

Robust Packaging of Vertically Aligned Graphite Substrate by Copper Micro-Rib Structuring


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
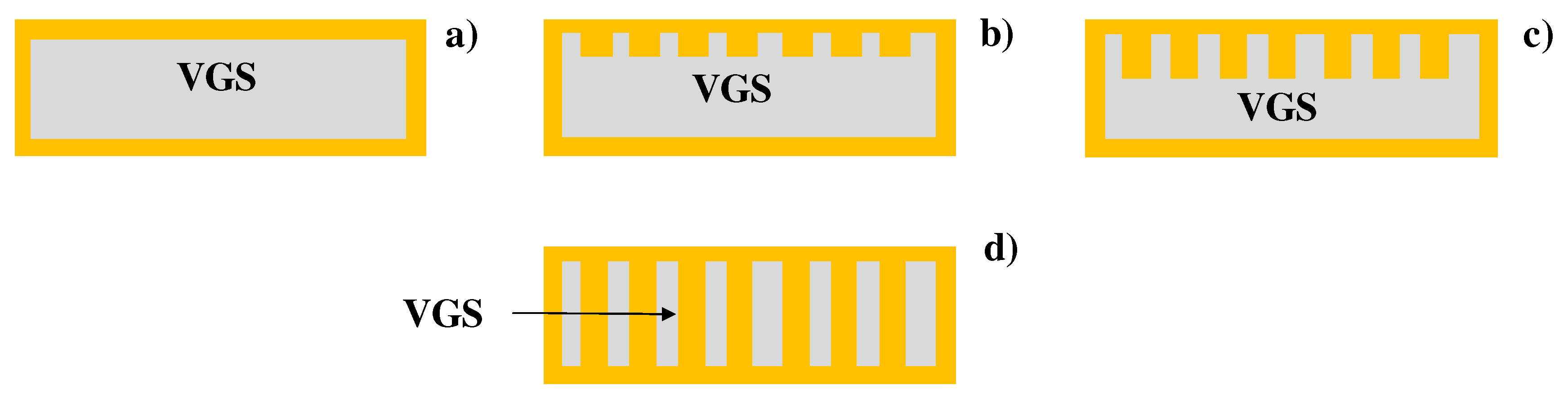
2.1. Graphene Base Packaging Design
2.2. Microtexturing onto VGS Surface by Screen Prining
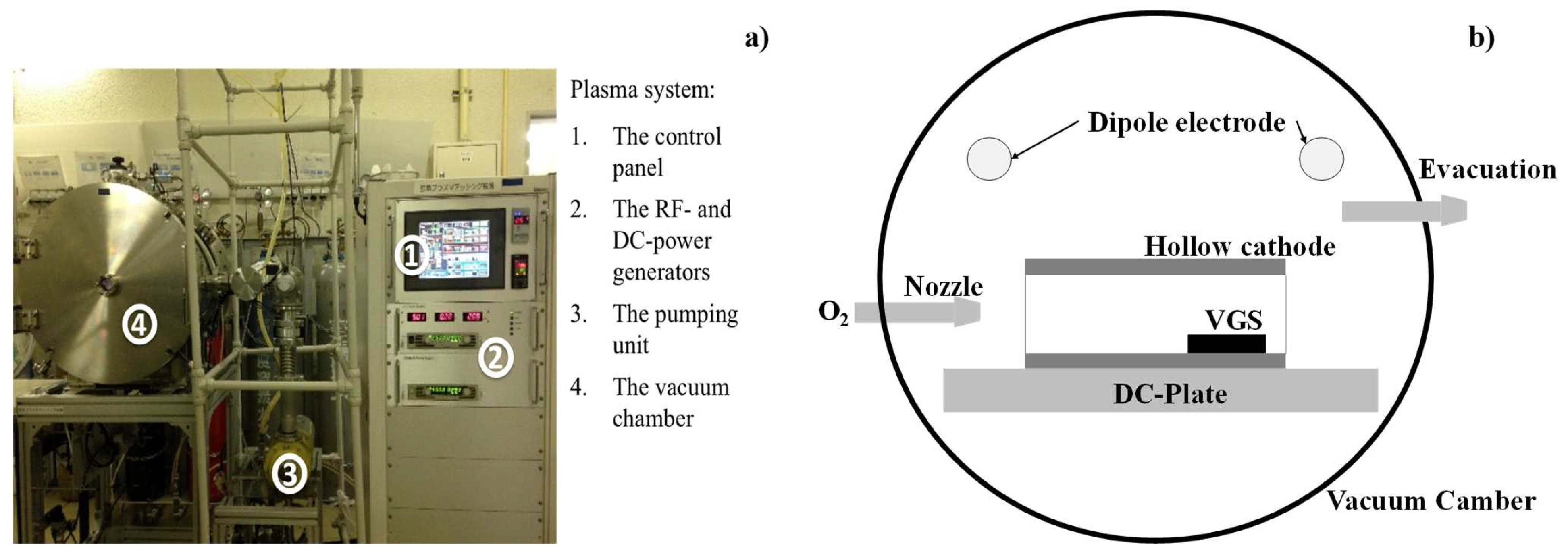
2.3. Plasma Etching of VGS
2.4. Copper Wet-Plasting
2.5. Thermal Transient Testing
3. Results
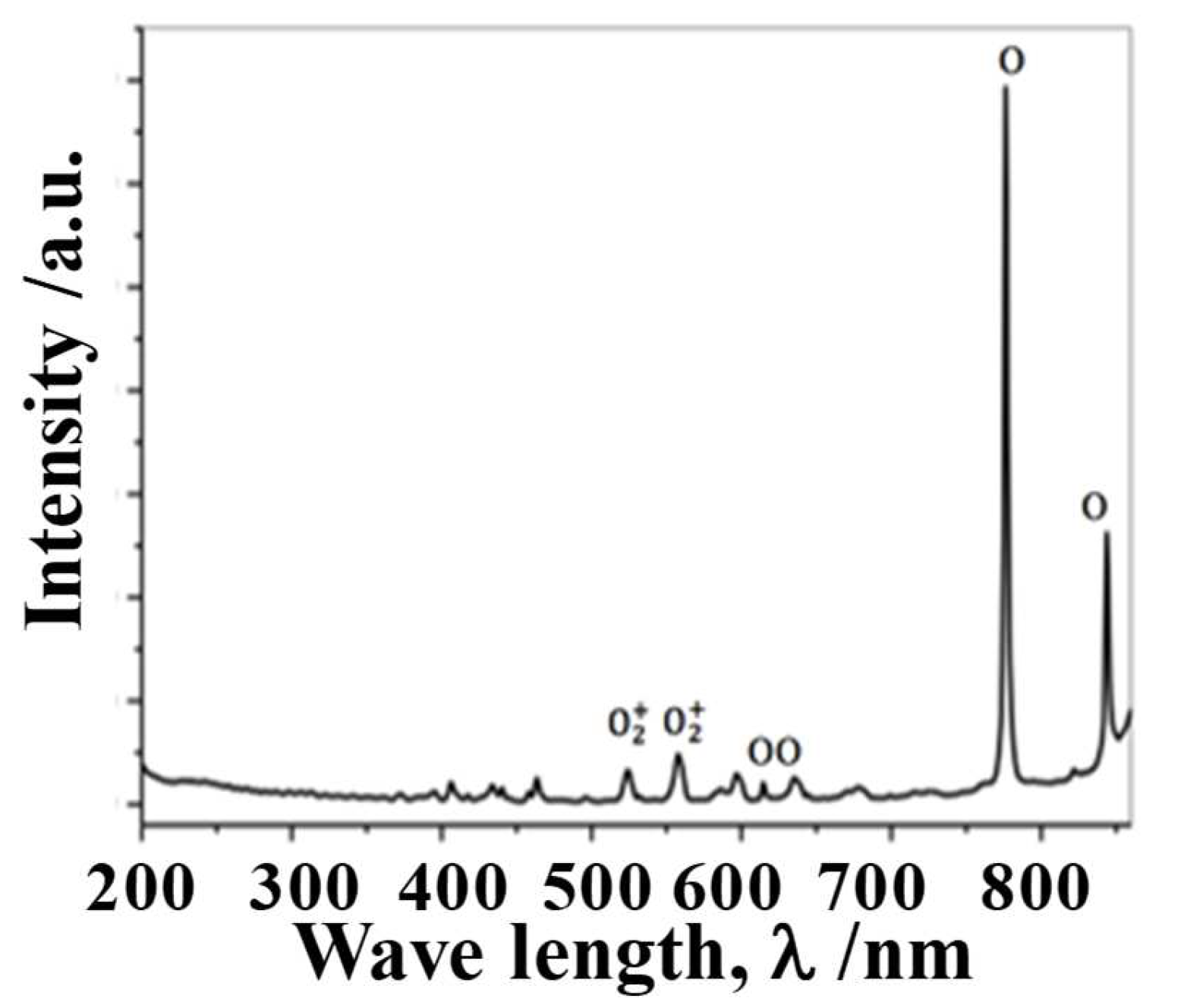
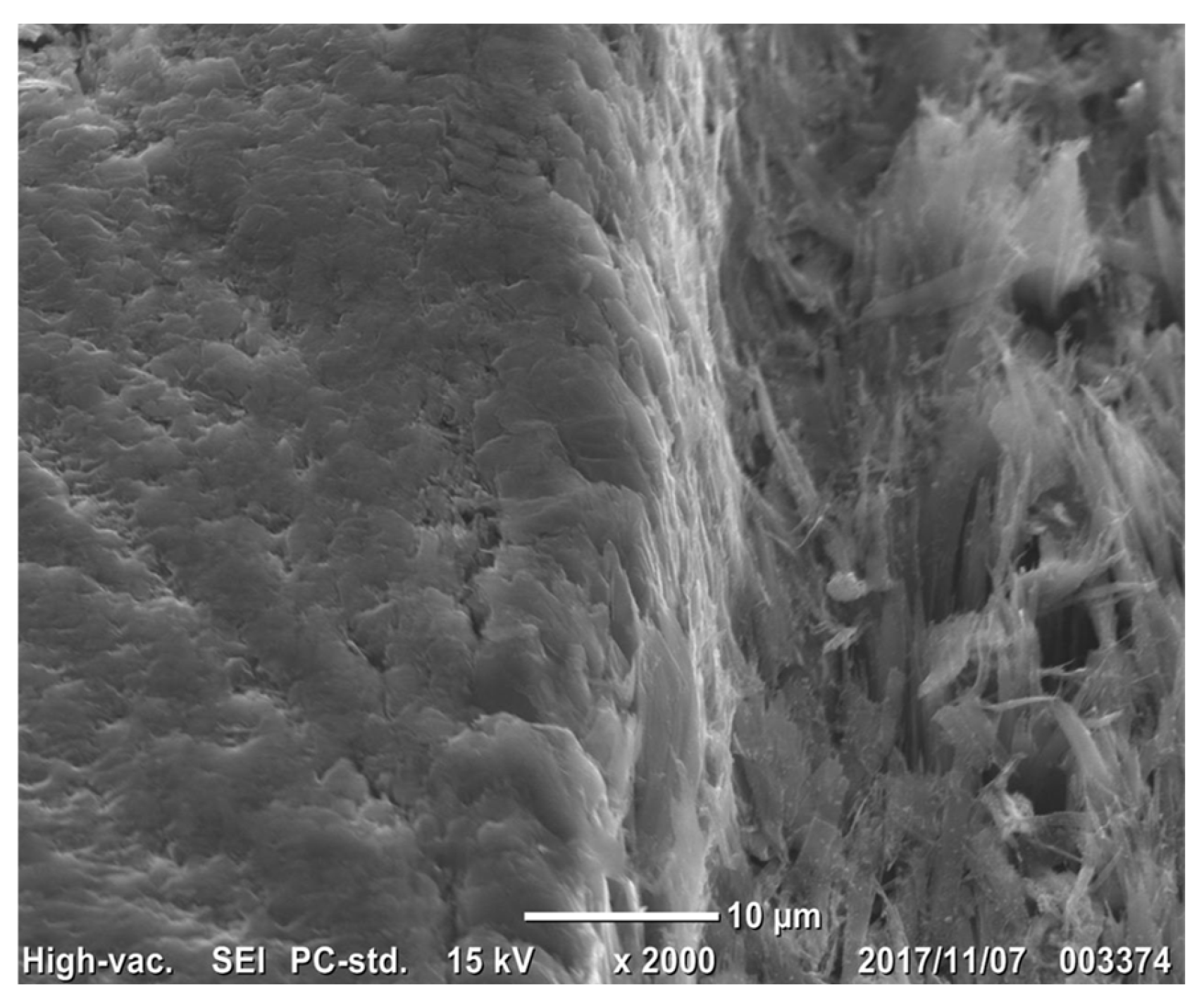
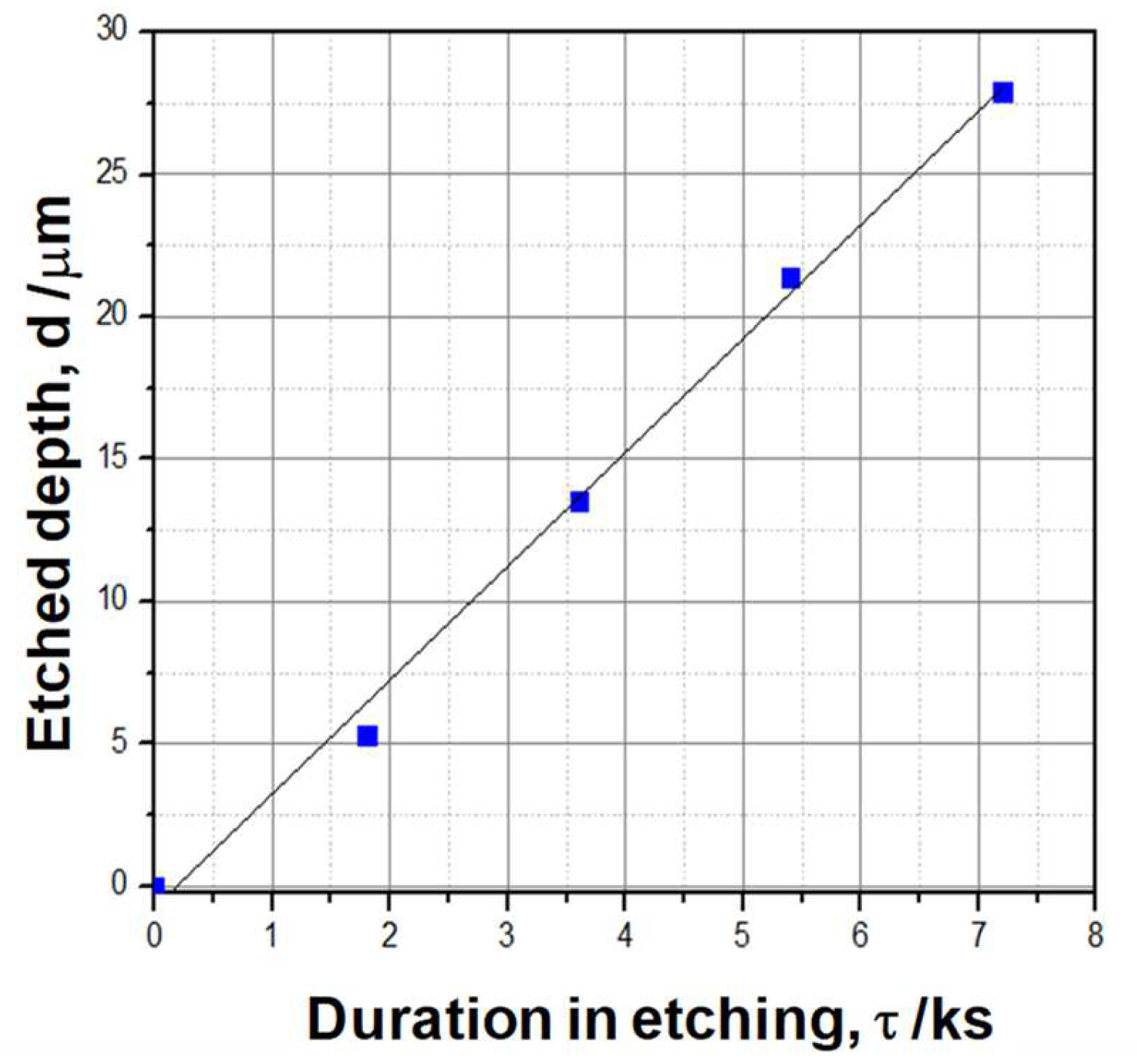
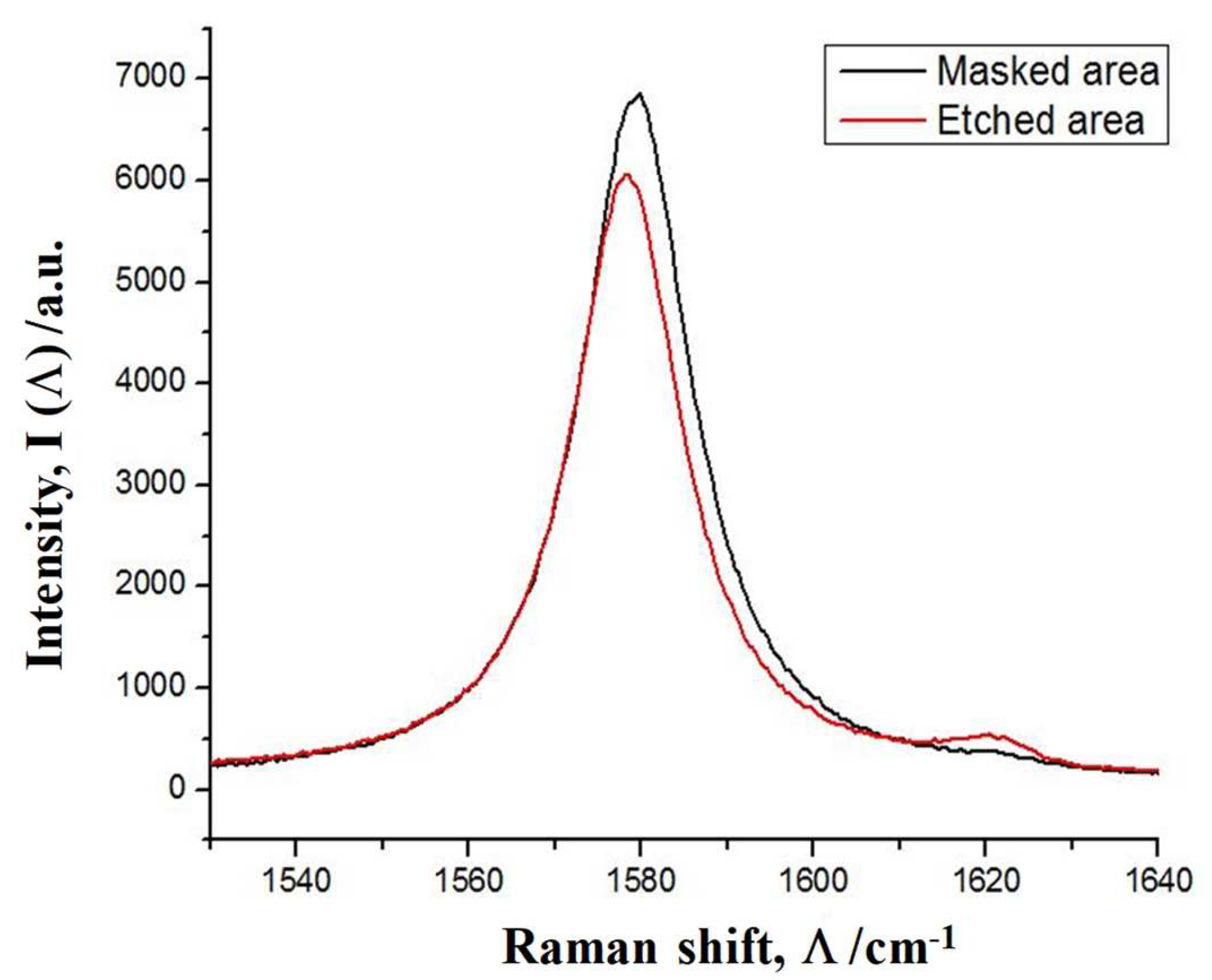
3.1. Oxyegn Plasma Etching of VGS
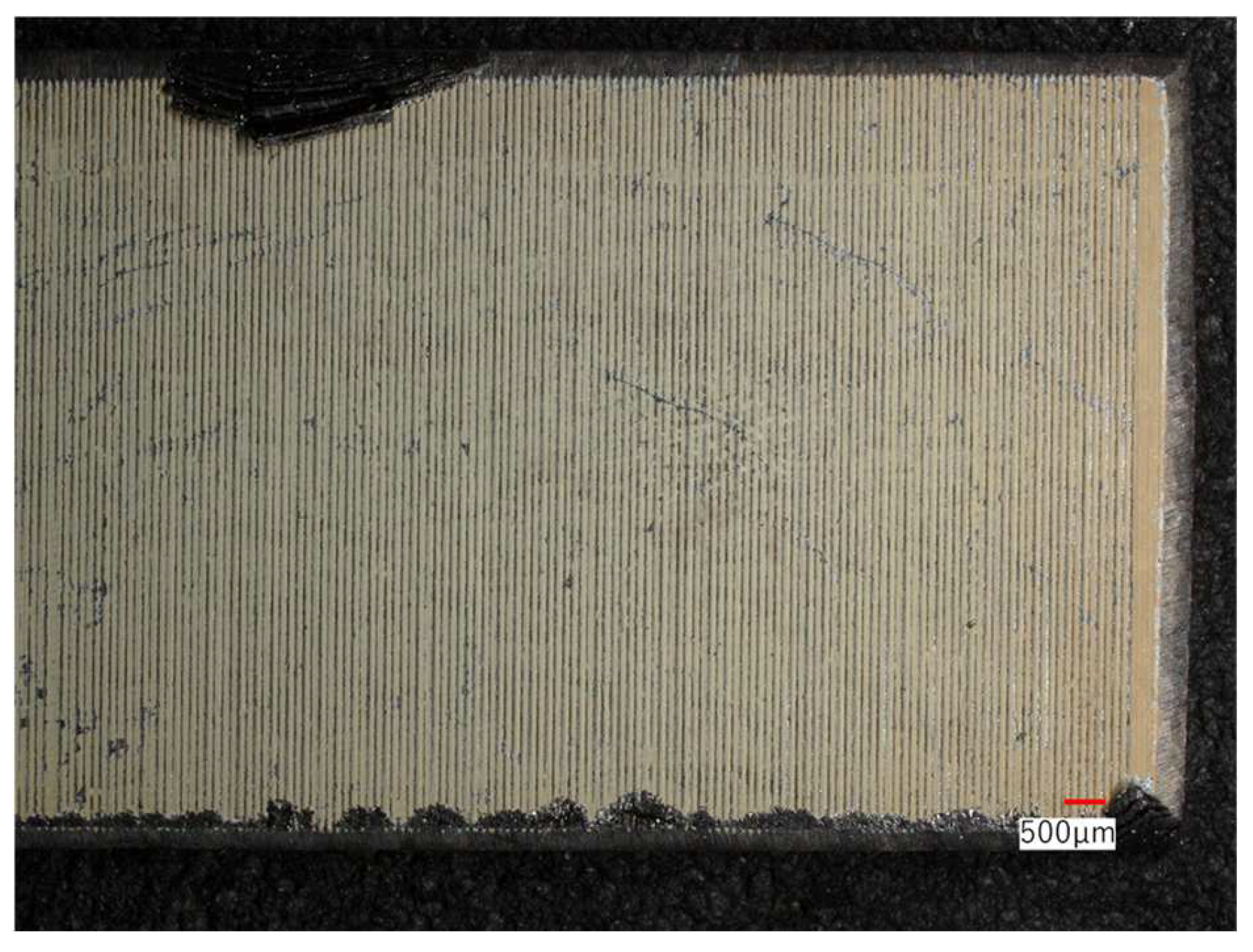
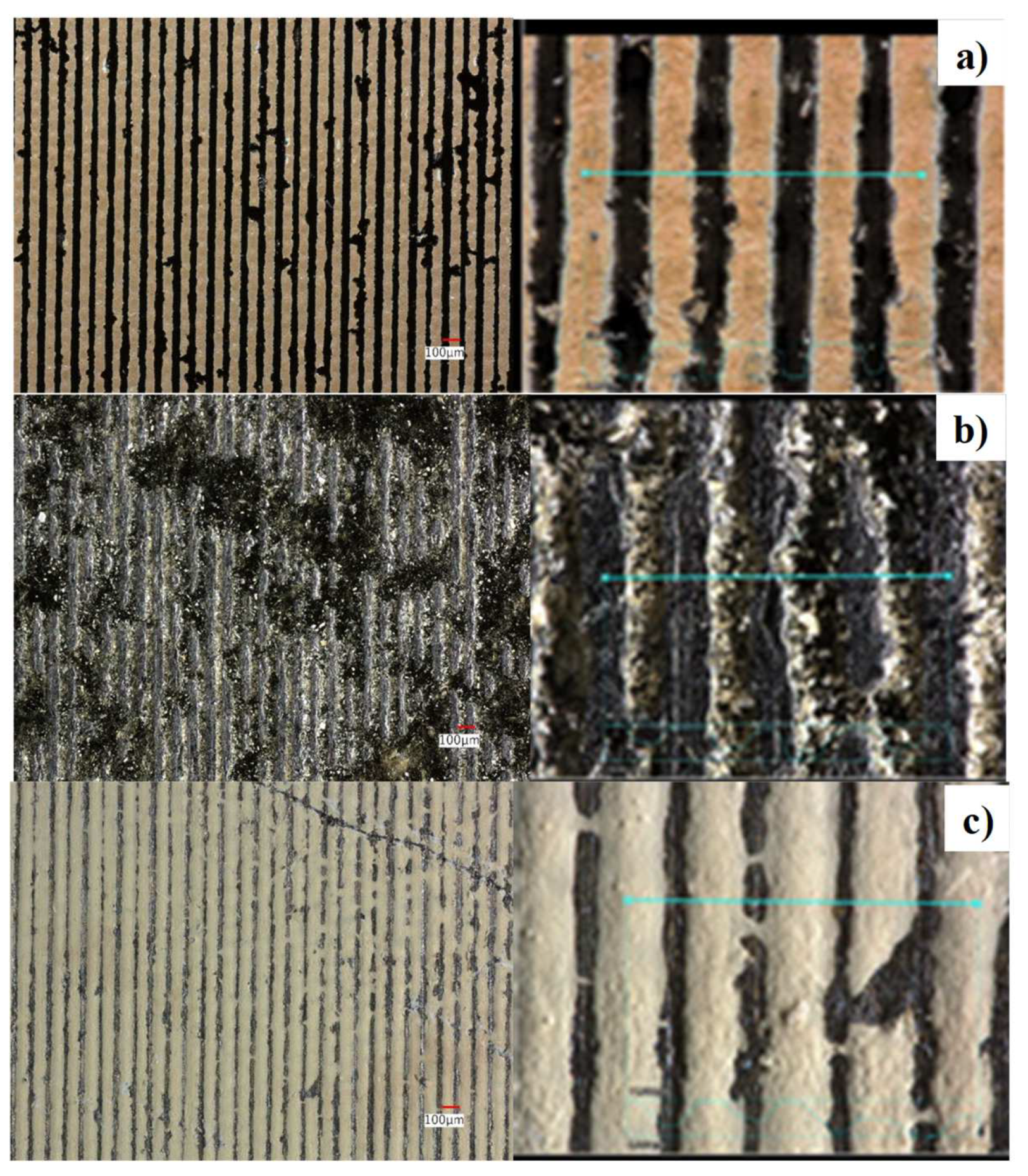
3.2. Fabrication of Micro-Grooved VGS Specimen
3.3. Fabrication of VGS-Copper Package
3.4. Thermal Transient Loading Test
