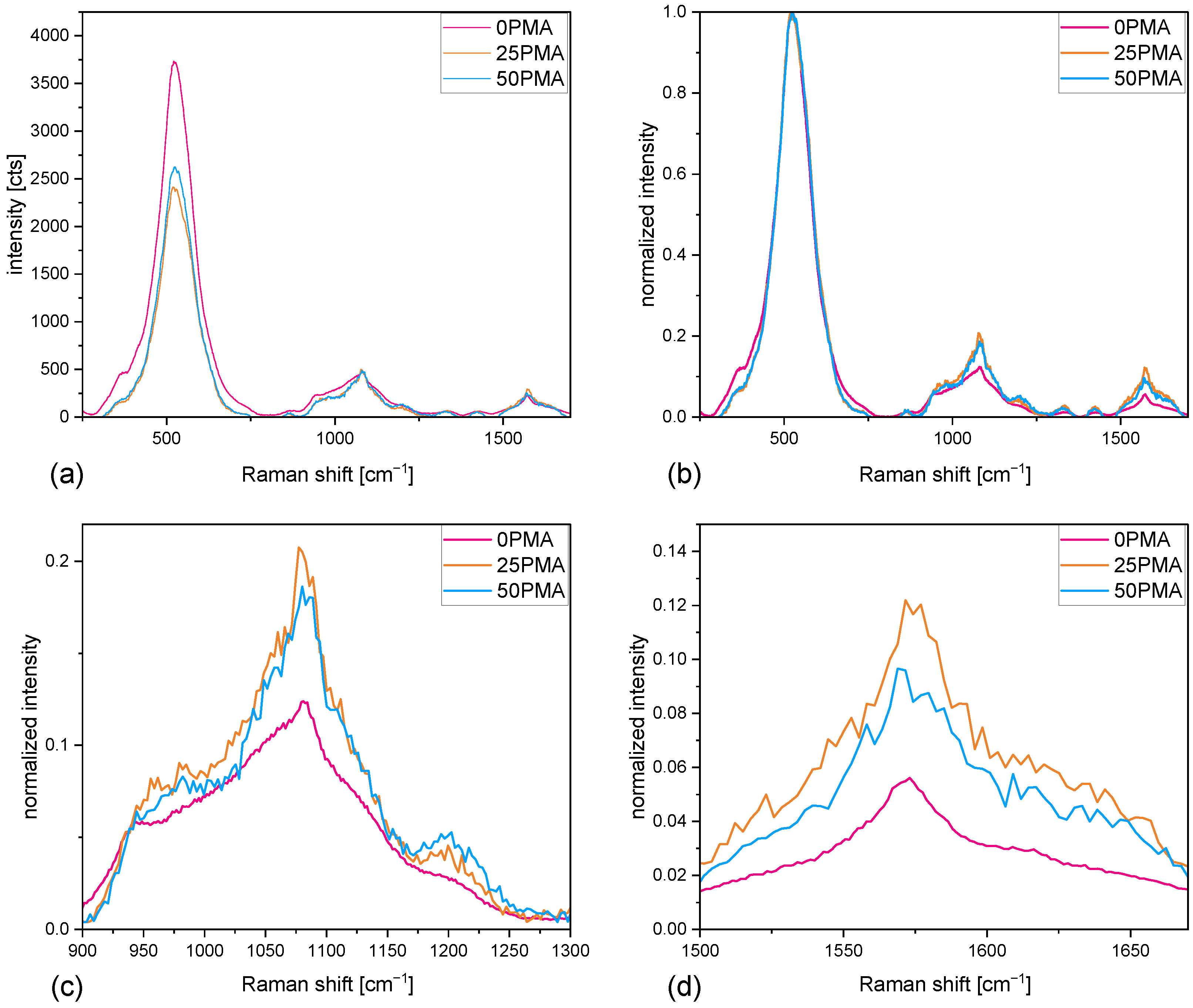
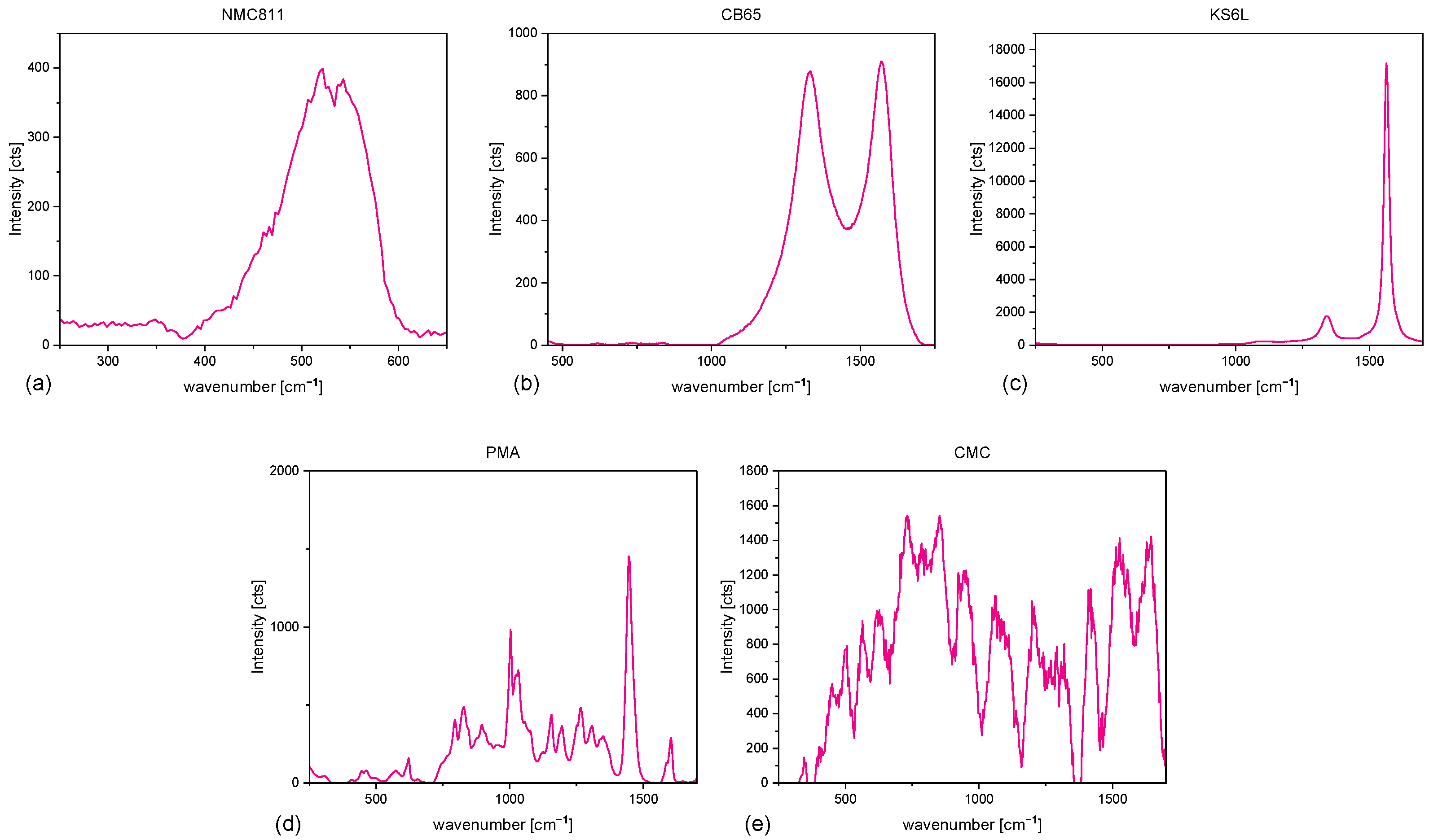
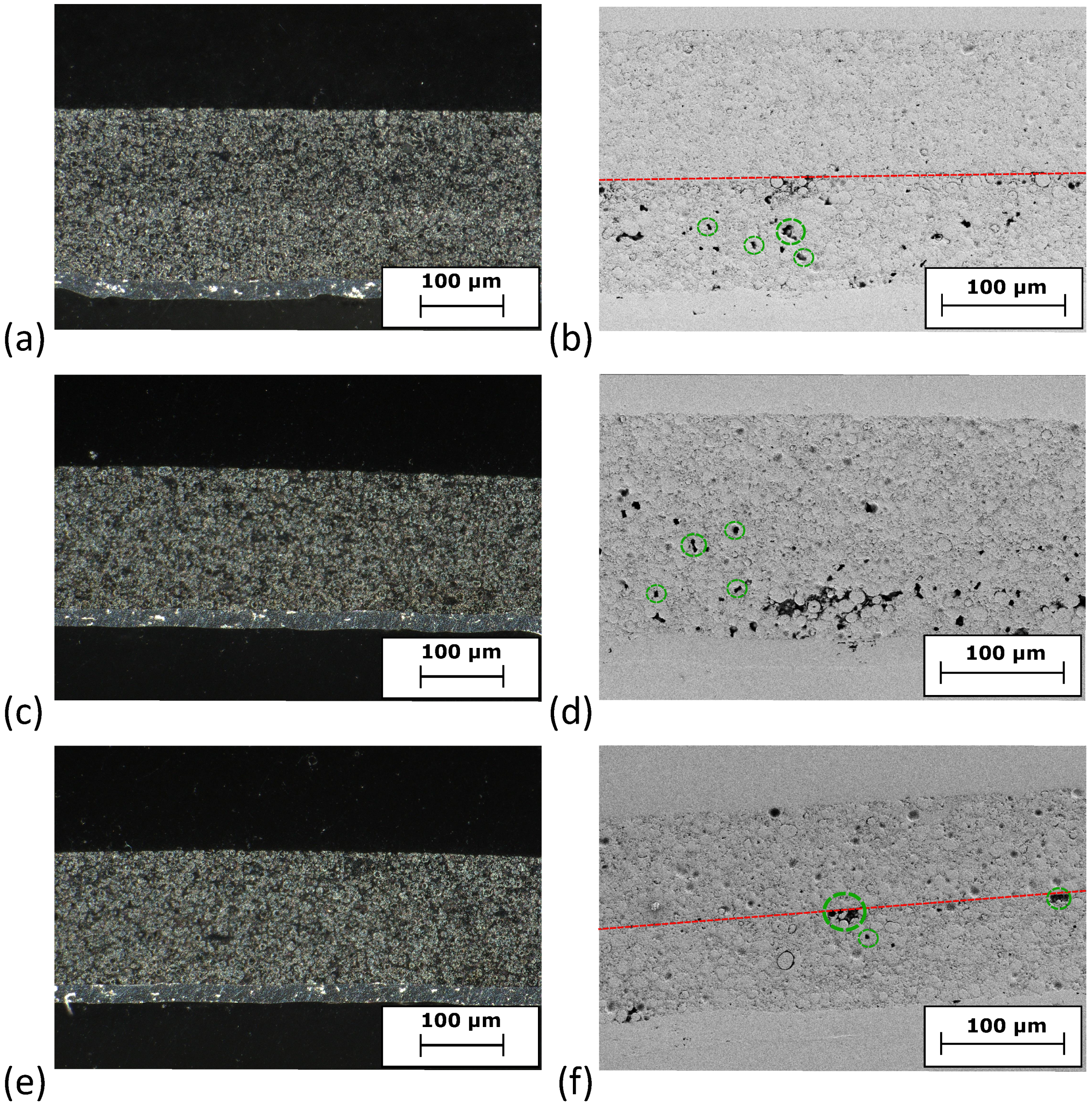
3.1. Electrode Characterization
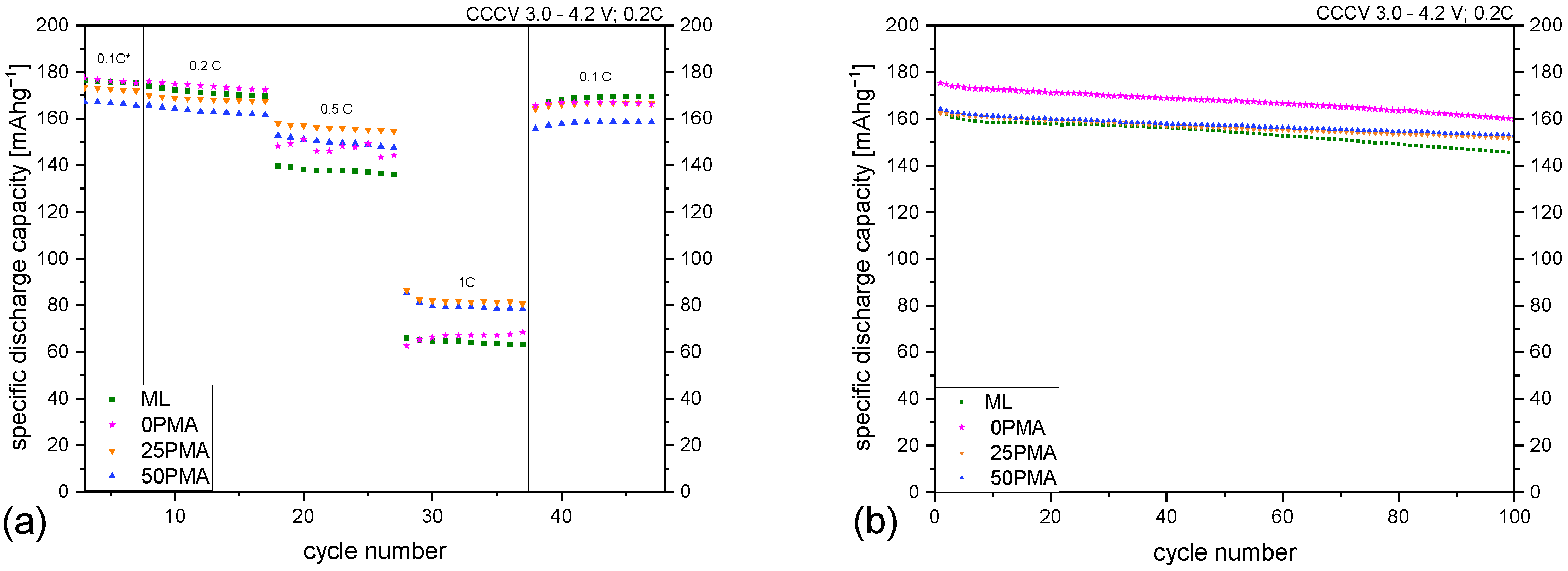
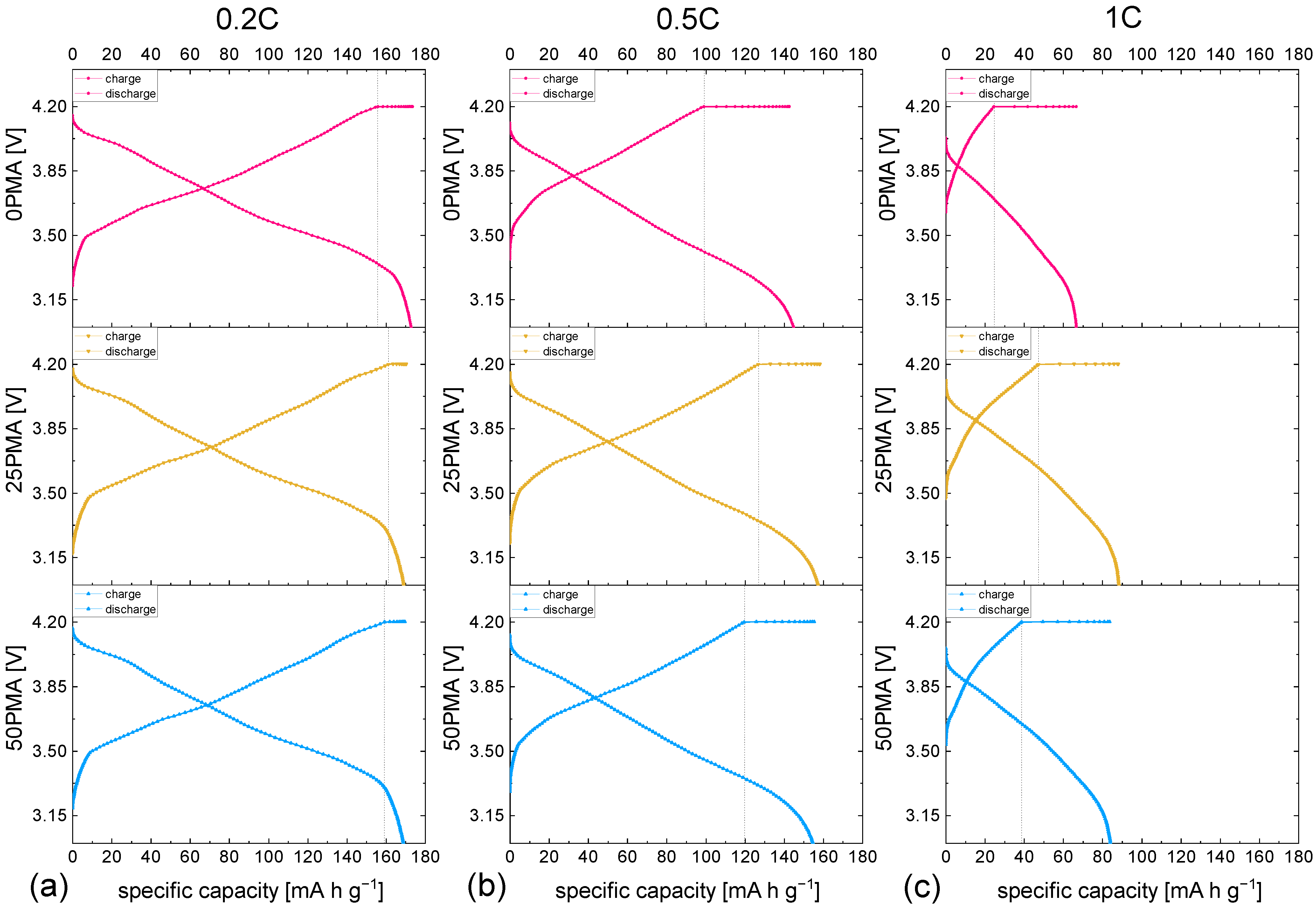
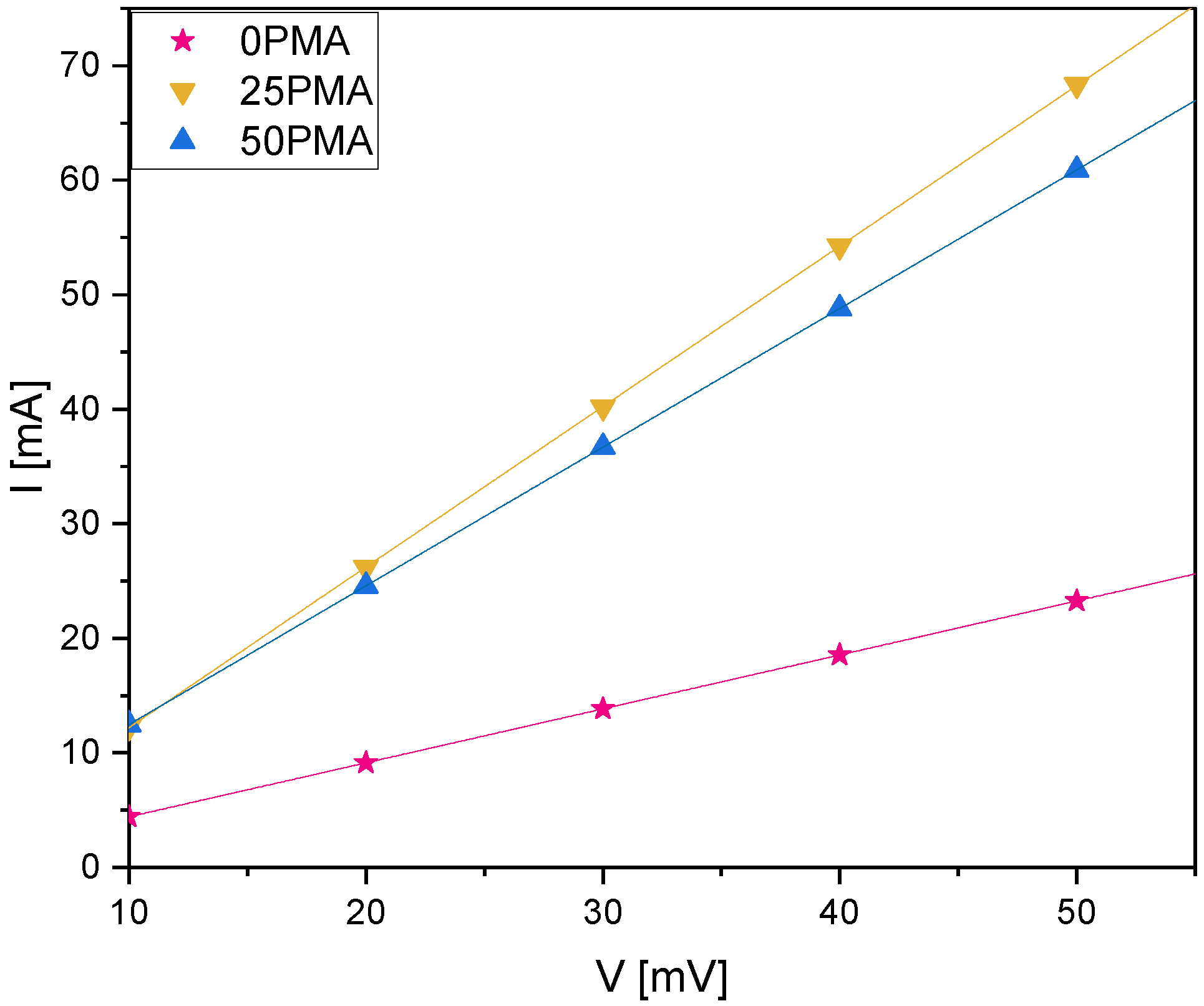
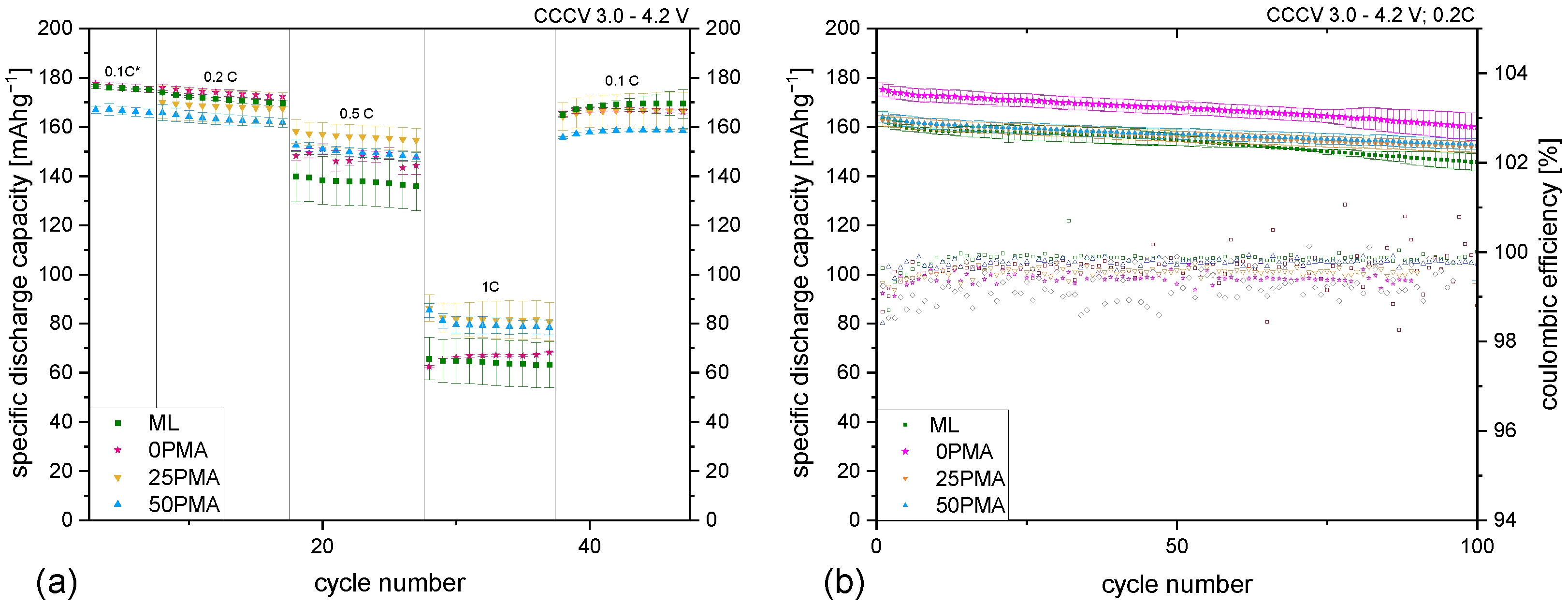
3.2. Electrochemical Cell Performance
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
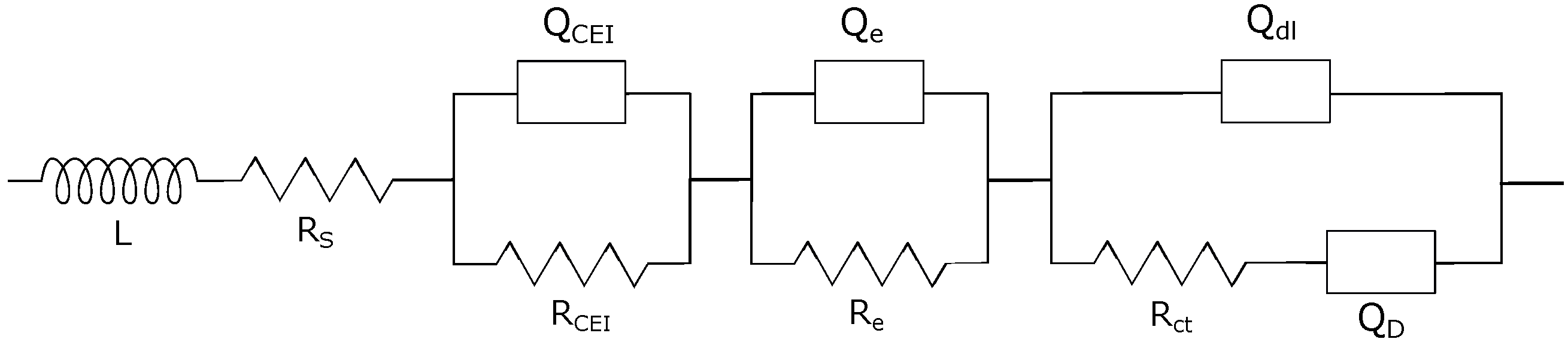
| Sample | QCEI [] | CEI | Qe [] | e | Qdl [] | dl | QD [] | D | 2 | |
|---|---|---|---|---|---|---|---|---|---|---|
| 1st cycle | 0PMA | 0.72 | 22.78 | 0.84 | 1.00 | 11.00 | 0.64 | 0.002 | ||
| 25PMA | 0.66 | 1.25 | 1.00 | 0.57 | 7.69 | 0.74 | 0.008 | |||
| 50PMA | 0.68 | 19.13 | 0.87 | 1.00 | 8.10 | 0.73 | 0.003 | |||
| 2nd cycle | 0PMA | 1.00 | 11.42 | 0.85 | 0.79 | 16.37 | 0.63 | 0.002 | ||
| 25PMA | 0.73 | 0.84 | 1.00 | 0.84 | 9.38 | 0.68 | 0.006 | |||
| 50PMA | 0.68 | 0.27 | 1.00 | 0.84 | 7.01 | 0.60 | 0.004 |
References
- Du, Z.; Wood, D.L.; Daniel, C.; Kalnaus, S.; Li, J. Understanding limiting factors in thick electrode performance as applied to high energy density Li-ion batteries. J. Appl. Electrochem. 2017, 47, 405–415. [Google Scholar] [CrossRef]
- Kuang, Y.; Chen, C.; Kirsch, D.; Hu, L. Thick electrode batteries: Principles, opportunities, and challenges. Adv. Energy Mater. 2019, 9, 1901457. [Google Scholar] [CrossRef]
- Font, F.; Protas, B.; Richardson, G.; Foster, J.M. Binder migration during drying of lithium-ion battery electrodes: Modelling and comparison to experiment. J. Power Sources 2018, 393, 177–185. [Google Scholar] [CrossRef]
- Jaiser, S.; Müller, M.; Baunach, M.; Bauer, W.; Scharfer, P.; Schabel, W. Investigation of film solidification and binder migration during drying of Li-Ion battery anodes. J. Power Sources 2016, 318, 210–219. [Google Scholar] [CrossRef]
- Baunach, M.; Jaiser, S.; Schmelzle, S.; Nirschl, H.; Scharfer, P.; Schabel, W. Delamination behavior of lithium-ion battery anodes: Influence of drying temperature during electrode processing. Dry. Technol. 2016, 34, 462–473. [Google Scholar] [CrossRef]
