4.1. Key Results—A Broad Picture
The primary experimental results using the large bottle are shown in
Figure 4,
Figure 5 and
Figure 6. These figures capture much of the overall picture of the perforated emptying phenomenon, including the characteristics of the regimes of glugging-only (G), a transition from jetting to glugging (J-G), and jetting-only (J).
One of the key questions posed in
Section 1.2 was related to the influence of the bottle geometry on the observed phenomenon. With the large bottle of a fixed volume, height, and diameter, we could only investigate the influence of the neck diameter
.
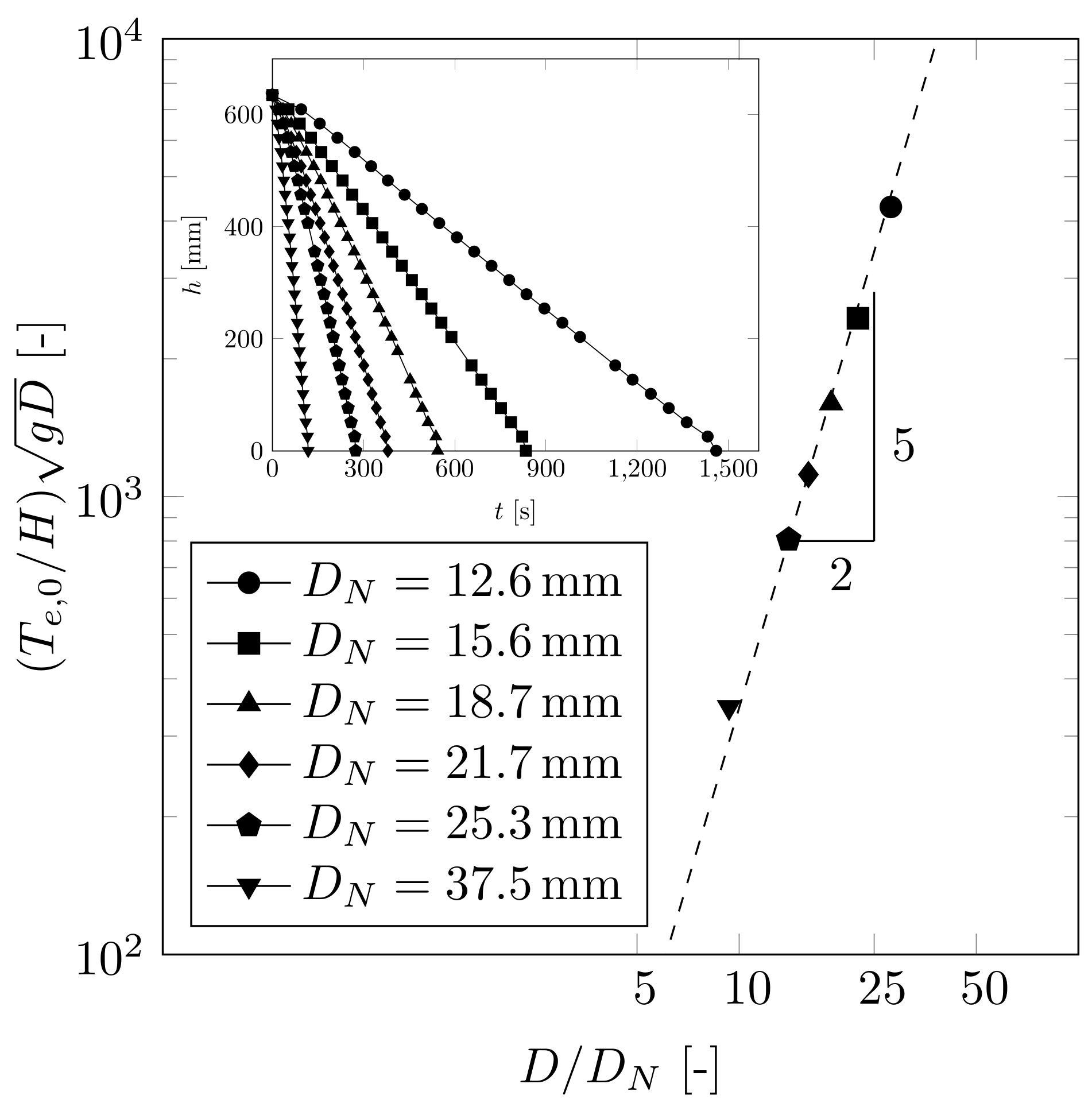
Figure 4 clearly shows the effect of both neck diameter and perforation diameter
on the emptying time
. We began by looking at any single data set within this plot, e.g.,
. When
, the bottle emptied through glugging only and resulted in an emptying time of
or a dimensionless time of
. As the perforation diameter increased, there was a range of
values for which the bottle still only glugged (and so
) before reaching values of
for which, during an emptying event, the flow transitioned from jetting to glugging. Within this region, a maximum value of emptying time,
, was achieved. With a further increase in the perforation diameter, the flow transitioned to a regime in which the bottle emptied only through jetting. Within the jetting regime, the emptying time decreased and eventually reached a value of
that was no longer dependent on the
. The trend just described was no different than that observed in the initial and confirmation experiments presented in
Section 1.1. However,
Figure 4 uses a dimensionless form of
versus
. The purpose of the change from dimensional to dimensionless quantities was the dramatic difference in emptying times for the range of neck sizes tested. To highlight these differences, the times for
and
for each
are provided in
Table 2. This data covers a range of emptying times from
to
. Note that each data set in
Figure 4 showed a similar qualitative trend.
Upon comparing the datasets in
Figure 4 for the six
values tested, two trends emerged. First, the ratio of
that corresponded to the maximum emptying time decreaseed with a decreasing neck diameter. So, it appears that there is no universal constant value of
that always predicts a maximum emptying time. Second, as the neck diameter decreased, not only did the emptying time increase (which is intuitive), but the ratio of
increase. Along these lines, imagine that, as
approaches the minimum value (below which the bottle will not empty due to surface tension effects), the data set would be such that
.
Recall that
can exceed
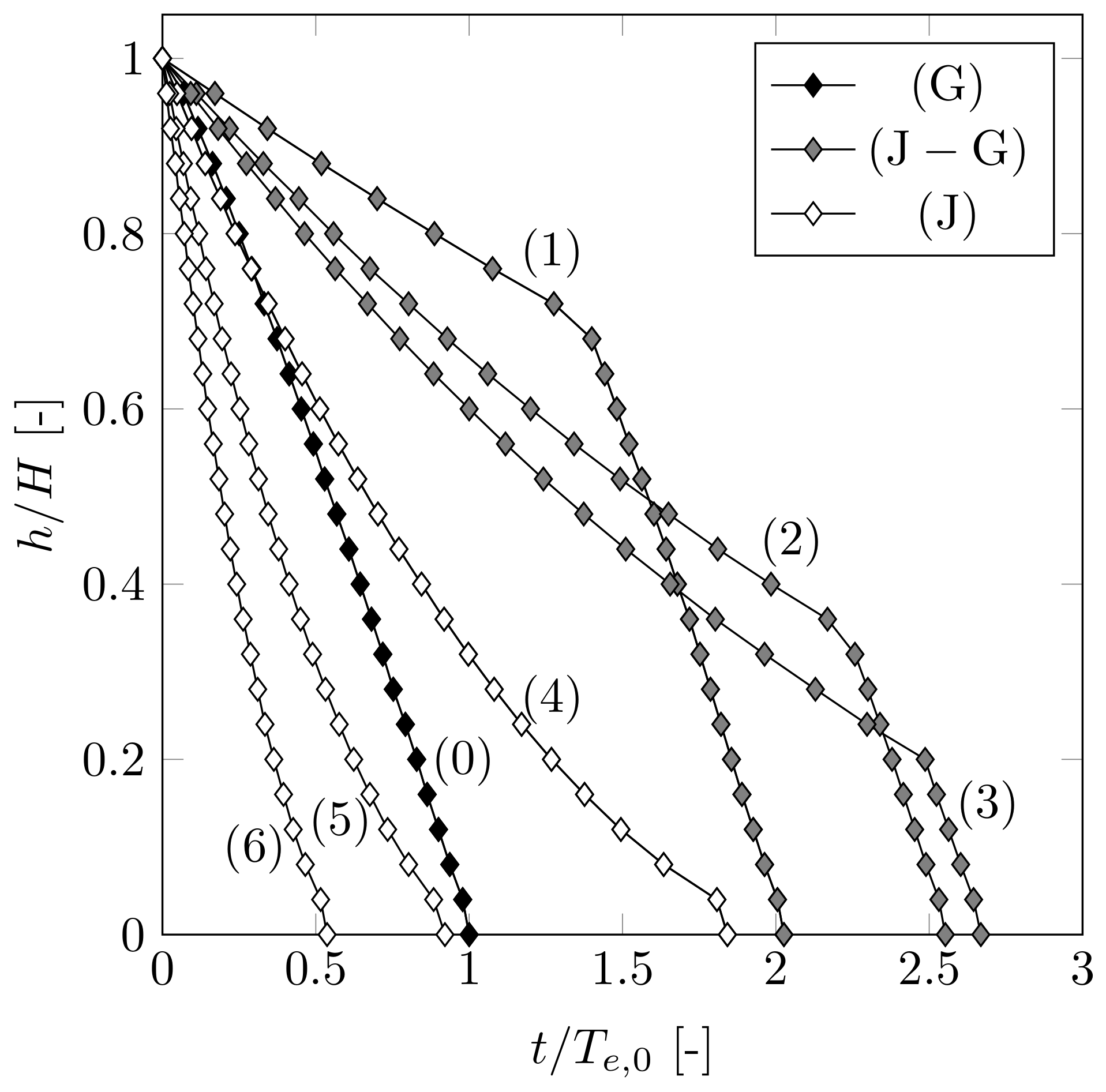
when the emptying process involves a transition from jetting to glugging. The glugging, jetting-to-glugging, and jetting behavior are captured in
Figure 5 in which several representative datasets for
are provided (certain datasets for this
have been left out for clarity). Shown in
Figure 5, when
, the bottle emptied via glugging with the characteristic linear variation in
observed and predicted by others [
6,
7,
9,
16]. This means that the velocity of the air–water interface within the bottle was constant. Note that subtle deviations in the trends could be observed at the very end of the emptying process, i.e., as
(or
). This is because the bottom of the large bottle has a radius of ≈25 mm and thus we no longer had a constant bottle diameter in this region. In addition, the liquid level was so low in the bottle at this height that the bottle self-vented (i.e., an incoming air bubble punctured the air–water interface within the bottle) [
6].
