
Factors Affecting the Time and Process of CMC Drying Using Refractance Window or Conductive Hydro-Drying

 ,
,
Abstract
:
1. Introduction
2. Results and Discussion
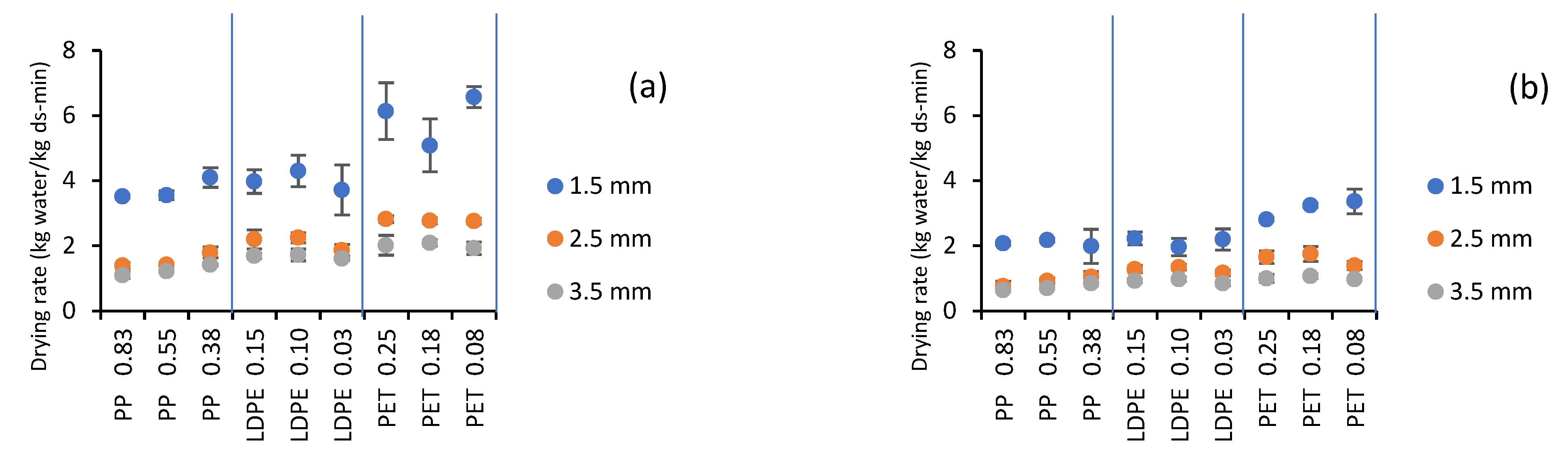
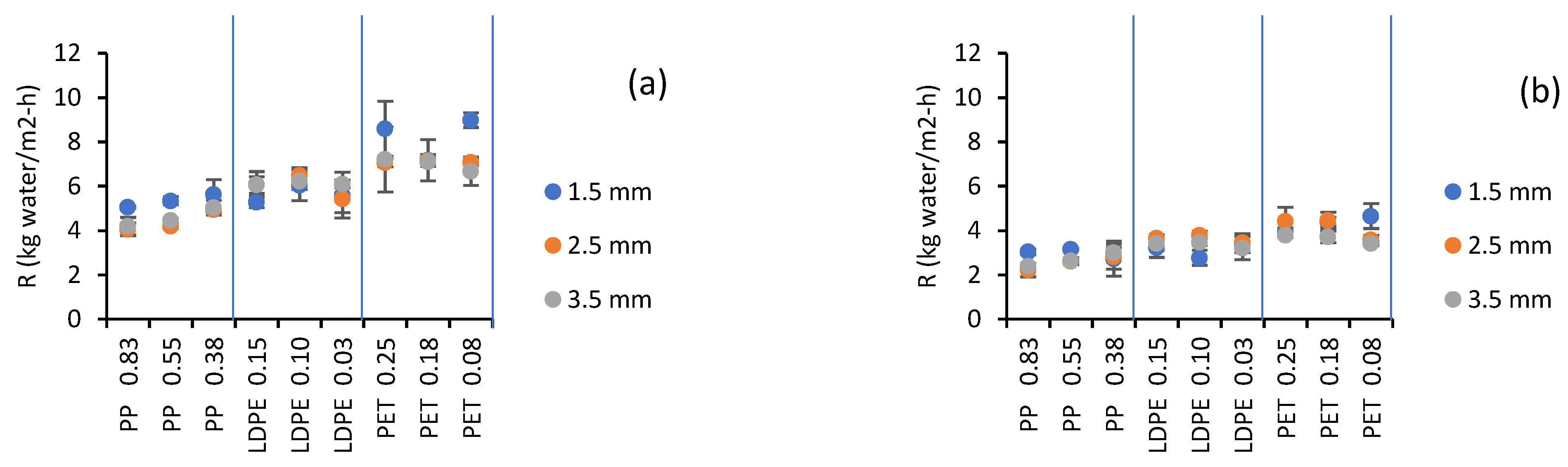
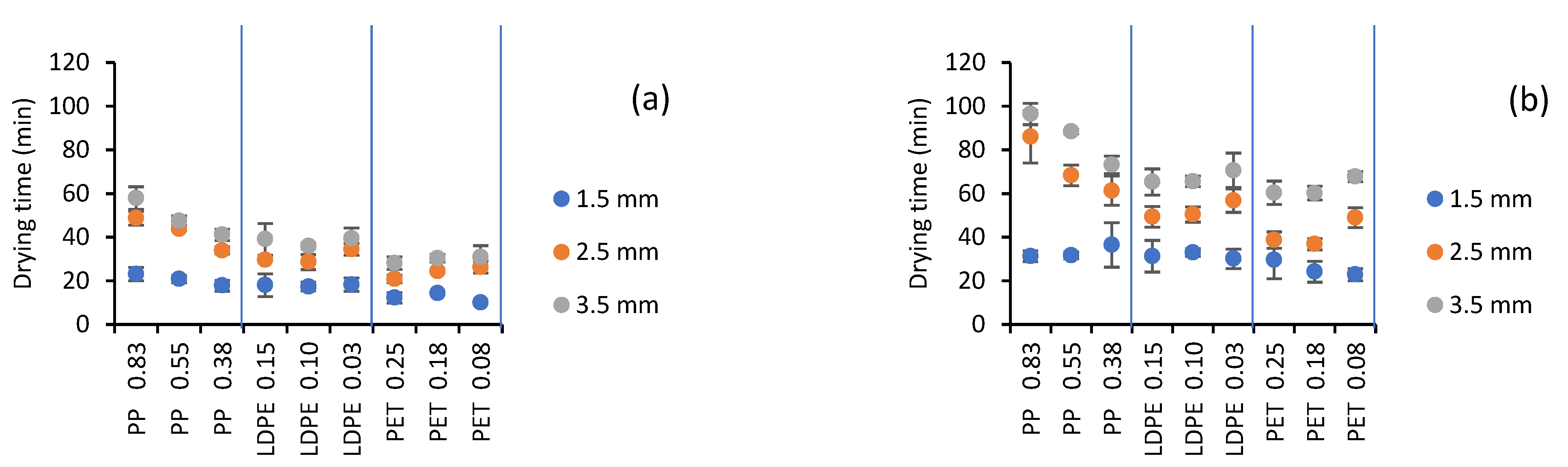
2.1. Drying Kinetics
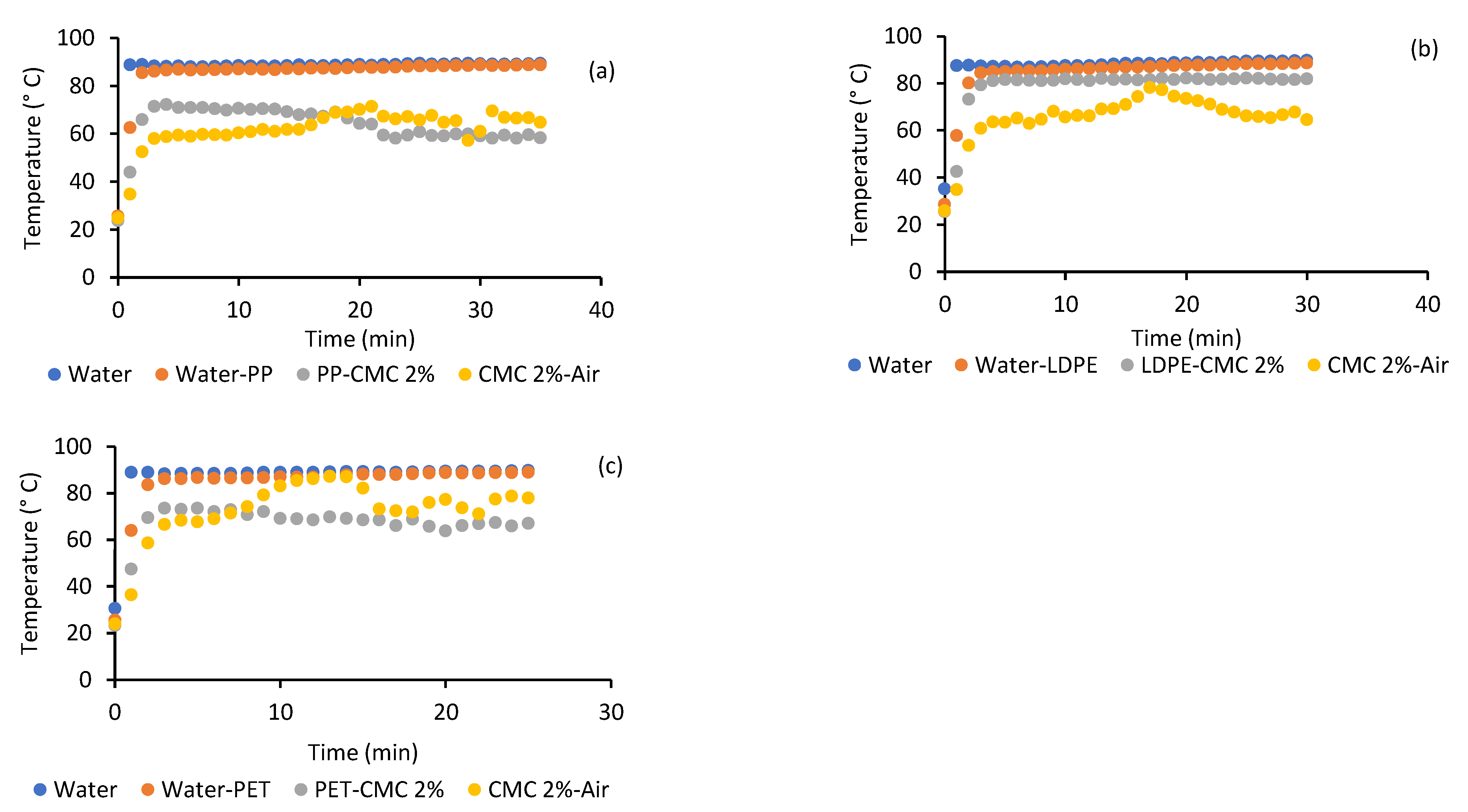
2.2. Temperature Profiles
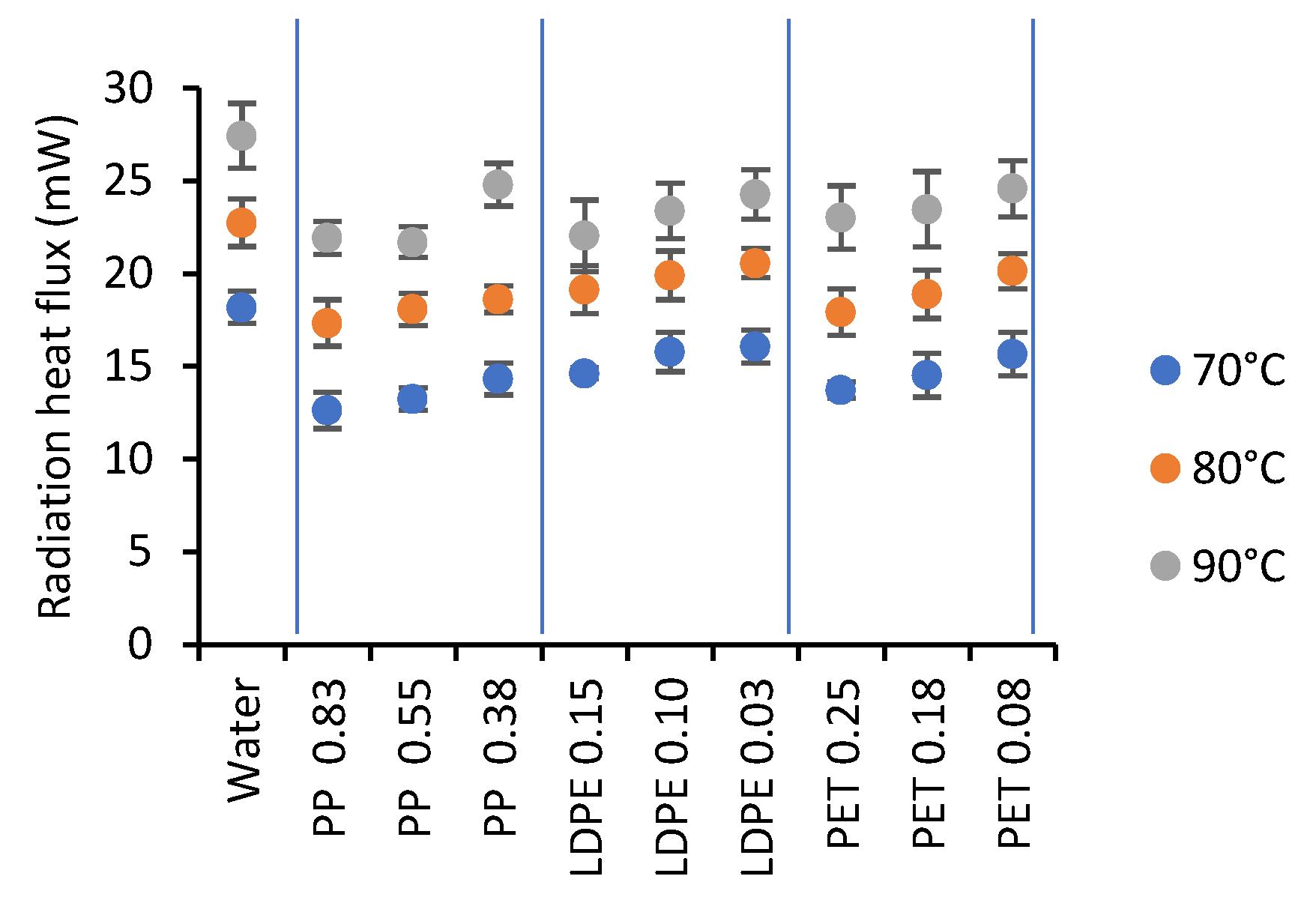
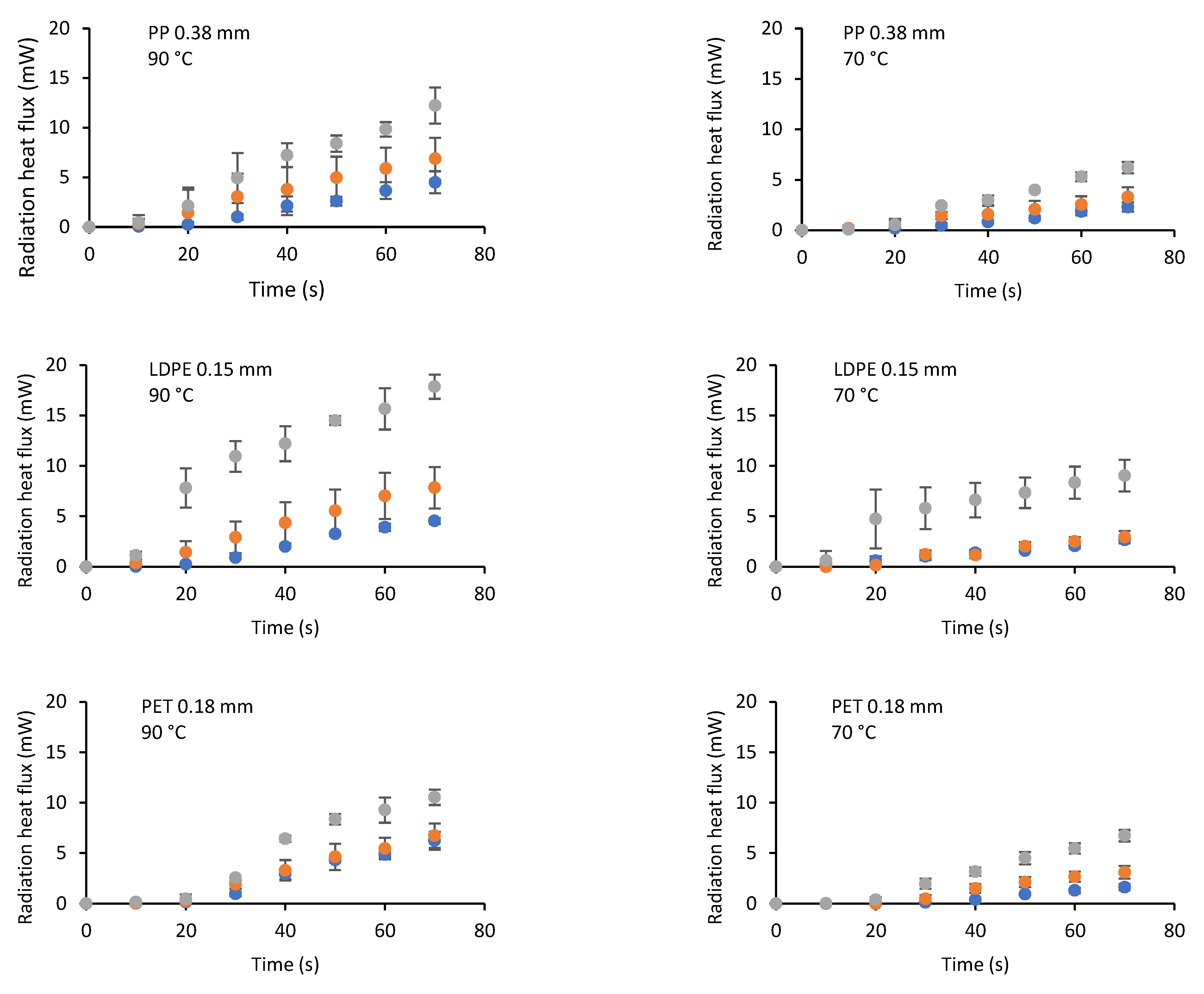
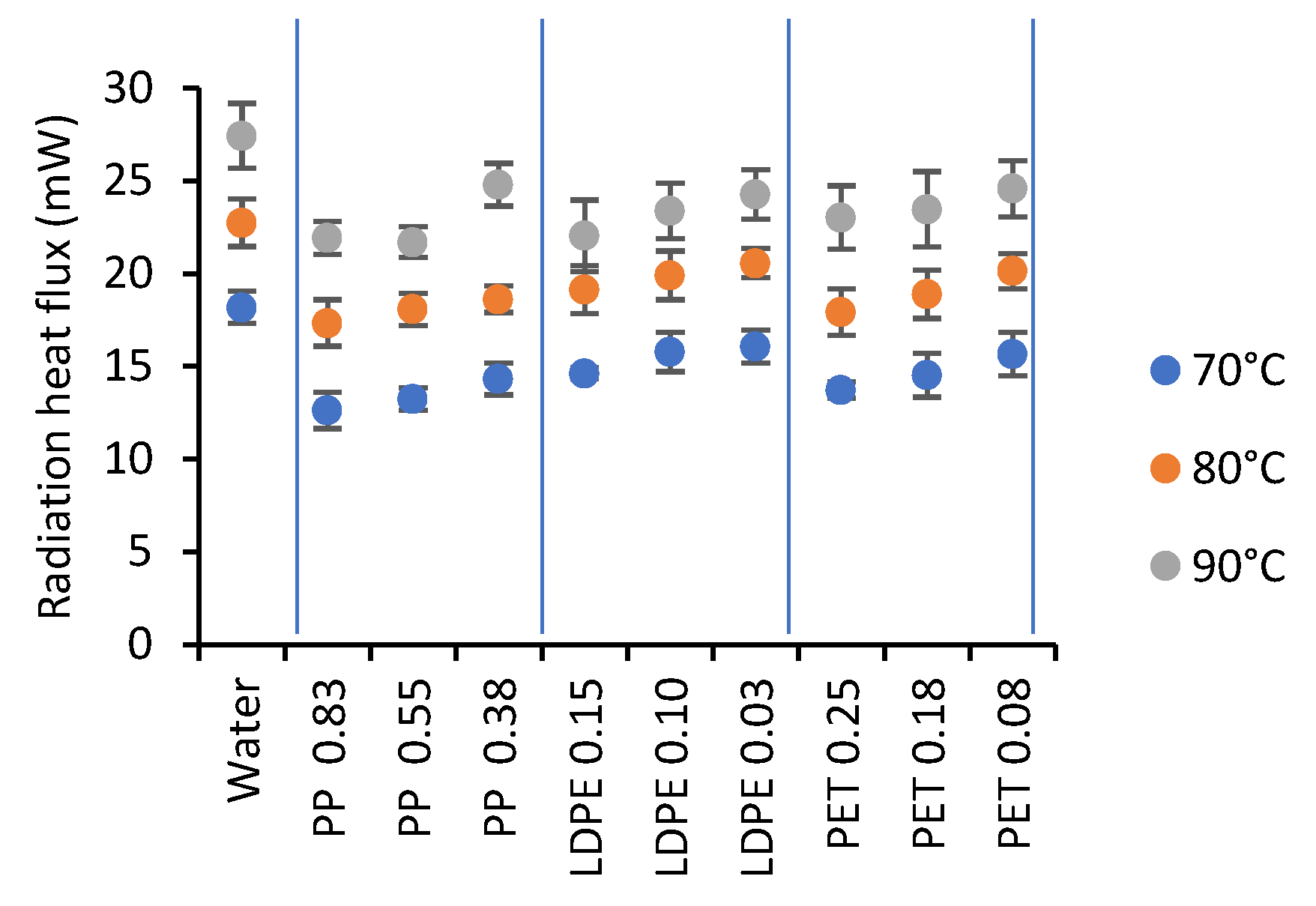
2.3. Heat Flux Emitted by Water, Water–Film, and Water–Film–CMC Systems
2.4. Penetration Depth of the Infrared Radiation in CMC
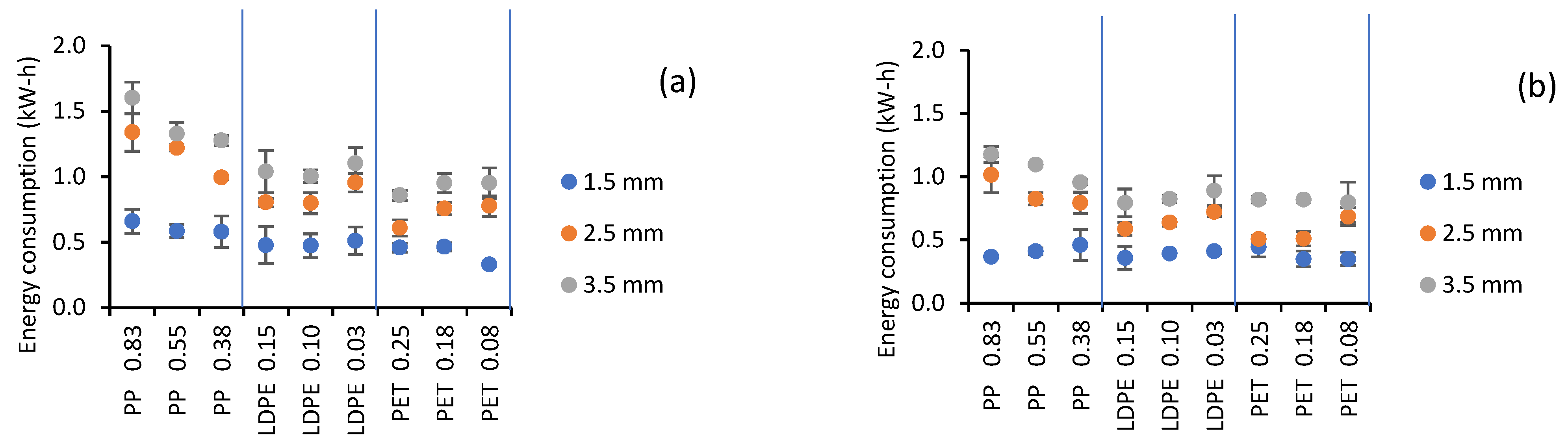
2.5. Energy Consumption
3. Materials and Methods
3.1. Carboxymethylcellulose (CMC)
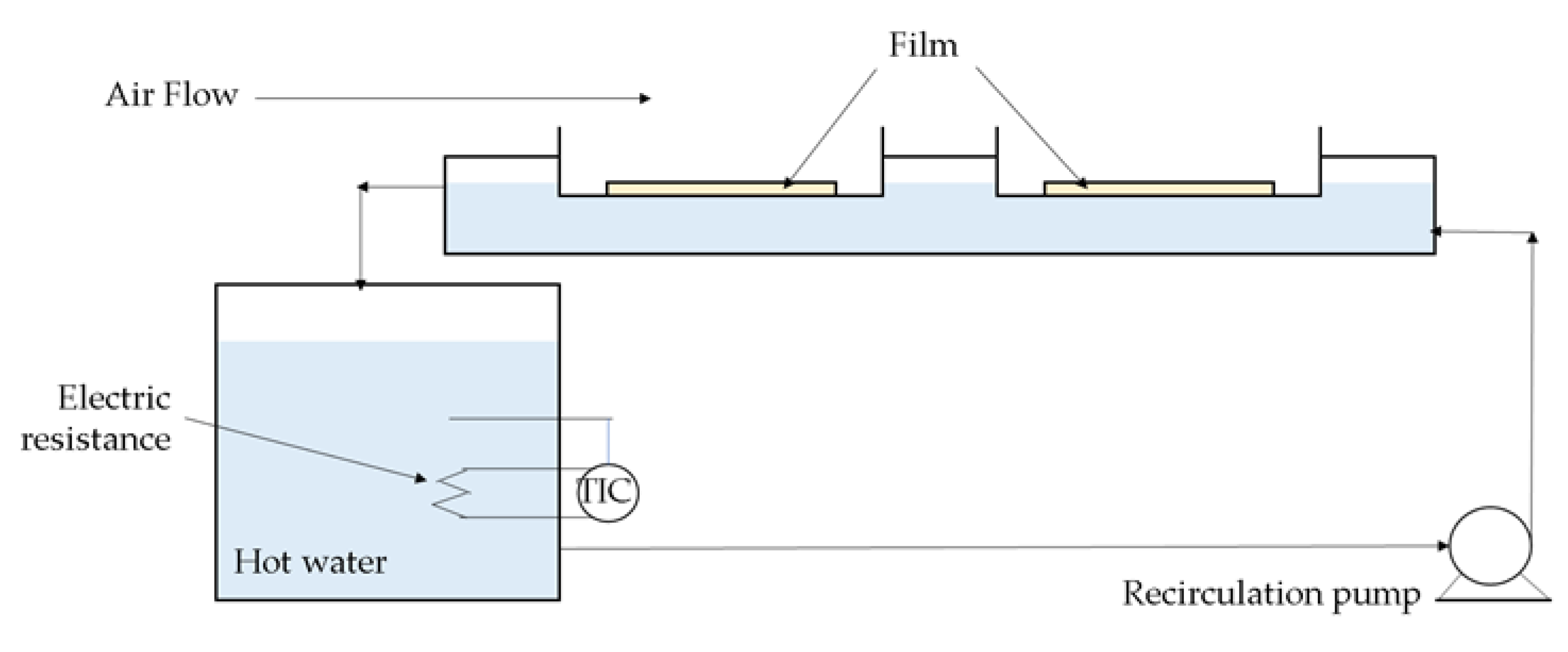
3.2. Equipment
3.3. Experimental Design
3.4. Response Variables
3.4.1. Moisture Content and Drying Time
3.4.2. Temperature Profiles
3.4.3. Radiative Heat Flow
3.4.4. Radiation Penetration Depth
3.4.5. Energy Consumption
3.5. Statistical Analysis
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Antosik, A.K.; Wilpiszewska, K.; Czech, Z. Carboxymethylated Polysaccharide-Based Films as Carriers for Acrylic Pressure-Sensitive Adhesives. Int. J. Adhes. Adhes. 2017, 73, 75–79. [Google Scholar] [CrossRef]
