
Effect of the Etching Profile of a Si Substrate on the Capacitive Characteristics of Three-Dimensional Solid-State Lithium-Ion Batteries

 ,
,
Abstract
:1. Introduction
2. Experimental Procedure
2.1. Batteries Manufacturing
2.2. Methods of Characterization
2.3. Morphology and Elemental Composition of Functional Layers
2.4. X-ray Phase Analysis of Positive Electrode and Solid Electrolyte
3. Results and Discussion
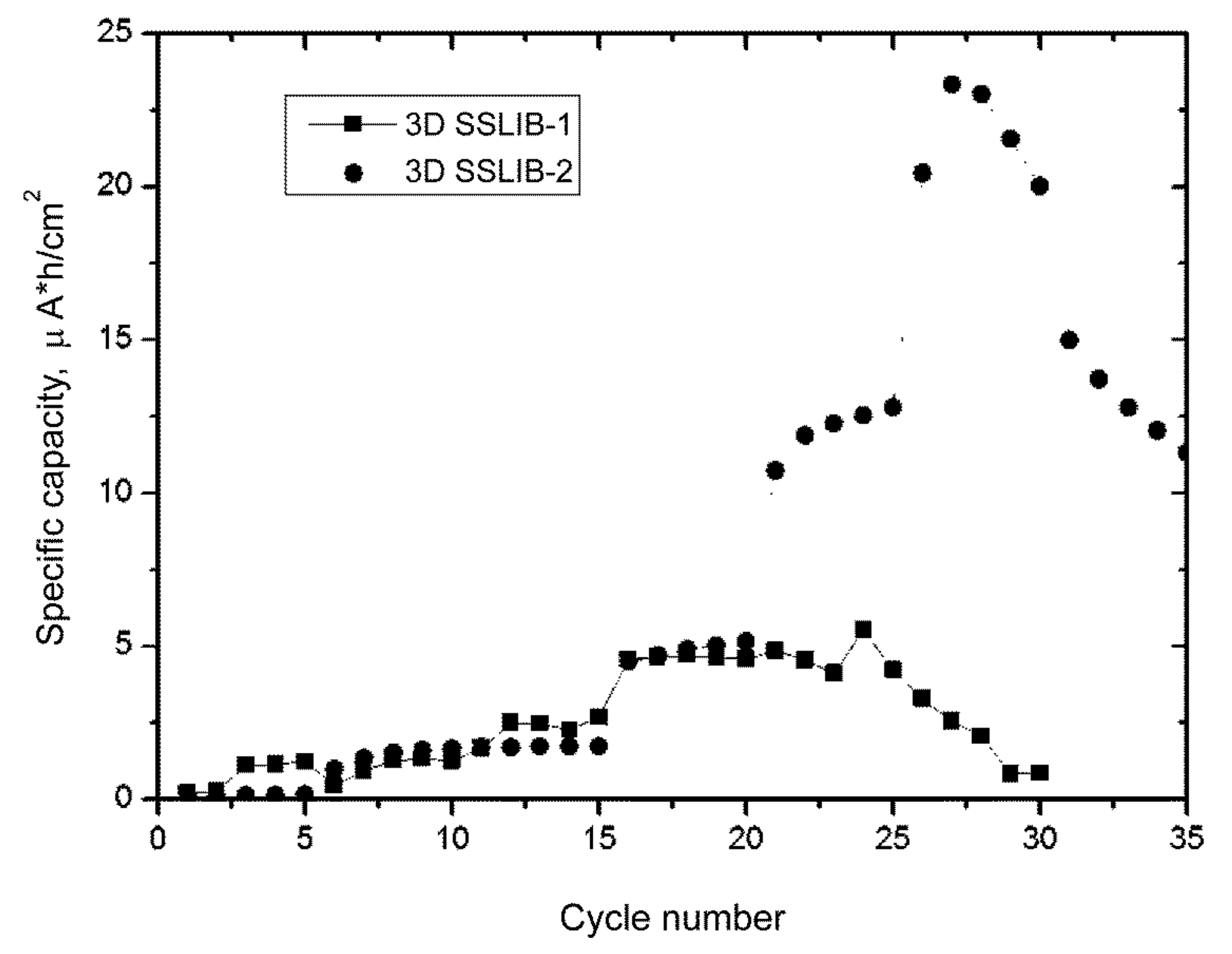
3.1. The Electrochemical Behavior of 3D SSLIBs
