Design Considerations for Fast Charging Lithium Ion Cells for NMC/MCMB Electrode Pairs




Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
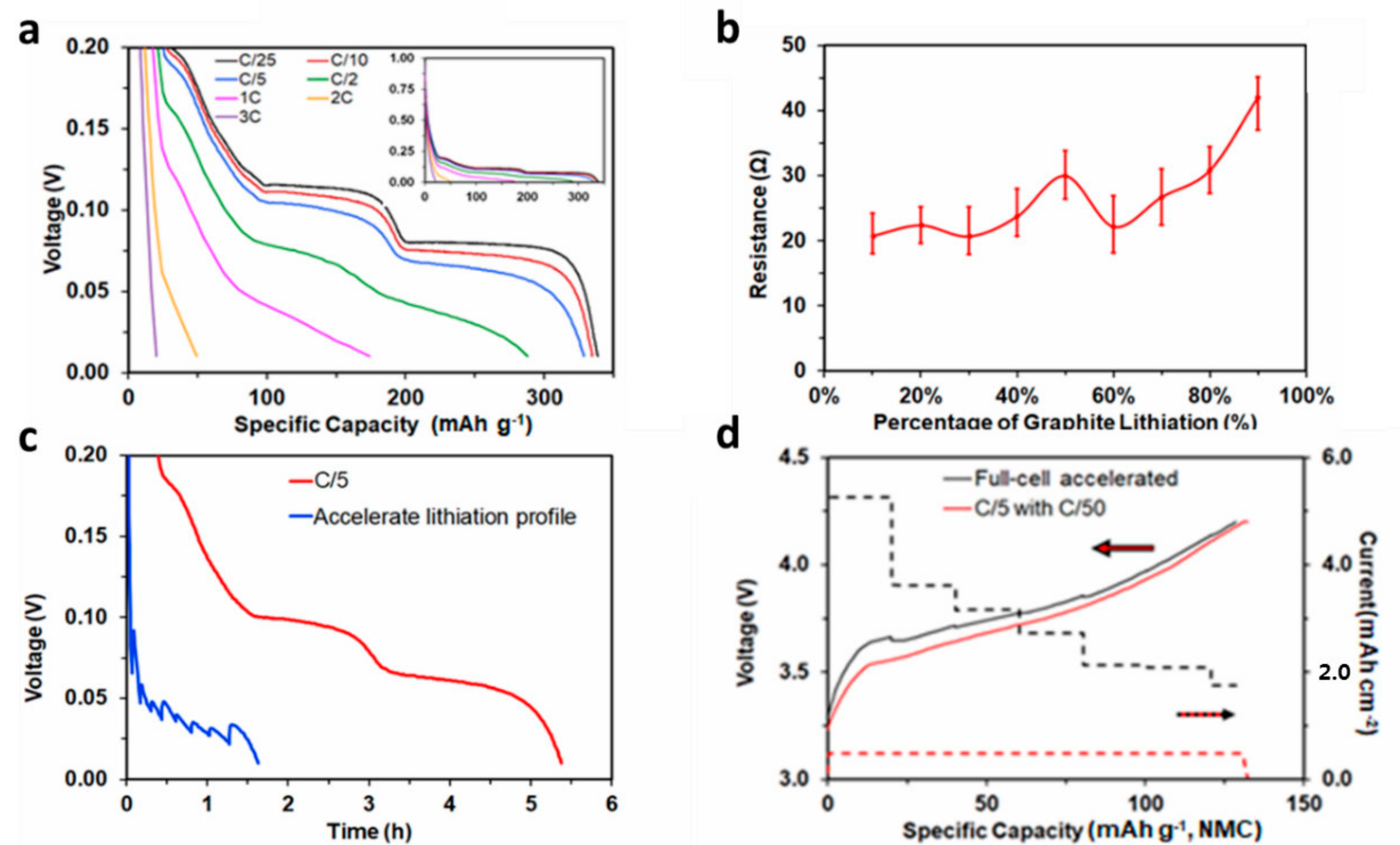
3.1. Accelerated Lithium Ion Charge Procedure from Half-Cell Performance
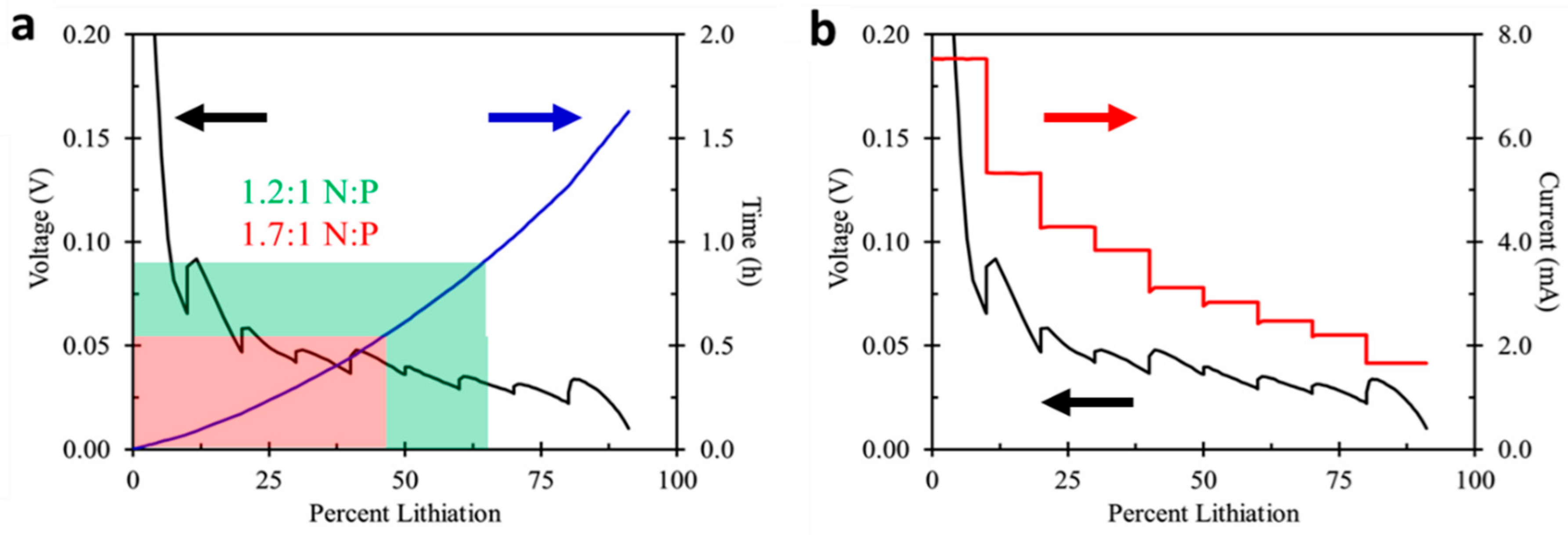
3.2. Theoretical Impact of Matching Ratio on Negative Electrode Utilization
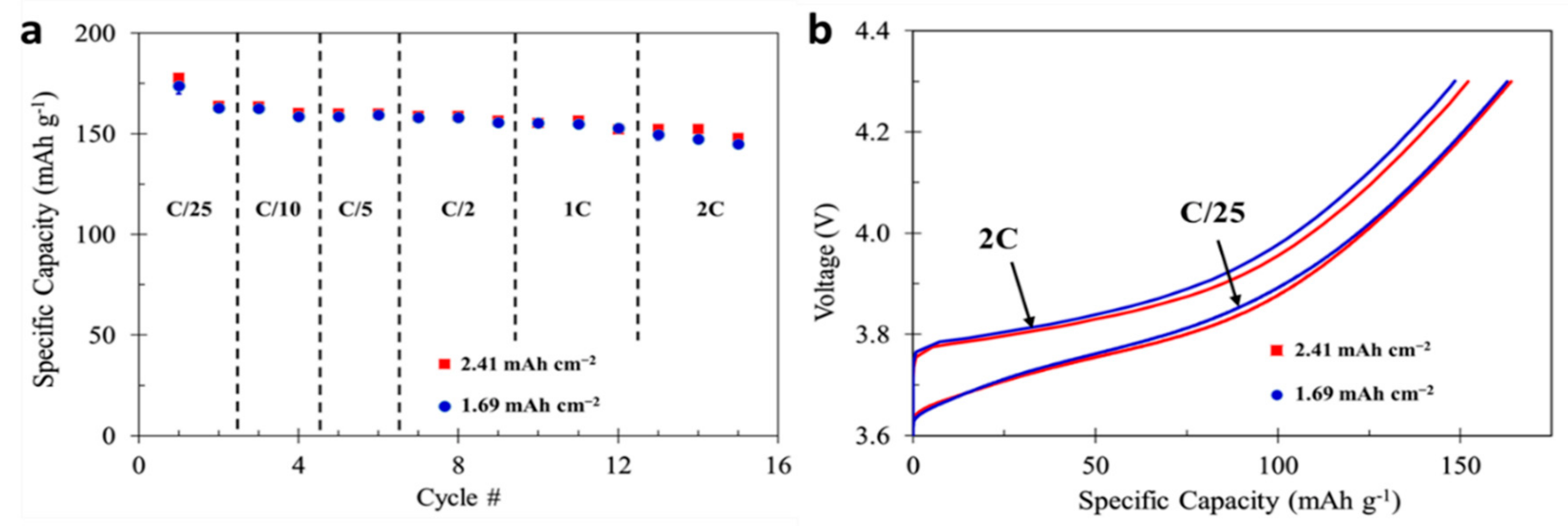
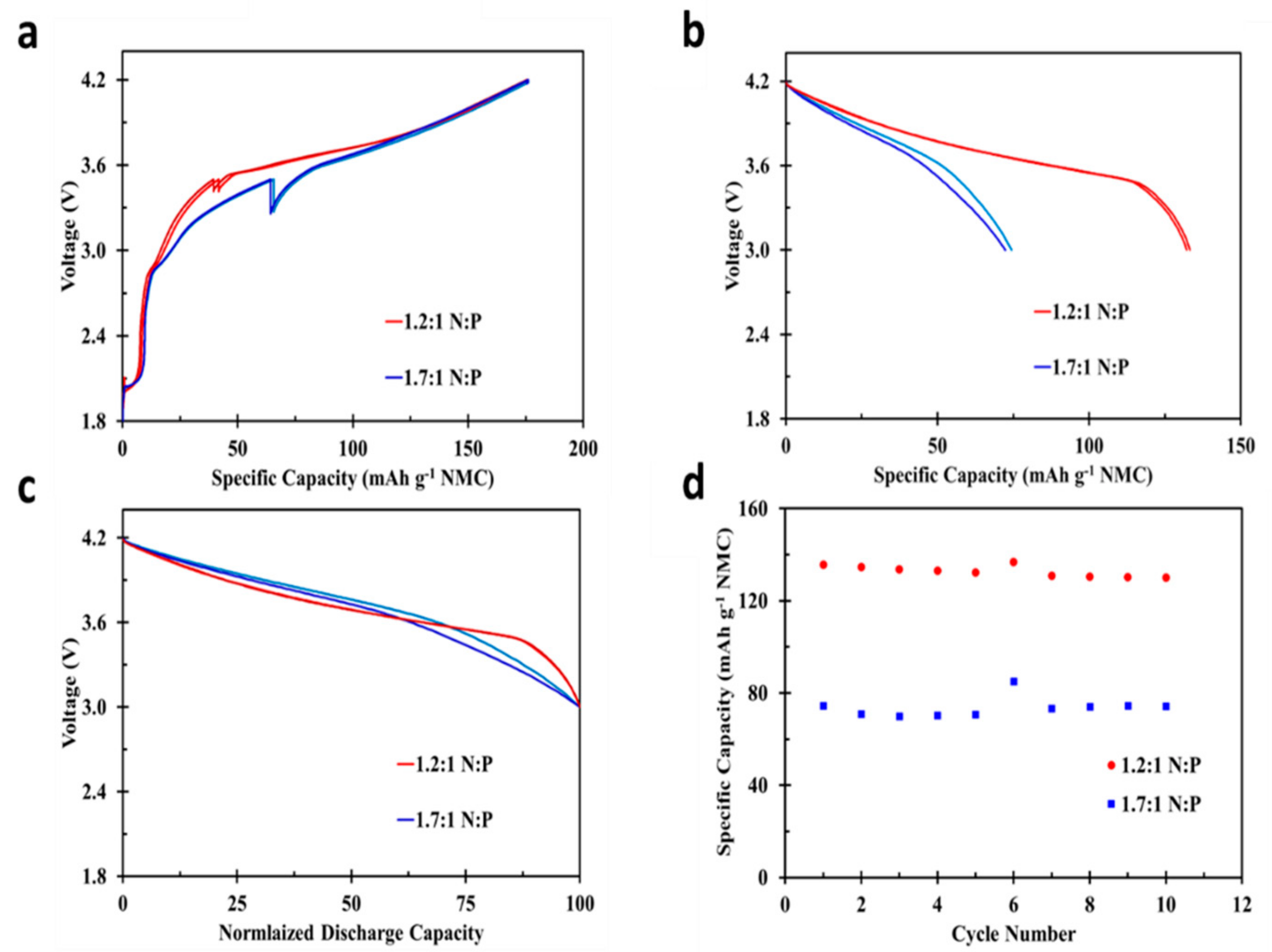
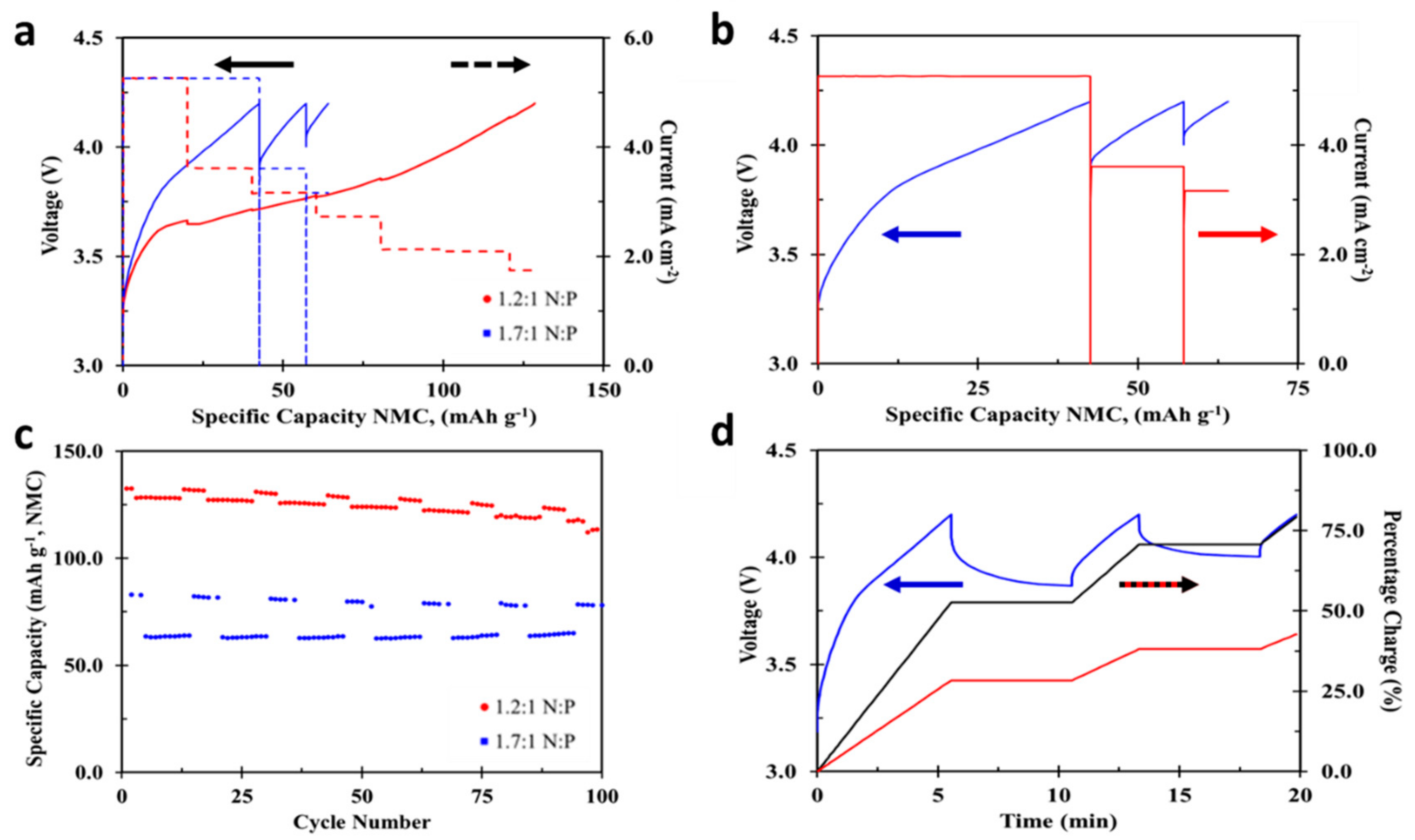
3.3. Cell Design vs. Cell Performance
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Lu, L.; Han, X.; Li, J.; Hua, J.; Ouyang, M. A review on the key issues for lithium-Ion battery management in electric vehicles. J. Power Sources 2013, 226, 272–288. [Google Scholar] [CrossRef]
- Ahmed, S.; Bloom, I.; Jansen, A.N.; Tanim, T.; Dufek, E.J.; Pesaran, A.; Burnham, A.; Carlson, R.B.; Dias, F.; Hardy, K.; et al. Enabling fast charging–A battery technology gap assessment. J. Power Sources 2017, 367, 250–262. [Google Scholar] [CrossRef]
- Zheng, Y.; Dong, Z.Y.; Xu, Y.; Meng, K.; Zhao, J.H.; Qiu, J. Electric Vehicle Battery Charging/Swap Stations in Distribution Systems: Comparison Study and Optimal Planning. IEEE Trans. Power Syst. 2014, 29, 221–229. [Google Scholar] [CrossRef]