- Westphal, B.G.; Kwade, A. Critical electrode properties and drying conditions causing component segregation in graphitic anodes for lithium-ion batteries. J. Energy Storage 2018, 18, 509–517. [Google Scholar] [CrossRef]
- Pfleging, W. Recent progress in laser texturing of battery materials: A review of tuning electrochemical performances, related material development, and prospects for large-scale manufacturing. Int. J. Extrem. Manuf. 2020, 3, 012002. [Google Scholar] [CrossRef]
- Neidhart, L.; Fröhlich, K.; Eshraghi, N.; Cupid, D.; Winter, F.; Jahn, M. Aqueous Manufacturing of Defect-Free Thick Multi-Layer NMC811 Electrodes. Nanomaterials 2022, 12, 317. [Google Scholar] [CrossRef]
- Diehm, R.; Kumberg, J.; Dörrer, C.; Müller, M.; Bauer, W.; Scharfer, P.; Schabel, W. In Situ Investigations of Simultaneous Two-Layer Slot Die Coating of Component-Graded Anodes for Improved High-Energy Li-Ion Batteries. Energy Technol. 2020, 8, 1901251. [Google Scholar] [CrossRef]
- Wood, M.; Li, J.; Du, Z.; Daniel, C.; Dunlop, A.R.; Polzin, B.J.; Jansen, A.N.; Krumdick, G.K.; Wood, D.L., III. Impact of secondary particle size and two-layer architectures on the high-rate performance of thick electrodes in lithium-ion battery pouch cells. J. Power Sources 2021, 515, 230429. [Google Scholar] [CrossRef]
- Kalnaus, S.; Livingston, K.; Hawley, W.B.; Wang, H.; Li, J. Design and processing for high performance Li ion battery electrodes with double-layer structure. J. Energy Storage 2021, 44, 103582. [Google Scholar] [CrossRef]
- Kespe, M.; Cernak, S.; Gleiß, M.; Hammerich, S.; Nirschl, H. Three-dimensional simulation of transport processes within blended electrodes on the particle scale. Int. J. Energy Res. 2019, 43, 6762–6778. [Google Scholar] [CrossRef]
- Liu, L.; Guan, P.; Liu, C. Experimental and simulation investigations of porosity graded cathodes in mitigating battery degradation of high voltage lithium-ion batteries. J. Electrochem. Soc. 2017, 164, A3163. [Google Scholar] [CrossRef]