Continuing to inspect
Figure 5 as a perforation was introduced and
increased, the bottle emptied first by jetting. This was the shallow non-linear decreasing trend in
. As the slope of this trend decreased with increasing time, the velocity of the air–water interface decreased. By conservation of mass, the velocity of the water in the jet leaving the bottle neck also decreased. At some height
h and/or time
t, i.e.,
, this trend abruptly changed to a linear decrease. This was the transition from jetting to glugging. The slope of
when the bottle glugged appeared consistent with the slope of the glugging-only data (
). Note that the emptying times for these experiments produced the largest values of
, which is seen by looking at the horizontal axis intercepts. With a further increase in
, the bottle emptied by jetting only. These events produced lower emptying times and were characterized by non-linear trends in
.
Figure 5.
An example of the behavior of for a fixed () and various perforation diameters. For this particular case, the curves have been numbered to correspond to the following perforation diameters (and ratios in brackets): (0) [0], (1) [0.036], (2) [0.041], (3) [0.049], (4) [0.070], (5) [0.096], and (6) [0.13].
Figure 5.
An example of the behavior of for a fixed () and various perforation diameters. For this particular case, the curves have been numbered to correspond to the following perforation diameters (and ratios in brackets): (0) [0], (1) [0.036], (2) [0.041], (3) [0.049], (4) [0.070], (5) [0.096], and (6) [0.13].
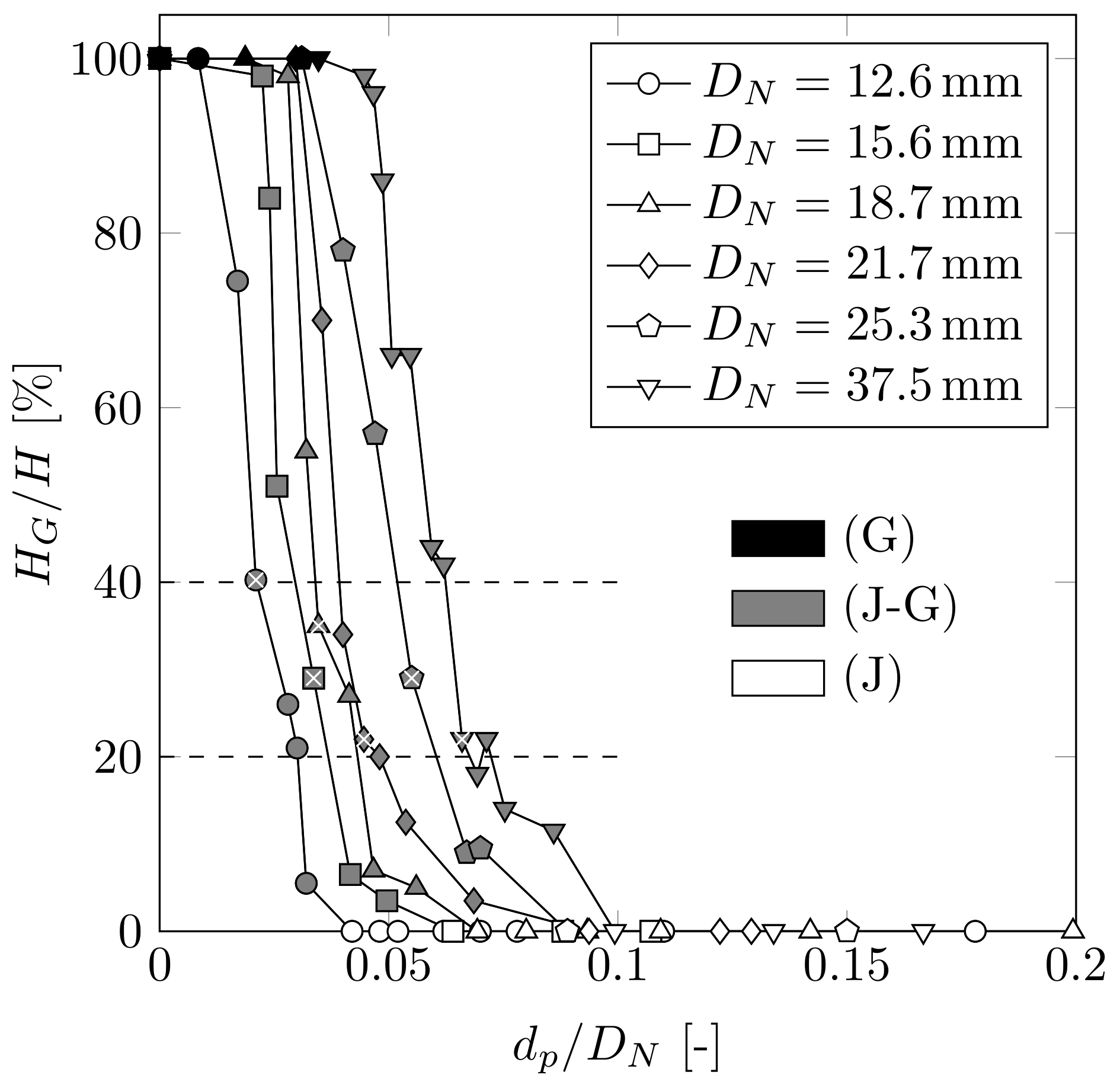
A key question posed was what fraction of the emptying time would be taken up by glugging (there being perhaps a universal fraction for all bottles). Using the observations from our experiments, the fraction of the total bottle height that was occupied by glugging,
, was extracted and reported. Thus, a bottle that only glugs will have a value of
for that event, a bottle that empties only through jetting will have
, and a bottle that undergoes a jetting-to-glugging transition will have a value
. This ratio, plotted against dimensionless perforation diameter, is shown in
Figure 6.
Figure 6 suggests that, for the range of
values tested, the maximum emptying time occurred within a band of
between 20–40%. Although the data were limited, it appears that
decreased with increasing
, as the value of
shifted to larger values with an increasing neck diameter. What we can also conclude from this is that there was no universal value of
that corresponded to maximum emptying conditions.
Figure 6.
Fraction of bottle emptying occupied by glugging, , plotted against dimensionless perforation diameter . For bottles that emptied only through glugging and only through jetting, the ratio was either 0 or 1. The sudden drop in the curves corresponded to jetting-to-glugging behavior. The curves shifted right as neck diameter increased, as did the value of for maximum emptying time. The value of corresponding to this time appeared to decrease with this shift and was bound by the 20–40% range.
Figure 6.
Fraction of bottle emptying occupied by glugging, , plotted against dimensionless perforation diameter . For bottles that emptied only through glugging and only through jetting, the ratio was either 0 or 1. The sudden drop in the curves corresponded to jetting-to-glugging behavior. The curves shifted right as neck diameter increased, as did the value of for maximum emptying time. The value of corresponding to this time appeared to decrease with this shift and was bound by the 20–40% range.
4.2. A Summary of Observations
To review, the trends shown in
Figure 1,
Figure 2, and
Figure 4, indicate that when a bottle is not perforated, it empties only by a glugging process—which appears, qualitatively, to be the same process as described in the earlier works of Whalley [
3,
4], Clanet [
9], and others.
