Effect of Pasteurization and Ripening Temperature on Chemical and Sensory Characteristics of Traditional Motal Cheese


 ,
,  ,
,  ,
,  and
and
Abstract
1. Introduction
2. Materials and Methods
2.1. Motal Cheesemaking
2.2. Chemical and Physicochemical Analysis
2.3. Sensory Evaluation
2.4. Statistical Analysis
3. Results and Discussion
3.1. Dry Matter Changes during Ripening
3.2. pH Changes during Ripening
3.3. Acidity Changes during Ripening
3.4. Fat Changes during Ripening
3.5. Salt Changes during Ripening
3.6. Lipolysis Changes during Ripening
3.7. Change in the Percentage of Soluble Nitrogen in pH = 4.6 to Total Nitrogen (% SN/TN)
3.8. Studying the Degree of Casein Hydrolysis
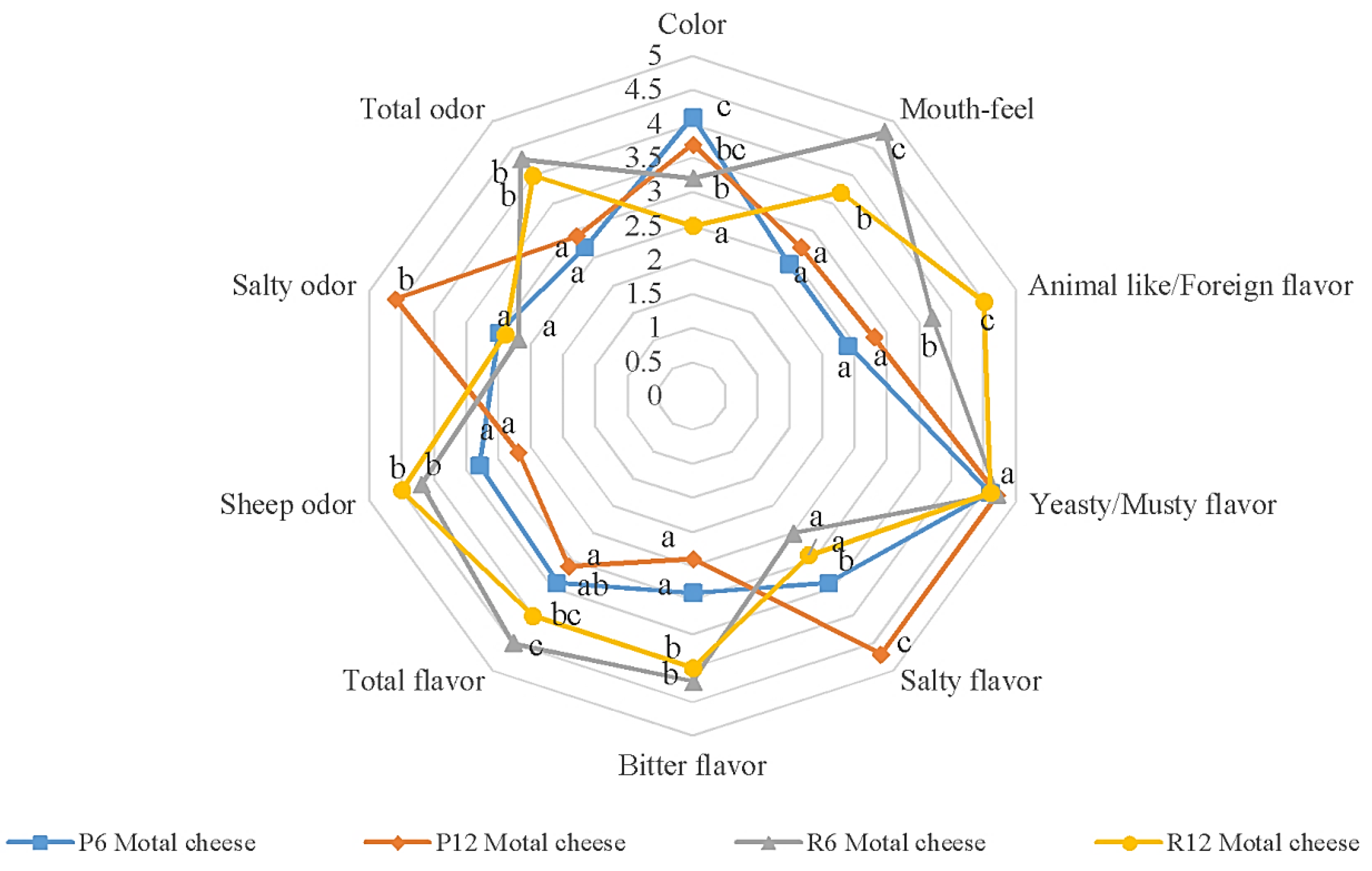
3.9. Sensory Evaluation during Ripening
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kamber, U. The traditional cheeses of Turkey: Eastern Anatolia Region. Food Rev. Int. 2008, 24, 148–174. [Google Scholar] [CrossRef]
- Oluk, A.C.; Guven, M.; Hayaloglu, A.A. Influence of exopolysaccharide-producing cultures on the volatile profile and sensory quality of low-fat Tulum cheese during ripening. Int. J. Dairy Technol. 2014, 67, 265–276. [Google Scholar] [CrossRef]
- Alirezalu, K.; Inácio, R.S.; Hesari, J.; Remize, F.; Nemati, Z.; Saraiva, J.A.; Barba, F.J.; Sant’Ana, A.S.; Lorenzo, J.M. Nutritional, chemical, syneresis, sensory properties, and shelf life of Iranian traditional yoghurts during storage. LWT 2019, 114, 108417. [Google Scholar] [CrossRef]
- Kousta, M.; Mataragas, M.; Skandamis, P.; Drosinos, E.H. Prevalence and sources of cheese contamination with pathogens at farm and processing levels. Food Control. 2010, 21, 805–815. [Google Scholar] [CrossRef]
- Verraes, C.; Vlaemynck, G.; Van Weyenberg, S.; De Zutter, L.; Daube, G.; Sindic, M.; Uyttendaele, M.; Herman, L. A review of the microbiological hazards of dairy products made from raw milk. Int. Dairy J. 2015, 50, 32–44. [Google Scholar] [CrossRef]
- Giaccone, D.; Revello-Chion, A.; Galassi, L.; Bianchi, P.; Battelli, G.; Coppa, M.; Tabacco, E.; Borreani, G. Effect of milk thermisation and farming system on cheese sensory profile and fatty acid composition. Int. Dairy J. 2016, 59, 10–19. [Google Scholar] [CrossRef]