- Qi, Y.; Jang, T.; Ramadesigan, V.; Schwartz, D.T.; Subramanian, V.R. Is there a benefit in employing graded electrodes for lithium-ion batteries? J. Electrochem. Soc. 2017, 164, A3196. [Google Scholar] [CrossRef]
- Müller, D.; Landa-Medrano, I.; Eguia-Barrio, A.; Boyano, I.; Urdampilleta, I.; de Meatza, I.; Fill, A.; Birke, P. Electrochemical characterization of bi-layered graphite anodes combining high and low porosity in lithium-ion cells to improve cell performance. Electrochim. Acta 2021, 391, 138966. [Google Scholar] [CrossRef]
- Dai, Y.; Srinivasan, V. On graded electrode porosity as a design tool for improving the energy density of batteries. J. Electrochem. Soc. 2015, 163, A406. [Google Scholar] [CrossRef]
- Liu, D.; Chen, L.C.; Liu, T.J.; Chu, W.B.; Tiu, C. Improvement of lithium-ion battery performance by two-layered slot–die coating operation. Energy Technol. 2017, 5, 1235–1241. [Google Scholar] [CrossRef]
- Kim, K.M.; Jeon, W.S.; Chung, I.J.; Chang, S.H. Effect of mixing sequences on the electrode characteristics of lithium-ion rechargeable batteries. J. Power Sources 1999, 83, 108–113. [Google Scholar] [CrossRef]
- Wang, M.; Dang, D.; Meyer, A.; Arsenault, R.; Cheng, Y.T. Effects of the mixing sequence on making lithium ion battery electrodes. J. Electrochem. Soc. 2020, 167, 100518. [Google Scholar] [CrossRef]
- Lombardo, T.; Ngandjong, A.C.; Belhcen, A.; Franco, A.A. Carbon-Binder Migration: A Three-Dimensional Drying Model for Lithium-ion Battery Electrodes. Energy Storage Mater. 2021, 43, 337–347. [Google Scholar] [CrossRef]
- Hein, S.; Danner, T.; Westhoff, D.; Prifling, B.; Scurtu, R.; Kremer, L.; Hoffmann, A.; Hilger, A.; Osenberg, M.; Manke, I.; et al. Influence of conductive additives and binder on the impedance of lithium-ion battery electrodes: Effect of morphology. J. Electrochem. Soc. 2020, 167, 013546. [Google Scholar] [CrossRef]
- Usseglio-Viretta, F.L.; Colclasure, A.M.; Dunlop, A.R.; Trask, S.E.; Jansen, A.N.; Abraham, D.P.; Rodrigues, M.T.F.; Dufek, E.J.; Tanim, T.R.; Chinnam, P.R.; et al. Carbon-Binder Weight Loading Optimization for Improved Lithium-Ion Battery Rate Capability. J. Electrochem. Soc. 2022, 169, 070519. [Google Scholar] [CrossRef]
