
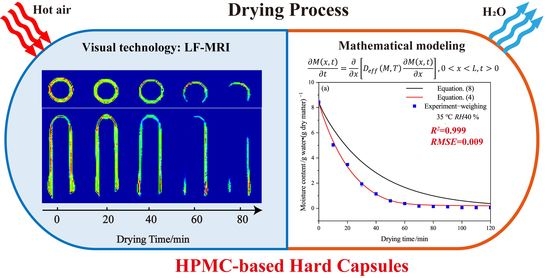
Drying Process of HPMC-Based Hard Capsules: Visual Experiment and Mathematical Modeling

 , ,
, ,
Abstract
1. Introduction
2. Results and Discussion
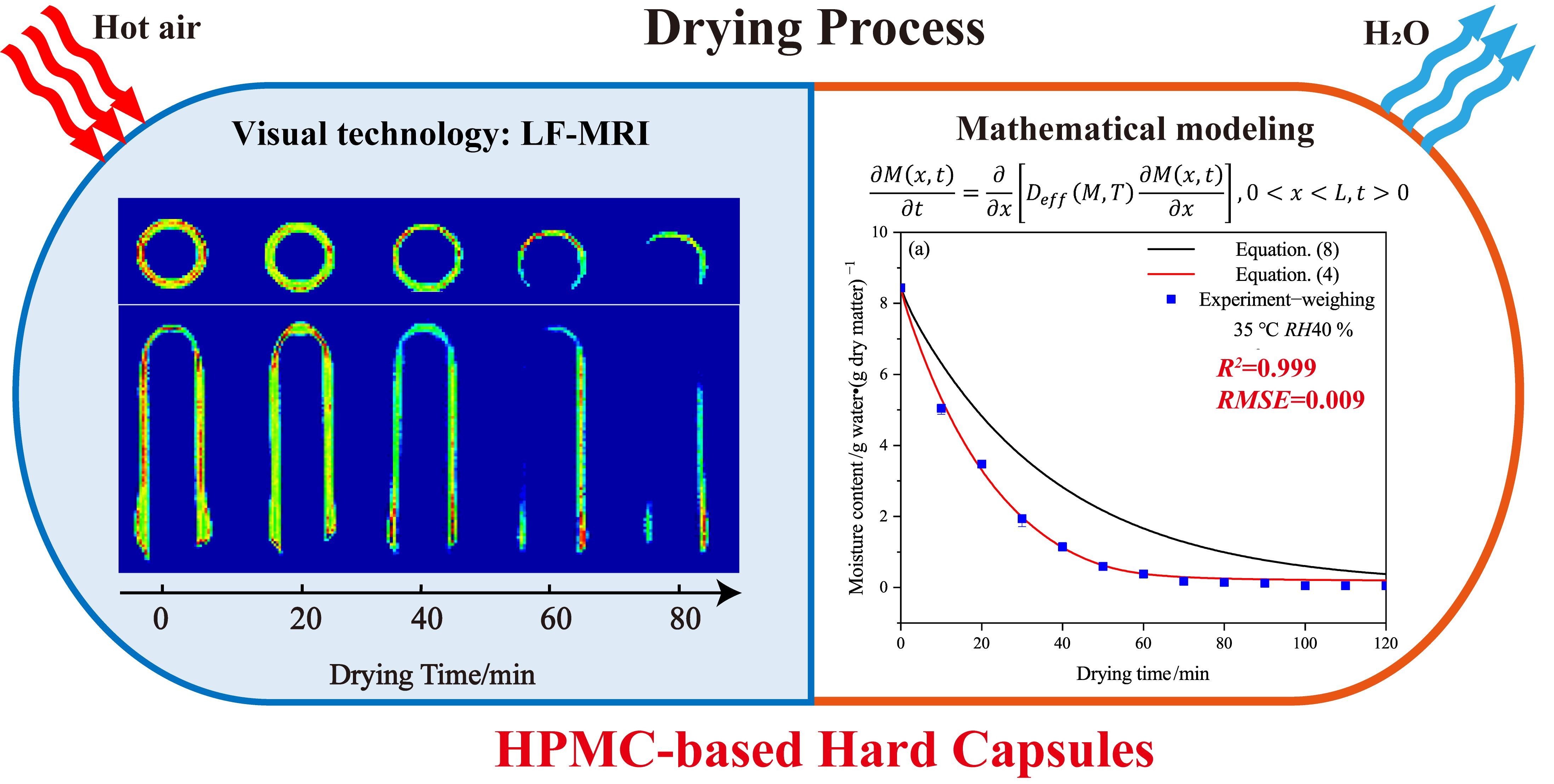