- Benfeldt, C.; Sorensen, J. Heat treatment of cheese milk: Effect on proteolysis during cheese ripening. Int. Dairy J. 2001, 11, 567–574. [Google Scholar] [CrossRef]
- Buffa, M.; Guamis, B.; Saldo, J.; Trujillo, A.J. Changes in organic acids during ripening of cheeses made from raw, pasteurized or high-pressure-treated goats’ milk. LWT-Food Sci. Technol. 2004, 37, 247–253. [Google Scholar] [CrossRef]
- Çakir, Y.; Çakmakçi, S. Some microbiological, physicochemical and ripening properties of Erzincan Tulum cheese produced with added black cumin (Nigella sativa L.). J. Food Sci. Technol. 2018, 55, 1435–1443. [Google Scholar] [CrossRef]
- McSweeney, P.L.H.; Sousa, M.J. Biochemical pathways for the production of flavour compounds in cheeses during ripening: A review. Lait 2000, 80, 293–324. [Google Scholar] [CrossRef]
- Buffa, M.N.; Trujillo, A.J.; Pavia, M.; Guamis, B. Changes in textural, microstructural, and colour characteristics during ripening of cheeses made from raw, pasteurized or high-pressure-treated goats’ milk. Int. Dairy J. 2001, 11, 927–934. [Google Scholar] [CrossRef]
- Martins, A.A.; Santos-Junior, V.A.; Filho, E.R.T.; Silva, H.L.A.; Ferreira, M.V.S.; Graça, J.S.; Esmerino, E.A.; Lollo, P.C.B.; Freitas, M.Q.; Sant’Ana, A.S.; et al. Probiotic Prato cheese consumption attenuates development of renal calculi in animal model of urolithiasis. J. Funct. Foods 2018, 49, 378–383. [Google Scholar] [CrossRef]
- Marshall, T.M. Standard Methods For the Examination of Dairy Products, 16th ed.; American Public Health Association: Washington, DC, USA, 1992. [Google Scholar]
- Nuñez, M.; García-Aser, C.; Rodríguez-Martin, M.A.; Medina, M.; Gaya, P. The effect of ripening and cooking temperatures on proteolysis and lipolysis in Manchego cheese. Food Chem. 1986, 21, 115–123. [Google Scholar] [CrossRef]
- Sousa, M.J.; McSweeney, P.L.H. Studies on the ripening of Cooleeney, an Irish farmhouse Camembert-type cheese. Ir. J. Agric. Food Res. 2001, 40, 83–95. [Google Scholar]
- Andrews, A.T. Proteinases in normal bovine milk and their action on caseins. J. Dairy Res. 1983, 50, 45–55. [Google Scholar] [CrossRef]
- Kaminarides, S.E.; Koukiassa, P. Detection of bovine milk in ovine yoghurt by electrophoresis of para-κ-casein. Food Chem. 2002, 78, 53–55. [Google Scholar] [CrossRef]