- Hasheminya, S.-M.; Mokarram, R.R.; Ghanbarzadeh, B.; Hamishekar, H.; Kafil, H.S.; Dehghannya, J. Influence of Simultaneous Application of Copper Oxide Nanoparticles and Satureja Khuzestanica Essential Oil on Properties of Kefiran–Carboxymethyl Cellulose Films. Polym. Test. 2019, 73, 377–388. [Google Scholar] [CrossRef]
- Liu, M.; Arshadi, M.; Javi, F.; Lawrence, P.; Davachi, S.M.; Abbaspourrad, A. Green and Facile Preparation of Hydrophobic Bioplastics from Tea Waste. J. Clean. Prod. 2020, 276, 123353. [Google Scholar] [CrossRef]
- Cheng, L.H.; Abd Karim, A.; Seow, C.C. Characterisation of Composite Films Made of Konjac Glucomannan (KGM), Carboxymethyl Cellulose (CMC) and Lipid. Food Chem. 2008, 107, 411–418. [Google Scholar] [CrossRef]
- Li, Y.; Shoemaker, C.F.; Ma, J.; Shen, X.; Zhong, F. Paste Viscosity of Rice Starches of Different Amylose Content and Carboxymethylcellulose Formed by Dry Heating and the Physical Properties of Their Films. Food Chem. 2008, 109, 616–623. [Google Scholar] [CrossRef]
- Gregorova, A.; Saha, N.; Kitano, T.; Saha, P. Hydrothermal Effect and Mechanical Stress Properties of Carboxymethylcellulose Based Hydrogel Food Packaging. Carbohydr. Polym. 2015, 117, 559–568. [Google Scholar] [CrossRef]
- Magoon, R.E. Method and Apparatus for Drying Fruit Pulp and the Like. U.S. Patent 4,631,837A, 30 December 1986. [Google Scholar]
- Nindo, C.I.; Tang, J. Refractance Window Dehydration Technology: A Novel Contact Drying Method. Dry. Technol. 2007, 25, 37–48. [Google Scholar] [CrossRef]