- Wu, H.H.; Gilchrist, A.; Sealy, K.; Israelsen, P.; Muhs, J. A review on inductive charging for electric vehicles. In Proceedings of the 2011 IEEE International Electric Machines Drives Conference (IEMDC), Niagara Falls, ON, Canada, 15‒18 May 2011; pp. 143–147. [Google Scholar]
- Kim, N.; Chae, S.; Ma, J.; Ko, M.; Cho, J. Fast-Charging high-Energy lithium-Ion batteries via implantation of amorphous silicon nanolayer in edge-Plane activated graphite anodes. Nat. Commun. 2017, 8, 812. [Google Scholar] [CrossRef] [PubMed]
- Anseán, D.; Dubarry, M.; Devie, A.; Liaw, B.Y.; García, V.M.; Viera, J.C.; González, M. Fast charging technique for high power LiFePO 4 batteries: A mechanistic analysis of aging. J. Power Sources 2016, 321, 201–209. [Google Scholar] [CrossRef]
- Park, C.-K.; Zhang, Z.; Xu, Z.; Kakirde, A.; Kang, K.; Chai, C.; Au, G.; Cristo, L. Variables study for the fast charging lithium ion batteries. J. Power Sources 2007, 165, 892–896. [Google Scholar] [CrossRef]