- Shalabi, S.I.; Fox, P.F. Electrophoretic Analysis of Cheese: Comparison of Methods. Ir. J. Food Sci. Technol. 1987, 11, 135–151. [Google Scholar]
- Bodyfelt, F.W.; Tobias, J.; Trout, G.M. The sensory evaluation of dairy products. In The Sensory Evaluation of Dairy Products; Clark, S., Costello, M., Drake, M.A., Bodyfelt, F., Eds.; Van Nostrand Reinhold: New York, NY, USA, 1988. [Google Scholar]
- Ebadi Nezhad, S.J.; Edalatian Dovom, M.R.; Habibi Najafi, M.B.; Yavarmanesh, M.; Mayo, B. Technological characteristics of Lactobacillus spp. isolated from Iranian raw milk Motal cheese. LWT 2020, 133, 110070. [Google Scholar] [CrossRef]
- Sert, D.; Akin, N.; Aktumsek, A. Lipolysis in Tulum cheese produced from raw and pasteurized goats’ milk during ripening. Small Rumin. Res. 2014, 121, 351–360. [Google Scholar] [CrossRef]
- Bayar, N.; Ozrenk, E. The effect of quality properties on Tulum cheese using different package materials. Afr. J. Biotecnol. 2011, 10, 1393–1399. [Google Scholar]
- Psoni, L.; Tzanetakis, N.; Litopoulou-Tzanetaki, E. Characteristics of Batzos cheese made from raw, pasteurized and/or pasteurized standardized goat milk and a native culture. Food Control. 2006, 17, 533–539. [Google Scholar] [CrossRef]
- Marino, V.M.; Schadt, I. Stability of a-tocopherol, g-tocopherol and b-carotene during ripening of pasta-filata cheese made from raw and pasteurised milk with different vitamin contents. J. Dairy Sci. 2016, 56, 29–32. [Google Scholar] [CrossRef]
- Gaya, P.; Medina, M.; Rodriguez-Marin, M.A.; Nuñez, M. Accelerated Ripening of Ewes’ Milk Manchego Cheese: The Effect of Elevated Ripening Temperatures. J. Dairy Sci. 1990, 73, 26–32. [Google Scholar] [CrossRef]
- Fox, P.F.; Guinee, T.P.; Cogan, T.M.; McSweeney, P.L.H. Fundamentals of Cheese Science, 2nd ed.; Springer: New York, NY, USA, 2016; ISBN 9781489976819. [Google Scholar]
- Atasoy, A.F.; Türkoǧlu, H. Changes of composition and free fatty acid contents of Urfa cheeses (a white-brined Turkish cheese) during ripening: Effects of heat treatments and starter cultures. Food Chem. 2008, 110, 598–604. [Google Scholar] [CrossRef]
- Folkertsma, B.; Fox, P.F.; Mcsweeney, P.L.H. Acceleration ripening of cheddar cheese at elevated temperatures. Int. Dairy Sci. 1996, 6, 1117–1134. [Google Scholar] [CrossRef]