- Ortiz-Jerez, M.J.; Ochoa-Martínez, C.I. Heat Transfer Mechanisms in Conductive Hydro-Drying of Pumpkin (Cucurbita Maxima) Pieces. Dry. Technol. 2015, 33, 965–972. [Google Scholar] [CrossRef]
- Kudra, T.; Mujumdar, A.S. Advanced Drying Technologies, 2nd ed.; Taylor & Francis: Boca Raton, FL, USA, 2009; ISBN 978-1-4200-7387-4. [Google Scholar]
- Abonyi, B.I.; Tang, J.; Edwards, C.G. Evaluation of Energy Efficiency and Quality Retention for the Refractance WindowTM Drying System; Washington State University: Tacoma, WA, USA, 1999; p. 38. [Google Scholar]
- Ochoa-Martínez, C.I.; Quintero, P.T.; Ayala, A.A.; Ortiz, M.J. Drying Characteristics of Mango Slices Using the Refractance WindowTM Technique. J. Food Eng. 2012, 109, 69–75. [Google Scholar] [CrossRef]
- Baeghbali, V.; Niakousari, M.; Farahnaky, A. Refractance Window Drying of Pomegranate Juice: Quality Retention and Energy Efficiency. LWT-Food Sci. Technol. 2016, 66, 34–40. [Google Scholar] [CrossRef]
- Nindo, C.I.; Feng, H.; Shen, G.Q.; Tang, J.; Kang, D.H. Energy Utilization and Microbial Reduction in a New Film Drying System. J. Food Process. Preserv. 2003, 27, 117–136. [Google Scholar] [CrossRef]
- Clarke., P.T. Refractance WindowTM—“Down Under”. In Proceedings of the Proceedings on the 14th International Drying Symposium, São Paulo, Brasil, 22–25 August 2004; pp. 813–820. [Google Scholar]