- Gordon, R.; Orias, R.; Willenbacher, N. Effect of carboxymethyl cellulose on the flow behavior of lithium-ion battery anode slurries and the electrical as well as mechanical properties of corresponding dry layers. J. Mater. Sci. 2020, 55, 15867–15881. [Google Scholar] [CrossRef]
- Lopez, C.G.; Richtering, W. Oscillatory rheology of carboxymethyl cellulose gels: Influence of concentration and pH. Carbohydr. Polym. 2021, 267, 118117. [Google Scholar] [CrossRef] [PubMed]
- Lee, J.H.; Paik, U.; Hackley, V.A.; Choi, Y.M. Effect of carboxymethyl cellulose on aqueous processing of natural graphite negative electrodes and their electrochemical performance for lithium batteries. J. Electrochem. Soc. 2005, 152, A1763. [Google Scholar] [CrossRef]
- Yen, J.P.; Chang, C.C.; Lin, Y.R.; Shen, S.T.; Hong, J.L. Effects of styrene-butadiene rubber/carboxymethylcellulose (SBR/CMC) and polyvinylidene difluoride (PVDF) binders on low temperature lithium ion batteries. J. Electrochem. Soc. 2013, 160, A1811. [Google Scholar] [CrossRef]
- Lingappan, N.; Kong, L.; Pecht, M. The significance of aqueous binders in lithium-ion batteries. Renew. Sustain. Energy Rev. 2021, 147, 111227. [Google Scholar] [CrossRef]
- Hu, S.; Li, Y.; Yin, J.; Wang, H.; Yuan, X.; Li, Q. Effect of different binders on electrochemical properties of LiFePO4/C cathode material in lithium ion batteries. Chem. Eng. J. 2014, 237, 497–502. [Google Scholar] [CrossRef]
- Wang, W.L.; Jin, E.M.; Gu, H.B. Impacts of different polymer binders on electrochemical properties of LiFePO4 cathode. Appl. Surf. Sci. 2013, 282, 444–449. [Google Scholar]
- Komaba, S.; Yabuuchi, N.; Ozeki, T.; Okushi, K.; Yui, H.; Konno, K.; Katayama, Y.; Miura, T. Functional binders for reversible lithium intercalation into graphite in propylene carbonate and ionic liquid media. J. Power Sources 2010, 195, 6069–6074. [Google Scholar] [CrossRef]
- Hawley, W.B.; Meyer, H.M., III; Li, J. Enabling aqueous processing for LiNi0.80Co0.15Al0.05O2 (NCA)-based lithium-ion battery cathodes using polyacrylic acid. Electrochim. Acta 2021, 380, 138203. [Google Scholar] [CrossRef]