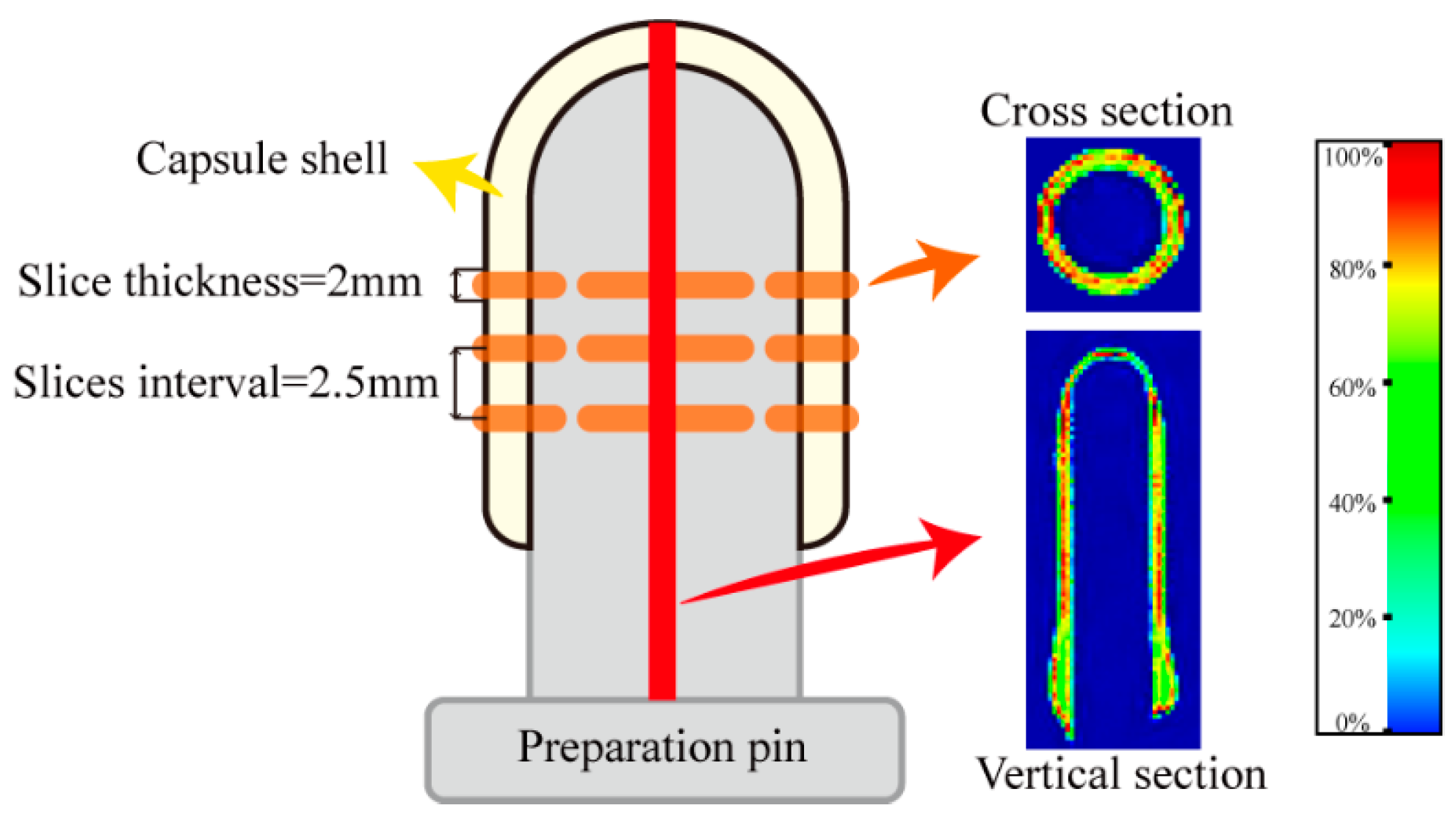
2.1. LF-MRI Analysis
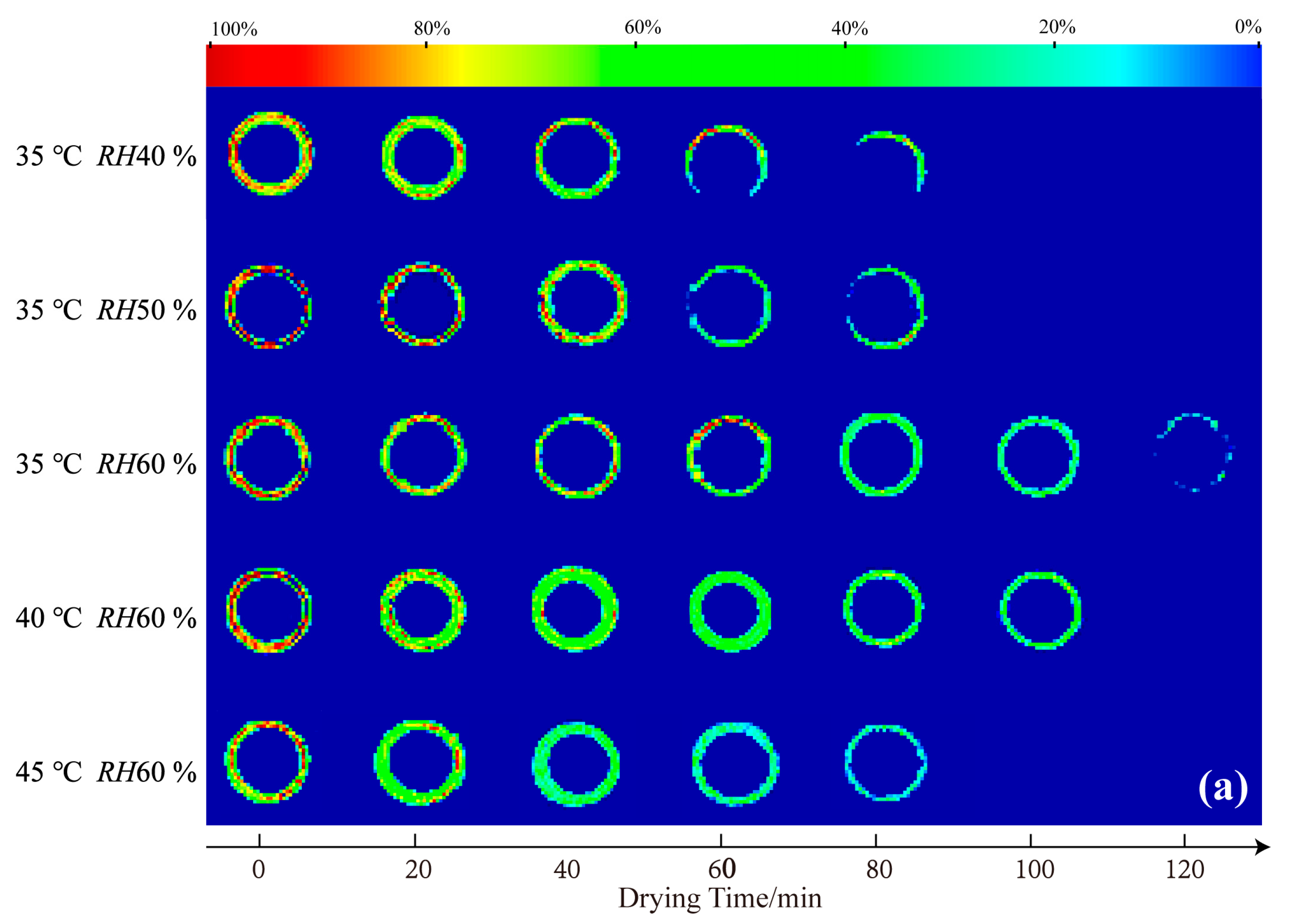
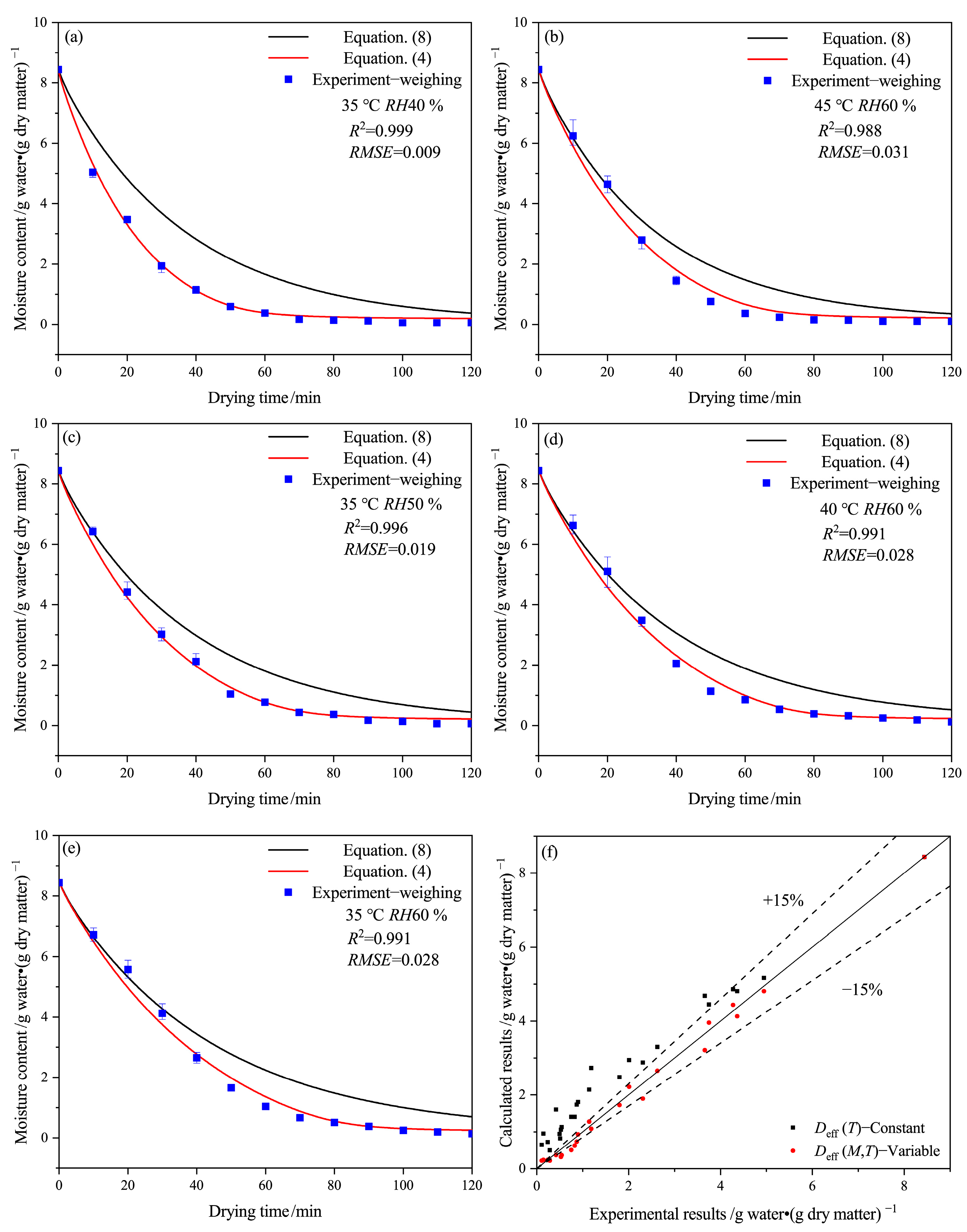
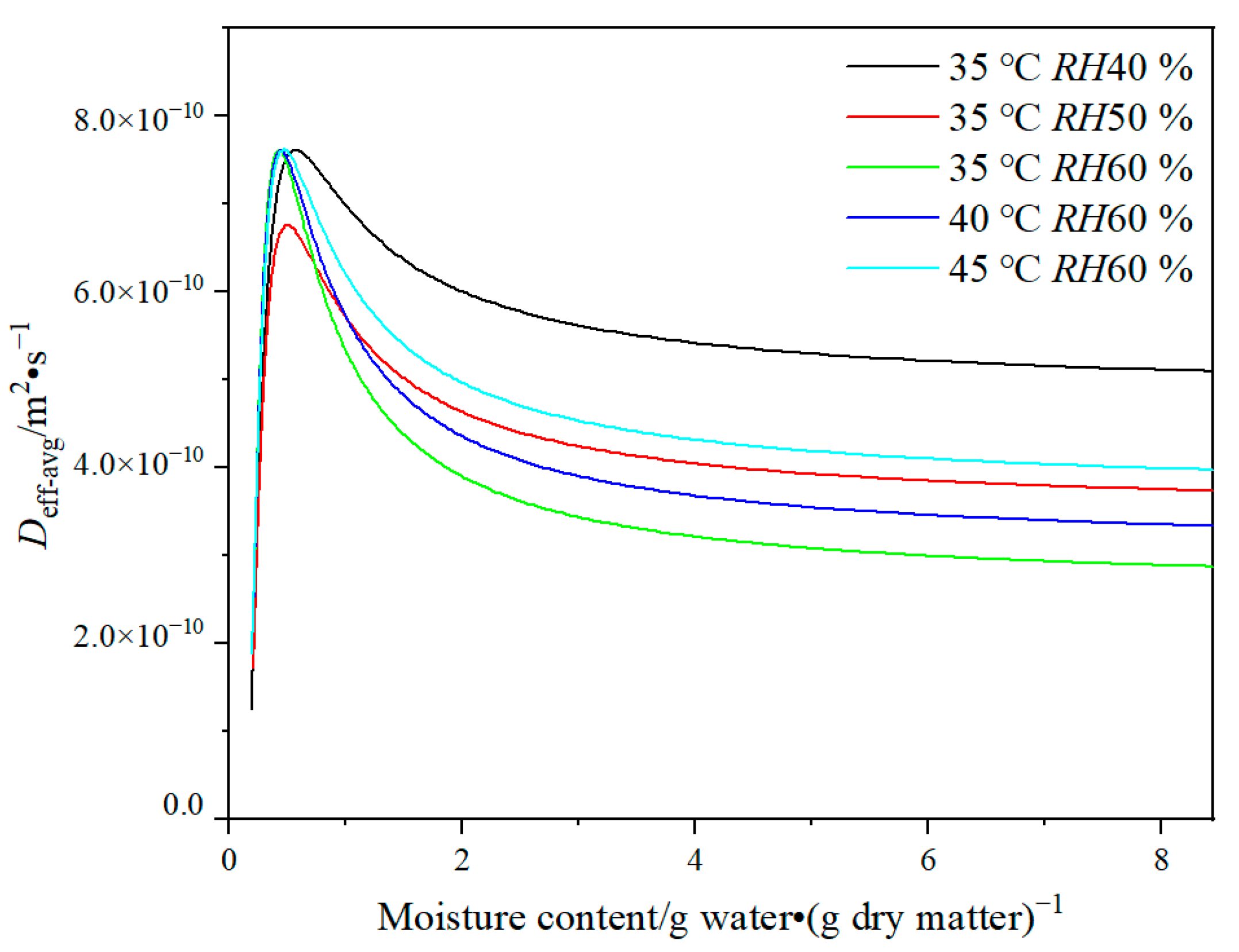
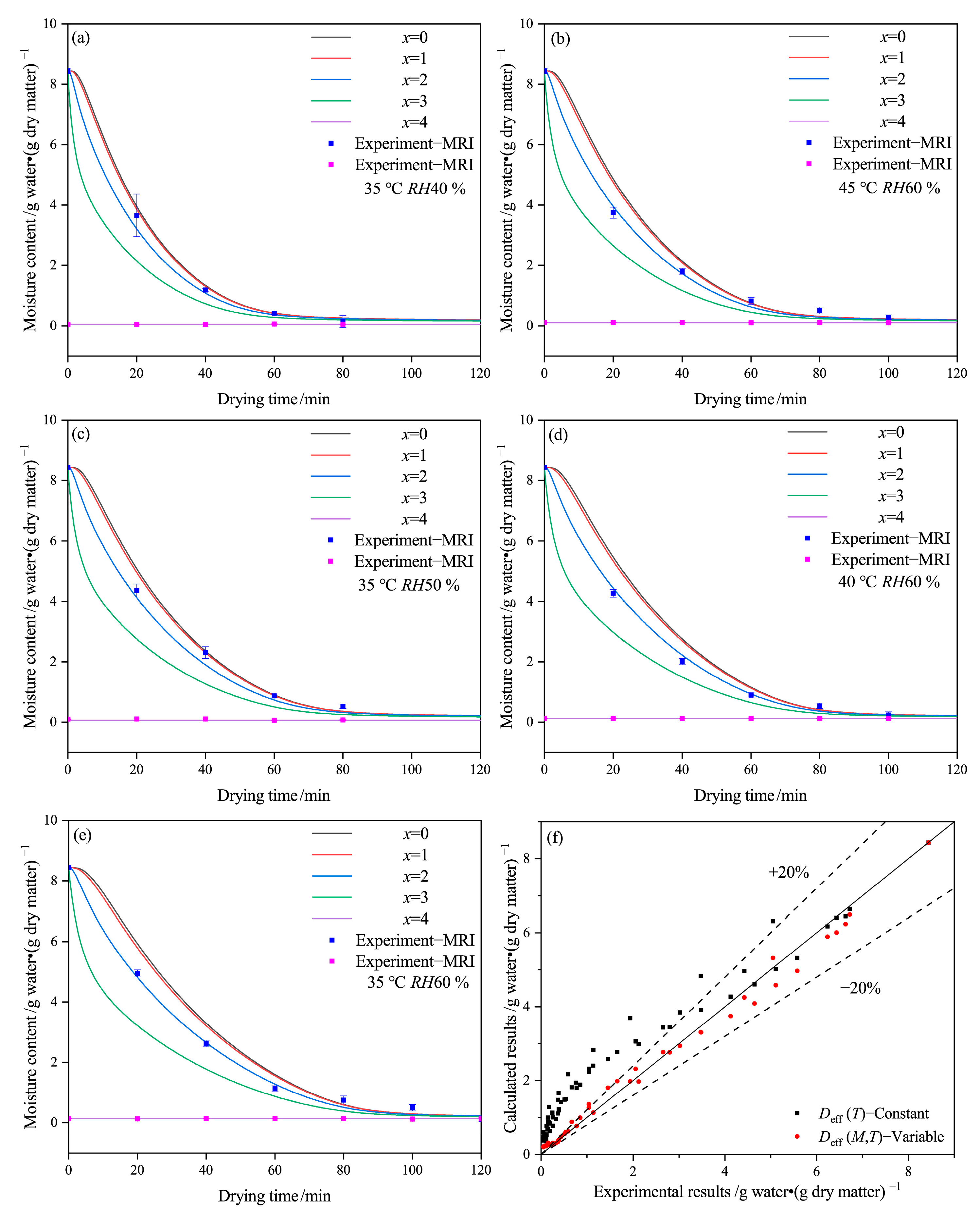
