
Fermentation of Sweet Sorghum (Sorghum bicolor L. Moench) Using Immobilized Yeast (Saccharomyces cerevisiae) Entrapped in Calcium Alginate Beads



Abstract
1. Introduction
2. Materials and Methods
2.1. Chemicals and Reagents
2.2. Experimental Methodology
3. Results
3.1. Determination of the Optimum Fermentation Conditions
3.1.1. Optimum Concentration (% w/v) of the Sodium Alginate in Terms of Yield of Ethanol
3.1.2. Determination of the Optimum Fermentation Period
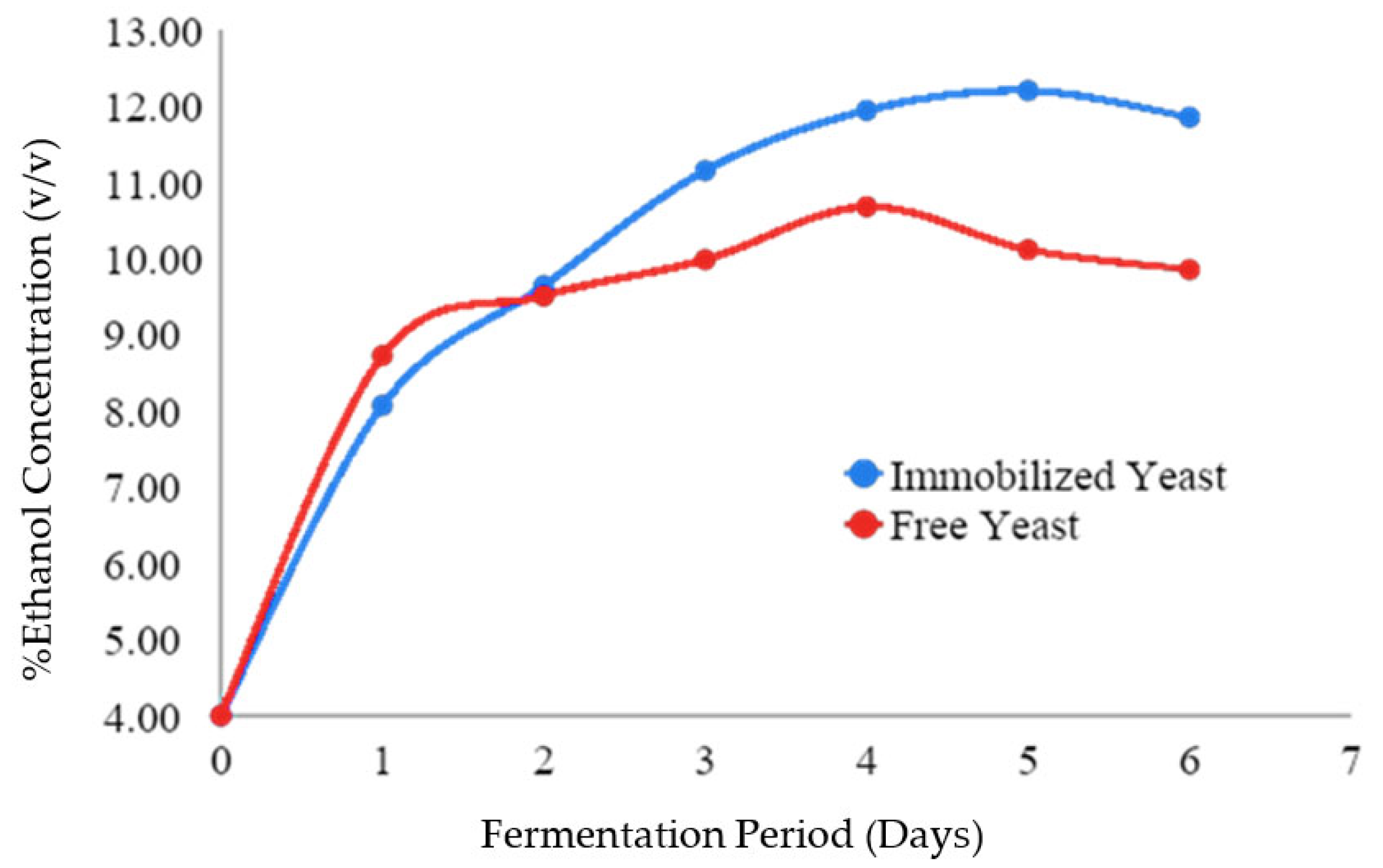
3.2. Comparison of Ethanol Yield and Percent Conversion between Free Yeast and Immobilized Yeast
3.2.1. Comparison between Free Yeast and Immobilized Yeast in Terms of Percent Conversion
3.2.2. Comparison between Free Yeast and Immobilized Yeast in Terms of Ethanol Yield
3.3. Investigation on the Reusability of Calcium Alginate Beads Using the Optimum Sodium Alginate Concentration and Optimum Fermentation Period
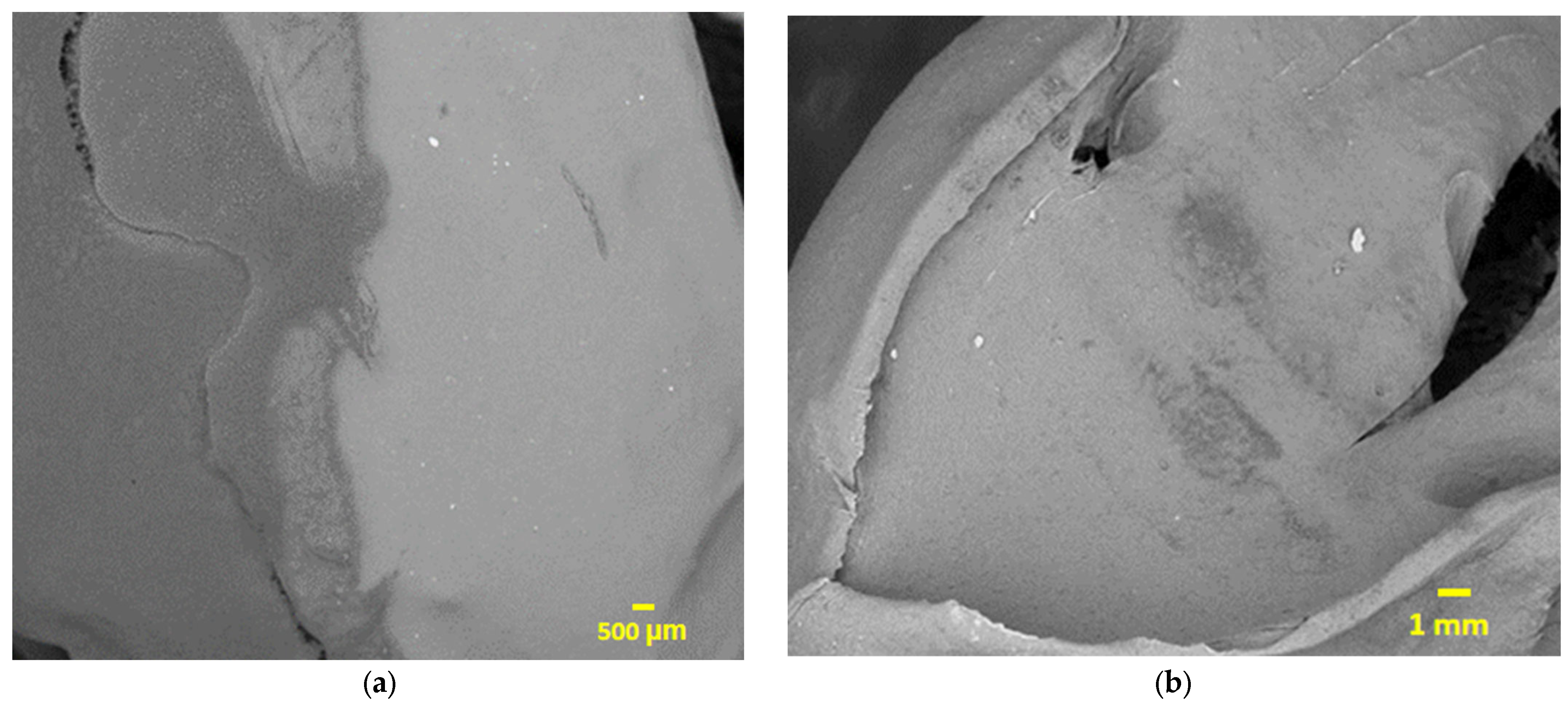
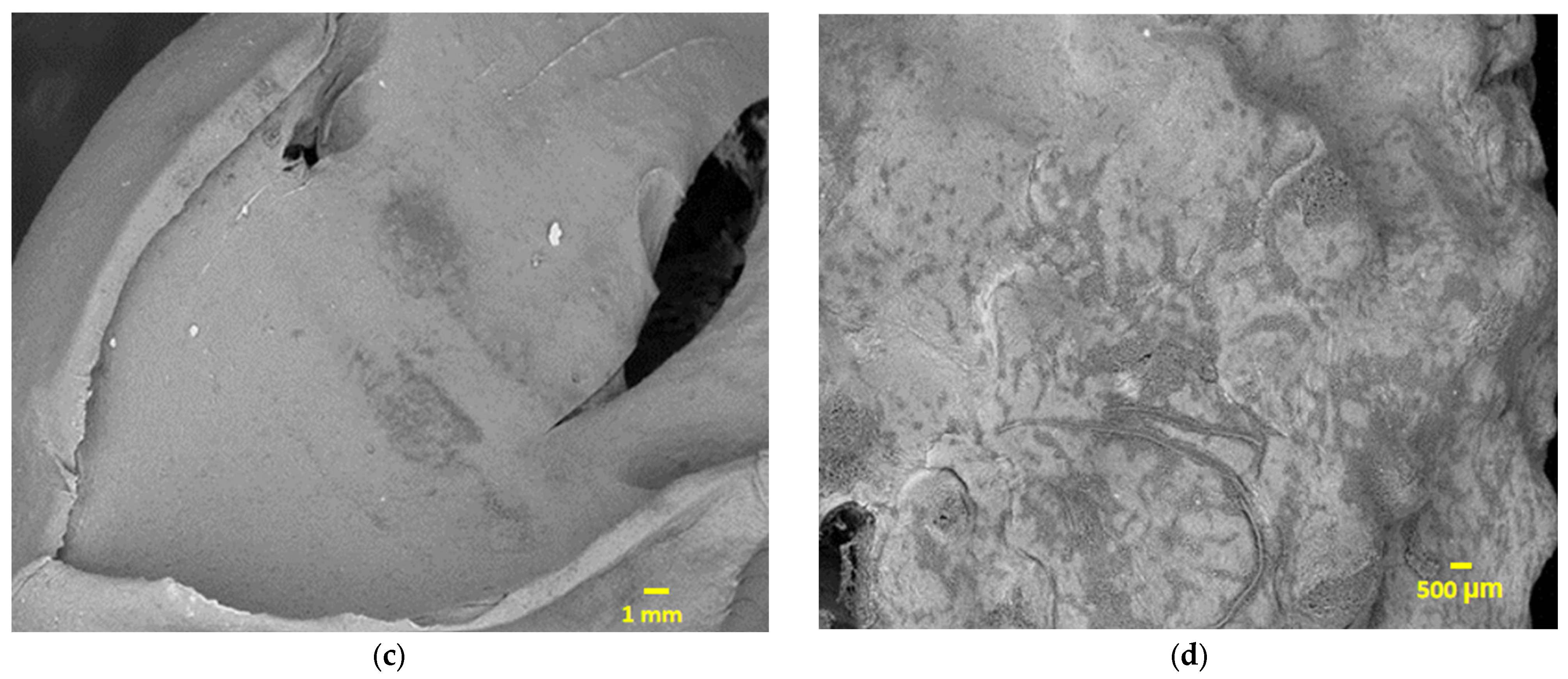
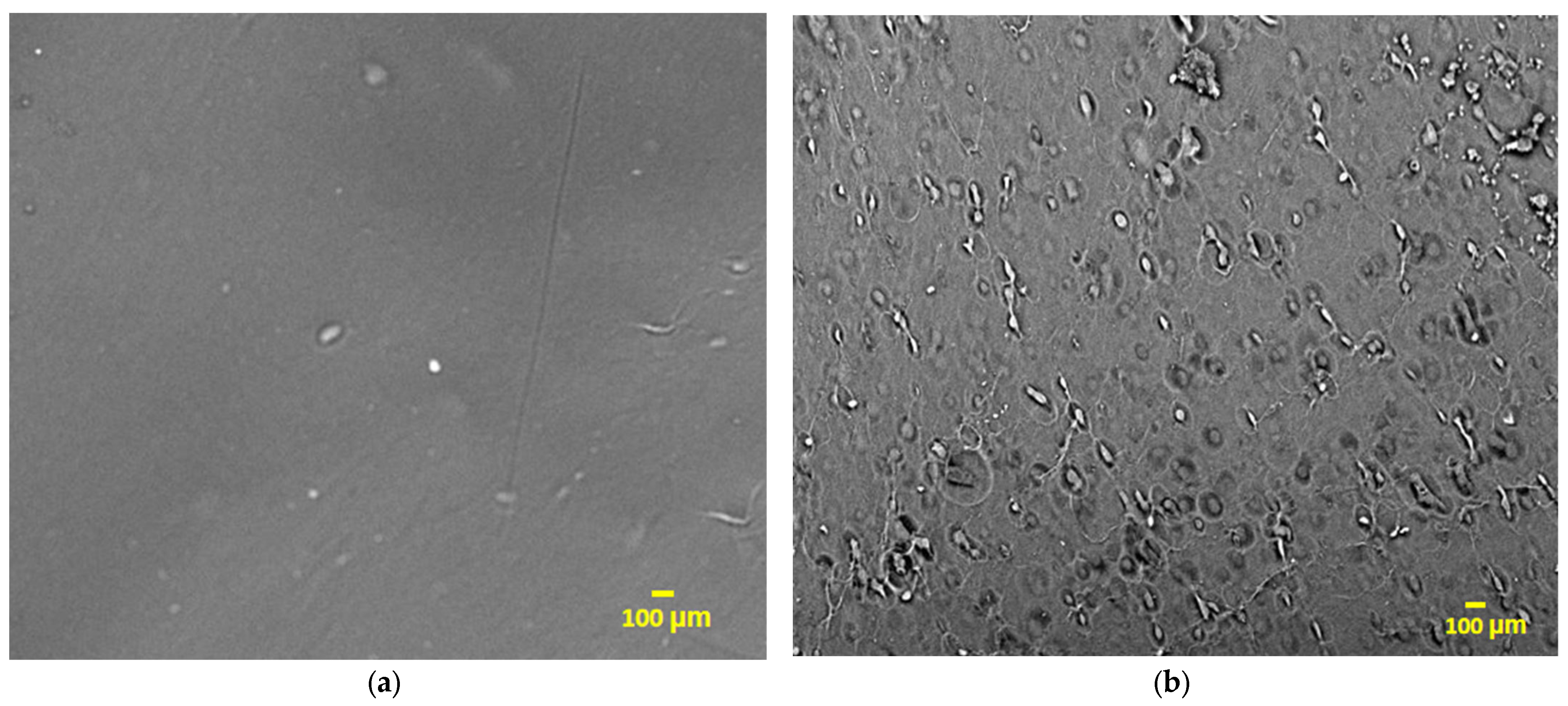