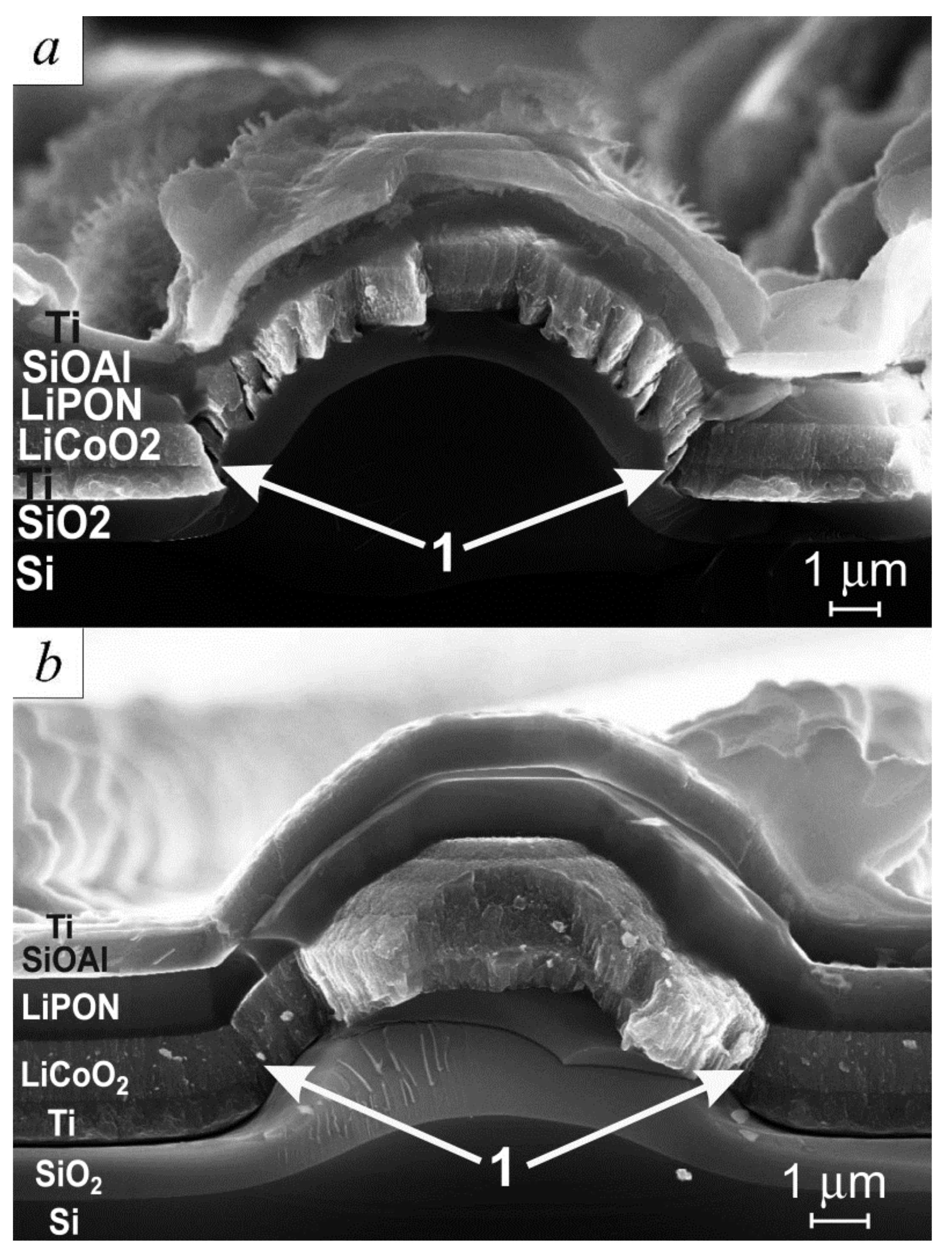
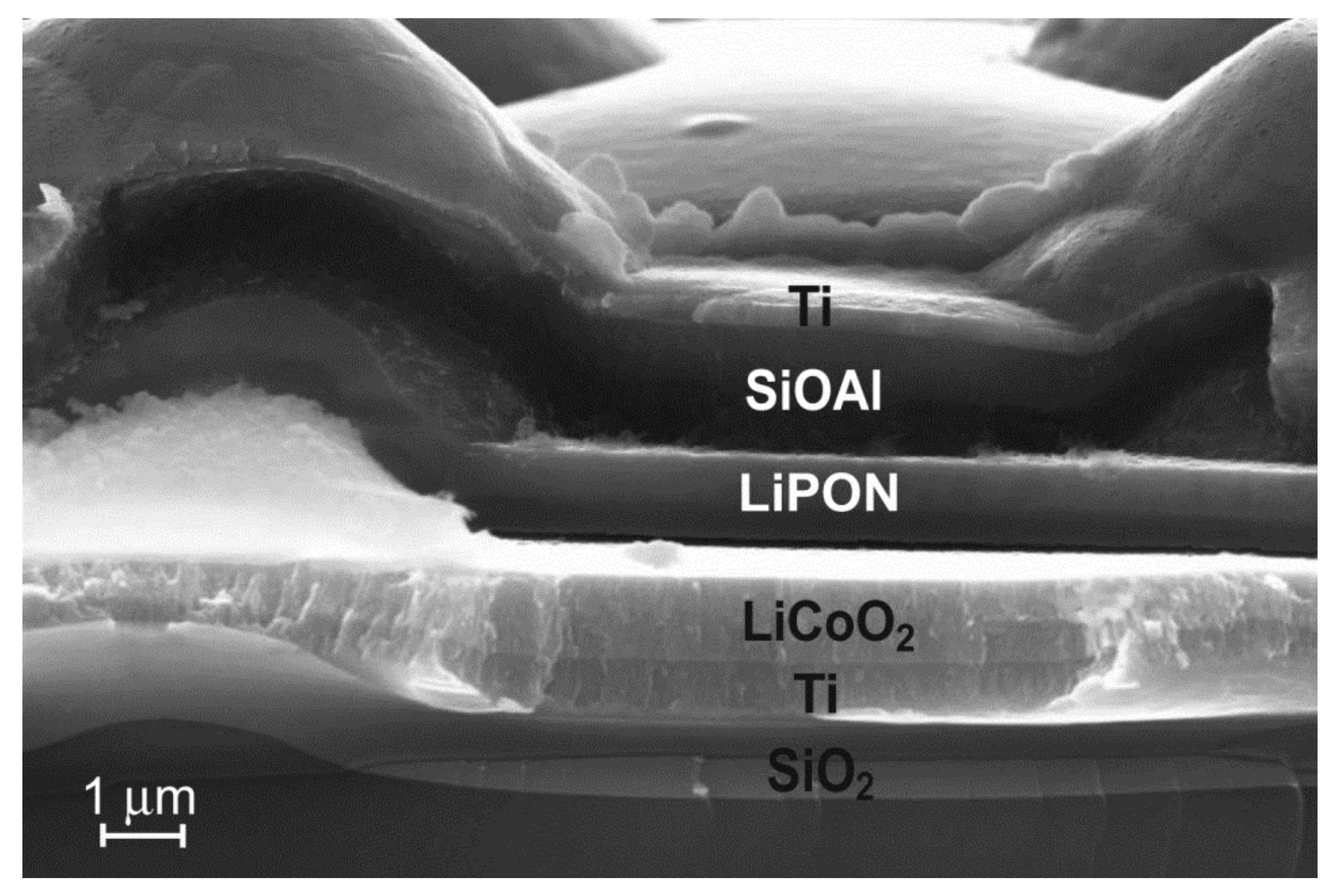
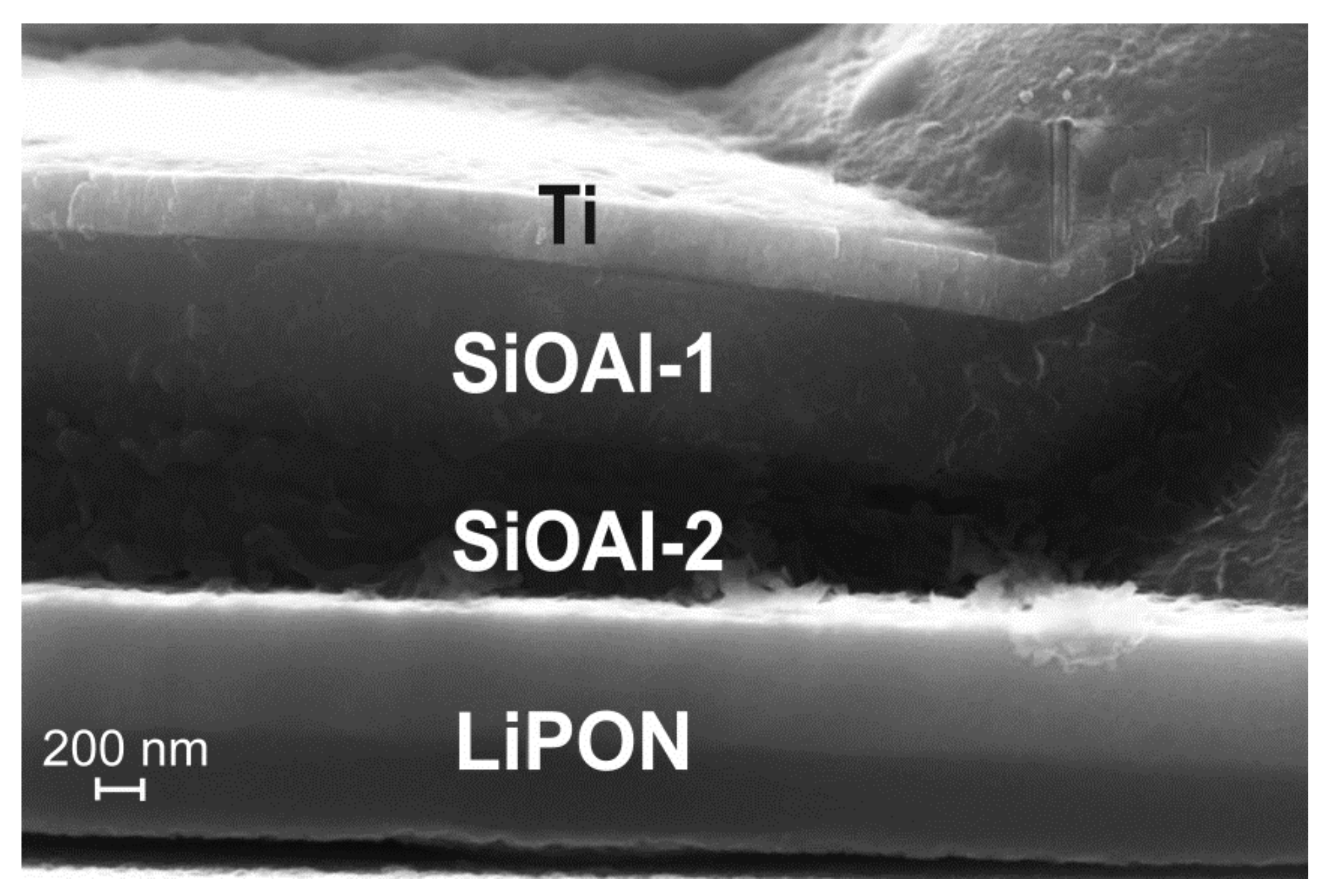
3.2. Effect of 3D Substrate Relief on SSLIB Functional Layers Morphology
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sun, C.; Liu, J.; Gong, Y.; Wilkinson, D.P.; Zhang, J. Recent advances in all-solid-state rechargeable lithium batteries. Nano Energy 2017, 33, 363–386. [Google Scholar] [CrossRef] [Green Version]