- Ortiz-Jerez, M.J.; Gulati, T.; Datta, A.K.; Ochoa-Martínez, C.I. Quantitative Understanding of Refractance WindowTM Drying. Food Bioprod. Process. 2015, 95, 237–253. [Google Scholar] [CrossRef]
- Baeghbali, V.; Niakosari, M.; Kiani, M. Design, Manufacture and Investigating Functionality of a New Batch Refractance Window System. In Proceedings of the 5th International Conference on Innovations in Food and Bioprocess Technology, Pathumthani, Thailand, 7–9 December 2010. [Google Scholar] [CrossRef]
- Bernaert, N.; Van Droogenbroeck, B.; Van Pamel, E.; De Ruyck, H. Innovative Refractance Window Drying Technology to Keep Nutrient Value during Processing. Trends Food Sci. Technol. 2019, 84, 22–24. [Google Scholar] [CrossRef]
- Menon, A.; Stojceska, V.; Tassou, S.A. A Systematic Review on the Recent Advances of the Energy Efficiency Improvements in Non-Conventional Food Drying Technologies. Trends Food Sci. Technol. 2020, 100, 67–76. [Google Scholar] [CrossRef]
- Nindo, C.I.; Tang, J.; Cakir, E.; Powers, J.R. Potential of Refractance Window Technology for Value Added Processing of Fruits and Vegetables in Developing Countries; American Society of Agricultural and Biological Engineers: Portland, OR, USA, 2006. [Google Scholar]
- Kaspar, K.L.; Park, J.S.; Mathison, B.D.; Brown, C.R.; Massimino, S.; Chew, B.P. Processing of Pigmented-Flesh Potatoes (Solanum Tuberosum L.) on the Retention of Bioactive Compounds: Potato Processing on Nutrient Retention. Int. J. Food Sci. Technol. 2012, 47, 376–382. [Google Scholar] [CrossRef]