3.4. SEM Images of Calcium Alginate Beads Utilized for Immobilization of Yeast for the Fermentation Process
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Matsui, E.A.; Kryukova, E.V. Energy security is an important component of national security. SHS Web Conf. 2021, 110, 01049. [Google Scholar] [CrossRef]
- Choi, A.E.S.; Roces, S.A.; Dugos, N.P.; Wan, M.-W.W. Parametric Screening Analysis for the Oxidative Desulfurization of Diesel Oil. Chem. Eng. Trans. 2021, 88, 91–96. [Google Scholar] [CrossRef]
- Mohd Azhar, S.H.; Abdulla, R.; Jambo, S.A.; Marbawi, H.; Gansau, J.A.; Mohd Faik, A.A.; Rodrigues, K.F. Yeasts in sustainable bioethanol production: A review. Biochem. Biophys. Rep. 2017, 10, 52–61. [Google Scholar] [CrossRef] [PubMed]
- Choi, A.E.S.; Roces, S.A.; Dugos, N.P.; Wan, M.W. Ultrasound assisted oxidative desulfurization: A comprehensive optimization analysis using untreated diesel oil. Comput. Chem. Eng. 2022, 166, 107965. [Google Scholar] [CrossRef]
- Mamuad, R.Y.; Racuya, J.H.; Earvin, A.; Choi, S. Charcoal Briquette Production from Peanut (Arachis hypogaea L.) Shells using Cornick Industry Wastewater as Binder through a Torrefaction Process. Chem. Eng. Trans. 2022, 94, 1183–1188. [Google Scholar] [CrossRef]