- Buqa, H.; Goers, D.; Holzapfel, M.; Spahr, M.E.; Novák, P. High Rate Capability of Graphite Negative Electrodes for Lithium-Ion Batteries. J. Electrochem. Soc. 2005, 152, A474–A481. [Google Scholar] [CrossRef]
- Takami, N.; Satoh, A.; Hara, M.; Ohsaki, T. Rechargeable Lithium-Ion Cells Using Graphitized Mesophase-Pitch-Based Carbon Fiber Anodes. J. Electrochem. Soc. 1995, 142, 2564–2571. [Google Scholar] [CrossRef]
- Besenhard, J.O.; Winter, M.; Yang, J.; Biberacher, W. Filming mechanism of lithium-Carbon anodes in organic and inorganic electrolytes. J. Power Sources 1995, 54, 228–231. [Google Scholar] [CrossRef]
- de Jongh, P.E.; Notten, P.H.L. Effect of current pulses on lithium intercalation batteries. Solid State Ionics 2002, 148, 259–268. [Google Scholar] [CrossRef]
- Avery, N.R.; Black, K.J. Kinetic analysis of capacity fade in lithium/coke half-Cells. J. Power Sources 1997, 68, 191–194. [Google Scholar] [CrossRef]
- Arora, P.; White, R.E.; Doyle, M. Capacity fade mechanisms and side reactions in lithium-ion batteries. J. Electrochem. Soc. 1998, 145, 3647–3667. [Google Scholar] [CrossRef]
- Broussely, M.; Herreyre, S.; Biensan, P.; Kasztejna, P.; Nechev, K.; Staniewicz, R.J. Aging mechanism in Li ion cells and calendar life predictions. J. Power Sources 2001, 97–98, 13–21. [Google Scholar] [CrossRef]