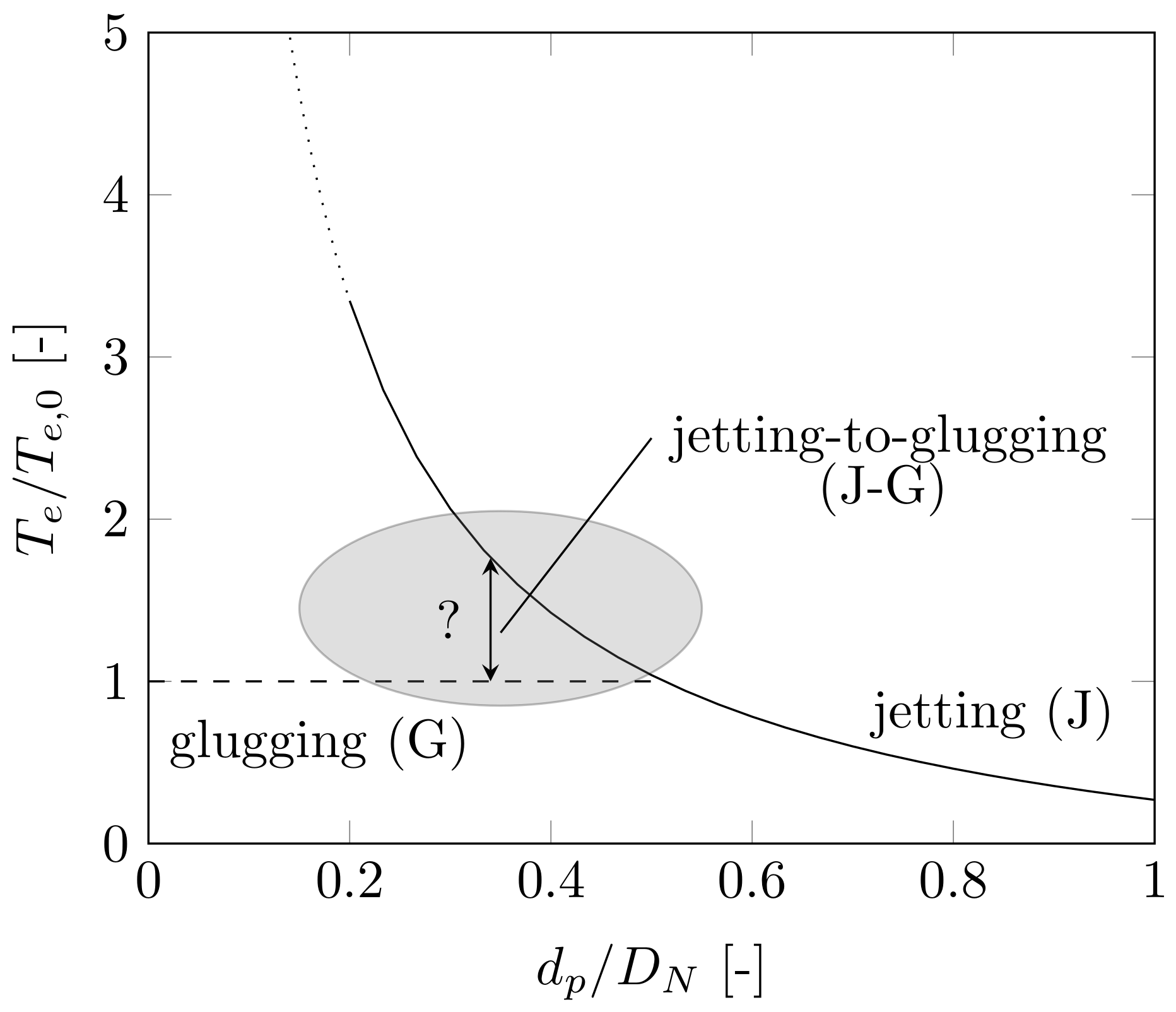
Figure 7.
Sketch of the emptying behavior observed in experiments. For small , emptying times, this can be modeled by the known glugging process. For large , emptying through jetting can be modeled using conventional viscous flow analysis. For intermediate , the emptying process is a combination of these two phenomenon with the nature of the transition as yet determined (thus the use of the ? in the sketch).
Figure 7.
Sketch of the emptying behavior observed in experiments. For small , emptying times, this can be modeled by the known glugging process. For large , emptying through jetting can be modeled using conventional viscous flow analysis. For intermediate , the emptying process is a combination of these two phenomenon with the nature of the transition as yet determined (thus the use of the ? in the sketch).
As a perforation is introduced, and as that perforation is increased in size, the emptying time of the bottle first increases, subsequently reaches a maximum value, and then decreases. For a range of emptying times around the peak, the bottle empties through a process that first involves jetting and then transitions to glugging. During an emptying event when the bottle transitions from jetting to glugging, the data of
Figure 5 suggest that glugging behaves as if there were no perforation at all. The fraction of time or height for which the bottle glugs continuously decreases during this range with an increase in
(cf.
Figure 6). Finally, at a particular perforation size (and for all perforations above this size), the bottle empties only by jetting. The flow rate, hence the overall emptying time
, during jetting is influenced by the perforation (e.g., the required inflow of air can attempt to arrest the flow of water), or at large enough perforations, the air is not restricted.
It appears that the range of behaviors observed in experiments can be thought of as bridging two well-studied cases. This is diagrammed in
Figure 7. In what follows, we continue our discussion by verifying the glugging and jetting behavior and then explain the transition.
4.3. Assessing Perforated Bottle Glugging
Because our work explores a phenomenon that includes the emptying of bottles via glugging both without a perforation and with a perforation, we must first address whether the glugging that we observed with a perforation was in fact the traditional glugging behavior addressed by previous investigators. To determine whether this was the case, recall the relevant glugging theory provided in
Section 2.2. In particular: (1) glugging is associated with a constant velocity of the liquid–air interface within the bottle during emptying (i.e.,