- Mamuad, R.Y.; Pascual, M.F.T.; Choi, A.E.S. Development of a low-cost dispenser-type water filtration system. Clean. Responsible Consum. 2022, 7, 100085. [Google Scholar] [CrossRef]
- Mamuad, R.Y.; Caparanga, A.R.; Choi, A.E.S.; Lu, M.C. Remediation of oxalate in a homogeneous granulation process in the frame of crystallization. Chem. Eng. Commun. 2022, 209, 378–389. [Google Scholar] [CrossRef]
- Owusu, P.A.; Asumadu-Sarkodie, S. A review of renewable energy sources, sustainability issues and climate change mitigation. Cogent Eng. 2016, 3, 1167990. [Google Scholar] [CrossRef]
- Bušić, A.; Marđetko, N.; Kundas, S.; Morzak, G.; Belskaya, H.; Ivančić Šantek, M.; Komes, D.; Novak, S.; Šantek, B. Bioethanol Production from Renewable Raw Materials and Its Separation and Purification: A Review. Food Technol. Biotechnol. 2018, 56, 289–311. [Google Scholar] [CrossRef]
- Xiao, M.Z.; Sun, Q.; Hong, S.; Chen, W.J.; Pang, B.; Du, Z.Y.; Yang, W.B.; Sun, Z.; Yuan, T.Q. Sweet sorghum for phytoremediation and bioethanol production. J. Leather Sci. Eng. 2021, 3, 32. [Google Scholar] [CrossRef]