- Kujawski, M.; Cichosz, G.; Podhajna, E.; Sanko, B. Effect of ripening temperature on proteolysis and organoleptic properties of Edam-type cheese. Food Sci. Technol. 2003, 6, 207–219. [Google Scholar]
- Pastorino, A.J.; Hansen, C.L.; McMahon, D.J. Effect of salt on structure-function relationships of cheese. J. Dairy Sci. 2003, 86, 60–69. [Google Scholar] [CrossRef]
- Hayaloglu, A.A.; Deegan, K.C.; Mcsweeney, P.L.H. Effect of milk pasteurization and curd scalding temperature on proteolysis in Malatya, a Halloumi-type cheese. Dairy Sci. Technol. 2010, 2010, 99–109. [Google Scholar] [CrossRef]
- Abdalla, M.O.M.; Ibrahim, N.N.M. Chemical and microbiological evaluation of Mozzarella cheese during storage. Aust. J. Basic Appl. Sci. 2010, 4, 532–536. [Google Scholar]
- Abo El-Nor, S.A.H.; Shahein, N.M.; Rabou, N.S.A. Effect of protein feeding system on the quality of milk and its resultant Domiati Cheese. J. Am. Sci. 2011, 7, 282–290. [Google Scholar]
- Goncu, A.; Alpkent, Z. Sensory and chemical properties of white pickled cheese produced using kefir, yoghurt or a commercial cheese culture as a starter. Int. Dairy J. 2005, 15, 771–776. [Google Scholar] [CrossRef]
- Bakirci, H.; Kavaz, A.; Macit, E. Effect of different brine concentrations and ripening period on some quality properties of Turkish white pickled cheese. Afr. J. Biotechnol. 2011, 10, 11925–11931. [Google Scholar]
- Corredig, M.; Dalgleish, D.G. Effect of different heat treatments on the strong binding interactions between whey proteins and milk fat globules in whole milk. J. Dairy Res. 1996, 63, 441–449. [Google Scholar] [CrossRef]
- Rehman, S.U.; McSweeney, P.L.H.; Banks, J.M.; Brechany, E.Y.; Muir, D.D.; Fox, P.F. Ripening of Cheddar cheese made from blends of raw and pasteurised milk. Int. Dairy J. 2000, 10, 33–44. [Google Scholar] [CrossRef]
- Ismail, M.M.; Ammar, E.-T.M.A.; El-Shazly, A.A.; Eid, M.Z. Impact of cold storage and blending different lactations of cow’s milk on the quality of Domiati cheese. Afr. J. Food Sci. 2010, 4, 503–513. [Google Scholar]
- Katsiari, M.C.; Kondyli, E.; Voutsinas, L.P. Τhe quality of Galotyri-type cheese made with different starter cultures. Food Control 2009, 20, 113–118. [Google Scholar] [CrossRef]