will exhibit a linear trend), (2) the Clanet model suggests that
, and (3) the Clanet model suggests that glugging is influenced by
. All of these we consider as traits of traditional (i.e., non-perforated) glugging. With this reminder of the characteristics of glugging, the results from our experiments are reviewed.
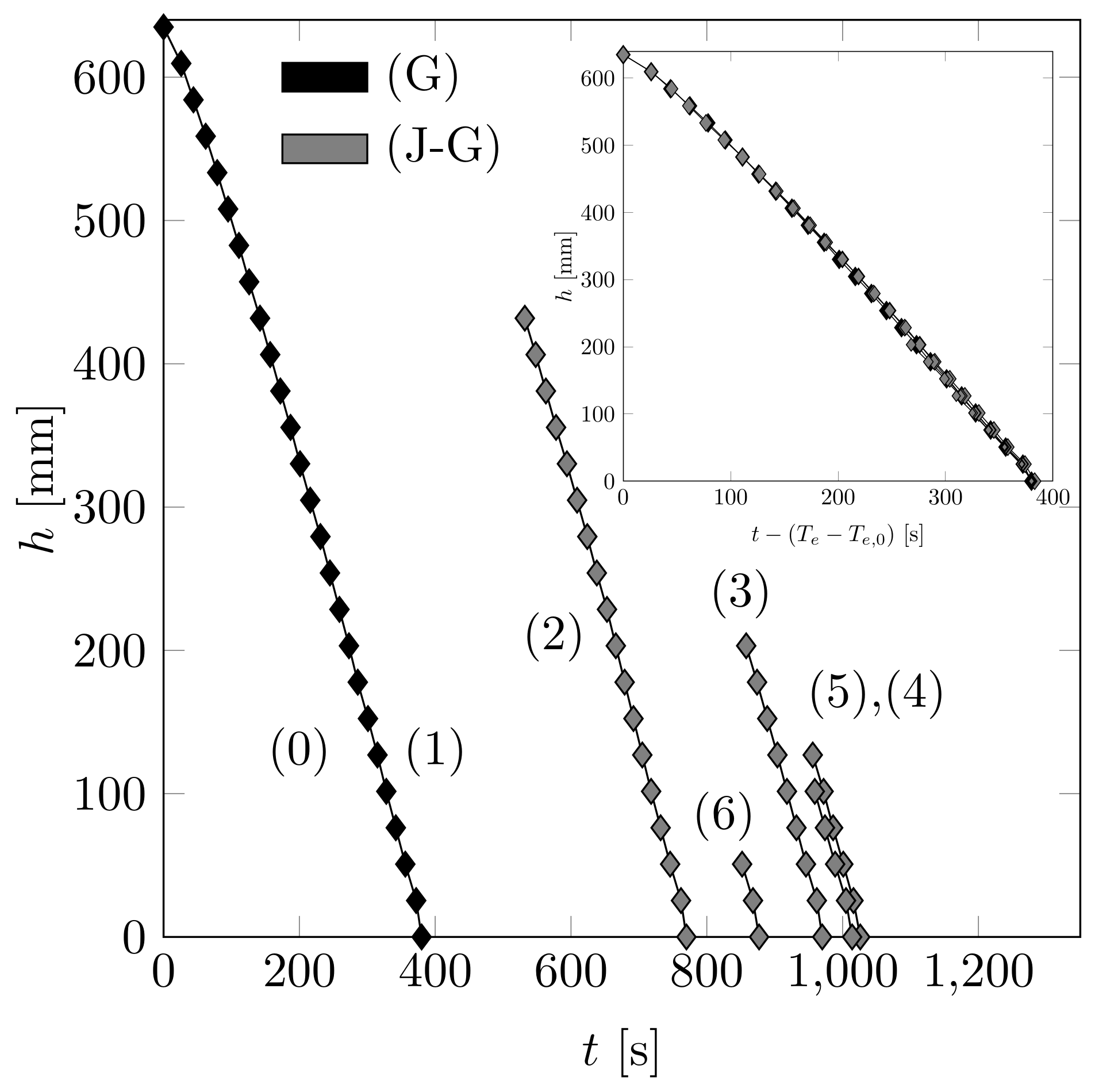
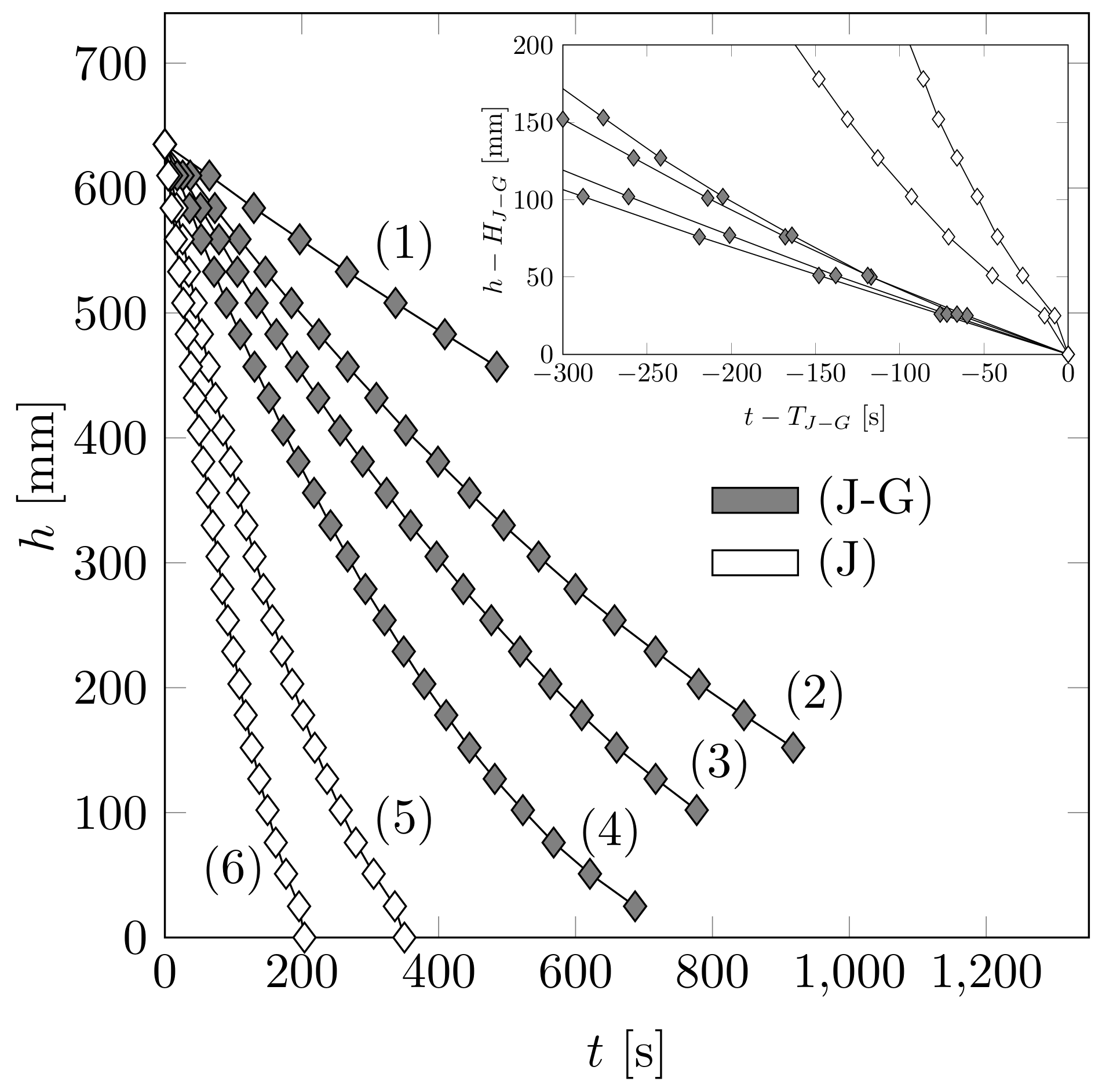
Figure 8.
Glugging data from bottle emptying experiments (). Only the glugging portions of are shown for these datasets. For this particular case, the curves have been numbered to correspond to the following perforation diameters (and ratios in brackets): (0) [0], (1) [0.030], (2) [0.036], (3) [0.041], (4) [0.046], (5) [0.049], and (6) [0.055]. (Inset) Data shifted in time shows all glugging was similar in behavior, even when perforated.
Figure 8.
Glugging data from bottle emptying experiments (). Only the glugging portions of are shown for these datasets. For this particular case, the curves have been numbered to correspond to the following perforation diameters (and ratios in brackets): (0) [0], (1) [0.030], (2) [0.036], (3) [0.041], (4) [0.046], (5) [0.049], and (6) [0.055]. (Inset) Data shifted in time shows all glugging was similar in behavior, even when perforated.
The first observation was that whether our bottles emptied through a process that only involved glugging (e.g.,
= 0) or whether the bottles transitioned from jetting to glugging, the measured behavior of
was nearly linear with time. To demonstrate this, the glugging data for
for the
= 21.7 mm case are plotted in
Figure 8 using dimensional form for the ease of interpretation. Each dataset was for a unique perforation diameter. This plot is similar to the trends shown in
Figure 5 but with the jetting data removed. The slopes of the
trends can be compared directly if we transform the horizontal axis to
so that all curves are shifted horizontally to the same ending time. This is shown in the inset of
Figure 8, where it is difficult to distinguish between the various datasets because of the agreement. From this trend, which is consistent with the other neck diameters tested, it appeared that glugging with a perforation indeed proceeded in a manner that was un-influenced by the perforation. This is likely due to the rather small amount of air that enters through the perforation as compared to the large amount of air that enters via the neck during glugging.
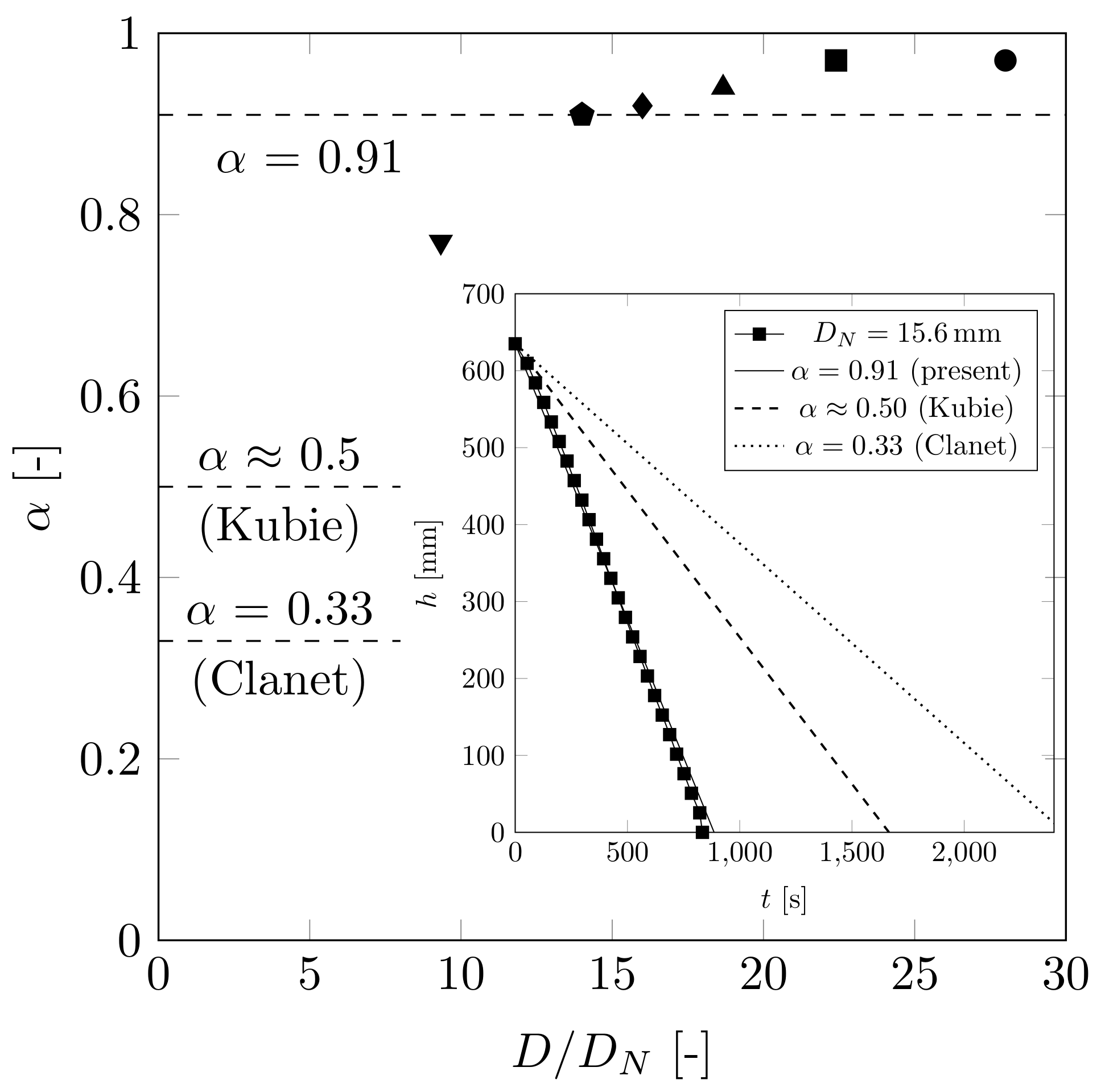
The second observation is related to the influence of
by considering only the experimental results from the glugging cases (
). It follows from the first observation (cf.