- Ariyajaroenwong, P.; Laopaiboon, P.; Laopaiboon, L. Improvement of batch and continuous ethanol fermentations from sweet sorghum stem juice in a packed bed bioreactor by immobilized yeast cells under microaeration. Bioresour. Technol. Rep. 2022, 17, 100908. [Google Scholar] [CrossRef]
- Alibuyog, C.; Demafelis, R.B.; Movillon, L.O.; Marco, R.; Calibo, S. Sweet sorghum: Food, feed, fodder and fuel crop. In Proceedings of the 1st Sweet Sorghum Summit and Plantation Showcase: Unmasking the Potential of Sweet Sorghum for a Competitive Business Enterprise, Bacolod, Plilippines, 1–3 June 2011; p. 19. [Google Scholar]
- Mathur, S.; Umakanth, A.V.; Tonapi, V.A.; Sharma, R.; Sharma, M.K. Sweet sorghum as biofuel feedstock: Recent advances and available resources. Biotechnol. Biofuels 2017, 10, 146. [Google Scholar] [CrossRef]
- Karagoz, P.; Bill, R.M.; Ozkan, M. Lignocellulosic ethanol production: Evaluation of new approaches, cell immobilization and reactor configurations. Renew. Energy 2019, 143, 741–752. [Google Scholar] [CrossRef]