- Sihufe, G.A.; Zorrilla, S.E.; Mercanti, D.J.; Perotti, M.C.; Zalazar, C.A.; Rubiolo, A.C. The influence of ripening temperature and sampling site on the lipolysis in Reggianito Argentino cheese. Food Res. Int. 2007, 40, 1220–1226. [Google Scholar] [CrossRef]
- Khosrowshahi, A.; Madadlou, A.; Mousavi, M.E.Z.; Emam-Djomeh, Z. Monitoring the chemical and textural changes during ripening of Iranian white cheese made with different concentrations of starter. J. Dairy Sci. 2006, 89, 3318–3325. [Google Scholar] [CrossRef]
- Aly, A.S.; Gala, E.A. Effect of milk pretreatment on the keeping quality of Domiati cheese. Pak. J. Nutr. 2002, 1, 132–136. [Google Scholar]
- Awad, S. Texture and flavour development in Ras cheese made from raw and pasteurised milk. Food Chem. 2006, 97, 394–400. [Google Scholar] [CrossRef]
- Klantschitsch, T.; Bachmann, H.-P.; Puhan, Z. Influence of milk treatment and ripening conditions on quality of Raclette cheese. Lait 2000, 80, 51–67. [Google Scholar] [CrossRef]
- Pisanu, S.; Pagnozzi, D.; Pes, M.; Pirisi, A.; Roggio, T.; Uzzau, S.; Addis, M.F. Differences in the peptide profile of raw and pasteurised ovine milk cheese and implications for its bioactive potential. Int. Dairy J. 2015, 42, 26–33. [Google Scholar] [CrossRef]
- Madsen, J.S.; Ardö, Y. Exploratory study of proteolysis, rheology and sensory properties of Danbo cheese with different fat contents. Int. Dairy J. 2001, 11, 423–431. [Google Scholar] [CrossRef]
- Lau, K.Y.; Barbano, D.M.; Rasmussen, R.R. Influence of pasteurization of milk on protein breakdown in Cheddar cheese during aging. J. Dairy Sci. 1991, 74, 727–740. [Google Scholar] [CrossRef]
- Torracca, B.; Pedonese, F.; López, M.B.; Turchi, B.; Fratini, F.; Nuvoloni, R. Effect of milk pasteurisation and of ripening in a cave on biogenic amine content and sensory properties of a pecorino cheese. Int. Dairy J. 2016, 61, 189–195. [Google Scholar] [CrossRef]
- Pappa, E.C.; Kondyli, E.; Samelis, J. Microbiological and biochemical characteristics of Kashkaval cheese produced using pasteurised or raw milk. Int. Dairy J. 2019, 89, 60–67. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
| Ripening Time (Day) | ||||||||
