
Profiling Elastoplastic and Chemical Parameters to Assess Polymerization Quality in Flowable Bulk-Fill Composites


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
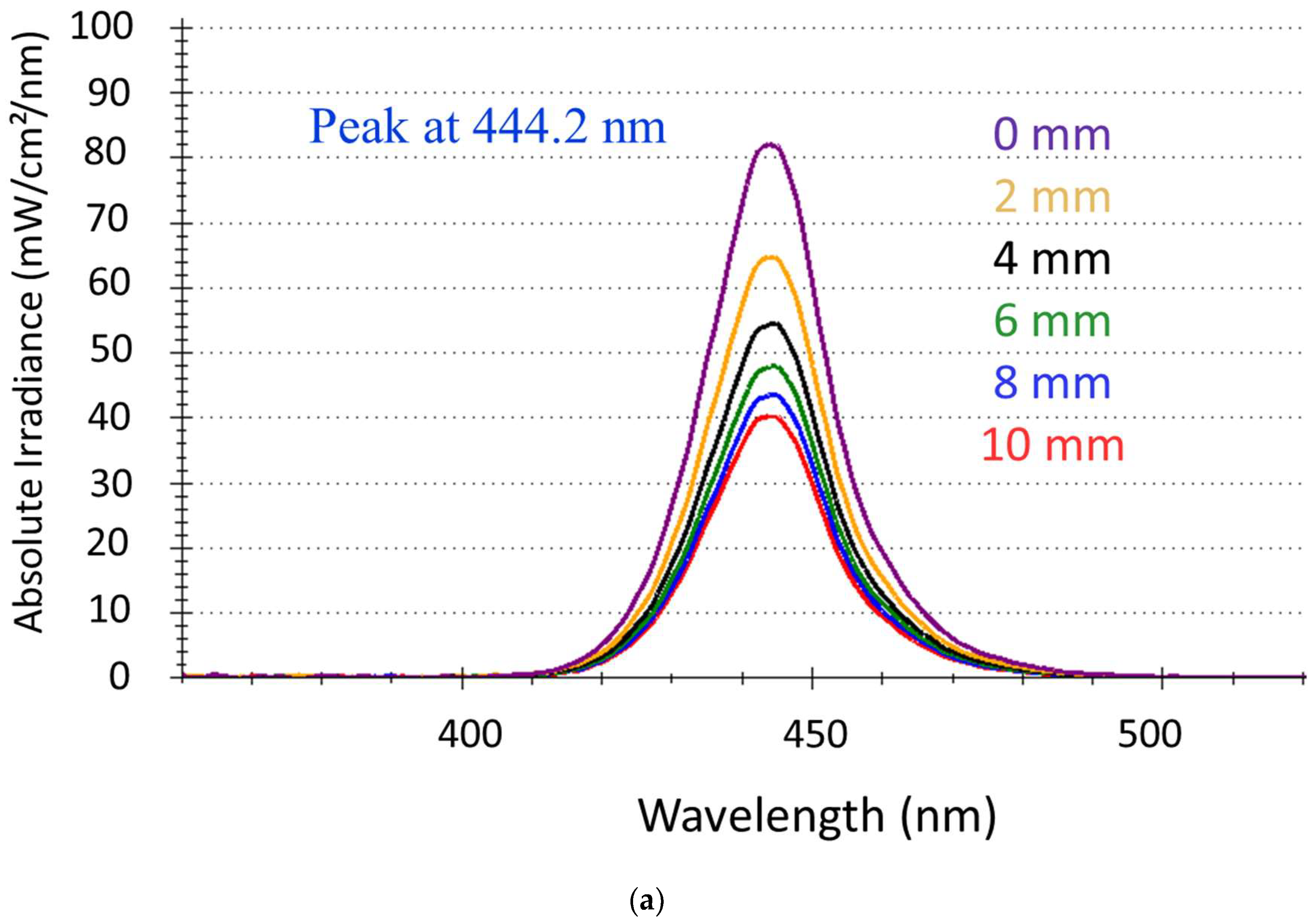
2.2.1. Spectrophotometry: LCU Characteristics
2.2.2. Instrumented Indentation Test (IIT): Quasi-Static Approach (ISO 14577 [21]) to Determine Micro-Mechanical Properties Profiles and Depth of Cure (DOC)
2.2.3. Degree of Conversion (DC)
2.2.4. Three-Point Bending Test
2.2.5. Light and Scanning Electron Microscopy (SEM) Characterization
2.3. Statistical Analyses
3. Results
3.1. Light Curing Unit (LCU) Characteristics
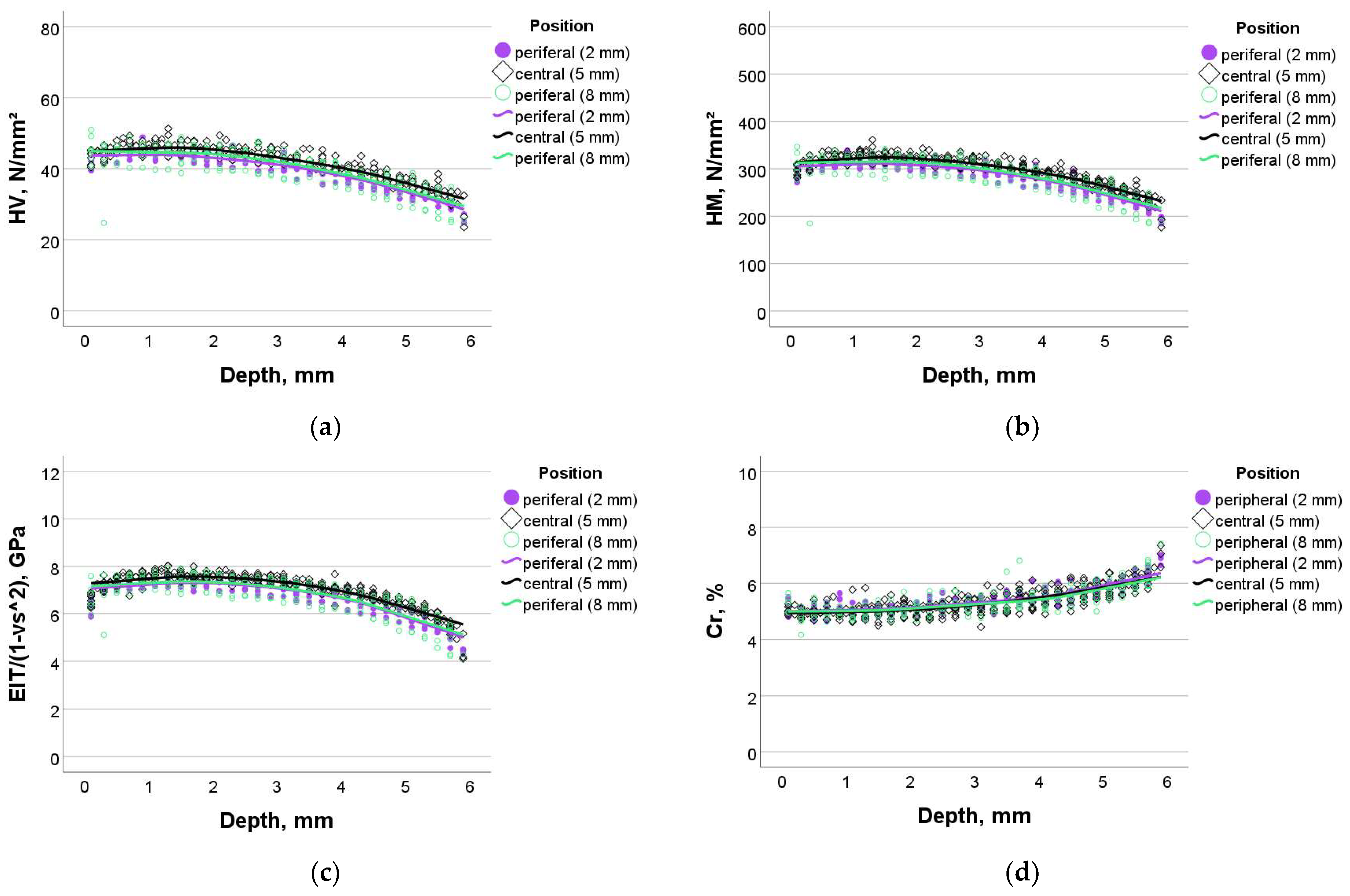
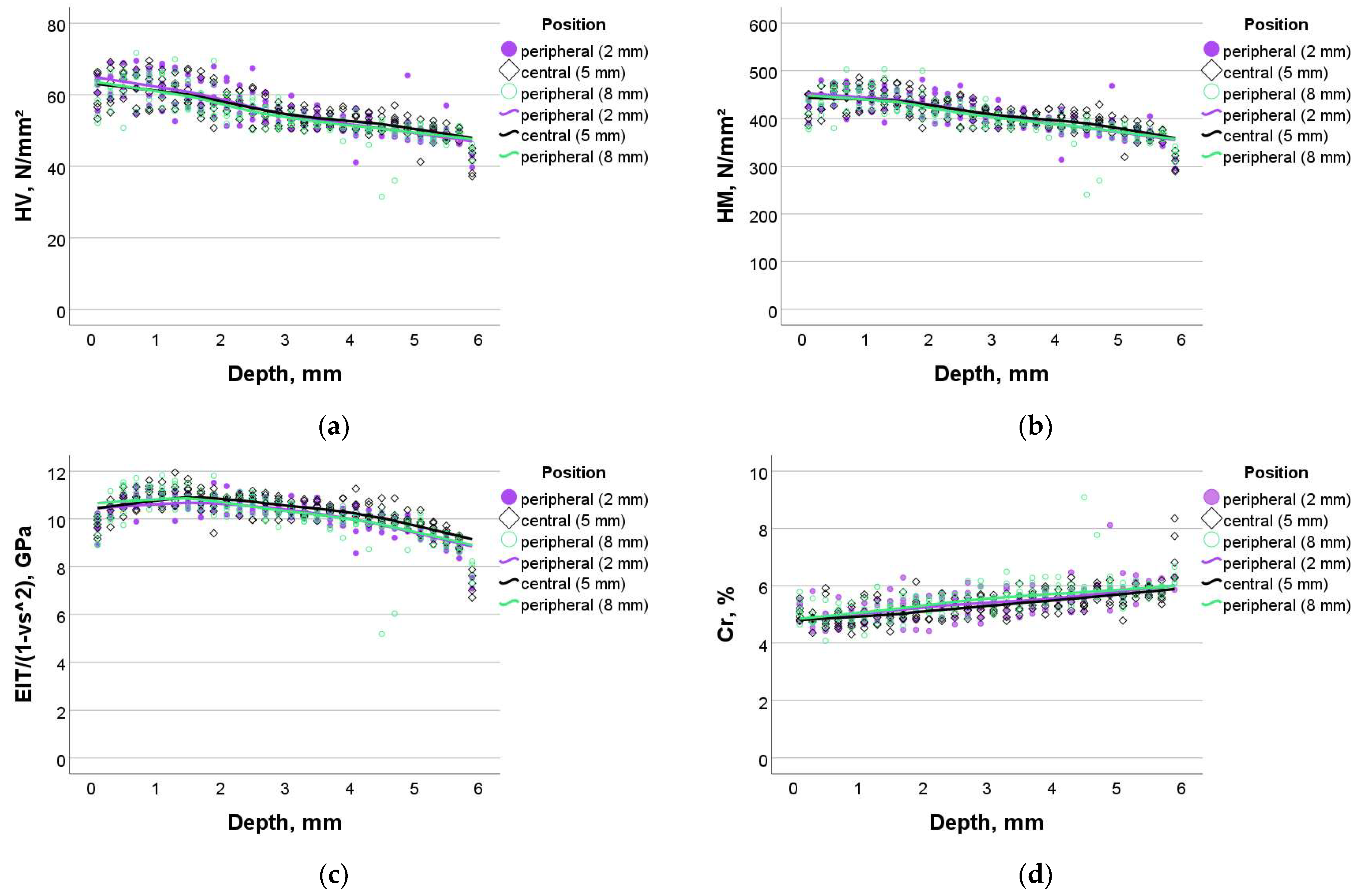
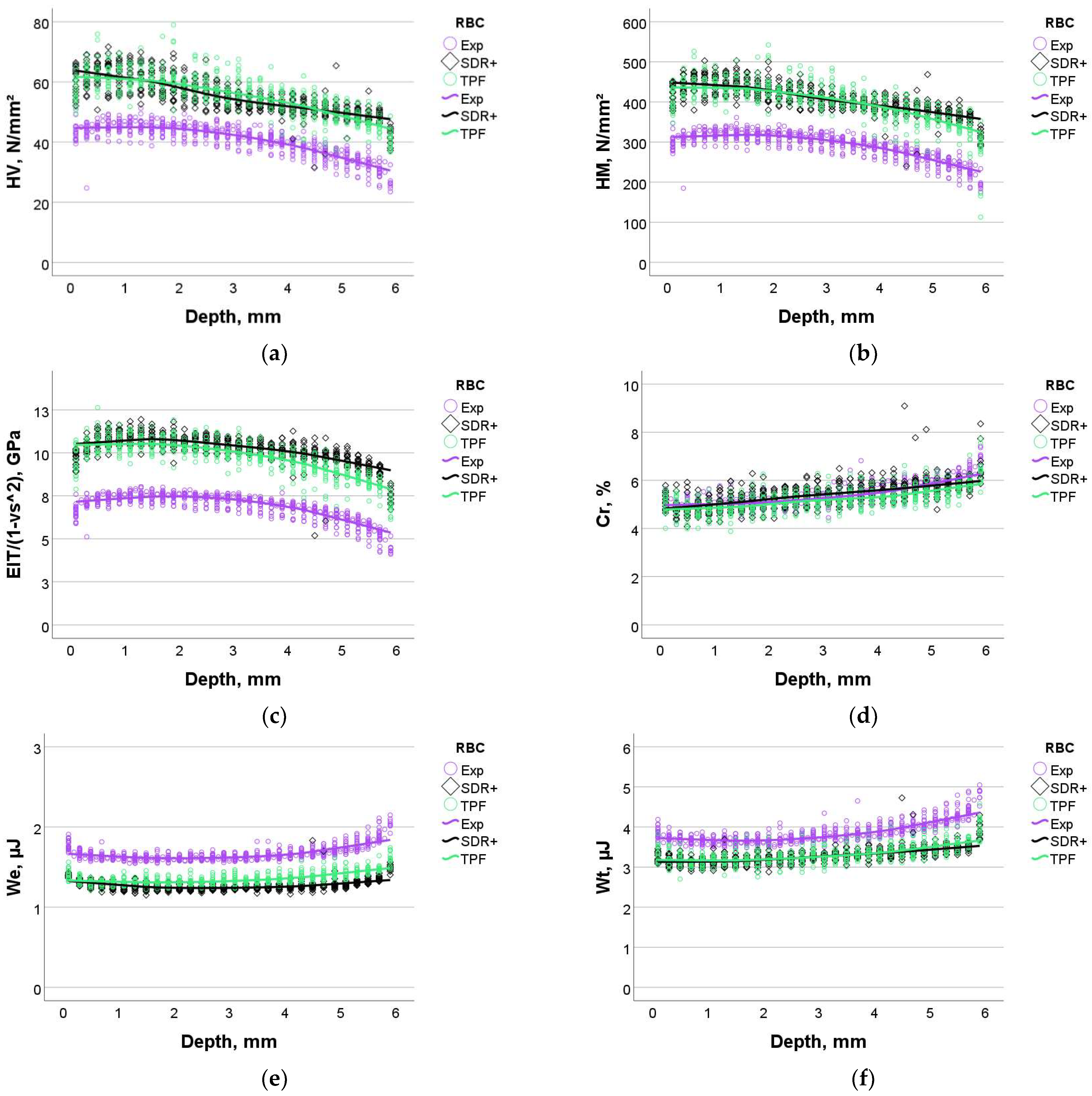
3.2. Instrumented Indentation Test (IIT): Micro-Mechanical Parameter Profiling and Depth of Cure
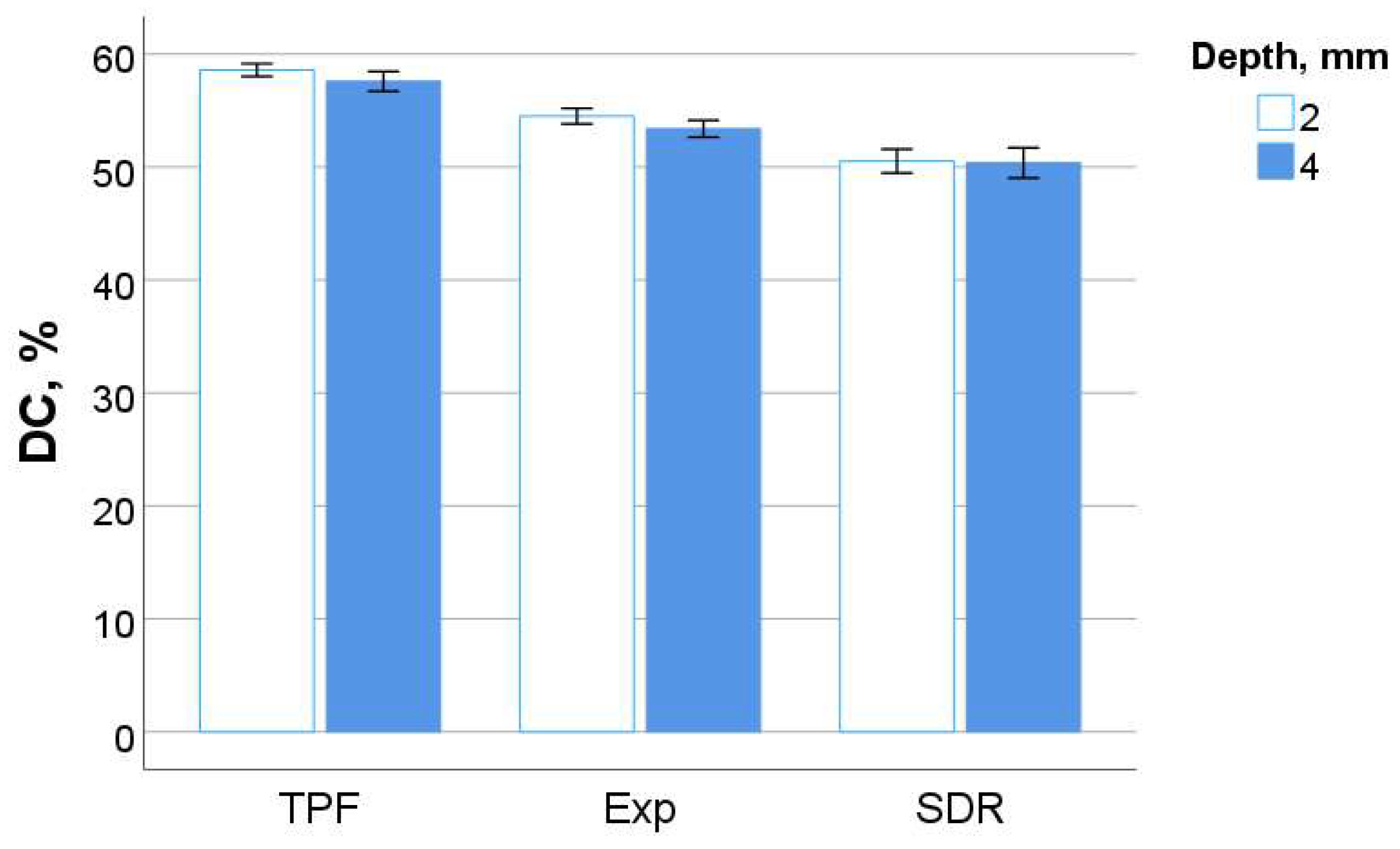
3.3. Degree of Cure
3.4. Three-Point Bending Test
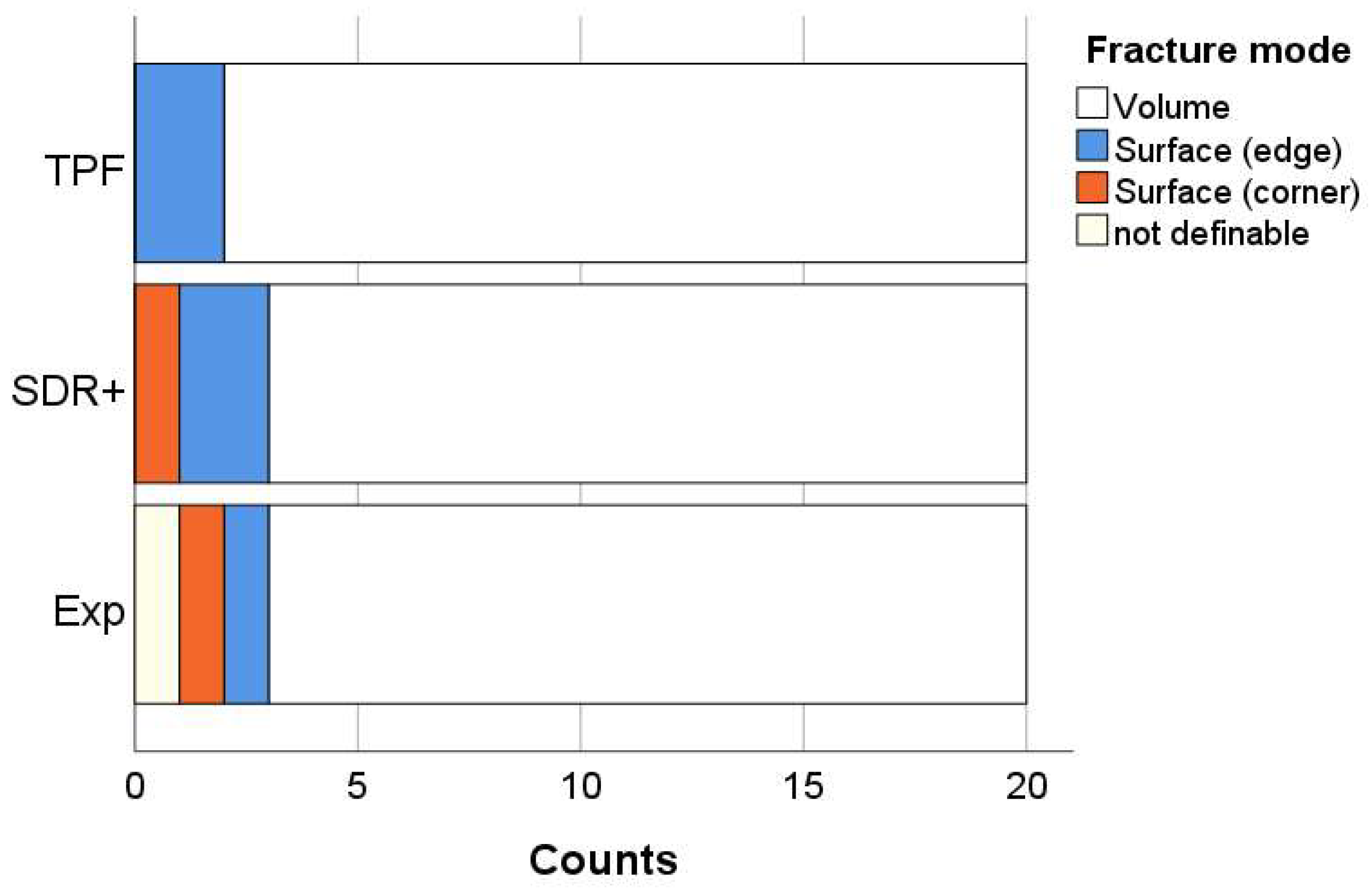
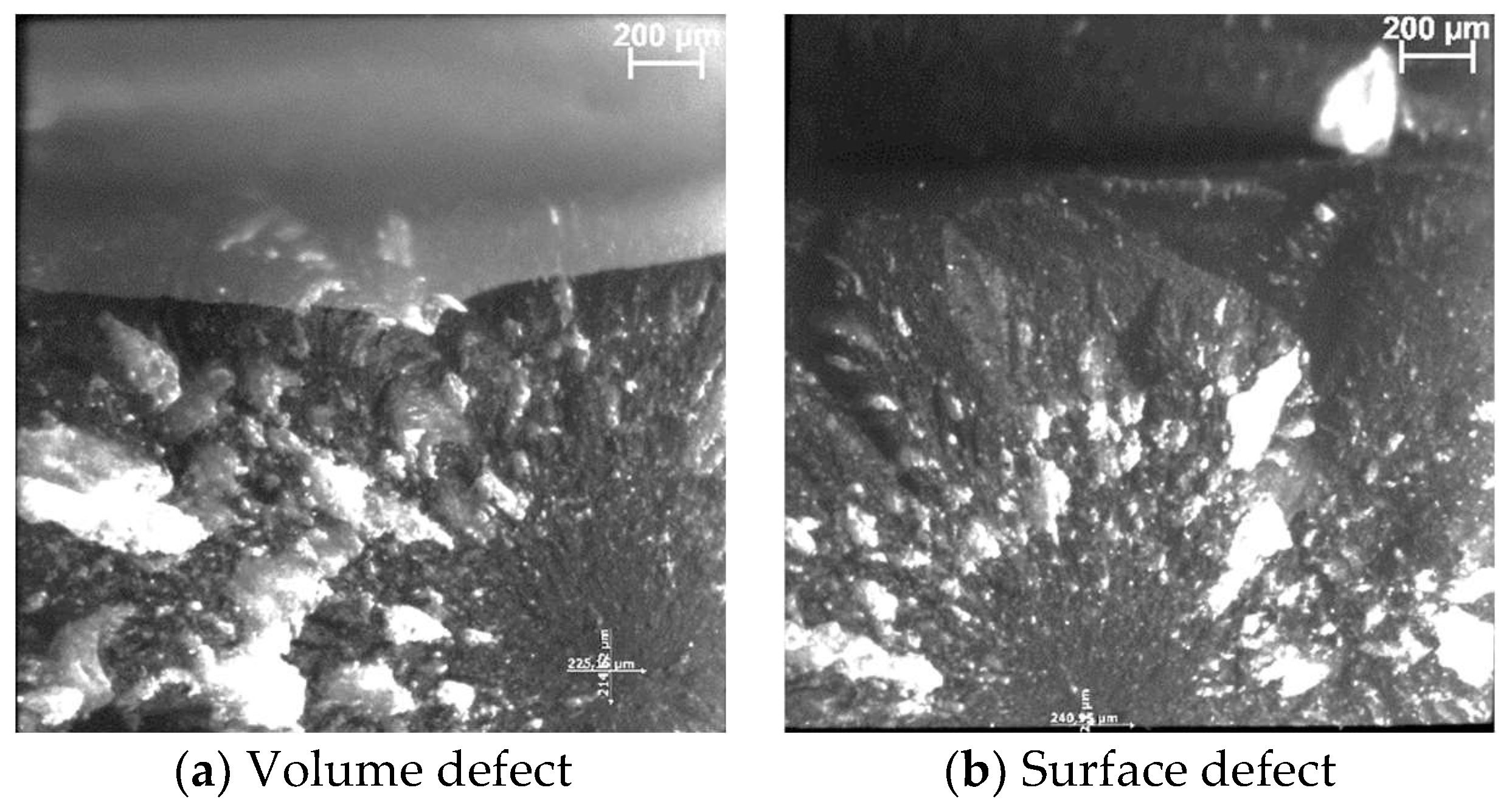
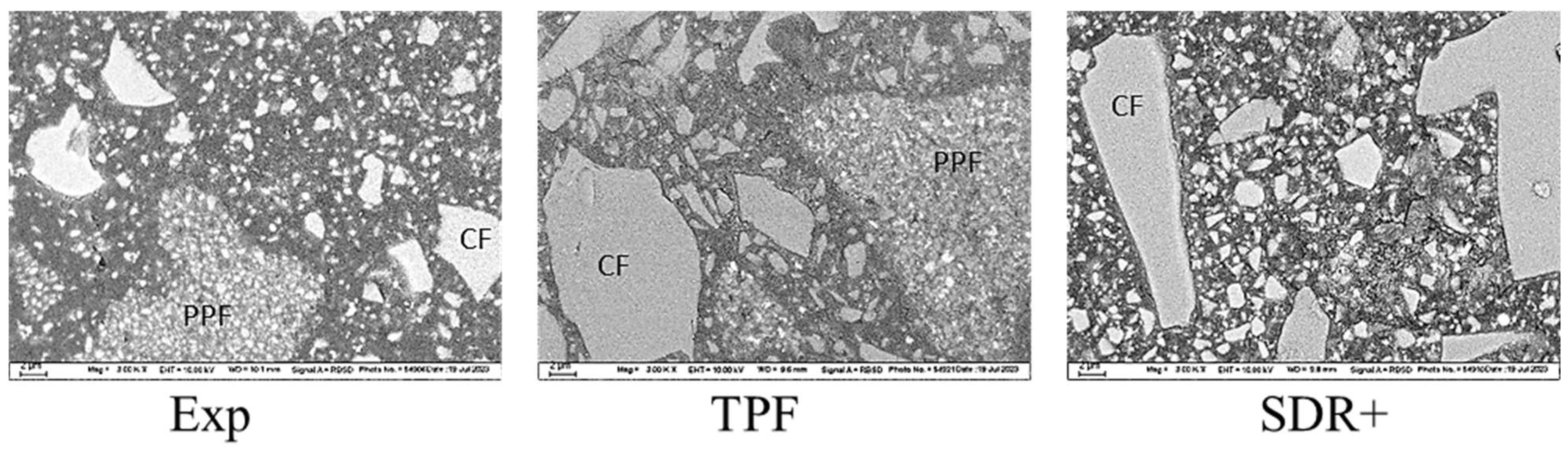
3.5. Light and Scanning Electron Microscopy (SEM) Characterization
4. Discussion
5. Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Karaman, E.; Keskin, B.; Inan, U. Three-year clinical evaluation of class II posterior composite restorations placed with different techniques and flowable composite linings in endodontically treated teeth. Clin. Oral Investig. 2017, 21, 709–716. [Google Scholar] [CrossRef]