Figure 8) that if the glugging-only data are consistent with the Clanet trend, then all instances of glugging—even if they occur with a perforation—will also be consistent. The influence of
is captured in the trends of
Figure 9 (both the main plot and the inset). The inset of
Figure 9 shows, qualitatively, that, as the neck diameter increased the emptying time through glugging,
decreased (see horizontal axis intercepts). To quantitatively evaluate the glugging behavior, the data from the inset of
Figure 9 are plotted in the body of
Figure 9 using the form
versus
, as inspired by Equation (
1). Log–log axes were used, and the resulting trend appeared to be linear on this plot, thus suggesting a power–law relationship. A straight-line representing a power–law exponent of
was added, which appeared to match the trend. Thus, the glugging behavior observed in our experiments—even with perforations—followed the dependence on the neck diameter predicted by Clanet.
The third and final observation from our glugging data is related to the influence of
, which was introduced in
Section 2.2 as a fraction of the glugging cycle time in which air occupies the neck. In other words, it serves to reflect the size of the slug of air responsible for bringing air into the neck during the glugging process. Clanet found good agreement between their data and model using
. By using our
data and Equation (
1), the values of
for our bottle/neck conditions were calculated. The results are shown in
Figure 10, and the average value of
suggests that there was a noticeable difference between the glugging bubbles in our experiments and those in previous investigations. This begs the question—is traditional glugging only associated with a value of
, or is this value instead tied to the shape, or size, of the neck?
The answer to this question requires returning to the literature to look at the neck conditions from the limited published experiments involving experimentally constructed bottles with known and measured neck geometries (unlike experiments using commercially available bottles). Clanet and Searby [
9] used bottles without necks and instead used plates to create orifices with a wide range of
9–80 mm. These orifice plates were machined with a bevel so as to produce a sharp edge, i.e.,
and
. The experimental studies of Kubie [
16] and Schmidt and Kubie [
6] used cylindrical orifices in thick plates with
. For diameters ranging from
12–70 mm, this corresponded to
0.3–1.7 (where, with the exception of one experiment whose results are reported,
). For this set of conditions, the results yielded the estimates of
. Compare this to our experiments for which
0.7–2, where the smallest five of six neck sizes yielded
. For our experiments, we reported an average
, but note that, as can be seen in
Figure 10, the value of
appeared to be influenced by the size of the neck. So, although the quantity of data on
was limited, and no systematic visual evidence of the size of bubbles in the experiments of Clanet and Kubie were provided (nor were sufficient and systematic images gathered during the present large bottle experiments), it is expected that the size and shape of the neck influenced the size of the bubbles that rose through the neck and entered the bottle. Thus, it is reasonable to conclude that
will vary, and no single value of
exists for traditional glugging.
The conclusion from all three of these observations is that the glugging encountered in the perforated bottles (after a period of initial jetting), is the same type of glugging that occurs in a non-perforated case. As such, the behavior of this glugging can be modeled using Equation (
1) so long as an empirically determined value of
is used, which is set by the characteristics of the bottle (which, for our case, we used an estimate of
). The variation in emptying time, caused by
, between different bottles can have a dramatic impact on the modeling of the glugging regime (and, hence, on our ability to accurately model the influence of the perforation diameter on the overall emptying when glugging occurs for even a fraction of the time). To illustrate this influence, see the results using Equation (
1) within the inset of
Figure 10, which used three values of
to compare to the data for one
of the
Figure 9 inset.
4.4. Details of Jetting
As seen in
Figure 5, the shape of the
trend during jetting was influenced by
. This occurred whether jetting was part of a jetting–glugging combination during emptying or whether it was the only regime associated with the emptying. This influence is further illustrated in
Figure 11, where plotted jetting behavior for a range of perforation sizes that produce both jetting and jetting-to-glugging transition is shown. The inset of the
Figure 11 contains a more detailed view of the slopes of the
curves leading up to the transition to glugging. Here, despite changes in the
, the slopes of
were similar at the transition (gray data sets). This suggests that the transition from jetting to glugging took place at some constant value of
for any neck diameter of
. This behavior is explored later in
Section 4.5.
Modeling the jetting regime of emptying starts with a basic understanding of what physics the perforation introduces into the emptying process. Note that when jetting is modeled, glugging is not allowed (thus, we can produce non-physical behavior as ). When the size of has an influence, i.e., it is far from the condition of an open-topped container, the perforation introduces a pathway for air to enter into the top of the bottle. The flow of air will be caused by a reduction in the pressure within the bottle, which is caused by the descent of the air–water interface having a speed U. This reduction in pressure, to values below atmospheric (), causes a decrease in U, which, in turn, reduces the velocity of the liquid through the neck, . The reduced is below that predicted when the perforation has no influence and only gravity plays a role in dictating and , and so is actually related to , , U, g, and the various losses associated with the contractions and expansions through the perforation and neck.
Modeling the jetting regime to predict
and
requires the use of the conservation of mass to relate
h in the bottle to
U, the velocity of the air–water interface in the bottle to the velocity of the water through the neck
(i.e.,
), and to relate the mass flow of air entering the bottle to the mass flow of water leaving the bottle. The compressibility of air in our analysis was neglected given the small departures from atmospheric pressure (
), so the volumetric flow rates of the air and water are equivalent, and the speed of the air and that of the water within the bottle is given by
U. This velocity becomes small as
becomes large. Thus, we derive the following equation:
The energy equation, i.e., the coupling velocity, pressure, and head losses, is used to relate the changes in velocity and pressure separately for the flow of air through the perforation and for the flow of water out of the bottle. These energy equations are then coupled through the connection between
and
U, which is shared by both the air flow and water flow inside the bottle. The velocity profiles are considered to be uniform for both air and water at all locations in the system; hence, this reduces to an unsteady 1D problem in height,
. Uniform profiles are considered to be reasonable both for the large diameter regions inside the bottle, and for liquid flow through the neck as fully developed conditions were not achieved with
. Major head losses are also neglected, and minor losses are accounted for using several loss coefficients
K.
The water velocity through the neck
is related to
h,
(a negative gauge pressure),
U, and
g, in addition to the loss incurred due to the contraction from
, which is accounted for using
. Since this is a sudden contraction with a large area ratio,
. The air–water interface velocity
U is related to
and the loss incurred in the air as it is first pulled into the perforation
(from the infinite reservoir of the atmosphere) and then as it expands to fill the space within the bottle interior above the air–water interface. The initial contraction uses a loss coefficient
, whereas the sudden expansion employs
. Since we do not, at present, have measurements of
, a model is sought that eliminates it from our equations by coupling the flows of air and water. Thus, by combining our equations, the rate of change of
h within the bottle can be computed using the following equation:
where the term containing the radical is
and where
and
As a check of Equation (
6), if the problem is assumed to be inviscid and without any influence of the flow of air, then the following applies:
,
,
; since there is no influence of air,
(as this term is related to the flow of air). With these conditions,
, as would be expected.
Equation (
6) was solved for
by forward stepping in time, starting at
and ending with
. This was accomplished using
. But what remains in Equation (
7) is to determine an appropriate value of
. To do this, jetting data was used to find a value of
that appeared to fit the data for a wide range of conditions for our experiments. Note that there is no single value of
that works for all experimental conditions, and this will lead to discrepancies between the experimental data and the theoretical model that describes emptying. This is similar, and in addition, to the discrepancy we anticipate because of the use of an average value of
for all neck sizes. Nevertheless, the goal here is to broadly describe the phenomenon and not necessarily to achieve high precision for each and every experiment (which would be nothing more than individual empirical fits for any and all conditions).