- Bugga, R.V.; Smart, M.C. Lithium Plating Behavior in Lithium-Ion Cells. ECS Trans. 2010, 25, 241–252. [Google Scholar] [CrossRef]
- Uhlmann, C.; Illig, J.; Ender, M.; Schuster, R.; Ivers-Tiffée, E. In situ detection of lithium metal plating on graphite in experimental cells. J. Power Sources 2015, 279, 428–438. [Google Scholar] [CrossRef]
- Anseán, D.; García, V.M.G.; González, M.; Viera, J.C.; Antón, J.C.Á.; Blanco, C.D. Efficient fast-Charging strategies for Li-Ion batteries. In Proceedings of the Efficient Fast-Charging Strategies for Li-Ion Batteries, Goyang, Korea, 3‒6 May 2015. [Google Scholar]
- Libich, J.; Sedlarikova, M.; Vondrák, J.; Máca, J.; Čudek, P.; Fíbek, M.; Chekannikov, A.; Artner, W.; Fafilek, G. Performance of Graphite Negative Electrode in Lithium-Ion Battery Depending upon the Electrode Thickness. ECS Trans. 2018, 87, 3–13. [Google Scholar] [CrossRef]
- Yang, X.-G.; Zhang, G.; Ge, S.; Wang, C.-Y. Fast charging of lithium-Ion batteries at all temperatures. Proc. Natl. Acad. Sci. USA 2018, 115, 7266–7271. [Google Scholar] [CrossRef]