- Leinonen, K.M.; Leinonen, J.; Bolstad, N.L.; Tanner, T.; Al-Haroni, M.; Johnsen, J.K. Procedure time and filling quality for bulk-fill base and conventional incremental composite techniques-A randomised controlled in vitro trial. J. Dent. 2023, 138, 104725. [Google Scholar] [CrossRef]
- Ilie, N. Resin-Based Bulk-Fill Composites: Tried and Tested, New Trends, and Evaluation Compared to Human Dentin. Materials 2022, 15, 8095. [Google Scholar] [CrossRef] [PubMed]
- Han, S.H.; Park, S.H. Comparison of Internal Adaptation in Class II Bulk-fill Composite Restorations Using Micro-CT. Oper. Dent. 2017, 42, 203–214. [Google Scholar] [CrossRef] [PubMed]
- Han, S.H.; Park, S.H. Incremental and Bulk-fill Techniques With Bulk-fill Resin Composite in Different Cavity Configurations. Oper. Dent. 2018, 43, 631–641. [Google Scholar] [CrossRef] [PubMed]
- Dietschi, D.; Askari, M.; Rossier, I.; Caseiro, L.; Krejci, I.; Leprince, J.G.; Di Bella, E.; Ardu, S. Marginal Adaptation of In Vitro Class II Restorations Made Out of Bulk or Conventional Composite Using Single- or Multi-Layered Techniques. Materials 2023, 16, 6325. [Google Scholar] [CrossRef] [PubMed]
- Sedky, R.A.; Chew, H.P.; Nour, K.A.; Abuelsadat, S.M.; Elsherbini, D.; Fok, A.S.L. Interfacial integrity of bulk-fill resin composite restorations in deep Class-II cavities. Dent. Mater. J. 2023, 42, 692–699. [Google Scholar] [CrossRef] [PubMed]