|---|---|---|---|---|---|---|---|---|
| 1 | 15 | 30 | 45 | 60 | 75 | 90 | ||
| pH | P6 | 5.64 ± 0.008 Bd | 5.01 ± 0.008 Ac | 4.98 ± 0.005 Aa | 4.91 ± 0.007 Ca | 4.75 ± 0.003 Cbc | 4.82 ± 0.002 Bab | 4.87 ± 0.009 Ba |
| P12 | 5.64 ± 0.008 Bd | 5.16 ± 0.005 Bc | 4.92 ± 0.002 Ab | 4.85 ± 0.008 BCb | 4.61 ± 0.011 Ba | 4.75 ± 0.001 Ba | 4.84 ± 0.009 Bab | |
| R6 | 5.32 ± 0.006 Ae | 5.01 ± 0.004 Ad | 4.91 ± 0.002 Acd | 4.84 ± 0.001 BCbc | 4.59 ± 0.002 Ba | 4.79 ± 0.005 Bb | 4.82 ± 0.002 ABbc | |
| R12 | 5.32 ± 0.006 Ad | 4.95 ± 0.002 Ac | 4.85 ± 0.009 Abc | 4.70 ± 0.002 Ab | 4.51 ± 0.001 Aa | 4.61 ± 0.002 Aab | 4.71 ± 0.002 Ab | |
| Acidity (%) | P6 | 0.45 ± 0.012 Aa | 0.68 ± 0.002 Aa | 0.86 ± 0.005 Ab | 1.17 ± 0.006 Ac | 1.21 ± 0.003 Ac | 1.24 ± 0.008 Ac | 1.20 ± 0.008 Ac |
| P12 | 0.45 ± 0.012 Aa | 0.81 ± 0.005 Bb | 1.09 ± 0.023 ABc | 1.28 ± 0.075 ABd | 1.48 ± 0.081 ABe | 1.39 ± 0.044 ABe | 1.31 ± 0.049 ABe | |
| R6 | 0.84 ± 0.006 Ba | 1.07 ± 0.11 BCab | 1.13 ± 0.012 Bb | 1.34 ± 0.031 BCc | 1.50 ± 0.005 Bc | 1.37 ± 0.006 ABc | 1.39 ± 0.012 ABc | |
| R12 | 0.84 ± 0.006 Ba | 1.11 ± 0.006 Cb | 1.24 ± 0.017 Bc | 1.49 ± 0.006 Ccd | 1.61 ± 0.016 Bd | 1.48 ± 0.007 Bd | 1.40 ± 0.007 Bcd | |
| Dry matter (%) | P6 | 35.52 ± 0.061 Aa | 40.80 ± 0.296 ABb | 45.81 ± 0.284 Cc | 48.65 ± 0.288 Cd | 49.41 ± 0.070 Bd | 49.92 ± 0.101 Bd | 52.23 ± 0.256 Ce |
| P12 | 35.52 ± 0.061 Aa | 42.81 ± 0.231 Bb | 48.33 ± 0.230 Dc | 49.89 ± 0.019 Ccd | 50.04 ± 0.058 Bcd | 50.41 ± 0.158 Bcd | 53.22 ± 0.065 Cd | |
| R6 | 34.61 ± 0.032 Aa | 38.14 ± 0.142 Ab | 42.18 ± 0.109 Ac | 43.60 ± 0.028 Ac | 43.88 ± 0.338 Ac | 45.78 ± 0.164 Acd | 47.11 ± 0.333 Ad | |
| R12 | 34.61 ± 0.032 Aa | 40.14 ± 0.335 ABb | 44.82 ± 0.218 BCc | 45.31 ± 0.042 Ac | 48.12 ± 0.484 Bd | 48.86 ± 0.392 Bd | 49.58 ± 0.72 Bd | |
| Fat (%) | P6 | 16.83 ± 0.166 Aa | 16.60 ± 0.166 Aa | 18.16 ± 0.044 CDbc | 19.66 ± 0.086 Bc | 19.66 ± 0.132 Bc | 19.66 ± 0.323 Bc | 19.51 ± 0.288 Bc |
| P12 | 16.83 ± 0.166 Aa | 16.50 ± 0.122 Aa | 19.33 ± 0.166 Db | 19.82 ± 0.106 Bb | 20.16 ± 0.196 Bb | 20.32 ± 0.156 Bb | 20.36 ± 0.162 Bb | |
| R6 | 15.33 ± 0.165 Ab | 14.00 ± 0.067 Aa | 15.66 ± 0.071 Ac | 15.83 ± 0.132 Ac | 15.83 ± 0.129 Ac | 16.00 ± 0.285 Ac | 16.16 ± 0.032 Ac | |