With a working model for jetting behavior, by selecting a value of
and
, the details of
can be predicted. Using this,
is found when
. In addition, by sweeping through values of
, the effect of the perforation diameter on the jetting behavior for a fixed value of
can be seen. The trend from such a sweep is similar to the curve sketched in
Figure 7. As anticipated, as
increases, the emptying time via jetting
decreases. The trend approached a value of
predicted by a viscous open-top bottle case, i.e.,
, where there was no restriction from the air. Furthermore, as
decreases, the emptying time via jetting
increases, and this occurs in such a way that
as
, which can be rationalized in the following way. If
, then no air can flow into the top of the bottle; thus
, which implies that
. In other words, a bottle cannot empty through jetting unless there is some means to ventilate the top, no matter how small. Why this does not happen in practice is that the bottle will glug for very small perforations or for no perforation. However, our theoretical jetting model does not allow for this glugging to occur. One more insight we can take away from the jetting model is that the rise in
as
decreases helps to explain the occurrence of a maximum emptying time
in the bottle emptying data.
4.5. Jetting-to-Glugging Transition
Since we now can conclude that a bottle undergoes emptying via glugging in the same manner with
or without a perforation (i.e., the Clanet model applies), and the regime of jetting can be modeled as a single-phase flow through the neck with a flow rate reduced by the need to simultaneously pull air through the perforation, what remains is to connect the two regimes and predict the onset of transition (cf.
Figure 7).
As reviewed in
Section 2.3, the literature contains predictions for the rise velocity of single bubbles confined within tubes. This velocity can be computed using the bubble velocity coefficient
k, which is related to
. The simplest possible explanation for the jetting-to-glugging transition can be thought of in terms of a competition between the bubble and liquid velocities at the outlet of the neck.
Consider a bottle with a perforation that is large enough that it empties first through a jetting process. In experiments, over time, as the liquid height h decreases in the bottle, the flow rate decreases. Hence, the velocity of the liquid at the neck, , decreases with time as well. If this liquid velocity is sufficiently large such that it exceeds the bubble rise velocity, , then the bottle will continue to empty via jetting. This assumes that the bubble velocity is computed using . Under these conditions, a bubble can never penetrate into the neck. However, when the liquid velocity at the neck is decreased so that , then a bubble can penetrate into the neck and initiate glugging. Once the bottle begins to empty via glugging, it will continue to glug for the remainder of emptying.
To test this hypothesis, the
results from the jetting-to-glugging experiments were used to compute the neck velocity at the time of transition. This was done by fitting a second-order polynomial to the last several
jetting data points (just prior to transition), and then using the slope of this curve fit to find
U at the transition. Relating
U and
via
can solve for
at the transition (defined as
). After the transition, the value of
is dictated by the glugging model. The values of
for each
at fixed values of
were calculated, and, as no strong trend was discovered between
and
(for fixed
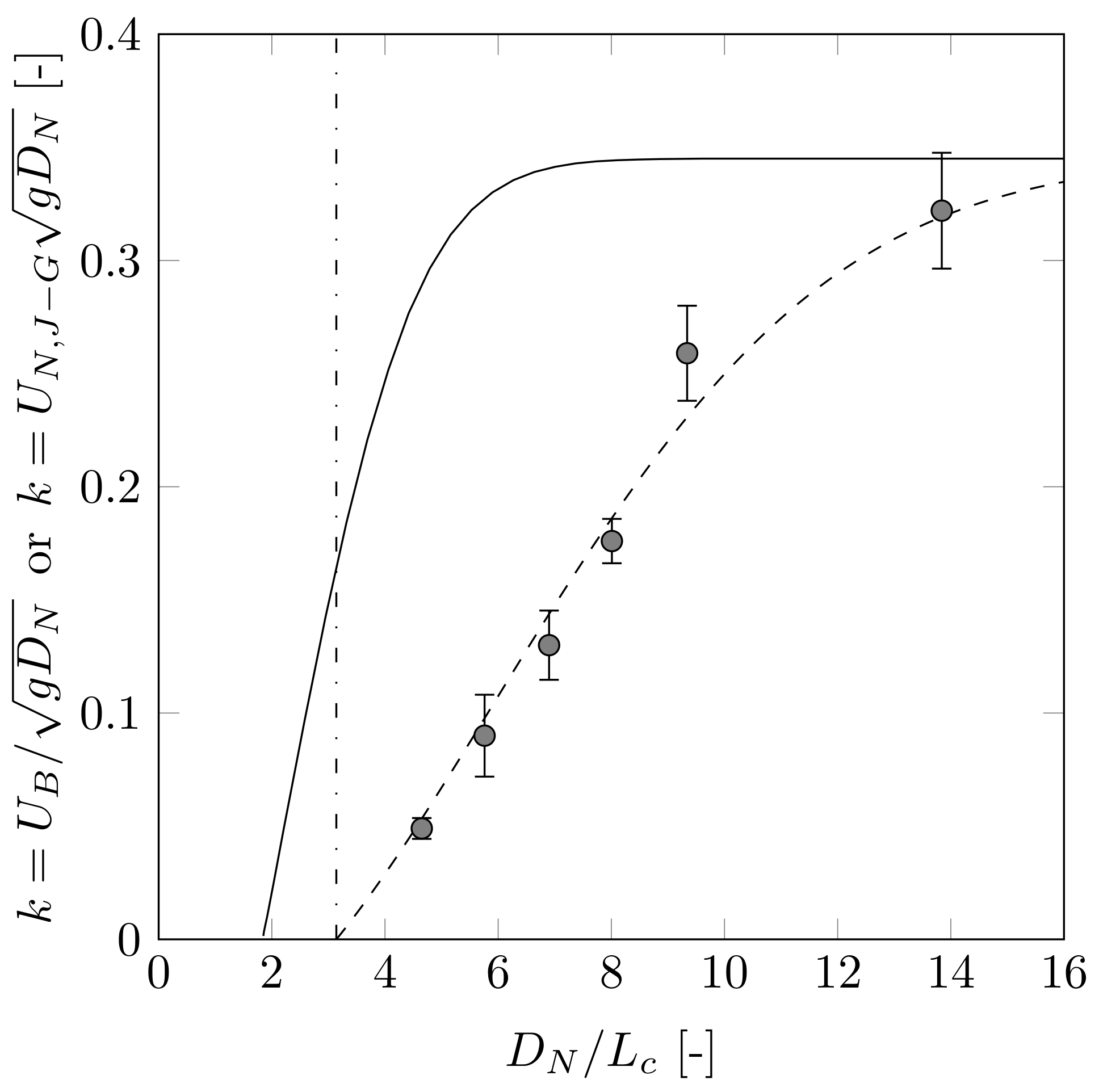
), average values were used. When transformed into dimensionless values using
, the data can be plotted and compared to the theoretical bubble velocity coefficient given by Equation (
4). This is shown in
Figure 12, where the error bars represent the standard deviation of the collection of measurements used to create the average values.
A comparison of the experimental results to the theoretical prediction in
Figure 12 suggest that, although qualitatively the transition velocity increased with increasing neck diameter (as anticipated), there was no quantitative agreement until large neck diameters were approached. We can conclude that as
decreases, the jet velocity at which the transition occurs is considerably less than the theoretical bubble velocity (e.g.,
is
less than
for
). This difference increases with decreasing
. It also appears that the minimum value of
for which there was any emptying (i.e.,
) seemed to approach a value in the neighborhood of
, and not the value of ∼2, as was measured in the White and Beardmore experiments [
14]. Hence, the hypothesis that the transition from jetting to glugging occurs with a simple balance of
, with
based on
k, was deemed invalid over the entire range of
tested. A point of interest is that, despite the lack of quantitative agreement, using this criteria to establish the transition did lead to the prediction in a maximum emptying time for perforated bottles, but, as with the quantitative disagreement in
k, significant quantitative disagreement existed between that mode of transition and the experimental data (e.g., that shown in
Figure 4).