- Patil, A.; Patil, V.; Shin, D.W.; Choi, J.-W.; Paik, D.-S.; Yoon, S.-J. Issue and challenges facing rechargeable thin film lithium batteries. Mat. Res. Bull. 2008, 43, 1913–1942. [Google Scholar] [CrossRef]
- Souquet, J.L.; Duclot, M. Thin film lithium batteries. Solid State Ion. 2002, 148, 375–379. [Google Scholar] [CrossRef]
- Bates, J.B.; Dudney, N.J.; Neudecker, B.; Ueda, A.; Evans, C.D. Thin-film lithium and lithium-ion batteries. Solid State Ion. 2000, 135, 33−45. [Google Scholar] [CrossRef]
- Jones, S.D.; Akridge, J.R. Thin film rechargeable Li batteries. Solid State Ion. 1994, 69, 357–368. [Google Scholar] [CrossRef]
- Dudney, N.J. Thin film micro-batteries. Electrochem. Soc. Interface 2008, 3, 44−48. [Google Scholar]
- Mendoza, N.F. Flexible Battery Market to Hit $500 Million in 2030 [Electronic Resource]/N.F. Mendoza//TechRepublic. Available online: www.techrepublic.com/article/flexible-battery-market-to-hit-500-million-in-2030 (accessed on 12 October 2020).