- Abul-Fadl, M.M.; Ghanem, T.H. Effect of Refractance-Window (RW) Drying Method on Quality Criteria of Produced Tomato Powder as Compared to the Convection Drying Method. World Appl. Sci. J. 2011, 15, 953–965. [Google Scholar]
- Mahanti, N.K.; Chakraborty, S.K.; Sudhakar, A.; Verma, D.K.; Shankar, S.; Thakur, M.; Singh, S.; Tripathy, S.; Gupta, A.K.; Srivastav, P.P. Refractance WindowTM-Drying vs.Other Drying Methods and Effect of Different Process Parameters on Quality of Foods: A Comprehensive Review of Trends and Technological Developments. Future Foods 2021, 3, 100024. [Google Scholar] [CrossRef]
- Zotarelli, M.F.; Carciofi, B.A.M.; Laurindo, J.B. Effect of Process Variables on the Drying Rate of Mango Pulp by Refractance Window. Food Res. Int. 2015, 69, 410–417. [Google Scholar] [CrossRef]
- Ginzburg, A.S. Application of Infrared Radiation in Food Processing. Chemical and Process Engineering Series; Leonard Hill: London, UK, 1969. [Google Scholar]
- Almeida, M.; Torrance, K.E.; Datta, A.K. Measurement of Optical Properties of Foods in Near- and Mid-Infrared Radiation. Int. J. Food Prop. 2006, 9, 651–664. [Google Scholar] [CrossRef]
- Torres, M.D.; Moreira, R.; Chenlo, F.; Vázquez, M.J. Water Adsorption Isotherms of Carboxymethyl Cellulose, Guar, Locust Bean, Tragacanth and Xanthan Gums. Carbohydr. Polym. 2012, 89, 592–598. [Google Scholar] [CrossRef] [PubMed]