- Hamza, B.; Zimmerman, M.; Attin, T.; Tauböck, T.T. Marginal integrity of classical and bulk-fill composite restorations in permanent and primary molars. Sci. Rep. 2022, 12, 13670. [Google Scholar] [CrossRef] [PubMed]
- Heintze, S.D.; Loguercio, A.D.; Hanzen, T.A.; Reis, A.; Rousson, V. Clinical efficacy of resin-based direct posterior restorations and glass-ionomer restorations—An updated meta-analysis of clinical outcome parameters. Dent. Mater. 2022, 38, e109–e135. [Google Scholar] [CrossRef] [PubMed]
- Makvandi, P.; Gu, J.T.; Zare, E.N.; Ashtari, B.; Moeini, A.; Tay, F.R.; Niu, L.N. Polymeric and inorganic nanoscopical antimicrobial fillers in dentistry. Acta Biomater. 2020, 101, 69–101. [Google Scholar] [CrossRef]
- Zhou, Y.; Hiraishi, N.; Shimada, Y.; Wang, G.; Tagami, J.; Feng, X. Evaluation of tooth demineralization and interfacial bacterial penetration around resin composites containing surface pre-reacted glass-ionomer (S-PRG) filler. Dent. Mater. 2021, 37, 849–862. [Google Scholar] [CrossRef]
- Ilie, N. An In Vitro Comparison of Elastoplastic and Viscoelastic Behavior of Dental Composites with Reversible Addition–Fragmentation Chain Transfer-Mediated Polymerization. J. Compos. Sci. 2023, 7, 247. [Google Scholar]
- Schmidt, H.; Wolter, H. Organically modified ceramics and their applications. J. Non-Cryst. Solids 1990, 121, 428–435. [Google Scholar] [CrossRef]
- Moszner, N.; Fischer, U.K.; Ganster, B.; Liska, R.; Rheinberger, V. Benzoyl germanium derivatives as novel visible light photoinitiators for dental materials. Dent. Mater. 2008, 24, 901–907. [Google Scholar] [CrossRef]