| R12 | 15.23 ± 0.165 Aa | 14.66 ± 0.166 Aa | 17.50 ± 0.088 BCb | 19.0 ± 0.044 Bb | 19.33 ± 0.118 Bbc | 19.83 ± 0.132 Bc | 19.66 ± 0.098 Bc | |
| Protein (%) | P6 | 15.28 ± 0.032 Ba | 16.56 ± 0.049 Bb | 17.90 ± 0.067 ABb | 19.84 ± 0.046 Bbc | 19.85 ± 0.165 ABbc | 20.24 ± 0.135 ABbc | 20.45 ± 0.125 Ac |
| P12 | 15.28 ± 0.032 Ba | 16.99 ± 0.091 Bb | 18.52 ± 0.101 Bc | 19.73 ± 0.249 Bcd | 20.46 ± 0.128 Bde | 21.08 ± 0.173 Be | 21.46 ± 0.282 Ae | |
| R6 | 14.37 ± 0.093 Aa | 15.36 ± 0.089 Ab | 16.63 ± 0.106 Ac | 17.75 ± 0.112 Acd | 18.86 ± 0.092 Ad | 18.96 ± 0.062 Ad | 19.24 ± 0.146 Ad | |
| R12 | 14.37 ± 0.093 Aa | 15.91 ± 0.132 ABb | 17.41 ± 0.066 ABc | 18.71 ± 0.214 ABc | 19.45 ± 0.096 ABcd | 19.73 ± 0.119 ABd | 19.92 ± 0.254 Ad | |
| Ripening Time (Day) | ||||||||
|---|---|---|---|---|---|---|---|---|
| 1 | 15 | 30 | 45 | 60 | 75 | 90 | ||
| Salt (%) | P6 | 3.66 ± 0.121 Aa | 6.21 ± 0.0 Cb | 7.01 ± 0.044 Bc | 8.58 ± 0.042 Cd | 9.04 ± 0.027 Bd | 9.32 ± 0.024 Cd | 9.71 ± 0.045 Cd |
| P12 | 3.66 ± 0.121 Aa | 5.83 ± 0.017 Cac | 6.51 ± 0.013 Bc | 7.61 ± 0.05 BCc | 8.73 ± 0.025 Bc | 9.06 ± 0.031 Ccd | 9.50 ± 0.018 Ccd | |
| R6 | 1.84 ± 0.008 Ba | 2.67 ± 0.032 Ab | 3.63 ± 0.014 Ac | 4.25 ± 0.034 Ad | 4.73 ± 0.023 Ad | 5.55 ± 0.043 Bcd | 6.14 ± 0.043 Bcd | |
| R12 | 1.84 ± 0.008 Ba | 4.06 ± 0.002 Bb | 4.1 ± 0.009 Ab | 4.09 ± 0.003 Ab | 4.48 ± 0.015 Ab | 4.53 ± 0.002 Ab | 4.56 ± 0.0023 Ab | |
| Lipolysis (meq/100 Oil) | P6 | 0.60 ± 0.012 Aa | 0.51 ± 0.016 Aa | 0.77 ± 0.041 Aa | 1.39 ± 0.002 Ab | 1.37 ± 0.003 Ab | 1.84 ± 0.006 Ac | 1.75 ± 0.027 ABc |
| P12 | 0.94 ± 0.006 Ab | 0.55 ± 0.014 Aa | 0.78 ± 0.023 Ac | 1.56 ± 0.051 Ad | 1.56 ± 0.051 Ad | 1.81 ± 0.044 Ae | 1.97 ± 0.02 Ae | |
| R6 | 0.90 ± 0.009 Aa | 0.95 ± 0.011 BCa | 1.41 ± 0.012 Bb | 2.06 ± 0.019 Bc | 2.06 ± 0.019 Bc | 2.27 ± 0.016 Bbc | 2.39 ± 0.012 Bc | |
| R12 | 0.90 ± 0.009 Aa | 1.12 ± 0.006 Ca | 2.14 ± 0.007 Cb | 2.41 ± 0.008 Bc | 2.41 ± 0.008 Bc | 2.76 ± 0.002 Bcd | 2.90 ± 0.017 Cd | |
| Ripening Time (Day) | ||||||||
|---|---|---|---|---|---|---|---|---|
| 1 | 15 | 30 | 45 | 60 | 75 | 90 | ||
| SN/TN (%) | P6 | 18.82 ± 0.121 Aa | 21.47 ± 0.084 Ab | 24.91 ± 0.044 Ab | 26.08 ± 0.091 Ab | 27.41 ± 0.11 Ac | 28.93 ± 0.098 Ac | 30.21 ± 0.045 Ac |