- Tse, T.J.; Wiens, D.J.; Reaney, M.J.T. Production of Bioethanol—A Review of Factors Affecting Ethanol Yield. Fermentation 2021, 7, 268. [Google Scholar] [CrossRef]
- Singh, A.; Bishnoi, N.R. Optimization of ethanol production from microwave alkali pretreated rice straw using statistical experimental designs by Saccharomyces cerevisiae. Ind. Crops Prod. 2012, 37, 334–341. [Google Scholar] [CrossRef]
- Da Silva Fernandes, F.; De Souza, É.S.; Carneiro, L.M.; Alves Silva, J.P.; De Souza, J.V.B.; Da Silva Batista, J. Current Ethanol Production Requirements for the Yeast Saccharomyces cerevisiae. Int. J. Microbiol. 2022, 2022, 7878830. [Google Scholar] [CrossRef]
- Hermansyah, H.; Panagan, A.T.; Fatma, F.; Susilawati, S. Indigenous Yeast for Bioethanol Production. J. Phys. Conf. Ser. 2021, 1940, 012044. [Google Scholar] [CrossRef]
- Barik, J. Effect of immobilization on production of ethanol using yeast cells. Dep. Life Sci. Natl. Inst. Technol. 2014, 23. Available online: http://ethesis.nitrkl.ac.in/6233/1/412LS2033-14.pdf (accessed on 19 February 2023).