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Schnaufer, D.; Peterson, B. Gallium Nitride—A Critical Technology for 5G; Qorvo White Paper: Chandler, AZ, USA, 2016. [Google Scholar]
- Doughetty, D.; Mahalingam, M.; Viswanathan, V.; Zimmerman, M. Multi-lead organic air-cavity Package for high power high frequency RFICs. In Proceedings of the 2009 IEEE MTT-S International Microwave Symposium Digest, Boston, MA, USA, 6–12 June 2009; IEEE: Piscataway, NJ, USA; pp. 473–476. [Google Scholar]
- Available online: https://www.nexperia.com/products/gan-fets/ (accessed on 6 November 2022).
- Golan, G.; Azoulay, M.; Avraham, T.; Kremenetsky, I.; Bernstein, J.B. An improved reliability model for Si and GaN power FET. Microelectron. Reliab. 2018, 81, 77–89. [Google Scholar] [CrossRef]
- Quinn, M.D. High Power Plastic Packaging with GaN; CS MANTECH: Beaverton, OR, USA, 2015. [Google Scholar]
- Longford, A.; Matlis, J.; Lynch, J. Advance of using LCP-based pre-molded lead-frame packages for RF and MEMS applications. Adv. Micro Electron. 2012, 39, 8–12. [Google Scholar]
- Saito, Y.; Aizawa, T.; Wasa, K.; Nogami, Y. Leak-proof packaging for GaN chip with controlled thermal spreading and transients. In Proceedings of the 2018 IEEE BiCMOS and Compound Semiconductor Integrated Circuits and Technology Symposium (BCICTS), San Diego, CA, USA, 15–17 October 2018; pp. 243–246. [Google Scholar]
- Weiss, R.; Rode, S.; Schwingal, N.; Barth, T.; Bernet, S. Application and Verification of Effective Heat Spreading Angles on Multi-Layer Thermal Design; IEEE Xplore: Piscataway, NJ, USA, 2021; pp. 1–8. [Google Scholar]
- Zhong, Y.; Guanxiong, L.; Khan, J.M.; Balandin, A.A. Graphene quilts for thermal management of high-power GaN transistors. Nat. Commun. 2012, 3, 827. [Google Scholar]