- Amietszajew, T.; McTurk, E.; Fleming, J.; Bhagat, R. Understanding the limits of rapid charging using instrumented commercial 18650 high-energy Li-Ion cells. Electrochimica Acta 2018, 263, 346–352. [Google Scholar] [CrossRef]
- Yourey, W.; Fu, Y.; Li, N.; Battaglia, V.; Tong, W. Determining Accelerated Charging Procedure from Half Cell Characterization. J. Electrochem. Soc. 2019, 166, A1432–A1438. [Google Scholar] [CrossRef]
- Xue, R.; Huang, H.; Li, G.; Chen, L. Effect of cathodeanode mass ratio in lithium-Ion secondary cells. J. Power Sources 1995, 55, 111–114. [Google Scholar] [CrossRef]
- Wu, H.M.; Belharouak, I.; Deng, H.; Abouimrane, A.; Sun, Y.-K.; Amine, K. Development of LiNi[sub 0.5]Mn[sub 1.5]O[sub 4]/Li[sub 4]Ti[sub 5]O[sub 12] System with Long Cycle Life. J. Electrochem. Soc. 2009, 156, A1047. [Google Scholar] [CrossRef]
- Srinivasan, V.; Newman, J. Design and optimization of a natural graphite/iron phosphate lithium-ion cell. J. Electrochem. Soc. 2004, 151, A1530–A1538. [Google Scholar] [CrossRef]
- Son, B.; Ryou, M.-H.; Choi, J.; Kim, S.-H.; Ko, J.M.; Lee, Y.M. Effect of cathode/anode area ratio on electrochemical performance of lithium-ion batteries. J. Power Sources 2013, 243, 641–647. [Google Scholar] [CrossRef]