- Parrouffe, J.M.; Dostie, M.; Navarri, P.; Andrieu, J.; Mujumdar, A.S. Heat and Mass Transfer Relationship in Combined Infrared and Convective Drying. Dry. Technol. 1997, 15, 399–425. [Google Scholar] [CrossRef]
- Tsilingiris, P.T. Comparative Evaluation of the Infrared Transmission of Polymer Films. Energy Convers. Manag. 2003, 44, 2839–2856. [Google Scholar] [CrossRef]
- Shende, D.; Datta, A.K. Optimization Study for Refractance Window Drying Process of Langra Variety Mango. J. Food Sci. Technol. 2020, 57, 683–692. [Google Scholar] [CrossRef] [PubMed]
- Azizi, D.; Jafari, S.M.; Mirzaei, H.; Dehnad, D. The Influence of Refractance Window Drying on Qualitative Properties of Kiwifruit Slices. Int. J. Food Eng. 2017, 13, 20160201; [Google Scholar] [CrossRef]
- Tontul, I.; Eroğlu, E.; Topuz, A. Convective and Refractance Window Drying of Cornelian Cherry Pulp: Effect on Physicochemical Properties. J. Food Process. Eng. 2018, 41, e12917. [Google Scholar] [CrossRef]
- Ocoró-Zamora, M.; Ayala-Aponte, A. Influence of Thickness on the Drying of Papaya Puree (Carica papaya L.) through Refractance WindowTM Technology. DYNA 2013, 80, 147–154. [Google Scholar]
- Múnera-Tangarife, R.D. Evaluación de Los Factores Que Afectan La Transferencia de Calor En El Secado Por Ventana de Refractancia-Hidrosecado; Universidad del Valle: Santiago de Cali, Colombia, 2021. [Google Scholar]