- Cymbet.com. 2021. Available online: https://www.cymbet.com/wp-content/uploads/2019/02/DS-72-41-v6.pdf (accessed on 9 April 2021).
- Yue, C.; Li, J.; Lin, L. Fabrication of Si-based three-dimensional microbatteries: A review. Front. Mech. Eng. 2017, 12, 459–476. [Google Scholar] [CrossRef] [Green Version]
- Moitzheim, S.; Put, B.; Vereecken, P. Advances in 3D Thin-Film Li-Ion Batteries. Adv. Mater. Interfaces 2019, 1900805, 1–17. [Google Scholar] [CrossRef]
- Talin, A.A.; Ruzmetov, D.; Kolmakov, A.; McKelvey, K.; Ware, N.; El Gabaly, F.; Dunn, B.; White, H.S. Fabrication, Testing and Simulation of All Solid State Three Dimensional Li-ion Batteries. ACS Appl. Mater. Interfaces 2016, 47, 32385–32391. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wu, B.; Kumar, A.; Pamarthy, S. High aspect ratio silicon etch: A review. J. Appl. Phys. 2010, 108, 051101. [Google Scholar] [CrossRef]
- Rudy, A.C.; Morozov, O.V.; Kurbatov, S.V. A Modernized Bosch Etching Process for the Formationof Tapered Structures on a Silicon Surface. J. Surf. Investig. 2021, 3, 461–466. [Google Scholar] [CrossRef]
- O’Neill, F.T.; Sheridan, J.T. Photoresist reflow method of microlens production Part I: Background and experiments. Optik 2002, 113, 1–13. [Google Scholar] [CrossRef]
- Pukhov, D.E.; Lapteva, A.A. Taking into Account the Surface Roughness in the Electron-Probe Energy-Dispersive Analysis of Powder Materials. J. Surf. Investig. 2020, 14, 889–898. [Google Scholar] [CrossRef]
- Lacivita, V.; Westover, A.S.; Kercher, A.; Phillip, N.D.; Yang, G.; Veith, G.; Ceder, G.; Dudney, N.J. Resolving the Amorphous Structure of Lithium Phosphorus Oxynitride (Lipon). J. Am. Chem. Soc. 2018, 140, 11029–11038. [Google Scholar] [CrossRef] [PubMed]
- Mironenko, A.A.; Fedorov, I.S.; Rudy, A.S.; Andreev, V.N.; Gryzlov, D.Y.; Kulova, T.L.; Skundin, A.M. Charge–discharge performances of the Si–O–Al electrodes. Mon. Chem.—Chem. Mon. 2019, 150, 1753–1759. [Google Scholar] [CrossRef]
- Hausbrand, R.; Cherkashinin, G.; Ehrenberg, H.; Gröting, M.; Albe, K.; Hess, C.; Jaegermann, W. Fundamental degradation mechanisms of layered oxide Li-ion battery cathode materials: Methodology, insights and novel approaches. Mater. Sci. Eng. B 2015, 192, 3–25. [Google Scholar] [CrossRef]
- Oura, K.; Katayama, M.; Zotov, A.V.; Lifshits, V.G.; Saranin, A.A. Surface Science: An Introduction; Springer: Berlin/Heidelberg, Germany, 2010; pp. 357–387. [Google Scholar]
- Ping, W.; Yang, C.; Bao, Y.; Wang, C.; Xie, H.; Hitz, E.; Cheng, J.; Li, T.; Hu, L. A silicon anode for garnet-based all-solid-state batteries: Interfaces and nanomechanics. Energy Storage Mater. 2019, 21, 246–252. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Functional Layers | Heating, °C | Pressure, Pa | Gas 1 Flow, sccm | Gas 2 Flow, sccm | RF Power, W | Time Deposition, min | Thicknesses of Layers *, μm |