- Ivanova, V.; Petrova, P.; Hristov, J. Application in the Ethanol Fermentation of Immobilized Yeast Cells in Matrix of Alginate/Magnetic Nanoparticles, on Chitosan-Magnetite Microparticles and Cellulose-coated Magnetic Nanoparticles. Chem. Phys. 2011, 3, 289–299. [Google Scholar]
- Abdulla, R.; Ajak, W.A.; Hajar, S.; Derman, E. Stability Studies of Immobilized Saccharomyces cerevisiae in Calcium Alginate and Carrageenan Beads. Int. J. Health Med. 2017, 2. [Google Scholar] [CrossRef]
- Wang, J.; Chae, M.; Sauvageau, D.; Bressler, D.C. Improving ethanol productivity through self-cycling fermentation of yeast: A proof of concept. Biotechnol. Biofuels 2017, 10, 193. [Google Scholar] [CrossRef] [PubMed]
- Ndubuisi, I.A.; Qin, Q.; Liao, G.; Wang, B.; Moneke, A.N.; Ogbonna, J.C.; Jin, C.; Fang, W. Effects of various inhibitory substances and immobilization on ethanol production efficiency of a thermotolerant Pichia kudriavzevii. Biotechnol. Biofuels 2020, 13, 91. [Google Scholar] [CrossRef] [PubMed]
- Calinescu, I.; Corina, T.; Petre, C.; Adrian, T.; Elvira, A.; Ionescu, A.; Dima, R. Saccharomyces cerevisiae immobilization in polyacrylamide hydrogel obtained at low temperature. Rom. Biotechnol. Lett. 2012, 17, 7628–7638. [Google Scholar]
- Bickerstaff, G.F. Immobilization of Enzymes and Cells; Humana Press: Totowa, NJ, USA, 1997. [Google Scholar]
- Guisan, J.M. Immobilization of Enzymes and Cells IN Series Editor; Springer: Berlin/Heidelberg, Germany, 2013; Volume 1051, ISBN 9781627035491. [Google Scholar]
- Duarte, J.C.; Rodrigues, J.A.R.; Moran, P.J.S.; Valença, G.P.; Nunhez, J.R. Effect of immobilized cells in calcium alginate beads in alcoholic fermentation. AMB Express 2013, 3, 31. [Google Scholar] [CrossRef] [PubMed]
- Tang, P.D.P.; Le, V.V.M. Fermentation performance of free and immobilized yeast on cork (Sonneratia caseolaris) root—Application of immobilized yeast to repeated batch ethanol fermentation. Int. Food Res. J. 2013, 20, 1813–1817. [Google Scholar]
- Rakin, M.; Mojovic, L.; Nikolic, S.; Vukasinovic, M.; Nedovic, V. Bioethanol production by immobilized Sacharomyces cerevisiae var. ellipsoideus cells. Afr. J. Biotechnol. 2009, 8, 464–471. [Google Scholar]
- Liu, Q.; Zhao, N.; Zou, Y.; Ying, H.; Chen, Y. Feasibility of ethanol production from expired rice by surface immobilization technology in a new type of packed bed pilot reactor. Renew. Energy 2020, 149, 321–328. [Google Scholar] [CrossRef]
- Galanakis, C.M.; Kordulis, C.; Kanellaki, M.; Koutinas, A.A.; Bekatorou, A.; Lycourghiotis, A. Effect of pressure and temperature on alcoholic fermentation by Saccharomyces cerevisiae immobilized on γ-alumina pellets. Bioresour. Technol. 2012, 114, 492–498. [Google Scholar] [CrossRef]