- Kim, C.S.; Jeong, K.M.; Kim, K.; Yi, C.W. Effects of capacity ratios between anode and cathode on electrochemical properties for lithium polymer batteries. Electrochimica Acta 2015, 155, 431–436. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Positive Electrode Loading (mg cm−2) | Negative Electrode Loading (mg cm−2) | Cell (N:P) Reversible Capacity Ratio | Cell Design Capacity (Ah) | Cell Thickness (mm) | Voltage Range (V) | Cell Energy (Wh) (Nominal Voltage, V) | Electrode Pairs | |
|---|---|---|---|---|---|---|---|---|
| 1 | 17.4 | 11.0 | 1.2 | 2.31 | 5.12 | 4.20–3.00 | 8.54 (3.70) | 11 |
| 2 | 17.4 | 11.0 | 1.2 | 2.31 | 5.12 | 4.20–3.70 | 4.56 (3.95) | 11 |
| 3 | 17.4 | 11.0 | 1.2 | 2.31 | 5.12 | 3.70–3.00 | 3.86 (3.35) | 11 |
| 4 | 12.4 | 11.0 | 1.7 | 1.80 | 5.03 | 4.20–3.00 | 6.66 (3.70) | 13 |
| Negative Electrode Lithiation Rate | |||||
|---|---|---|---|---|---|
| Cell N:P | C/10 | C/5 | C/2 | 1C | 2C |
| 1.2:1 | ~C/8 | ~C/4 | ~C/1.7 | ~1.2C | ~2.4C |
| 1.7:1 | ~C/6 | ~C/3 | ~C/1.2 | ~1.7C | ~3.4C |
| Step | Current (mAh cm−2) | Negative % Lithiation | 1.2:1 (N:P) % Charge | 1.7:1 (N:P) % Charge |
|---|---|---|---|---|
| 1 | 5.26 | 10% | 12% (2.2C) | 17% (3.1C) |