- Ilie, N. Impact of light transmittance mode on polymerisation kinetics in bulk-fill resin-based composites. J. Dent. 2017, 63, 51–59. [Google Scholar] [CrossRef] [PubMed]
- Catel, Y.; Angermann, J.; Fässler, P.; Fischer, U.; Schnur, T.; Moszner, N. High refractive index monofunctional monomers as promising diluents for dental composites. Dent. Mater. 2021, 37, 351–358. [Google Scholar] [CrossRef]
- Ilie, N.; Watts, D.C. Outcomes of ultra-fast (3 s) photo-cure in a RAFT-modified resin-composite. Dent. Mater. 2020, 36, 570–579. [Google Scholar] [CrossRef]
- Joly, G.D.; Krepski, L.R.; Gaddam, B.N.; Abuelyaman, A.S.; Craig, B.D.; Dunbar, T.D.; Cao, C.; Oxman, J.D.; Falsafi, A.; Moser, W.H.; et al. Dental Compositions Comprising Addition-Fragmentation Agents. U.S. Patent 9,056,043, 16 June 2015. [Google Scholar]
- Durner, J.; Obermaier, J.; Draenert, M.; Ilie, N. Correlation of the degree of conversion with the amount of elutable substances in nano-hybrid dental composites. Dent. Mater. Off. Publ. Acad. Dent. Mater. 2012, 28, 1146–1153. [Google Scholar] [CrossRef] [PubMed]
- Sigusch, B.W.; Pflaum, T.; Volpel, A.; Gretsch, K.; Hoy, S.; Watts, D.C.; Jandt, K.D. Resin-composite cytotoxicity varies with shade and irradiance. Dent. Mater. Off. Publ. Acad. Dent. Mater. 2012, 28, 312–319. [Google Scholar] [CrossRef] [PubMed]