In seeking to discover a physical mechanism that both explains the transition from jetting to glugging and provides reasonable quantitative agreement between theory and experiment, assistance was sought from the literature on slug flow and Taylor bubbles. As examples, experimental [
17,
18] and theoretical [
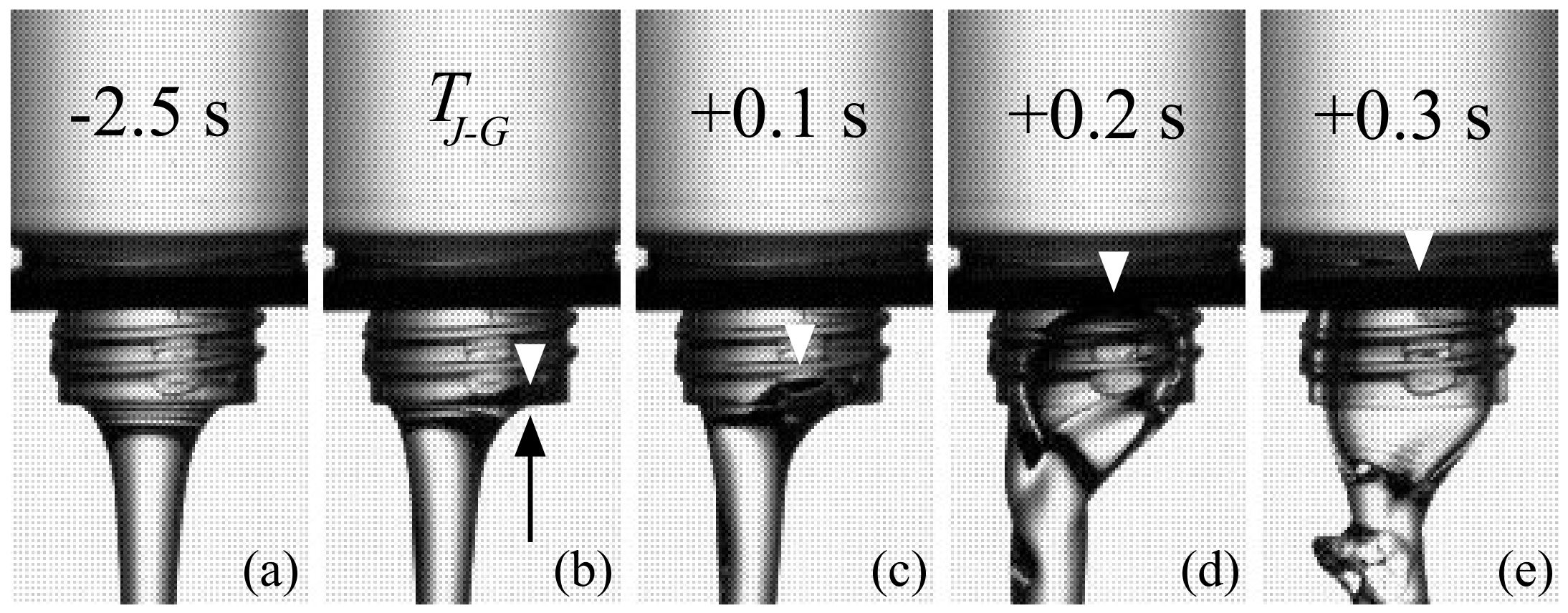
19] studies have been undertaken to investigate the motion of bubbles rising in tubes through which there is an imposed downward flow of liquid. The focus of these works has been the influence of the downward liquid motion on the bubble shape and bubble rise velocity, and none indicated the significant decreases in bubble rise velocity that were apparent in the low transition jet velocities in our measurements. Furthermore, these types of experiments tended to use bubbles that were injected into pipes rather than bubbles that formed naturally at the outlets of tubes exposed to the atmosphere, as we had in our experiments. In addition, although we did not record complete and thorough visual details (e.g., movies and photographs) of the jetting to glugging in our experiments, the limited photographic evidence that we do have suggests that when transition occurs, the initial bubble entry into the neck does not occur by one symmetric Taylor bubble (cf.
Figure 13). Instead, the initial shape and speed of the bubble that flows into the neck, causing an end to jetting, must be related to how the interface becomes unstable and deforms. This process is likely to be highly complex and related to the Rayleigh–Taylor instability, which remains to be investigated in a more controlled fashion and is beyond the current scope of this work.
4.6. Toward a Complete Model
The lack of a conclusion about the mechanism that causes transition does not prevent using the experimentally determined transition velocities to model the behavior of the collection of experiments, although by doing this, the data were fitted rather than attempting to generate a purely theoretical model. To create a
expression, Equation (
4) was mimicked in that a form for which
as
became large was found. In addition, the exponent which was paired with the Eötvös number such that
when
, as suggested by the Rayleigh–Taylor instability, was modified. The result is given by the following equation:
where one adjustable parameter is included, which was originally
m in Equation (
4) but is now solely used to provide a fit to the data. By seeking a minimum of difference between the experimental data and the curve fit, a value of 70 was found and reported in Equation (
9). Plotting this expression in
Figure 12 highlights the goodness of fit.
With the empirical condition for transition, i.e., when
(calculated using
), the glugging and jetting regimes can be connected to obtain a complete picture of the overall behavior and to model the original primary results of our experiments—namely, the behavior of
versus
as shown in
Figure 4. To do this,
was used to simulate the emptying of our bottle for a range of dimensionless perforation diameters. The numerical simulation in
can use either the Clanet model to compute velocity
U, and hence
, or the viscous jetting model to compute
. The choice of the model, made at each time step, depends on the velocity
U, and by connection,
. If
, then the simulation proceeds to use the jetting model. However, if
, the simulation proceeds by using
U from Equation (
1). The simulation starts with