2.2. Effect of Various Drying Conditions on Average Moisture Content and Deff of HPMC-Based Hard Capsules
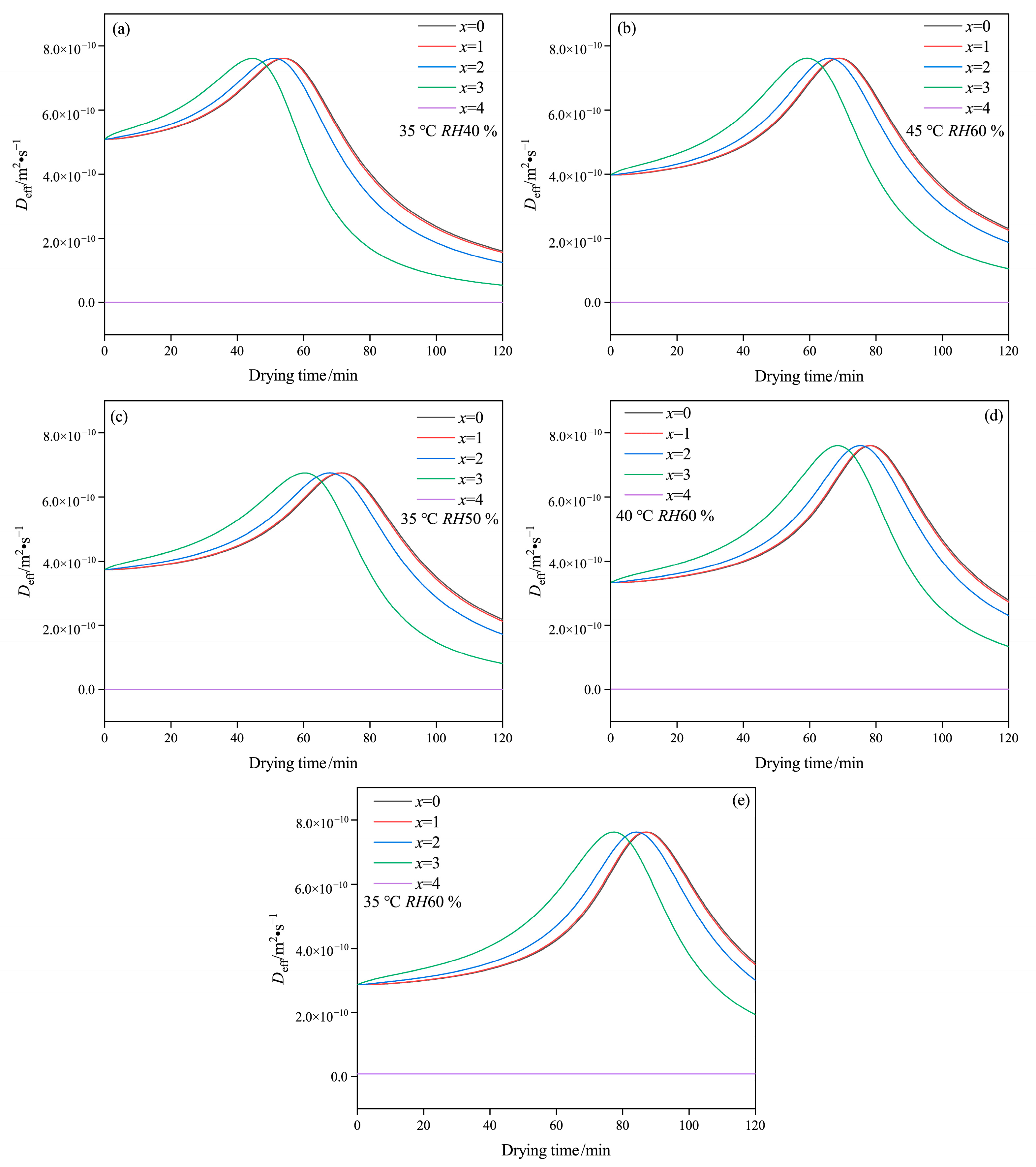
2.3. Effect of Drying Conditions on Moisture Content and Deff at Each Layer of the Capsule Shell
3. Conclusions
4. Materials and Methods
4.1. Materials
4.2. Sample Preparation
4.3. Drying Experiment
4.4. LF-MRI Measurements
4.5. Modeling the Drying Curve
- (1)
- The drying process is assumed to be one-dimensional mass transport;
- (2)
- The initial moisture distribution of the capsule shell is considered to be uniform;
- (3)
- The shrinkage of the capsule is ignored;
- (4)
- (5)
- The temperature of the capsule shell is assumed to be the same as the hot-air temperature.