- ISO 14577-1:2015; Metallic Materials—Instrumented Indentation Test for Hardness and Materials Parameters—Part 1: Test Method. ISO: Geneva, Switzerland, 2015; p. 46.
- Ilie, N.; Durner, J. Polymerization kinetic calculations in dental composites: A method comparison analysis. Clin. Oral Investig. 2014, 18, 1587–1596. [Google Scholar] [CrossRef]
- ISO 4049:2019; Dentistry—Polymer-Based Restorative Materials. International Organization for Standardization: Geneva, Switzerland, 2019; p. 29.
- Weihull, W. A Statistical Distribution Function of Wide Applicability. J. Appl. Mech. 1951, 18, 290–293. [Google Scholar]
- van Dijken, J.W.; Pallesen, U. Posterior bulk-filled resin composite restorations: A 5-year randomized controlled clinical study. J. Dent. 2016, 51, 29–35. [Google Scholar] [CrossRef]
- Neshchadin, D.; Rosspeintner, A.; Griesser, M.; Lang, B.; Mosquera-Vazquez, S.; Vauthey, E.; Gorelik, V.; Liska, R.; Hametner, C.; Ganster, B.; et al. Acylgermanes: Photoinitiators and Sources for Ge-Centered Radicals. Insights into their Reactivity. J. Am. Chem. Soc. 2013, 135, 17314–17321. [Google Scholar] [CrossRef] [PubMed]
- Shortall, A.C.; Palin, W.M.; Burtscher, P. Refractive index mismatch and monomer reactivity influence composite curing depth. J. Dent. Res. 2008, 87, 84–88. [Google Scholar] [CrossRef] [PubMed]
- Lee, Y.K.; Lu, H.; Powers, J.M. Measurement of opalescence of resin composites. Dent. Mater. 2005, 21, 1068–1074. [Google Scholar] [CrossRef] [PubMed]