- Santos, E.L.I.; Rostro-Alanís, M.; Parra-Saldívar, R.; Alvarez, A.J. A novel method for bioethanol production using immobilized yeast cells in calcium-alginate films and hybrid composite pervaporation membrane. Bioresour. Technol. 2018, 247, 165–173. [Google Scholar] [CrossRef]
- Maykish, A.; Rex, R.; Sikalidis, A.K. Organic Winemaking and Its Subsets; Biodynamic, Natural, and Clean Wine in California. Foods 2021, 10, 127. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sodium Alginate Concentration (%w/v) | Final Brix | Ethanol Concentration | Percent Conversion |
|---|---|---|---|
| 2 | 3.67 | 11.94% | 83.33% |
| 3 | 3.27 | 12.20% | 85.15% |
| 4 | 3.73 | 11.89 | 83.03% |
| Fermentation Period (Days) | Final Brix | Ethanol Concentration | Percent Conversion |
|---|---|---|---|
| 1 | 9.6 | 8.07% | 56.36% |
| 2 | 7.2 | 9.64% | 67.27% |
| 3 | 4.87 | 11.15% | 77.88% |
| 4 | 3.67 | 11.94% | 83.33% |
| 5 | 3.27 | 12.20% | 85.15% |
| 6 | 3.8 | 11.85% | 82.73% |
| Fermentation Period (Days) | Percent Conversion | |
|---|---|---|
| Immobilized Yeast | Free Yeast | |
| 1 | 56.36% | 60.91% |
| 2 | 67.27% | 66.36% |
| 3 | 77.88% | 69.70% |
| 4 | 83.33% | 74.55% |
| 5 | 85.15% | 70.61% |
| 6 | 82.73% | 68.79% |
| Number of Usage | Final Brix | Ethanol Concentration | Percent Conversion |
|---|---|---|---|
| 1 | 3.2 | 12.24% | 85.45% |
| 2 | 3.2 | 12.24% | 85.45% |
| 3 | 3.4 | 12.11% | 84.55% |
| 4 | 3.4 | 12.11% | 84.55% |
| 5 | 3.6 | 11.98% | 83.64% |
| 6 | 3.6 | 11.98% | 83.64% |
| 7 | 4.2 | 11.59% | 80.91% |
| 8 | 4.4 | 11.46% | 80.00% |
| 9 | 5 | 11.07% | 77.27% |
| 10 | 5 | 11.07% | 77.27% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cadiz, J.P.R.; Agcaoili, R.P.; Mamuad, R.Y.; Choi, A.E.S. Fermentation of Sweet Sorghum (Sorghum bicolor L. Moench) Using Immobilized Yeast (Saccharomyces cerevisiae) Entrapped in Calcium Alginate Beads. Fermentation 2023, 9, 272. https://doi.org/10.3390/fermentation9030272
Cadiz JPR, Agcaoili RP, Mamuad RY, Choi AES. Fermentation of Sweet Sorghum (Sorghum bicolor L. Moench) Using Immobilized Yeast (Saccharomyces cerevisiae) Entrapped in Calcium Alginate Beads. Fermentation. 2023; 9(3):272. https://doi.org/10.3390/fermentation9030272
Chicago/Turabian StyleCadiz, Jeric Paul R., Rosalie P. Agcaoili, Roselle Y. Mamuad, and Angelo Earvin Sy Choi. 2023. "Fermentation of Sweet Sorghum (Sorghum bicolor L. Moench) Using Immobilized Yeast (Saccharomyces cerevisiae) Entrapped in Calcium Alginate Beads" Fermentation 9, no. 3: 272. https://doi.org/10.3390/fermentation9030272
APA StyleCadiz, J. P. R., Agcaoili, R. P., Mamuad, R. Y., & Choi, A. E. S. (2023). Fermentation of Sweet Sorghum (Sorghum bicolor L. Moench) Using Immobilized Yeast (Saccharomyces cerevisiae) Entrapped in Calcium Alginate Beads. Fermentation, 9(3), 272. https://doi.org/10.3390/fermentation9030272