- Murata, H.; Nakajima, Y.; Saith, N.; Yashizawa, N.; Suemasu, T.; Tokyo, K. High-electrical-conductivity multilayer graphene formed by layer exchange with controlled thickness and interlayer. Sci. Rep. 2019, 9, 4068. [Google Scholar] [CrossRef] [PubMed]
- Mathew, J.; Krishnan, S. A review on transient thermal management of electronic devices. J. Electron. Packag. 2012, 144, 010801–010820. [Google Scholar] [CrossRef]
- Fugallo, G.; Cepellotti, A.; Paulatto, A.L.; Lazzeri, M.; Marzari, N.; Mauri, F. Thermal conductivity of graphene and graphite: Collective excitations and mean free paths. Nano Lett. 2014, 14, 6109–6114. [Google Scholar] [CrossRef] [PubMed]
- Aizawa, T.; Nakata, H.; Nasu, T.; Nogami, Y. Micro-textured graphitic substrate—copper packaging for robustness. In Proceedings of the 5th WCMNM Conference, Leuven, Belgium, 22 September 2022; pp. 291–295. [Google Scholar]
- Aizawa, T. Micro-texturing onto amorphous carbon materials as a mold-die for micro-forming. Appl. Mech. Mater. 2013, 289, 23–37. [Google Scholar] [CrossRef]
- Aizawa, T.; Masaki, E.; Sugita, Y. Complete ashing of used DLC coating for reuse of the end-milling tools. Manufact. Lett. 2014, 2, 1–3. [Google Scholar] [CrossRef]
- Yunata, E.E.; Aizawa, T. Micro-grooving into thick CVD diamond films via hollow cathode. Manufact. Lett. 2016, 4, 17–22. [Google Scholar]
- Aizawa, T.; Wasa, K.; Nogami, Y. Plasma oxidation printing into DLC and graphite for surface functionalization. J. Carbon Res. 2019, 5, 11. [Google Scholar] [CrossRef]
- Ikhsani, R.N.; Aizawa, T.; Santojojo, D.J.D.H.; Yunata, E.E.; Sakti, S.P. Microtexturing into the graphite part for joining and packaging. In Proceedings of the 12th SEATUC Conference, Yag-Jakarta, Indonesia, 13 March 2018; pp. 81–86. [Google Scholar]