- Azzopardi, N.; Moharamzadeh, K.; Wood, D.J.; Martin, N.; van Noort, R. Effect of resin matrix composition on the translucency of experimental dental composite resins. Dent. Mater. 2009, 25, 1564–1568. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Code | Brand | Manufacturer | LOT | Filler wt./vol.% |
|---|---|---|---|---|
| Exp | Brilliant BulkFill Flow | Coltene | M38595 | 56.0/38.5 |
| SDR+ | SDR flow+ universal | Dentsply Sirona | 2206000502 | n.s./47.3 |
| TPF | Tetric PowerFlow, IV A | Ivoclar Vivadent | Z03W68 | 68.2/46.4 |
| Parameter | RBC | 0.1 mm | 2 mm | 4 mm | |||
|---|---|---|---|---|---|---|---|
| Mean | SD | Mean | SD | Mean | SD | ||
| HM | Exp | 291.5 a | 26.9 | 294.1 a | 21.7 | 314.5 a | 12.9 |
| SDR+ | 439.5 b | 25.1 | 396.3 a | 12.7 | 427.7 b | 21.3 | |
| TPF | 422.0 b | 35.6 | 401.8 b | 23.3 | 434.3 b | 35.6 | |
| HV | Exp | 41.9 a | 4.3 | 40.8 a | 3.5 | 44.1 a | 2.1 |
| SDR+ | 63.1 b | 4.2 | 52.6 b | 2.0 | 58.2 b | 4.2 | |
| TPF | 60.0 b | 5.0 | 55.2 c | 3.7 | 60.6 b | 6.1 | |
| EIT | Exp | 6.6 a | 0.5 | 7.0 a | 0.4 | 7.4 a | 0.4 |
| SDR+ | 10.1 b | 0.5 | 10.2 c | 0.3 | 10.8 b | 0.4 | |
| TPF | 10.1 b | 0.9 | 9.7 b | 0.4 | 10.5 b | 0.6 | |
| Cr | Exp | 5.0 a | 0.3 | 5.4 a | 0.4 | 5.1 a | 0.4 |
| SDR+ | 4.9 a | 0.4 | 5.6 a | 0.3 | 5.2 a | 0.5 | |
| TPF | 4.9 a | 0.4 | 5.5 a | 0.4 | 5.0 a | 0.4 | |
| We | Exp | 1.7 a | 0.1 | 1.7 c | 0.1 | 1.6 c | 0.0 |
| SDR+ | 1.4 b | 0.0 | 1.2 a | 0.0 | 1.2 a | 0.0 | |
| TPF | 1.4 b | 0.1 | 1.4 b | 0.0 | 1.3 b | 0.0 | |