4.6. Data Analysis
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| A | Zone of the middle layer in the MRI images of the capsule |
| a | Estimated parameter of Equation (7) |
| b | Estimated parameter of Equation (7) |
| Deff | Effective moisture diffusivity, m2·s−1 |
| Deff-avg | Average effective moisture diffusivity, m2·s−1 |
| D0 | Arrhenius factor, m2·s−1 |
| Ea | Activation energy, kJ·mol−1 |
| k | Proportionality constant |
| L | Thickness of capsule shell, mm |
| M | Moisture content, g water·(g dry matter)−1 |
| Me | Equilibrium moisture content, g water·(g dry matter)−1 |
| M0 | Initial moisture content, g water·(g dry matter)−1 |
| Mexp,x | Experimental moisture content found in measurement, g water·(g dry matter)−1 |
| Mpre,x | Predicted moisture content for this measurement, g water·(g dry matter)−1 |
| Mpre,mean | Average of predicted moisture content for this measurement, g water·(g dry matter)−1 |
| N | Number of pixels in the zone |
| R | Universal gas constant, J·mol−1·K−1 |
| R2 | Coefficient of determination |
| RH | Relative humidity of hot air, % |
| RMSE | Root mean square error |
| T | Drying temperature of hot air, ℃ |
| TE | Echo-time, ms |
| TR | Repetition time, ms |
| T1 | Longitudinal relaxation time, ms |
| T2 | Transverse relaxation time, ms |
| t | Time, s |
| x | Diffusion path, m |
| Z | Number of layers taken in discretization or the number of points |
| ρH | Density of the hydrogen nuclei, m−3 |
Appendix A


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Drying Conditions | Do/m2·s−1 | a | b | Ea/kJ·mol−1 | R2 | RMSE |
|---|---|---|---|---|---|---|
| 35 °C RH60% | 3.74 × 10−7 | 0.92 | 0.196 | 18.65 | 0.991 | 0.028 |
| 40 °C RH60% | 3.74 × 10−7 | 0.81 | 0.179 | 18.53 | 0.991 | 0.028 |
| 45 °C RH60% | 3.74 × 10−7 | 0.68 | 0.160 | 18.31 | 0.988 | 0.031 |
| 35 °C RH40% | 3.74 × 10−7 | 0.52 | 0.147 | 17.06 | 0.999 | 0.009 |
| 35 °C RH50% | 3.74 × 10−7 | 0.67 | 0.166 | 17.90 | 0.996 | 0.019 |
References
- Fu, M.; Blechar, J.A.; Sauer, A.; Al-Gousous, J.; Langguth, P. In vitro evaluation of enteric-coated HPMC capsules-effect of formulation factors on product performance. Pharmaceutics 2020, 12, 696. [Google Scholar] [CrossRef] [PubMed]
- Gullapalli, R.P.; Mazzitelli, C.L. Gelatin and non-gelatin capsule dosage forms. J. Pharm. Sci. 2017, 106, 1453–1465. [Google Scholar] [CrossRef] [PubMed]
- Podczeck, F.; Jones, B.E. Pharmaceutical Capsules; Pharmaceutical Press: London, UK, 2004. [Google Scholar]
- Yang, N.; Chen, H.F.; Jin, Z.; Hou, J.W.; Zhang, Y.H.; Han, H.J.; Shen, Y.Y.; Guo, S.R. Moisture sorption and desorption properties of gelatin, HPMC and pullulan hard capsules. Int. J. Biol. Macromol. 2020, 159, 659–666. [Google Scholar] [CrossRef] [PubMed]
- Liu, L.; Luo, H.; Yang, Y.; Huang, J.; Liu, C.; Ding, Q.; Zhang, H. Study on formulation and preparation technology of the composite cellulose-based enteric capsule shells. Drug Dev. Ind. Pharm. 2022, 48, 646–656. [Google Scholar] [CrossRef] [PubMed]
- Rump, A.; Kromrey, M.-L.; Scheuch, E.; Jannin, V.; Rehenbrock, L.; Tzvetkov, M.V.; Weitschies, W.; Grimm, M. In Vivo Evaluation of a Gastro-Resistant HPMC-Based “Next Generation Enteric”. Pharmaceutics 2022, 14, 1999. [Google Scholar] [CrossRef]
- He, C.; Wang, H.; Yang, Y.; Huang, Y.; Xiao, M. Drying behavior and kinetics of drying process of plant-based enteric hard capsules. Pharmaceutics 2021, 13, 335. [Google Scholar] [CrossRef]
- Kumar, C.; Karim, M.A.; Joardder, M.U.H. Intermittent drying of food products: A critical review. J. Food Eng. 2014, 121, 48–57. [Google Scholar] [CrossRef]
- Akpinar, E.K. Determination of suitable thin layer drying curve model for some vegetables and fruits. J. Food Eng. 2006, 73, 75–84. [Google Scholar] [CrossRef]
- Phitakwinai, S.; Thepa, S.; Nilnont, W. Thin-layer drying of parchment Arabica coffee by controlling temperature and relative humidity. Food Sci. Nutr. 2019, 7, 2921–2931. [Google Scholar] [CrossRef]
- Zhu, A.; Zhao, J.; Wu, Y. Modeling and mass transfer performance of Dioscorea alata L. slices drying in convection air dryer. J. Food Process Eng. 2020, 43, e13427. [Google Scholar] [CrossRef]
- Onwude, D.I.; Hashim, N.; Janius, R.B.; Nawi, N.M.; Abdan, K. Modeling the thin-layer drying of fruits and vegetables: A review. Compr. Rev. Food Sci. Food Saf. 2016, 15, 599–618. [Google Scholar] [CrossRef] [PubMed]
- Ertekin, C.; Firat, M.Z. A comprehensive review of thin-layer drying models used in agricultural products. Crit. Rev. Food Sci. Nutr. 2017, 57, 701–717. [Google Scholar] [CrossRef] [PubMed]
- Kahveci, K.; Cihan, A. Drying of food materials: Transport Phenomena; Nova Science Publishers: Hauppauge, NY, USA, 2008. [Google Scholar]
- Mitra, J.; Shrivastava, S.L.; Srinivasa Rao, P. Vacuum dehydration kinetics of onion slices. Food Bioprod. Process. 2011, 89, 1–9. [Google Scholar] [CrossRef]