and ends when
. Three representative simulation cases are provided in
Figure 14, which correspond to
, along with the perforation diameters
(causing glugging),
(leading to a jetting-to-glugging transition), and
(causing jetting). What is shown in this figure is that the simulations were not necessarily precise for any given
and
. This can be expected, given the use of values of
and
which were taken as averages that generally represented all of the experimental results. What is important is that the simulation captures the three regimes encountered during emptying.
By fixing the value of
in the simulations, sweeping through a large number of
values, and then extracting
values from those simulations, what appeared as a continuous trend for
versus
was created. A dimensionless form of this plot is shown in
Figure 15. Included in this figure are the relevant experimental data from
Figure 4, in addition to three theoretical curves: the viscous jetting model result (that predicts
as
), the complete model that captures the transition from jetting to glugging (but using the hypothesis that the transition occurs when
with
k from Equation (
4)), and the complete model that captures the transition but uses
to determine the transition. Within this plot, the arrows denote the values of
for which the data has been plotted for in
Figure 14. By comparing the two figures, the reason for differences in the predicted values of
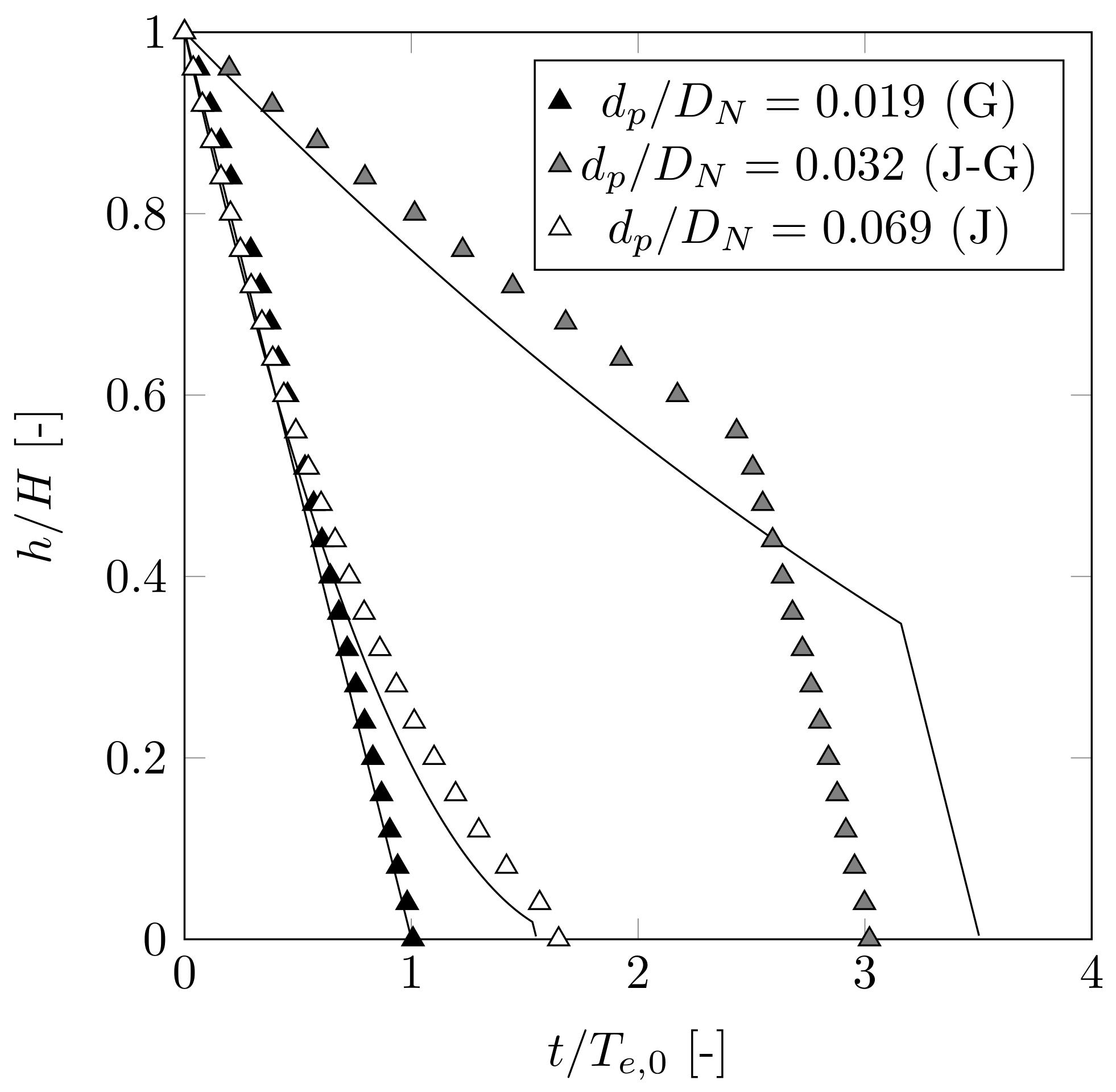
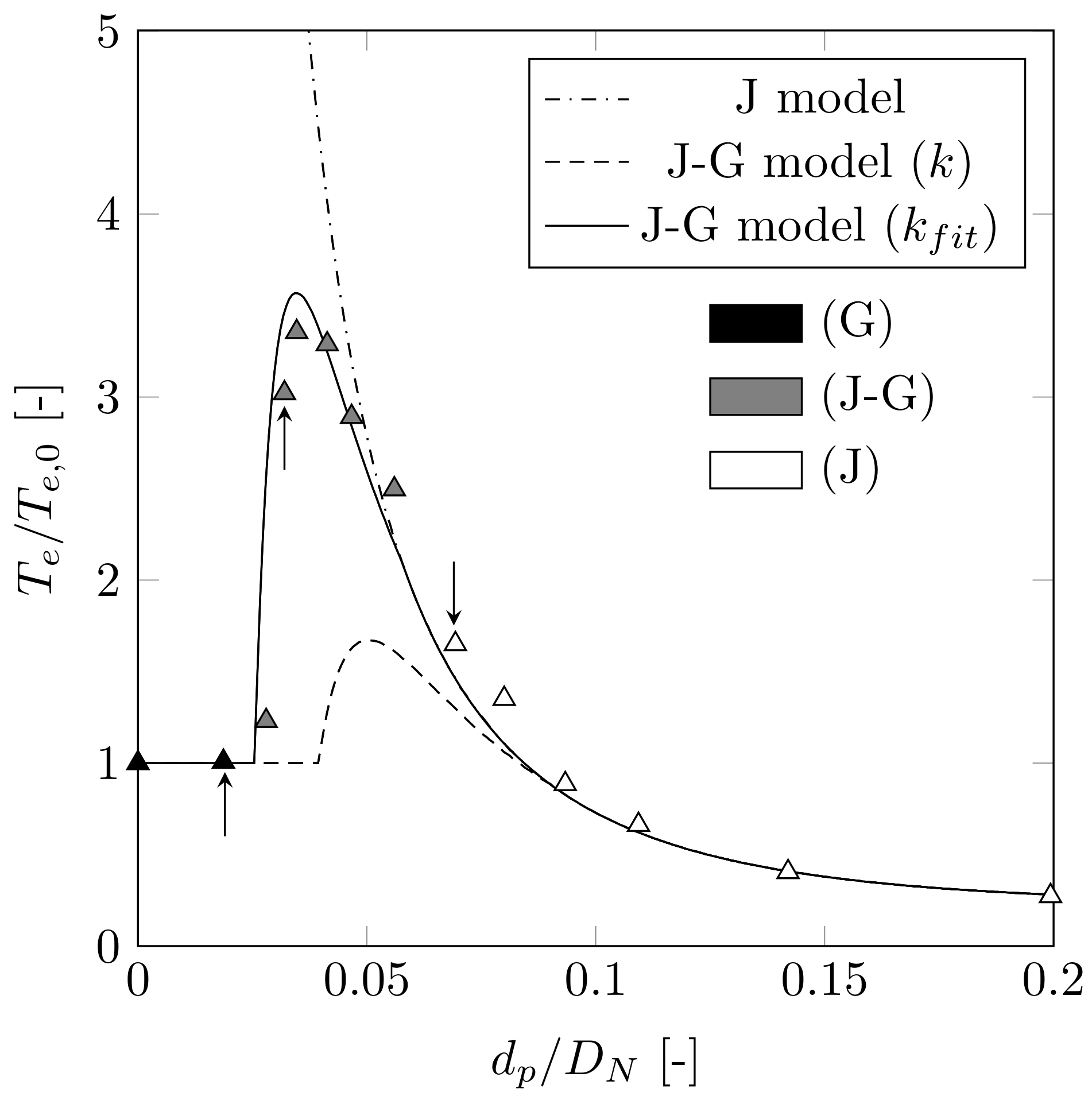
can be noticed. Despite the differences, we can conclude that all of the relevant behavior was captured by the simulation.
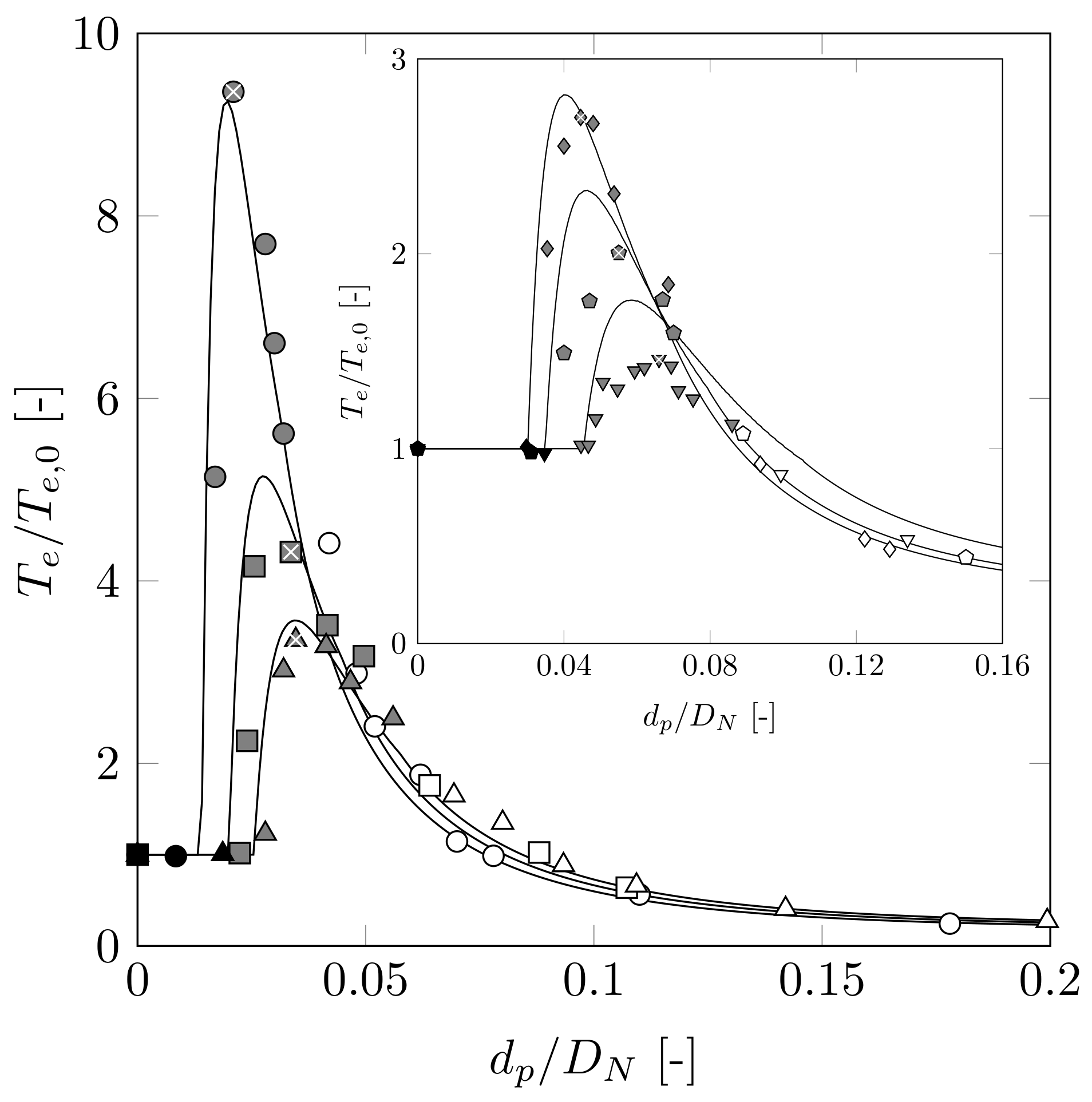
The results from the
simulation for all
used in experiments are shown in
Figure 16. Here, we can see that the simulation captured the increase in the value of
corresponding to
, the reduction in the value of
, and the increase in the value of
at which transition occurred—with all of these changes occurring with increase in
. We can conclude from the figure that the disagreement between the simulation and the experimental data increased with
. This may be attributable to the change in
with increasing
, which, when coupled with the overall reduction in the emptying time as
increases (hence, resulting in an increase in percent uncertainty for the fixed resolution errors or timing errors), lead us to expect a decreased agreement in this direction. Despite a lack of complete quantitative agreement, the overall emptying behavior of the perforated bottles was captured.
Figure 15.
Detailed comparison between experimental data (
) for
versus
and model predictions. Note that even when the transition was predicted using
k or
, the model predicted the experimentally observed trends. A curve that corresponds to the jetting only model is provided to show how the jetting-to-glugging model blends into the jetting model at large
. Arrows align with specific values of
shown in detail in
Figure 14.
Figure 15.
Detailed comparison between experimental data (
) for
versus
and model predictions. Note that even when the transition was predicted using
k or
, the model predicted the experimentally observed trends. A curve that corresponds to the jetting only model is provided to show how the jetting-to-glugging model blends into the jetting model at large
. Arrows align with specific values of
shown in detail in
Figure 14.






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}