- Spahr, M.E.; Goers, D.; Leone, A.; Stallone, S.; Grivei, E. Development of carbon conductive additives for advanced lithium ion batteries. J. Power Sources 2011, 196, 3404–3413. [Google Scholar] [CrossRef]
- Sahore, R.; Wood, D.L., III; Kukay, A.; Grady, K.M.; Li, J.; Belharouak, I. Towards understanding of cracking during drying of thick aqueous-processed LiNi0.8Mn0.1Co0.1O2 cathodes. ACS Sustain. Chem. Eng. 2020, 8, 3162–3169. [Google Scholar] [CrossRef]
- Loeffler, N.; Kopel, T.; Kim, G.T.; Passerini, S. Polyurethane binder for aqueous processing of Li-ion battery electrodes. J. Electrochem. Soc. 2015, 162, A2692. [Google Scholar] [CrossRef]
- Ibing, L.; Gallasch, T.; Friesen, A.; Niehoff, P.; Hintennach, A.; Winter, M.; Börner, M. The role of the pH value in water-based pastes on the processing and performance of Ni-rich LiNi0.5Mn0.3Co0.2O2 based positive electrodes. J. Power Sources 2020, 475, 228608. [Google Scholar] [CrossRef]
- Kim, J.; Hong, Y.; Ryu, K.S.; Kim, M.G.; Cho, J. Washing effect of a LiNi0.83Co0.15Al0.02O2 cathode in water. Electrochem. -Solid-State Lett. 2005, 9, A19. [Google Scholar] [CrossRef]
- Shkrob, I.A.; Gilbert, J.A.; Phillips, P.J.; Klie, R.; Haasch, R.T.; Bareño, J.; Abraham, D.P. Chemical weathering of layered Ni-rich oxide electrode materials: Evidence for cation exchange. J. Electrochem. Soc. 2017, 164, A1489. [Google Scholar] [CrossRef]
- Chatalov, A.Y. Effet du pH sur le comportement électrochimique des métaux et leur résistance à la corrosion. Dokl. Akad. Naouk SSSR 1952, 86, 775. [Google Scholar]
- Kazzazi, A.; Bresser, D.; Birrozzi, A.; von Zamory, J.; Hekmatfar, M.; Passerini, S. Comparative analysis of aqueous binders for high-energy li-rich NMC as a Lithium-Ion cathode and the impact of adding phosphoric acid. ACS Appl. Mater. Interfaces 2018, 10, 17214–17222. [Google Scholar] [CrossRef] [PubMed]
- Kukay, A.; Sahore, R.; Parejiya, A.; Hawley, W.B.; Li, J.; Wood, D.L., III. Aqueous Ni-rich-cathode dispersions processed with phosphoric acid for lithium-ion batteries with ultra-thick electrodes. J. Colloid Interface Sci. 2021, 581, 635–643. [Google Scholar] [CrossRef]