- Richardson, P. (Ed.) Thermal Technologies in Food Processing; Woodhead Publishing in Food Science and Technology; CRC Press: Boca Raton, FL, USA; Woodhead: Cambridge, UK, 2001; ISBN 978-1-85573-558-3. [Google Scholar]
- Sun, D.-W. Thermal Food Processing: New Technologies and Quality Issues; CRC Press: Boca Raton, FL, USA, 2012; ISBN 978-1-4398-7679-4. [Google Scholar]
- Pawar, S.B.; Pratape, V.M. Fundamentals of Infrared Heating and Its Application in Drying of Food Materials: A Review: Mapping of Infrared Drying of Foods. J. Food Process. Eng. 2017, 40, e12308. [Google Scholar] [CrossRef]
- Krishnamurthy, K.; Khurana, H.K.; Soojin, J.; Irudayaraj, J.; Demirci, A. Infrared Heating in Food Processing: An Overview. Comp. Rev. Food Sci Food Saf. 2008, 7, 2–13. [Google Scholar] [CrossRef]
- Sandu, C. Infrared Radiative Drying in Food Engineering: A Process Analysis. Biotechnol. Prog. 1986, 2, 109–119. [Google Scholar] [CrossRef] [PubMed]
- Siegel, R.; Howell, J.R.; Mengüc, M.P. Thermal Radiation Heat Transfer; CRC Press: Boca Raton, FL, USA, 2016; ISBN 978-1-4987-5774-4. [Google Scholar]
 LDPE 0.15,
LDPE 0.15,  LDPE 0.10,
LDPE 0.10,  LDPE 0.03,
LDPE 0.03,  PET 0.25,
PET 0.25,  PET 0.18,
PET 0.18,  PET 0.08).
LDPE 0.15, LDPE 0.10, LDPE 0.03, PET 0.25, PET 0.18, PET 0.08).
PET 0.08).
LDPE 0.15, LDPE 0.10, LDPE 0.03, PET 0.25, PET 0.18, PET 0.08).