| Wt | Exp | 3.8 a | 0.1 | 3.9 a | 0.2 | 3.7 b | 0.1 |
| SDR+ | 3.2 b | 0.1 | 3.3 b | 0.1 | 3.1 a | 0.1 | |
| TPF | 3.2 b | 0.2 | 3.4 b | 0.2 | 3.2 a | 0.2 | |
| nIT | Exp | 45.5 a | 1.1 | 42.8 c | 1.1 | 43.9 c | 0.8 |
| SDR+ | 43.1 b | 1.4 | 37.6 a | 1.3 | 39.5 a | 1.8 | |
| TPF | 42.4 b | 1.8 | 40.4 b | 2.0 | 41.1 b | 1.7 | |
| Parameter | HM | HV | EIT | nIT | We | Wt | Cr |
|---|---|---|---|---|---|---|---|
| RBC | 0.876 | 0.827 | 0.921 | 0.649 | 0.928 | 0.777 | 0.065 |
| Filler vol% | 0.670 | 0.575 | 0.750 | 0.532 | 0.814 | 0.544 | 0.026 |
| Position | 0.025 | 0.019 | 0.052 | n.s. | 0.042 | 0.029 | 0.014 |
| Depth | 0.690 | 0.691 | 0.721 | 0.334 | 0.604 | 0.599 | 0.509 |
| RBC × Position | 0.023 | 0.026 | 0.010 | 0.015 | 0.012 | 0.016 | 0.007 |
| RBC × Depth | 0.117 | 0.131 | 0.113 | 0.113 | 0.167 | 0.096 | 0.062 |
| Depth × Position | 0.075 | 0.073 | 0.101 | 0.057 | 0.087 | 0.085 | 0.074 |
| RBC | Depth | R2 | a | b | c | d | |
|---|---|---|---|---|---|---|---|
| Exp | 2 mm | 0.96 | mean | 48.69 | 0.12 | 7.97 | 0.00 |
| Std. Error | 0.35 | 0.00 | 0.69 | 0.00 | |||
| 4 mm | 0.96 | mean | 48.23 | 0.09 | 12.62 | 0.00 | |
| Std. Error | 0.37 | 0.00 | 0.61 | 0.00 | |||
| SDR+ | 2 mm | 0.97 | mean | 43.01 | 0.12 | 9.25 | 0.01 |
| Std. Error | 0.33 | 0.00 | 0.34 | 0.00 | |||
| 4 mm | 0.97 | mean | 44.19 | 0.11 | 9.17 | 0.00 | |
| Std. Error | 0.29 | 0.00 | 0.77 | 0.00 | |||
| TPF | 2 mm | 0.96 | mean | 53.11 | 0.15 | 7.37 | 0.00 |