|---|---|---|---|---|---|---|---|
| Ti | - | 0.2 | Ar = 20 | - | 300 | 30 | 0.6 |
| LiCoO2 | 200 | 0.8 | Ar = 20 | O2 = 5 | 200 | 220 | 0.9 |
| LiPON | - | 0.2 | - | N2 = 18.6 | 150 | 180 | 1.0 |
| Si-O-Al | - | 0.18 | Ar = 20 | O2 = 0.6 | 400 | 16 | 0.75 |
| Ti | - | 0.2 | Ar = 20 | - | 300 | 10 | 0.2 |
| Layer | Chemical Element | Weight % | Weight %, Error | Atomic % | |||
|---|---|---|---|---|---|---|---|
| 13 March 2021 | 10 April 2021 | 13 March 2021 | 10 April 2021 | 13 March 2021 | 10 April 2021 | ||
| LiCoO2 | OKα | 32.78 | 35.40 | 0.15 | 0.16 | 64.13 | 66.79 |
| CoLα | 67.22 | 64.60 | 0.44 | 0.45 | 35.87 | 33.21 | |
| LiPON | NKα | 7.08 | 7.99 | 0.19 | 0.21 | 9.91 | 11.14 |
| OKα | 52.76 | 52.07 | 0.18 | 0.19 | 64.67 | 63.65 | |
| PKα | 40.16 | 39.94 | 0.18 | 0.19 | 25.42 | 25.21 | |
| Si-O-Al | OKα | 19.60 | 0.13 | 28.86 | |||
| AlKα | 19.43 | 0.10 | 16.96 | ||||
| SiKα | 62.46 | 0.19 | 52.39 | ||||
| ArKα | 3.03 | 0.12 | 1.79 | ||||
| Current, μA | 3D SSLIB-1 | 3D SSLIB-2 | ||||||
|---|---|---|---|---|---|---|---|---|
| Cycle Number | Charg. Time or Poten. Window | Spec. Cap., μA∙h/cm2 | Coulombic Eff., % | Cycle Number | Charg. Time or Poten. Window | Spec. Cap., μA∙h/cm2 | Coulombic Efficiency | |
| 5 | 1–5 | 1 h | 1.2 | 1–5 | 10 m | 0.5 | - | |
| 5 | 6–10 | 1 h | 1.7 | 6–10 | 1 h | 1.8 | - | |
| 5 | 11–15 | 1 h | 3.5 | 11–15 | 2 h | 1.9 | - | |
| 15 | 16–20 | 1 h | 5.5 | 16–20 | 1 h, 0–3.3 V | 5.6 | 95 | |
| 35 | 21–23 | 2–4 V | 5.3 | 81 | 21–25 | 0–3.6 V | 11.9 | 93 |
| 35 | 24–30 | 2–4.5 V | 2.2 | 74 | 26–30 | 2–4 V | 20–23 | 91 |
| 70 | - | - | - | - | 31–35 | 2–4 V | 15–11.3 | 81 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kurbatov, S.; Mironenko, A.; Naumov, V.; Skundin, A.; Rudy, A. Effect of the Etching Profile of a Si Substrate on the Capacitive Characteristics of Three-Dimensional Solid-State Lithium-Ion Batteries. Batteries 2021, 7, 65. https://doi.org/10.3390/batteries7040065
Kurbatov S, Mironenko A, Naumov V, Skundin A, Rudy A. Effect of the Etching Profile of a Si Substrate on the Capacitive Characteristics of Three-Dimensional Solid-State Lithium-Ion Batteries. Batteries. 2021; 7(4):65. https://doi.org/10.3390/batteries7040065
Chicago/Turabian StyleKurbatov, Sergei, Alexander Mironenko, Victor Naumov, Alexander Skundin, and Alexander Rudy. 2021. "Effect of the Etching Profile of a Si Substrate on the Capacitive Characteristics of Three-Dimensional Solid-State Lithium-Ion Batteries" Batteries 7, no. 4: 65. https://doi.org/10.3390/batteries7040065
APA StyleKurbatov, S., Mironenko, A., Naumov, V., Skundin, A., & Rudy, A. (2021). Effect of the Etching Profile of a Si Substrate on the Capacitive Characteristics of Three-Dimensional Solid-State Lithium-Ion Batteries. Batteries, 7(4), 65. https://doi.org/10.3390/batteries7040065