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature (°C) | Drying Rate (kg Water/kg ds-min) | Drying Flux (kg Water/h-m2) | Time (min) |
|---|---|---|---|
| 70 | 1.53 a | 3.38 a | 52.37 a |
| 80 | 2.14 b | 4.73 b | 37.52 b |
| 90 | 2.78 c | 6.05 c | 29.33 c |
| CMC Thickness (mm) | Drying Rate (kg Water/kg ds-min) | Drying Flux (kg Water/h-m2) | Time (min) |
|---|---|---|---|
| 1.5 | 3.49 a | 4.96 a | 22.67 a |
| 2.5 | 1.70 b | 4.66 b | 42.58 b |
| 3.5 | 1.26 c | 4.55 b | 53.97 c |
| Film Type-Thickness (mm) | Drying Rate (kg Water/kg ds-min) | Drying Flux (kg Water/h-m2) | Time (min) |
|---|---|---|---|
| PP 0.83 | 1.55 d | 3.46 e | 55.86 a |
| PP 0.55 | 1.70 cd | 3.75 de | 48.85 b |
| PP 0.38 | 1.90 bcd | 4.13 cd | 42.80 c |
| LDPE 0.15 | 2.06 bc | 4.68 b | 38.31 cd |
| LDPE 0.10 | 2.10 b | 4.85 b | 37.66 cd |
| LDPE 0.03 | 1.93 bcd | 4.59 bc | 39.42 cd |
| PET 0.25 | 2.68 a | 5.77 a | 30.36 e |
| PET 0.18 | 2.66 a | 5.62 a | 30.56 e |
| PET 0.08 | 2.76 a | 5.64 a | 33.86 de |
| Thickness (mm) | Drying Time (min) | Wet Sample Weight (g) | Dry Sample Weight (g) | Drying Index (g Dry Sample/h) |
|---|---|---|---|---|
| 1.5 | 22.7 | 33.3 ± 1.2 | 0.9 ± 0.0 | 2.6 ± 0.9 |
| 2.5 | 42.6 | 64.8 ± 3.8 | 1.7 ± 0.1 | 2.6 ± 0.8 |
| 3.5 | 54.0 | 84.9 ± 3.0 | 2.2 ± 0.1 | 2.7 ± 0.8 |
| Temperature (°C) | 70 | 80 | 90 | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Thickness (mm) | 1.5 | 2.5 | 3.5 | 1.5 | 2.5 | 3.5 | 1.5 | 2.5 | 3.5 |
| PP 0.83 | 61.5 | 45.2 | 51.0 | 62.2 | 66.3 | 70.4 | 81.8 | 78.3 | 86.5 |
| PP 0.55 | 60.4 | 54.7 | 55.9 | 89.3 | 72.4 | 73.1 | 95.0 | 89.1 | 101.5 |
| PP 0.38 | 49.1 | 58.0 | 64.1 | 83.3 | 80.2 | 88.1 | 101.2 | 107.0 | 113.1 |
| LDPE 0.15 | 60.7 | 76.0 | 74.1 | 72.1 | 96.4 | 99.8 | 97.8 | 123.0 | 120.8 |
| LDPE 0.10 | 56.5 | 73.6 | 71.5 | 80.1 | 97.2 | 106.0 | 106.4 | 132.9 | 132.6 |
| LDPE 0.03 | 64.8 | 68.5 | 70.3 | 94.8 | 105.4 | 106.2 | 108.8 | 110.8 | 126.6 |
| PET 0.25 | 62.1 | 90.8 | 83.7 | 122.0 | 120.6 | 120.2 | 150.7 | 157.2 | 165.7 |
| PET 0.18 | 73.9 | 91.0 | 75.8 | 118.2 | 123.8 | 105.2 | 129.5 | 139.8 | 147.2 |
| PET 0.08 | 79.7 | 69.3 | 67.9 | 125.3 | 93.1 | 95.3 | 180.5 | 128.6 | 148.6 |
| Water Temperature (°C) | 70 | 80 | 90 | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Film Type-Thickness (mm) | Ln (Io) | R2 | Ln (Io) | R2 | Ln (Io) | R2 | |||
| PP 0.83 | 1.33 | 2.35 | 0.94 | 1.35 | 2.69 | 0.96 | 0.73 | 1.37 | 1.00 |
| PP 0.55 | 1.10 | 2.54 | 1.00 | 1.34 | 2.78 | 0.96 | 0.83 | 1.20 | 0.99 |
| PP 0.38 | 1.05 | 2.57 | 0.98 | 0.73 | 3.04 | 0.99 | 0.89 | 1.13 | 0.98 |
| LDPE 0.15 | 1.21 | 2.71 | 0.93 | 1.31 | 2.91 | 1.00 | 0.93 | 1.08 | 0.95 |
| LDPE 0.10 | 1.22 | 2.79 | 0.99 | 1.23 | 2.97 | 1.00 | 0.74 | 1.36 | 0.98 |
| LDPE 0.03 | 1.26 | 2.69 | 0.96 | 1.27 | 2.96 | 0.99 | 0.66 | 1.52 | 0.94 |
| PET 0.25 | 1.33 | 2.33 | 0.91 | 1.41 | 2.73 | 0.96 | 0.88 | 1.13 | 0.97 |
| PET 0.18 | 0.70 | 2.73 | 1.00 | 0.95 | 2.71 | 0.97 | 0.84 | 1.19 | 0.86 |
| PET 0.08 | 1.16 | 2.67 | 0.99 | 1.33 | 2.94 | 0.99 | 0.80 | 1.25 | 0.98 |
| CMC Thickness (mm) | Energy Consumption (kWh) | SER (kWh/kg Water) |
|---|---|---|
| 1.5 | 0.44 ± 0.09 | 13.6 ± 2.8 |
| 2.5 | 0.79 ± 0.21 | 12.5 ± 2.8 |
| 3.5 | 0.99 ± 0.20 | 12.0 ± 2.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Múnera-Tangarife, R.D.; Solarte-Rodríguez, E.; Vélez-Pasos, C.; Ochoa-Martínez, C.I. Factors Affecting the Time and Process of CMC Drying Using Refractance Window or Conductive Hydro-Drying. Gels 2021, 7, 257. https://doi.org/10.3390/gels7040257
Múnera-Tangarife RD, Solarte-Rodríguez E, Vélez-Pasos C, Ochoa-Martínez CI. Factors Affecting the Time and Process of CMC Drying Using Refractance Window or Conductive Hydro-Drying. Gels. 2021; 7(4):257. https://doi.org/10.3390/gels7040257
Chicago/Turabian StyleMúnera-Tangarife, Rubén D., Efraín Solarte-Rodríguez, Carlos Vélez-Pasos, and Claudia I. Ochoa-Martínez. 2021. "Factors Affecting the Time and Process of CMC Drying Using Refractance Window or Conductive Hydro-Drying" Gels 7, no. 4: 257. https://doi.org/10.3390/gels7040257
APA StyleMúnera-Tangarife, R. D., Solarte-Rodríguez, E., Vélez-Pasos, C., & Ochoa-Martínez, C. I. (2021). Factors Affecting the Time and Process of CMC Drying Using Refractance Window or Conductive Hydro-Drying. Gels, 7(4), 257. https://doi.org/10.3390/gels7040257