- Geobel, D.M.; Becatti, C.; Mikellides, I.G.; Ortega, A.L. Plasma hollow cathodes. J. App. Phys. 2021, 130, 050902. [Google Scholar] [CrossRef]
- Wei, Y.; Niu, R.; Guo, H.; Luo, Y.; Zou, J. Microstructure and performance of graphite/copper joints by brazing with different interfacial structures. Adv. Eng. Mater. 2021, 11, 21–30. [Google Scholar] [CrossRef]
- JSME. Heat Transfer Handbook; JSME: Tokyo, Japan, 1997. [Google Scholar]
- Davami, K.; Shaygan, M.; Kheirabi, N. Synthesis and characterization of carbon nanowalls on different substrates by radio frequency plasma enhanced chemical vapor deposition. J. Carbon 2014, 72, 372–380. [Google Scholar] [CrossRef]
- Nihei, M.; Kawabata, A.; Murakami, T. Improved thermal conductivity by vertical graphene contact formation for thermal TSV. In Proceedings of the 2012 International Electron Devices Meeting, San Francisco, CA, USA, 10–13 December 2012; pp. 797–800. [Google Scholar]
- Takeuchi, W.; Ura, M.; Hiramatsu, M. Electrical conduction control of carbon nanowalls. Appl. Phys. Lett. 2008, 92, 2936853. [Google Scholar] [CrossRef]
- Mackerle, J. Topology and shape optimization of structures using FEM and BEM. Finit. Elem. Anal. Des. 2003, 39, 243–253. [Google Scholar] [CrossRef]
- Frank, O.; Vejpravova, J.; Holy, V.; Kavan, L.; Kalbac, M. Interaction between graphene and copper substrate: The role of lattice orientation. Carbon 2014, 68, 440–451. [Google Scholar] [CrossRef]
- Fisher, T.S.; Hao, M.; Saviers, K.; Paul, R. Thermal Interface Material and Method. U.S. Patent #10406636B2, 5 May 2015. Available online: https://patents.google.com/patent/US10406636B2/en (accessed on 17 October 2022).
- Taya, M. Electronic Composites: Modeling, Characterization, Processing, and MEMS Applications; Cambridge University Press: Cambridge, UK, 2008. [Google Scholar]













Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aizawa, T.; Naka, H.; Nasu, T.; Nogami, Y. Robust Packaging of Vertically Aligned Graphite Substrate by Copper Micro-Rib Structuring. C 2022, 8, 70. https://doi.org/10.3390/c8040070
Aizawa T, Naka H, Nasu T, Nogami Y. Robust Packaging of Vertically Aligned Graphite Substrate by Copper Micro-Rib Structuring. C. 2022; 8(4):70. https://doi.org/10.3390/c8040070
Chicago/Turabian StyleAizawa, Tatsuhiko, Hiroki Naka, Takeshi Nasu, and Yoshiro Nogami. 2022. "Robust Packaging of Vertically Aligned Graphite Substrate by Copper Micro-Rib Structuring" C 8, no. 4: 70. https://doi.org/10.3390/c8040070
APA StyleAizawa, T., Naka, H., Nasu, T., & Nogami, Y. (2022). Robust Packaging of Vertically Aligned Graphite Substrate by Copper Micro-Rib Structuring. C, 8(4), 70. https://doi.org/10.3390/c8040070