- Goyal, R.K.; Kingsly, A.R.P.; Manikantan, M.R.; Ilyas, S.M. Thin-layer drying kinetics of raw mango slices. Biosyst. Eng. 2006, 95, 43–49. [Google Scholar] [CrossRef]
- Zhou, Y.; Huang, M.; Deng, F.; Xiao, Q. Effect of temperature on drying characteristics of pullulan-alginate based edible films. Food Sci. Technol. Res. 2018, 24, 55–62. [Google Scholar] [CrossRef]
- Kaveh, M.; Amiri Chayjan, R.; Taghinezhad, E.; Abbaspour Gilandeh, Y.; Younesi, A.; Rasooli Sharabiani, V. Modeling of thermodynamic properties of carrot product using ALO, GWO, and WOA algorithms under multi-stage semi-industrial continuous belt dryer. Eng. Comput. 2019, 35, 1045–1058. [Google Scholar] [CrossRef]
- Karimi, S.; Layeghinia, N.; Abbasi, H. Microwave pretreatment followed by associated microwave-hot air drying of Gundelia tournefortii L.: Drying kinetics, energy consumption and quality characteristics. Heat Mass Transf. 2021, 57, 133–146. [Google Scholar] [CrossRef]
- Felizardo, M.P.; Merlo, G.R.F.; Maia, G.D. Modeling drying kinetics of Jacaranda mimosifolia seeds with variable effective diffusivity via diffusion model. Biosyst. Eng. 2021, 205, 234–245. [Google Scholar] [CrossRef]
- Dotto, G.L.; Meili, L.; Tanabe, E.H.; Chielle, D.P.; Moreira, M.F.P. Evaluation of the mass transfer process on thin layer drying of papaya seeds from the perspective of diffusive models. Heat Mass Transf. 2018, 54, 463–471. [Google Scholar] [CrossRef]
- Fang, S.; Wang, Z.; Hu, X. Hot air drying of whole fruit Chinese jujube (zizyphus jujuba miller): Thin-layer mathematical modelling. Int. J. Food Sci. Technol. 2009, 44, 1818–1824. [Google Scholar] [CrossRef]
- Saravacos, G.D.; Raouzeos, G.S. Diffusivity of moisture during air drying of starch gels. In Engineering and Food; McKenna, B.M., Ed.; Elsevier Applied Science: London, UK, 1984; Volume 1, p. 499. [Google Scholar]
- Tylewicz, U.; Aganovic, K.; Vannini, M.; Toepfl, S.; Bortolotti, V.; Dalla Rosa, M.; Oey, I.; Heinz, V. Effect of pulsed electric field treatment on water distribution of freeze-dried apple tissue evaluated with DSC and TD-NMR techniques. Innov. Food Sci. Emerg. Technol. 2016, 37, 352–358. [Google Scholar] [CrossRef]
- Fonteyne, M.; Arruabarrena, J.; de Beer, J.; Hellings, M.; Van Den Kerkhof, T.; Burggraeve, A.; Vervaet, C.; Remon, J.P.; De Beer, T. NIR spectroscopic method for the in-line moisture assessment during drying in a six-segmented fluid bed dryer of a continuous tablet production line: Validation of quantifying abilities and uncertainty assessment. J. Pharm. Biomed. Anal. 2014, 100, 21–27. [Google Scholar] [CrossRef] [PubMed]
- Trabelsi, S.; Lewis, M.A.; Nelson, S.O. Microwave moisture meter for in-shell peanut kernels. Food Control 2016, 66, 283–290. [Google Scholar] [CrossRef]
- Xu, F.; Jin, X.; Zhang, L.; Chen, X.D. Investigation on water status and distribution in broccoli and the effects of drying on water status using NMR and MRI methods. Food Res. Int. 2017, 96, 191–197. [Google Scholar] [CrossRef] [PubMed]
- Chen, Y.; Dong, H.; Li, J.; Guo, L.; Wang, X. Evaluation of a nondestructive NMR and MRI method for monitoring the drying process of gastrodia elata Blume. Molecules 2019, 24, 236. [Google Scholar] [CrossRef]
- Brasiello, A.; Iannone, G.; Adiletta, G.; De Pasquale, S.; Russo, P.; Di Matteo, M. Mathematical model for dehydration and shrinkage: Prediction of eggplant’s MRI spatial profiles. J. Food Eng. 2017, 203, 1–5. [Google Scholar] [CrossRef]
- Cui, L.; Chen, Y.; Li, M.; Liu, T.; Yang, P.; Guo, L.; Wang, X. Detection of water variation in rosebuds during hot-air drying by LF-NMR and MRI. Dry. Technol. 2020, 38, 304–312. [Google Scholar] [CrossRef]
- Erbay, Z.; Icier, F. A review of thin layer drying of foods: Theory, modeling, and experimental results. Crit. Rev. Food Sci. Nutr. 2010, 50, 441–464. [Google Scholar] [CrossRef]
- Saravacos, G.D.; Maroulis, Z.B. Transport Properties of Foods; CRC Press: New York, NY, USA, 2001. [Google Scholar]
- Karathanos, V.T.; Villalobos, G.; Saravacos, G.D. Comparison of two methods of estimation of the effective moisture diffusivity from drying data. J. Food Sci. 1990, 55, 218–223. [Google Scholar] [CrossRef]
- Batista, L.M.; da Rosa, C.A.; Pinto, L.A.A. Diffusive model with variable effective diffusivity considering shrinkage in thin layer drying of chitosan. J. Food Eng. 2007, 81, 127–132. [Google Scholar] [CrossRef]
- Rahman, S.; Lamb, J. Air drying behavior of fresh and osmotically dehydrated pineapple. J. Food Process Eng. 1991, 14, 163–171. [Google Scholar] [CrossRef]
- Srikiatden, J.; Roberts, J.S. Measuring moisture diffusivity of potato and carrot (core and cortex) during convective hot air and isothermal drying. J. Food Eng. 2006, 74, 143–152. [Google Scholar] [CrossRef]