- Carvalho, D.V.; Loeffler, N.; Kim, G.T.; Marinaro, M.; Wohlfahrt-Mehrens, M.; Passerini, S. Study of water-based lithium titanate electrode processing: The role of pH and binder molecular structure. Polymers 2016, 8, 276. [Google Scholar] [CrossRef]
- Hamam, I.; Zhang, N.; Liu, A.; Johnson, M.; Dahn, J. Study of the reactions between Ni-rich positive electrode materials and aqueous solutions and their relation to the failure of Li-ion cells. J. Electrochem. Soc. 2020, 167, 130521. [Google Scholar] [CrossRef]
- Li, C.C.; Lee, J.T.; Tung, Y.L.; Yang, C.R. Effects of pH on the dispersion and cell performance of LiCoO2 cathodes based on the aqueous process. J. Mater. Sci. 2007, 42, 5773–5777. [Google Scholar] [CrossRef]
- Bauer, W.; Çetinel, F.A.; Müller, M.; Kaufmann, U. Effects of pH control by acid addition at the aqueous processing of cathodes for lithium ion batteries. Electrochim. Acta 2019, 317, 112–119. [Google Scholar] [CrossRef]
- Zhu, P.; Han, J.; Pfleging, W. Characterization and Laser Structuring of Aqueous Processed Li(Ni0.6Mn0.2Co0.2)O2 Thick-Film Cathodes for Lithium-Ion Batteries. Nanomaterials 2021, 11, 1840. [Google Scholar] [CrossRef]
- Li, J.; Zhong, W.; Deng, Q.; Zhang, Q.; Yang, C. Recent progress in synthesis and surface modification of nickel-rich layered oxide cathode materials for lithium-ion batteries. Int. J. Extrem. Manuf. 2022, 4, 042004. [Google Scholar] [CrossRef]
- Li, T.; Yuan, X.Z.; Zhang, L.; Song, D.; Shi, K.; Bock, C. Degradation mechanisms and mitigation strategies of nickel-rich NMC-based lithium-ion batteries. Electrochem. Energy Rev. 2020, 3, 43–80. [Google Scholar] [CrossRef]
- Julien, C.M.; Mauger, A. In situ Raman analyses of electrode materials for Li-ion batteries. AIMS Mater. Sci. 2018, 5, 650–698. [Google Scholar] [CrossRef]
- Tuinstra, F.; Koenig, J.L. Raman spectrum of graphite. J. Chem. Phys. 1970, 53, 1126–1130. [Google Scholar] [CrossRef]
- Reich, S.; Thomsen, C. Raman spectroscopy of graphite. Philos. Trans. R. Soc. London. Ser. Math. Phys. Eng. Sci. 2004, 362, 2271–2288. [Google Scholar] [CrossRef] [PubMed]