| Std. Error | 0.30 | 0.00 | 0.83 | 0.00 | |||
| 4 mm | 0.96 | mean | 51.20 | 0.15 | 8.22 | 0.01 | |
| Std. Error | 0.34 | 0.00 | 0.65 | 0.00 |
| COD | FS [MPa] Mean + SD | Weibull Parameters m, SE, R2 | A [MPa√m] Mean + SD | E [GPa] Mean + SD | ε [µm] Mean + SD | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Exp | 139.3 a | 6.6 | 24.9 a | 1.4 | 0.95 | 0.8 a | 0.2 | 4.5 a | 0.4 | 446.0 a | 32.7 |
| SDR+ | 134.0 a | 16.0 | 9.5 b | 0.6 | 0.94 | 0.9 a | 0.2 | 4.9 b | 0.3 | 404.1 b | 70.6 |
| TPF | 122.0 b | 5.0 | 29.3 a | 2.3 | 0.90 | 1.0 a | 0.1 | 5.4 c | 0.4 | 291.6 c | 17.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ilie, N. Profiling Elastoplastic and Chemical Parameters to Assess Polymerization Quality in Flowable Bulk-Fill Composites. Bioengineering 2024, 11, 159. https://doi.org/10.3390/bioengineering11020159
Ilie N. Profiling Elastoplastic and Chemical Parameters to Assess Polymerization Quality in Flowable Bulk-Fill Composites. Bioengineering. 2024; 11(2):159. https://doi.org/10.3390/bioengineering11020159
Chicago/Turabian StyleIlie, Nicoleta. 2024. "Profiling Elastoplastic and Chemical Parameters to Assess Polymerization Quality in Flowable Bulk-Fill Composites" Bioengineering 11, no. 2: 159. https://doi.org/10.3390/bioengineering11020159
APA StyleIlie, N. (2024). Profiling Elastoplastic and Chemical Parameters to Assess Polymerization Quality in Flowable Bulk-Fill Composites. Bioengineering, 11(2), 159. https://doi.org/10.3390/bioengineering11020159