- Hacıhafızoğlu, O.; Cihan, A.; Kahveci, K. Mathematical modelling of drying of thin layer rough rice. Food Bioprod. Process. 2008, 86, 268–275. [Google Scholar] [CrossRef]
- da Silva, W.P.; e Silva, C.M.D.P.S.; da Silva, L.D.; Lins, M.A.A. Comparison between models with constant and variable diffusivity to describe water absorption by composite materials. Mater. Werkst. 2012, 43, 825–831. [Google Scholar] [CrossRef]
- Zhang, Y.; Yang, N.; Zhang, Y.; Hou, J.; Han, H.; Jin, Z.; Shen, Y.; Guo, S. Effects of κ-carrageenan on pullulan’s rheological and texture properties as well as pullulan hard capsule performances. Carbohydr. Polym. 2020, 238, 116190. [Google Scholar] [CrossRef]
- Fauzi, M.A. Pudjiastuti, P. Wibowo, A.C.; Hendradi, E. Preparation, Properties and Potential of Carrageenan-Based Hard Capsules for Replacing Gelatine: A Review. Polymers 2021, 13, 2666. [Google Scholar] [CrossRef]
- Lim, G.-P.; Lee, B.-B.; Ahmad, M.S.; Singh, H.; Ravindra, P. Influence of process variables and formulation composition on sphericity and diameter of Ca-alginate-chitosan liquid core capsule prepared by extrusion dripping method. Part. Sci. Technol. 2016, 34, 681–690. [Google Scholar] [CrossRef]
- Zhang, N.; Li, X.; Ye, J.; Yang, Y.; Huang, Y.; Zhang, X.; Xiao, M. Effect of Gellan Gum and Xanthan Gum Synergistic Interactions and Plasticizers on Physical Properties of Plant-Based Enteric Polymer Films. Polymers 2020, 12, 121. [Google Scholar] [CrossRef]
- Vlaardingerbroek, M.T.; Boer, J.A. Magnetic Resonance Imaging: Theory and Practice; Springer Science & Business Media: New York, NY, USA, 2013. [Google Scholar]
- van der Heijden, G.H.A.; Huinink, H.P.; Pel, L.; Kopinga, K. Non-isothermal drying of fired-clay brick, an NMR study. Chem. Eng. Sci. 2009, 64, 3010–3018. [Google Scholar] [CrossRef]
- Jiang, Y.; Jin, X.; Xu, F.; Chen, X.D. Quantifying food drying rates from NMR/MRI experiments: Development of an online calibration system. Dry. Technol. 2019, 37, 2047–2058. [Google Scholar] [CrossRef]
- Xu, J.; Xu, G.; Zhang, X.; Gu, Z.; Zhang, S.; Li, H. Moisture transport in carrot during hot air drying using magnetic resonance imaging. Trans. ASAE 2013, 29, 271–276. (In Chinese) [Google Scholar]
- Fernando, W.J.N.; Low, H.C.; Ahmad, A.L. Dependence of the effective diffusion coefficient of moisture with thickness and temperature in convective drying of sliced materials. A study on slices of banana, cassava and pumpkin. J. Food Eng. 2011, 102, 310–316. [Google Scholar] [CrossRef]
- Ekechukwu, O.V. Review of solar-energy drying systems I: An overview of drying principles and theory. Energy Convers. Manag. 1999, 40, 593–613. [Google Scholar] [CrossRef]
- Xanthopoulos, G.; Yanniotis, S.; Boudouvis, A.G. Numerical simulation of variable water diffusivity during drying of peeled and unpeeled tomato. J. Food Sci. 2012, 77, E287–E296. [Google Scholar] [CrossRef] [PubMed]
- Mujumdar, A.S.; Menon, A.S. Drying of solids: Principles, classification, and selection of dryers. In Handbook of Industrial Drying, 2nd ed.; Mujumdar, A.S., Ed.; Marcel Dekker Inc.: New York, NY, USA, 1995; pp. 1–40. [Google Scholar]
- Husain, A.; Chen, C.S.; Clayton, J.T.; Whitney, F. Mathematical simulation of mass and heat transfer in high moisture foods. Trans. ASAE 1972, 15, 732–736. [Google Scholar] [CrossRef]
- Crank, J. The Mathematics of Diffusion; Oxford University Press: Oxford, UK, 1975. [Google Scholar]
- Fish, B.P. Diffusion and Equilibrium Properties of Water in Starch; University of Cambridge: Cambridge, UK, 1956. [Google Scholar]
- Saravacos, G.D. Effect of the drying method on the water sorption of dehydrated apple and potato. J. Food Sci. 1967, 32, 81–84. [Google Scholar] [CrossRef]








Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, C.; Yang, Y.; Zhang, M.; Zhou, K.; Huang, Y.; Zhang, N.; Ye, J.; Arowo, M.; Zheng, B.; Zhang, X.; et al. Drying Process of HPMC-Based Hard Capsules: Visual Experiment and Mathematical Modeling. Gels 2023, 9, 463. https://doi.org/10.3390/gels9060463
He C, Yang Y, Zhang M, Zhou K, Huang Y, Zhang N, Ye J, Arowo M, Zheng B, Zhang X, et al. Drying Process of HPMC-Based Hard Capsules: Visual Experiment and Mathematical Modeling. Gels. 2023; 9(6):463. https://doi.org/10.3390/gels9060463
Chicago/Turabian StyleHe, Chuqi, Yucheng Yang, Mi Zhang, Kecheng Zhou, Yayan Huang, Na Zhang, Jing Ye, Moses Arowo, Bingde Zheng, Xueqin Zhang, and et al. 2023. "Drying Process of HPMC-Based Hard Capsules: Visual Experiment and Mathematical Modeling" Gels 9, no. 6: 463. https://doi.org/10.3390/gels9060463
APA StyleHe, C., Yang, Y., Zhang, M., Zhou, K., Huang, Y., Zhang, N., Ye, J., Arowo, M., Zheng, B., Zhang, X., Xu, H., & Xiao, M. (2023). Drying Process of HPMC-Based Hard Capsules: Visual Experiment and Mathematical Modeling. Gels, 9(6), 463. https://doi.org/10.3390/gels9060463