- Gorelik, V.; Bi, D.; Voinov, Y.; Vodchits, A.; Gorshunov, B.; Yurasov, N.; Yurasova, I. Raman spectra of lithium compounds. In Proceedings of the Journal of Physics: Conference Series, Moscow, Russia, 25–27 January 2017; IOP Publishing: Bristol, UK, 2017; Volume 918, p. 012035. [Google Scholar]
- Smith, R.J.; Shen, Y.; Bray, K.L. The effect of pressure on vibrational modes in Li3PO4. J. Physics Condens. Matter 2001, 14, 461. [Google Scholar] [CrossRef]
- Sahni, K.; Ashuri, M.; He, Q.; Sahore, R.; Bloom, I.D.; Liu, Y.; Kaduk, J.A.; Shaw, L.L. H3PO4 treatment to enhance the electrochemical properties of Li(Ni1/3Mn1/3Co1/3)O2 and Li(Ni0.5Mn0.3Co0.2)O2 cathodes. Electrochim. Acta 2019, 301, 8–22. [Google Scholar] [CrossRef]
- Jung, R.; Metzger, M.; Maglia, F.; Stinner, C.; Gasteiger, H.A. Oxygen release and its effect on the cycling stability of LiNixMnyCozO2 (NMC) cathode materials for Li-ion batteries. J. Electrochem. Soc. 2017, 164, A1361. [Google Scholar] [CrossRef]
- Zhuang, Q.C.; Qiu, X.Y.; Xu, S.D.; Qiang, Y.H.; Su, S. Diagnosis of electrochemical impedance spectroscopy in lithium-ion batteries. Lithium Ion Batter. Dev. 2012, 8, 189–227. [Google Scholar]
- Källquist, I.; Le Ruyet, R.; Liu, H.; Mogensen, R.; Lee, M.T.; Edström, K.; Naylor, A.J. Advances in studying interfacial reactions in rechargeable batteries by photoelectron spectroscopy. J. Mater. Chem. A 2022, 10, 19466–19505. [Google Scholar] [CrossRef]
- Gaberšček, M. Understanding Li-based battery materials via electrochemical impedance spectroscopy. Nat. Commun. 2021, 12, 1–4. [Google Scholar] [CrossRef]









| Top Layer | Total | |||
|---|---|---|---|---|
| AM [%] | PMA [%] | AM [%] | PMA [%] | |
| 0PMA | 93.88 | 0.0 | 92.94 | 1.0 |
| 25PMA | 93.40 | 0.5 | 92.70 | 1.25 |
| 50PMA | 92.93 | 1.0 | 92.47 | 1.5 |
| Electrode Type | Total Coating Thickness [µm] | Porosity [%] | Areal Capacity [mA h cm−2] |
|---|---|---|---|
| bottom layer | 99 ± 2 | 52.7 ± 0.3 | 8.6 ± 0.1 |
| 0PMA | 200 ± 4 | 52.8 ± 0.2 | 8.52 ± 0.2 |
| 25PMA | 200 ± 5 | 52.04 ± 0.9 | 8.58 ± 0.1 |