| 2 | 3.61 | 20% | 24% (1.5C) | 34% (2.1C) |
| 3 | 3.16 | 30% | 36% (1.3C) | 51% (1.9C) |
| 4 | 2.73 | 40% | 48% (1.1C) | 68% (1.6C) |
| 5 | 2.13 | 50% | 61% (0.9C) | >80% SOC (1.3C) |
| 6 | 2.09 | 60% | 73% (0.9C) | |
| 7 | 1.75 | 70% | >80% SOC (0.7C) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yourey, W.; Fu, Y.; Li, N.; Battaglia, V.; Tong, W. Design Considerations for Fast Charging Lithium Ion Cells for NMC/MCMB Electrode Pairs. Batteries 2021, 7, 4. https://doi.org/10.3390/batteries7010004
Yourey W, Fu Y, Li N, Battaglia V, Tong W. Design Considerations for Fast Charging Lithium Ion Cells for NMC/MCMB Electrode Pairs. Batteries. 2021; 7(1):4. https://doi.org/10.3390/batteries7010004
Chicago/Turabian StyleYourey, William, Yanbao Fu, Ning Li, Vincent Battaglia, and Wei Tong. 2021. "Design Considerations for Fast Charging Lithium Ion Cells for NMC/MCMB Electrode Pairs" Batteries 7, no. 1: 4. https://doi.org/10.3390/batteries7010004
APA StyleYourey, W., Fu, Y., Li, N., Battaglia, V., & Tong, W. (2021). Design Considerations for Fast Charging Lithium Ion Cells for NMC/MCMB Electrode Pairs. Batteries, 7(1), 4. https://doi.org/10.3390/batteries7010004