| P12 | 18.82 ± 0.121 Aa | 26.34 ± 0.117 Bb | 27.58 ± 0.063 Bb | 27.18 ± 0.094 ABbc | 29.81 ± 0.058 ABc | 30.81 ± 0.089 Ac | 30.72 ± 0.118 Ac | |
| R6 | 24.88 ± 0.083 Ba | 28.54 ± 0.092 BCb | 29.88 ± 0.073 BCb | 30.57 ± 0.102 Bb | 31.27 ± 0.041 Bb | 33.67 ± 0.099 Bc | 34.88 ± 0.058 Bd | |
| R12 | 24.88 ± 0.086 Ba | 30.92 ± 0.083 Cb | 32.76 ± 0.099 Cbc | 35.14 ± 0.106 Cbc | 37.25 ± 0.115 Cbc | 40.77 ± 0.112 Cc | 42.60 ± 0.092 Cc | |
| NPN/TN (%) | P6 | 1.20 ± 0.092 Aa | 1.9 ± 0.094 Aa | 2.84 ± 0.103 Ab | 4.34 ± 0.132 Ac | 5.58 ± 0.098 Ac | 7.88 ± 0.074 Ad | 9.03 ± 0.117 Ad |
| P12 | 1.20 ± 0.092 Aa | 2.25 ± 0.084 ABb | 3.79 ± 0.122 ABc | 4.2 ± 0.175 Ac | 6.54 ± 0.161 ABd | 8.23 ± 0.078 Ae | 8.92 ± 0.109 Ae | |
| R6 | 3.1 ± 0.089 Ba | 3.7 ± 0.091 BCb | 4.21 ± 0.112 BCc | 6.83 ± 0.063 Bd | 8.2 ± 0.075 Bd | 11.78 ± 0.076 BCe | 13.62 ± 0.112 Be | |
| R12 | 3.1 ± 0.089 Ba | 4.8 ± 0.98 Cb | 5.51 ± 0.117 Cb | 8.53 ± 0.96 Cc | 10.16 ± 0.118 Cd | 12.62 ± 0.094 Cd | 14.74 ± 0.087 Be | |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rezaei, A.; Alirezalu, K.; Damirchi, S.A.; Hesari, J.; Papademas, P.; Domínguez, R.; Lorenzo, J.M.; Yaghoubi, M. Effect of Pasteurization and Ripening Temperature on Chemical and Sensory Characteristics of Traditional Motal Cheese. Fermentation 2020, 6, 95. https://doi.org/10.3390/fermentation6040095
Rezaei A, Alirezalu K, Damirchi SA, Hesari J, Papademas P, Domínguez R, Lorenzo JM, Yaghoubi M. Effect of Pasteurization and Ripening Temperature on Chemical and Sensory Characteristics of Traditional Motal Cheese. Fermentation. 2020; 6(4):95. https://doi.org/10.3390/fermentation6040095
Chicago/Turabian StyleRezaei, Ashkan, Kazem Alirezalu, Sodeif Azadmard Damirchi, Javad Hesari, Photis Papademas, Rubén Domínguez, José M. Lorenzo, and Milad Yaghoubi. 2020. "Effect of Pasteurization and Ripening Temperature on Chemical and Sensory Characteristics of Traditional Motal Cheese" Fermentation 6, no. 4: 95. https://doi.org/10.3390/fermentation6040095
APA StyleRezaei, A., Alirezalu, K., Damirchi, S. A., Hesari, J., Papademas, P., Domínguez, R., Lorenzo, J. M., & Yaghoubi, M. (2020). Effect of Pasteurization and Ripening Temperature on Chemical and Sensory Characteristics of Traditional Motal Cheese. Fermentation, 6(4), 95. https://doi.org/10.3390/fermentation6040095