| 50PMA | 198 ± 5 | 52.6 ± 0.9 | 8.51 ± 0.15 |
| Sample | 0.1C [mA h g−1] | SD | 0.2C [mA h g−1] | SD | 0.5C [mA h g−1] | SD | 1C [mA h g−1] | SD | 0.1C [mA h g−1] | SD |
|---|---|---|---|---|---|---|---|---|---|---|
| 0PMA | 176 | 1.82 | 174 | 1.36 | 148 | 2.53 | 67 | 0.39 | 169 | 0.86 |
| 25PMA | 173 | 4.65 | 158 | 6.49 | 156 | 4.74 | 82 | 7.12 | 169 | 6.74 |
| 50PMA | 167 | 1.33 | 163 | 2.24 | 150 | 1.8 | 80 | 3.07 | 159 | 0.6 |
| ML | 176 | 0.44 | 171 | 0.63 | 138 | 9.8 | 64 | 9.12 | 170 | 2.48 |
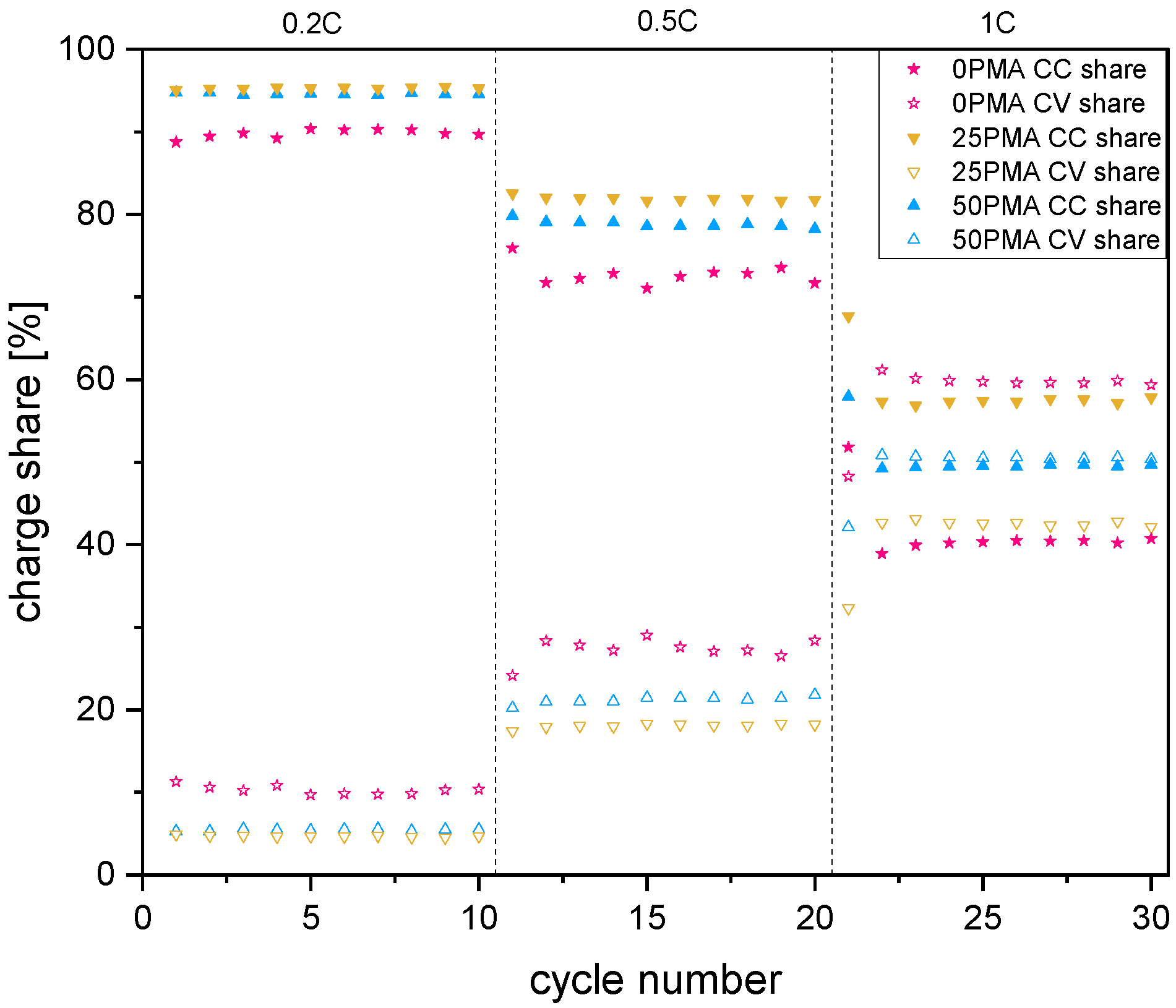
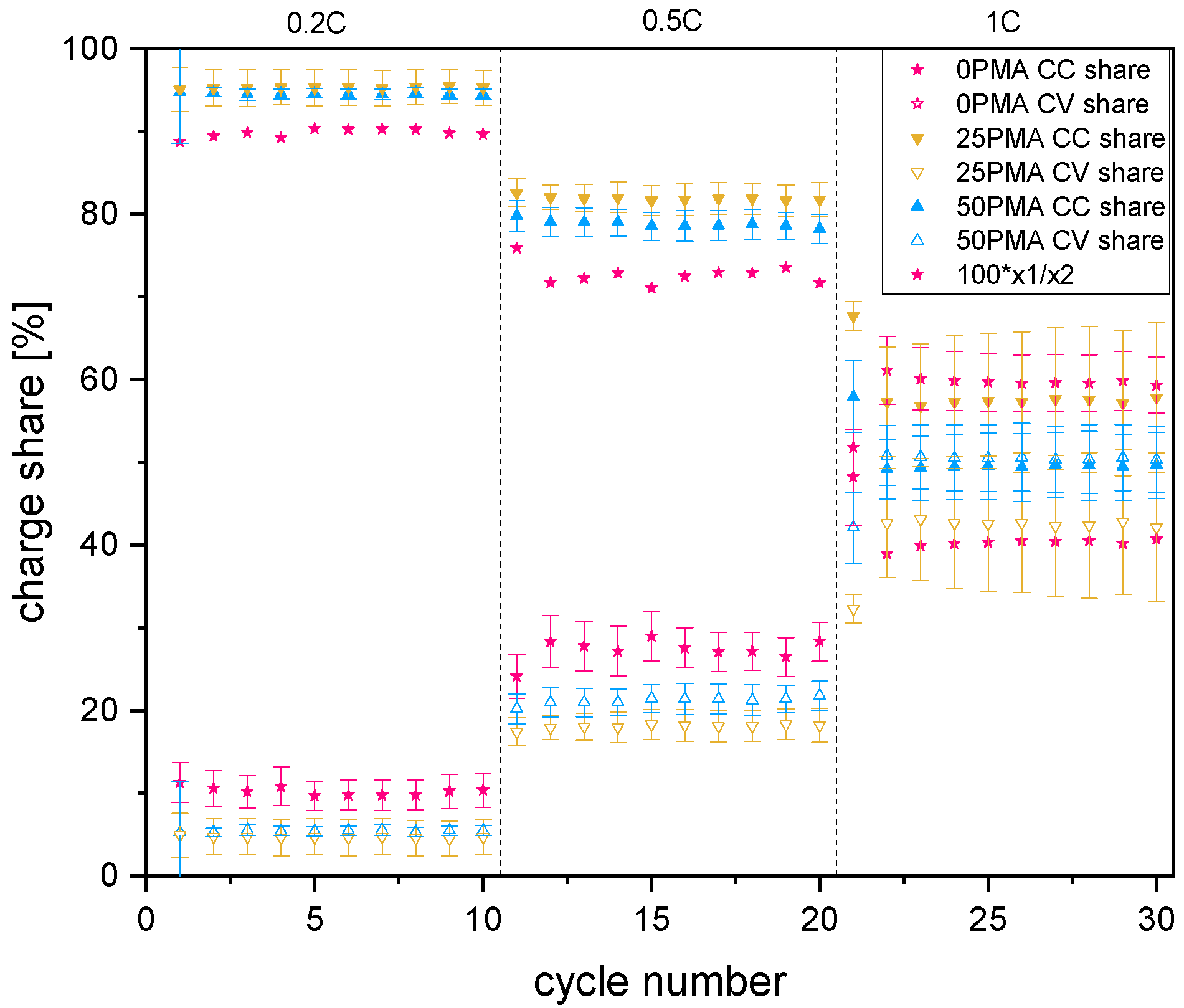
| Sample | 0.2C | 0.5C | 1C | |
|---|---|---|---|---|
| 0PMA | CC | 90% | 73% | 40% |
| CV | 10% | 27% | 60% | |
| 25PMA | CC | 95% | 82% | 57% |
| CV | 5% | 18% | 43% | |
| 50PMA | CC | 95% | 79% | 49% |
| CV | 5% | 21% | 51% |
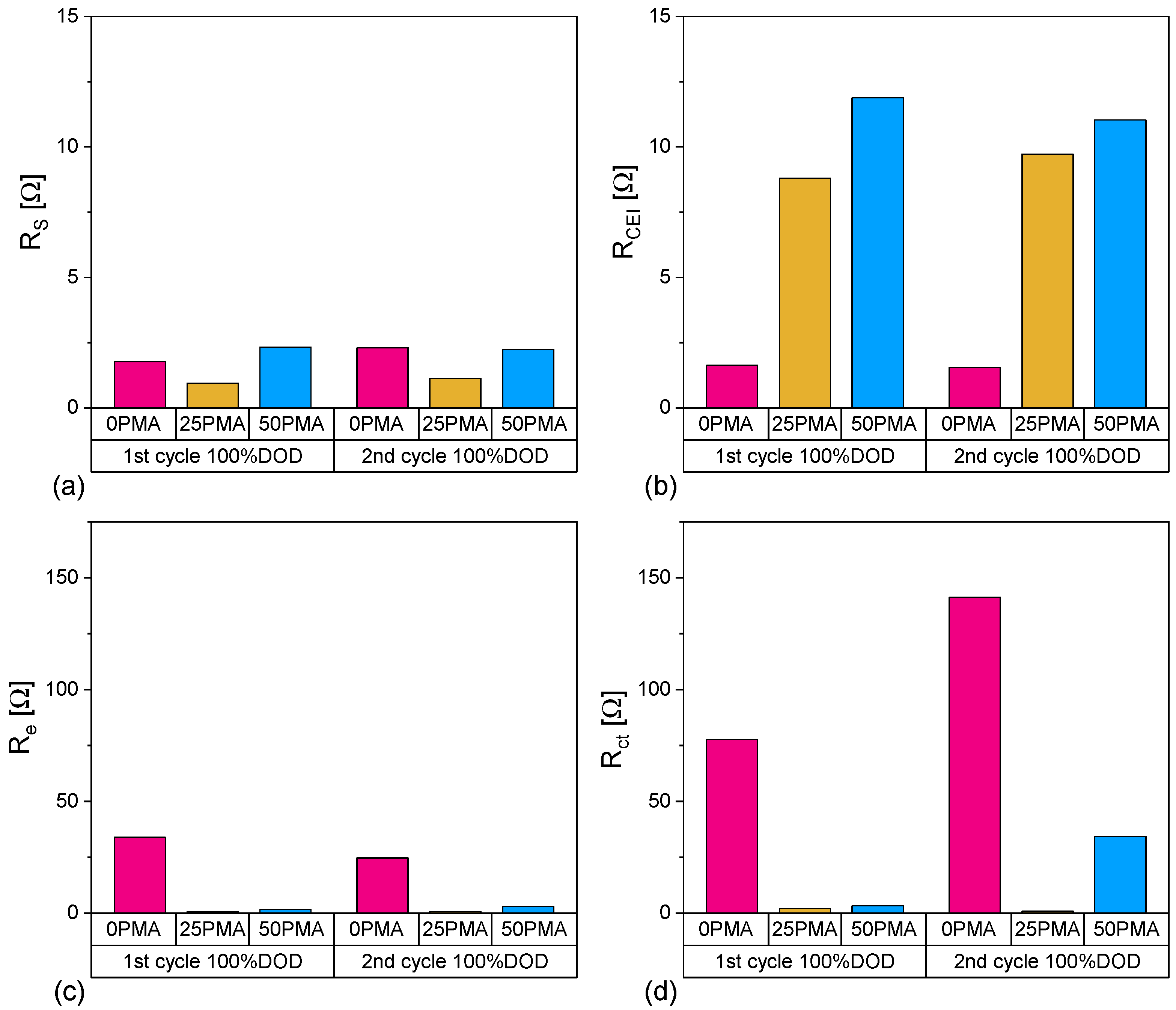
| Sample | RS [] | RCEI [] | Re [] | Rct [] | |
|---|---|---|---|---|---|
| 1st cycle | 0PMA | 1.77 | 1.63 | 33.98 | 77.69 |
| 25PMA | 0.94 | 8.80 | 0.59 | 2.18 | |
| 50PMA | 2.34 | 11.88 | 1.71 | 3.38 | |
| 2nd cycle | 0PMA | 2.30 | 1.56 | 24.71 | 141.23 |
| 25PMA | 1.14 | 9.72 | 0.81 | 0.88 | |
| 50PMA | 2.23 | 11.04 | 3.00 | 34.35 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Neidhart, L.; Fröhlich, K.; Winter, F.; Jahn, M. Implementing Binder Gradients in Thick Water-Based NMC811 Cathodes via Multi-Layer Coating. Batteries 2023, 9, 171. https://doi.org/10.3390/batteries9030171
Neidhart L, Fröhlich K, Winter F, Jahn M. Implementing Binder Gradients in Thick Water-Based NMC811 Cathodes via Multi-Layer Coating. Batteries. 2023; 9(3):171. https://doi.org/10.3390/batteries9030171
Chicago/Turabian StyleNeidhart, Lukas, Katja Fröhlich, Franz Winter, and Marcus Jahn. 2023. "Implementing Binder Gradients in Thick Water-Based NMC811 Cathodes via Multi-Layer Coating" Batteries 9, no. 3: 171. https://doi.org/10.3390/batteries9030171
APA StyleNeidhart, L., Fröhlich, K., Winter, F., & Jahn, M. (2023). Implementing Binder Gradients in Thick Water-Based NMC811 Cathodes via Multi-Layer Coating. Batteries, 9(3), 171. https://doi.org/10.3390/batteries9030171